Назначение. Пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпусы подшипников, зажимные и подающие цанги и другие детали, к которым предъявляются требования повышенной износостойкости, и детали, работающие без ударных нагрузок.
Предел
выносливости,
Н/мм2
Термообработка
Ударная вязкость, KCU, Дж/см2,
при t, ºС
Термообработка
σ-1
τ-1
+ 20
0
– 20
– 30
– 70
–80
725
431
Закалка с 810 ºС в масле,
отпуск при 400 ºС
110
69
27
24
12
–
Закалка с 830 ºС,
Отпуск при 480 ºС
480
284
То же, отпуск при 500 ºС
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката
Температурный
интервал ковки, ºС
из слитков
из заготовок
Размер сечения, мм
Условия охлаждения
Размер сечения, мм
Условия охлаждения
Слиток
1200–800
До 300
В печи
До 100
101–300
На воздухе
В мульде
Заготовка
1250–780
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Не применяется для сварных конструкций.
КТ – без ограничений.
В закаленном и отпущенном состоянии
при 240 НВ и σВ = 840 Н/мм2
К√ = 0,85 (твердый сплав),
К√ = 0,80 (быстрорежущая сталь)
Мало чувствительна
Склонность к отпускной хрупкости
Склонна при содержании Mn ≥ 1,0%
Сталь 65Г - расшифровка марки стали, ГОСТ, характеристика материала
Сталь 65Г содержит в среднем 0,65% углерода, Г - указывает содержание марганца в стали около 1%.
Рессорно-пружинная сталь 65Г применяется для изготовления пружинных колец и шайб, плоских и круглых пружин, зажимных и подающих цанг, шайб упорных подшипников, дисков сцепления, стопорных колец и других деталей пружинного типа, от которых требуются высокие упругие свойства и износостойкость.
Массовая доля основных химических элементов, %
C - углерода
Si - кремния
Mn - марганца
0,62-0,70
0,17-0,37
0,90-1,20
Температура критических точек, °С
Ac1
Ac3
Ar1
Ar3
721
745
670
720
Технологические свойства
Ковка
Температура ковки, °С: начала 1250, конца 780-760. Заготовки сечением до 100 мм охлаждаются на воздухе, сечения 101-300 мм - в мульде.
Свариваемость
Не применяется для сварных конструкций. Контактная сварка без ограничений.
Обрабатываемость резанием
В закаленном и опущенном состоянии при HB 240 и σв = 820 МПа: Kv твердый сплав = 0,85 Kv быстрорежущая сталь = 0,80
Флокеночувств.
Малочувствительна
Склонность к отпускной хрупкости
Склонна при содержании марганца более 1%
Физические свойства
Температура испытаний, °С
20
100
200
300
400
500
600
700
800
900
Модуль нормальной упругости E, ГПа
215
213
207
200
180
170
154
136
128
-
Модуль упругости при сдвиге кручением G, ГПа
84
83
80
77
70
-
58
51
48
-
Плотность ρn, кг/м3
7850
7830
7800
-
7730
-
-
-
-
-
Коэффициент теплопроводности λ, Вт/(м*К)
37
36
35
34
32
31
30
29
28
-
Удельное электросопротивление ρ, нОм*м
-
-
-
-
-
-
-
-
-
-
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
20-900
20-1000
Коэффициент линейного расширения α*106, K-1
11,8
12,6
13,2
13,6
14,1
14,6
14,5
11,8
-
-
Удельная теплоемкость c, Дж/(кг*К)
490
510
525
560
575
590
625
705
-
-
Сталь 65Г - расшифровка и характеристики
Одной из наиболее распространенных отечественных сталей для производства пружин и рессоров в автомобильной, авиационной, горнодобывающей, военной и другой технике, является сталь 65Г. Этот сплав совмещает в себе прочность марганцовистой углеродистой конструкционной стали с высокой сопротивляемостью ударам, что делает ее востребованной в оружейном деле. Сталь 65Г является низколегированной, не содержит в составе дорогих добавок, производится просто, без особенных технологических требований. Это делает ее доступной, распространенной и привлекательной по цене. Сталь относится к классу конструкционных, но не применяется при производстве сварных конструкций, т.к. не предназначена для сварки. Улучшаемость сплава 65Г позволяет существенно повышать срок службы и износостойкость деталей с помощью процедуры закалки.
Расшифровка
Маркировка стали 65Г состоит из числового значения 65 и буквы Г, указывающих на два основных элемента в ее составе, которые определяют свойства. Химических элементов в составе стали 65Г на самом деле гораздо больше, большинство из них являются случайными примесями. Допустимые нормы содержания таких примесей строго регламентированы, особенно для нежелательных элементов – фосфора и серы. Если количество примесей превышает допустимые нормы, элемент либо вводится в маркировку, либо к марке добавляется индекс качества (ст, сталь, А или Ш), указывающий на концентрацию фосфора и серы.
65 – показатель содержания углерода в сотых долях. Это значит, что в стали 65Г содержится 0.65% углерода. Углерод является вторым важнейшим компонентом стали, после железа, составляющего основу материала. С помощью регулирования процента углерода в сплаве, можно определять качества итогового материала, его эксплуатационные характеристики и сферу применения. С повышением содержания углерода сталь приобретает прочную структуру, позволяющую использовать металл для изготовления жестких недеформирующихся со временем металлоконструкций. Минусом такого металла становится сниженная ударная вязкость, что делает его неустойчивым к динамическим (ударным) нагрузкам. Малое содержание углерода приводит к обратным результатам: сталь становится текучей, вязкой, но теряет в жесткости и прочности. Ее назначением становится сопротивление ударным нагрузкам, а при производстве жестких конструкций такая сталь применяется ограниченно. Кроме того, малоуглеродистые стали лучше поддаются механической и технологической обработке.
Г – указывает на содержание марганца до 1.2%. Марганец часто водится в состав стали как раскислитель и присутствует в незначительном количестве почти во всех углеродистых сталях. Этот элемент снижает негативное влияние фосфора и серы. В стали 65Г добавление марганца обусловлено необходимостью упрочнения исходного материала. Благодаря добавлению марганца увеличиваются показатели твердости, ударная вязкость при этом не снижается. Содержание марганца на уровне 1% считается невысоким.
Сталь 65Г – химический состав
Массовая доля элементов не более, %:
Кремний
Марганец
Медь
Никель
Сера
Углерод
Фосфор
Хром
0,17–0,37
0,9–1,2
0,2
0,25
0,035
0,62–0,7
0,035
0,25
Назначение
Сталь 65Г является рессорно-пружинной, ее характеристики упругости, износостойкости и прочности идеально подходят для изготовления нагруженных деталей, особенно – пружин для машиностроения. Сталь считается конструкционной, однако не предназначена для изготовлений сварных конструкций из-за затрудненной свариваемости. Лучше всего этот сплав проявляет себя в подвижных элементах механизмов, работающих при постоянных нагрузках и на износ. После обработки сталь становится еще тверже, детали демонстрируют высокие показатели устойчивости к истиранию, усталости, ломкости.
Свойства стали 65Г позволяют ограниченно применять ее при производстве инструментов, например, ножей.
Применение
Из стали 65Г производят пружины и рессоры, шайбы, фрикционные диски, тормозные ленты, шестерни, корпусы подшипников, фланцы, зажимные и подающие цанги. Ассортимент изделий не ограничивается данным списком, т.к. сталь 65Г универсальна, если речь идет о деталях, требующих высокой износоустойчивости. Сталь 65Г широко применяют в машиностроении, станкостроении, кораблестроении, при производстве тяжелой военной, сельскохозяйственной, горнодобывающей техники и т.д. Стать 65Г настолько распространена, что ее можно найти в любом механизме, где используются пружины и рессоры.
Одна из экзотических сфер применения стали 65Г – производство клинкового оружия: метательных ножей, мечей для исторических реконструкций и спортивных состязаний. Клинки из этой стали требуют ухода, т.к. сталь подвержена ржавлению. Охотничьи и кухонные ножи из сплава марки 65Г не изготавливаются т.к. к этим видам ножей предъявляются другие эксплуатационные требования. В частности это связанно с подверженностью коррозии стали 65Г, в то время как кухонные и охотничьи ножи часто контактируют с влагой, потому изготавливаются преимущественно из нержавеющих сталей.
Детали и конструкции, подверженные ударным нагрузкам, также не изготавливаются из стали марки 65Г.
Режимы термообработки
Детали из стали 65Г рекомендуется улучшать с помощью закалки. Закалка повышает прочность поверхностного слоя изделия, делает изделие износостойким и продлевает срок его эксплуатации. Благодаря тому, что закалка меняет структуру не всего изделия, а лишь внешнего слоя, она не оказывает существенного влияния на упругость материала, который остается мягким внутри. Чтобы верно определить режим закалки, нужно учесть:
каким образом и на каком оборудовании будет проводиться процедура;
влияние температуры нагрева в зависимости от характеристик конкретной марки;
оптимальное время выдержки, так же зависящее от характеристик металла;
среду закаливания;
оптимальный способ охлаждения.
От технологической грамотности проведения процесса будет зависеть качество итогового результата. В случае со сталью 65Г, которая является низколегированной, закалку проводят быстро, чтобы не потерять углерод, а вместе с ним и показатели прочности. Однако нагревать изделие слишком быстро также не следует, это приведет к неравномерному прогреву и закалочным трещинам.
Рекомендуется подогреть сталь в термической печи до предзакалочных температур (от 550 до 700С), после чего ее можно направлять в закалочную печь. Идеальной средой для быстрого нагревания являются солевые расплавы. Газовые и электрические печи для закалки изделий из стали 65Г применять можно, но не рекомендуется.
Форма и габариты изделия учитываются при определении оптимальной температуры закалки. Например, небольшая деталь сложной формы, изготовленная из листового проката, закаляется при минимальной температуре закаливания в диапазоне рекомендуемых (800 – 820С). Если эксплуатационные нагрузки на деталь неравномерны, закалка также может осуществляться в разных режимах для разных частей детали. Это достигается управлением температуры закалки, благодаря которому можно менять толщину слоя и величину менее прокаливаемой зоны на поверхности изделия.
Нагрев стали до верхней границы рекомендованной температуры закалки может приводить к снижению ударной вязкости через образование зернистой структуры.
Плюсы и минусы стали 65Г
Сталь 65Г распространена настолько широко благодаря ряду отличительных характеристик, соотношению цена/качество, простоте производства. Ее недостатки ограничивают сферу применения, но несмотря на это она остается одной из лучших и наиболее востребованных в своей специфике – производстве рессор, пружин и других нагруженных деталей.
Достоинства стали 65Г:
Износоустойчивость и прочность. Защищает делать от ломкости, деформации и разрушения даже при высоких нагрузках. После прохождения термической обработки базовые характеристики сплава увеличиваются.
Ударопрочность. Сталь не деформируется при ударах, за это качество ее выбирают производители клинкового оружия, такого, как метательные ножи.
Высокое сопротивление на разрыв.
Простота механической обработки. Поклонники ножей из сплава 65Г отмечают легкость в заточке в сравнении с другими материалами. Однако у этого свойства есть обратная сторона: лезвие ножа остается острым недолго.
Недостатки стали 65Г:
Ржавление. Сталь 65Г требует ухода, защитного покрытия или особых условий эксплуатации, иначе деталь подвергнется коррозии.
Нож из стали 65Г легко наточить, но и затупляется он быстро. За оружием нужен постоянный уход.
Затрудненная свариваемость. Сталь 65Г не применяется в сварных конструкциях.
Аналоги и заменители
Марка металлопроката
Заменитель
65Г
50ХФА
55С2
60С2
60С2А
70
70Г
9ХС
У8А
Зарубежные аналоги марки стали 65Г
США
1066, 1566, G15660
Германия
66Mn4, Ck67
Англия
080A67
Китай
65Mn
Болгария
65G
Польша
65G
Характеристики
Марка
Классификация
Вид поставки
ГОСТ
Зарубежные аналоги
65Г
Сталь конструкционная рессорно-пружинная
Сортовой прокат
14959–79
есть
Лента
2283–79
2284–79
Проволока
9389–75
Лист
1577–93
Технологические особенности
Термообработка
Режим
состояние поставки
Ковка
Вид полуфабриката
t, 0С
Охлаждение
Размер сечения
Условия
мм
Слиток
1200–800
до 300
В печи
Заготовка
1250–780
до 100
На воздухе
101–300
В мульде
Сварка
Свариваемость
для сварных конструкций не применяется
Флокеночувствительность - мало чувствительна.
Резка
Исходные данные
Обрабатываемость резанием Κυ
Состояние
HB, МПа
σΒ, МПа
твердый сплав
быстрорежущая сталь
закаленное отпущенное
240
840
0,85
0,8
Склонность к отпускной хрупкости - При содержании Mn ≥1% склонна.
Материал 65Г – механические свойства
Сортамент
ГОСТ
Размеры – толщина, диаметр
Режим термообработки
t
KCU
ψ
δ5
σT
σв
мм
0С
кДж/м2
%
%
МПа
МПа
Прокат
14959–79
Закалка
30
8
785
980
Отпуск
Лист толстый
1577–93
12
740
Лента нагартован
2283–79
740–1180
отожжен.
10–15
640–740
Твердость, Мпа
Сортамент
ГОСТ
HB 10-1
Прокат без термообработки
14959–79
285
термообработанный
241
Лист толстый после отжига
1577–93
229
Температура критических точек, 0С
Критические точки
Ac1
Ac3
Ar1
Ar3
Mn
Температура
721
745
670
720
270
Ударная вязкость, Дж/см2
Режимы термообработки
t
KCU при температурах
0С
-800С
-700С
-400С
-300С
-200С
00С
+200С
Закалка
830
12
24
27
69
110
Отпуск
480
Предел выносливости, МПа
Термообработка
τ−1
σ−1
Режим
t, 0С
Закалка (масло)
810
431
725
Отпуск
400
Закалка (масло)
810
284
480
Отпуск
500
Физические свойства
t
ρ
R 109
E 10-5
λ
α 106
C
0С
кг/м3
Ом·м
МПа
Вт/(м·град)
1/Град
Дж/ (кг·град)
20
7850
2.15
37
100
7830
2.13
36
11.8
490
200
7800
2.07
35
12.6
510
300
2
34
13.2
525
400
7730
1.8
32
13.6
560
500
1.7
31
14.1
575
600
1.54
30
14.6
590
700
1.36
29
14.5
625
800
1.28
28
11.8
705
Условные обозначения
Механические свойства
HRCэ
HB
KCU
ψ
δ5
σT
σв
МПа
кДж / м2
%
%
МПа
МПа
Твердость по Роквеллу
Твердость по Бринеллю
Ударная вязкость
Относительное сужение
Относительное удлинение при разрыве
Предел текучести
Предел кратковременной прочности
Κυ
σ0,2
τ−1
σ−1
Коэффициент относительной обрабатываемости
Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации
Предел выносливости при кручении (симметричный цикл)
Предел выносливости при сжатии-растяжении (симметричный цикл)
N
число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины
Свариваемость
Без ограничений
Ограниченная
Трудно свариваемая
Подогрев
нет
до 100–1200С
200–3000С
Термообработка
нет
есть
отжиг
Физические свойства
R
Ом·м
Удельное сопротивление
ρ
кг/м3
Плотность
C
Дж/(кг·град)
Удельная теплоемкость
λ
Вт/(м·град)
Коэффициент теплопроводности
α
1/Град
Коэффициент линейного расширения
E
МПа
Модуль упругости
t
0С
Температура
Марка стали 65Г характеристики, применение, расшифровка, аналоги и заменители, термообработка
Расшифровка стали 65Г
Цифр 65 указывают среднюю массовую долю углерода в стали в сотых долях процента. Т.е. среднее содержание углерода в стали 65Г составляет около 0,65%.
Цифры, стоящие после букв, указывают примерную массовую долю легирующего элемента в целых единицах. Химические элементы обозначены следующими буквами: В — вольфрам (W), Г — марганец (Mn), Н — никель (Ni), Р — бор (В), С — кремний (Si), Ф — ванадий (V), X — хром (Сr). Т.е. буква Г в обозначении марки стали 65Г означает, что среднее содержание марганца в стали около 1%. В наименовании марок рессорно-пружинных стали с массовой долей марганца (Mn) до 0,90% (по верхнему пределу в марке) буква «Г» не ставится.
Заменители и аналоги
Стали-заменители:
70,
У8А,
70Г,
60С2А,
9ХС,
50ХФА,
60С2,
55С2.
Аналоги:
66Mn4(1.1260) (Германия-DIN),
1566 (США — AISI, ASTM),
SUP 6 (Япония — JIS),
60S2A (Польша — PN/H)
Вид поставки
Сортовой прокат, в том числе фасонный ГОСТ 14959—79, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88, ГОСТ 7419.0-90 — ГОСТ 7419.8-90.
Сталь 65Г применяется для изготовления следующих деталей:
пружины,
рессоры,
упорные шайбы,
тормозные ленты,
фрикционные диски,
шестерни,
фланцы,
корпусы подшипников,
зажимные и подающие цанги и другие детали, к которым предъявляются требования повышенной износостойкости,
детали, работающие без ударных нагрузок.
Применение стали 65Г для пружинных шайб (ГОСТ 33260-2015)
Марка стали
НД на поставку
ГОСТ на шайбы пружинные
Температура применения, °С
Дополнительные указания по применению
65Г ГОСТ 14959
ГОСТ 2283, ГОСТ 21997, ГОСТ 21996
ГОСТ 6402
От -60 до 250
Применяется для работы в условиях атмосферной коррозии с противокоррозионными покрытиями
ПРИМЕЧАНИЕ После электрохимических покрытий обязательна термообработка (отпуск) для снятия водородной хрупкости с указанием в КД.
Физические свойства
Модуль нормальной упругости Е, ГПа
Сталь
Е, ГПа, при температуре испытаний, °С
20
100
200
300
400
500
600
700
800
65Г
215
213
207
200
180
170
154
136
128
Модуль упругости при сдвиге кручением G
Сталь
G, ГПа, при температуре испытаний, °С
20
100
200
300
400
500
600
700
800
65Г
84
83
80
77
70
—
58
51
48
Плотность ρ
Сталь
ρ кг/см3 при температуре испытаний, °С
20
100
200
400
65Г
7850
7830
7800
7730
Коэффициент теплопроводности λ
Сталь
λ Вт/(м*К) при температуре испытаний, °С
20
100
200
300
400
500
600
700
800
65Г
37
36
35
34
32
31
30
29
28
Коэффициент линейного расширения α
Сталь
α*106, К-1, при температуре испытаний, °С
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
65Г
11,8
12,6
13,2
13,6
14,1
14,6
14,5
11,8
Удельная теплоемкость c
Сталь
c, Дж/(кг*К), при температуре испытаний, °С
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
65Г
490
510
525
560
575
590
625
705
Температура критических точек, °С
Ас1
Ас3
Аr3
Ar1
Мн
721
745
720
670
270
Химический состав по ГОСТ 14959-2016
Таблица 1: Химический состав стали по анализу ковшевой пробы для металлопродукции, кроме предназначенной для изготовления патентированной проволоки
Массовая доля элементов, %
C
Si
Mn
Cr
Ni
Cu
0,62-0,70
0,17-0,37
0,90-1,20
не более 0,25
не более 0,25
не более 0,2
Таблица 2: Химический состав стали по анализу ковшевой пробы для металлопродукции, предназначенной для изготовления патентированной проволоки
Массовая доля элементов, %
C
Si
Mn
Cr
Ni
Cu
0,62-0,70
0,17-0,37
0,70-1,00
не более 0,15
не более 0,15
не более 0,2
Примечание: Массовая доля серы (S) и фосфора (P) в стали по анализу ковшовой пробы не должна превышать для стали всех марок по таблице 1 норм, указанных в таблице 3.
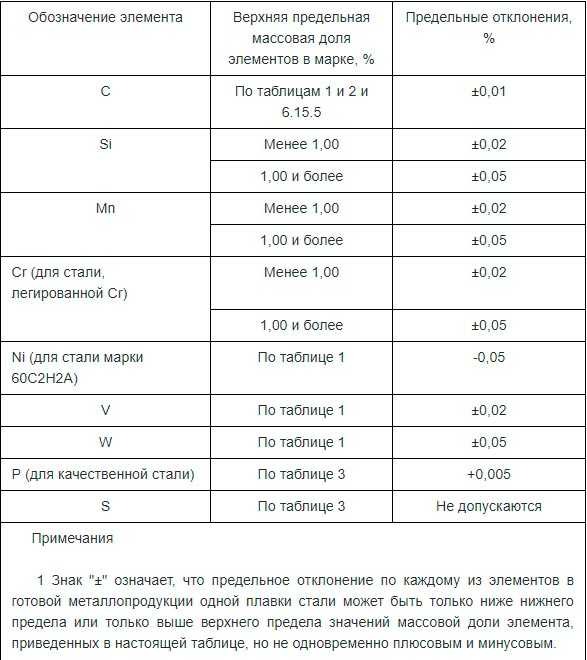
Примечание: Предельные отклонения по химическому составу в готовой металлопродукции не должны превышать значений, указанных в таблице 4.
Механические свойства
Источник
Состояние поставки
Сечение, мм
σ0,2, МПа
σв, МПа
δ5, %
ψ, %
Твердость HRC3, не более
не более
ГОСТ 14959-79
Сталь категорий 3, ЗА, ЗБ, ЗВ, ЗГ, 4, 4А, 4Б. Закалка с 830 °С в масле; отпуск при 470 °С
Образцы
785
980
8
30
—
ГОСТ 1577-93
Лист нормализованный и горячекатаный:
80
—
730
12
—
—
Закалка с 800-820 °С в масле; отпуск при 340-380 °С, охл. на воздухе
20
1220
1470
5
10
44-49
Закалка с 790-820 °С в масле; отпуск при 550- 580 °С, охл. на воздухе
60
690
880
8
30
30-35
Механические свойства в зависимости от температуры отпуска
tисп, °С
σ0,2, МПа
σв, МПа
δ5, %
ψ, %
КСU, Дж/см2
Твердость HRCэ
200
1790
2200
4
30
5
61
400
1450
1670
8
48
29
46
600
850
880
15
51
76
30
Примечание. Закалка с 830 °С в масле.
Механические свойства при повышенных температурах
tисп, °С
σ0,2, МПа
σв, МПа
δ5, %
ψ, %
200
1370
1670
15
44
300
1220
1370
19
52
400
980
1000
20
70
Примечание. Закалка с 830 °С в масле; отпуск при 350 °С
Ударная вязкость KCU
Термообработка
KCU, Дж/см2, при температуре, °С
20
0
-20
-30
-70
Закалка с 830 °С; отпуск при 480 °С
110
69
27
23
12
Предел выносливости
Состояние поставки
σ-1, МПа
τ-1, МПа
Закалка с 810 °С в масле; отпуск при 400 °С
725
431
Закалка с 810 °С в масле; отпуск при 500 °С
480
284
σ0,2 = 1220 МПа, σв = 1470 МПа, НВ 393-454
578
—
σ0,2 = 1280 МПа, σв = 1420 МПа, НВ 420
647
—
σ0,2 = 1440 МПа, σв = 1690 МПа, НВ 450
725
—
Технологические свойства
Температура ковки, °С: начала 1250, конца 780-760. Охлаждение заготовок сечением до 100 мм производится на воздухе, сечением 101-300 мм — в мульде.
Свариваемость — не применяется для сварных конструкций, КТС (Контактная сварка)— без ограничений.
Склонность к отпускной хрупкости — склонна при содержании Mn > 1 %.
Флокеночувствительность — малочувствительна.
Обрабатываемость резанием — Kv тв.спл = 0,85 и Kv б.ст = 0,80 в закаленном и отпущенном состоянии при НВ 240 и σв = 820 МПа.
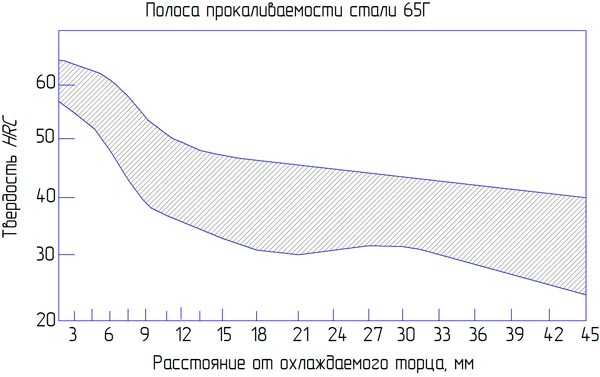
Прокаливаемость
Полоса прокаливаемости для стали 65Г после закалки с 800 °С приведена на рис.
Критический диаметр d
Критическая твердость, HRCэ
Количество мартенсита, %
d, мм, после закалки с 800 °С
в воде
в масле
52-54
50
30-57
10-31
59-61
90
До 38
До 16
Сталь для ножей и клинков марки 65Г-Х12МФ1, применение, свойства, характеристики
Сталь для ножей и клинков марки 65Г-Х12МФ1 - контрастный дамаск, применение, свойства, характеристики
Из всех композитных сталей, выпускаемых на ЗЗОСС для производства ножей и клинкового оружия, особое место занимает сталь марки 65Г-Х12МФ1, которую называют «контрастный дамаск». Механические и химические характеристики этой стали складываются из свойств составляющих её компонентов – «штамповой» стали Х12МФ1 и «рессорно-пружинной» стали 65Г.
Сталь 65Г предназначена для производства пружин и рессор, её пластичные свойства сделали её эталонным материалом для изготовления подобной продукции. Твёрдость и износостойкость стали марки 65Г применяются и в других областях промышленности, к примеру, из неё делают тормозные фланцы, отличные корпуса для подшипников, фрикционные диски. Сталь 65Г плохо держит ударные нагрузки, кроме того, её не используют в конструкциях, в которых применяется сварка.
Благодаря высокой твёрдости и широкому распространению стали 65Г, кустарные мастерские многие годы делают из этой марки неплохие по качеству реза ножи, но у этой стали есть один большой недостаток – она ржавеет, поэтому клинки из стали 65Г требуют особого ухода, и чаще всего из неё изготавливают метательные ножи.
Состав стали 65Г:
C
Si
Mn
Ni
S
P
Cr
Cu
Fe
0,62-0,7%
0,17-0,37%
0,9-1,2%
<0,25%
<0,035%
<0,035%
<0,25%
<0,2%
~97%
Из «штамповой» стали марки Х12МФ1 производят пуансоны и матрицы для кузнечных прессов. К основным её достоинствам следует отнести износостойкость, высокую твёрдость (62-64 HRC), а также сопротивляемость агрессивным средам, поэтому марку Х12МФ1 относят к нержавеющим сталям из-за высокого содержания хрома. Высокая твёрдость не всегда полезна для ножа и любого клинкового оружия, так как лезвие при этом становится хрупким, крошится при высоких нагрузках и затрудняет заточку обычными средствами, однако, в сочетании с другими сталями в составе композита этот недостаток превращается в преимущество.
Сталь марки Х12МФ1 используют ещё и для производства волоков под проволоку, износостойкость этой марки стали позволяет изготавливать из неё эталонные шестерни.
Состав стали Х12МФ1:
C
Si
Mn
Ni
S
P
Cr
Mo
V
Cu
1.45-1.65%
<0.4%
<0.45%
<0.35%
<0.03%
<0.03%
11-12.5%
0.4-0.6%
0.15-0.3%
<0.3%
Композитную дамасскую сталь 65Г-Х12МФ1 выковывают из большого количества слоёв (от 150-ти) двух полос исходных материалов. Свариваемые ковкой слои диффундируют друг в друга, образуя прочный композит, обладающий свойствами каждой из сталей, входящих в состав.
Контрастным дамаском сталь 65Г-Х12МФ1 называют потому, что одна из составляющих сталей 65Г легко поддаётся чернению и воронению, а нержавеющая сталь Х12МФ1 в процессе оксидирования остаётся «чистой», поэтому на стали получаются чётко выраженный «дамасский» узор.
Благодаря рессорной стали 65Г из марки 65Г-Х12МФ1 получаются упругие, пластичные ножи и клинки, обладающие высокой твёрдостью. Сталь Х12МФ1 создаёт нержавеющую основу, однако марка 65Г поддаётся коррозии, поэтому композитную сталь 65Г-Х12МФ1 можно отнести к умеренно ржавеющим сталям.
Специалисты Златоустовского Завода Оружейных Специализированных Сталей (ЗЗОСС) разработали и внедрили в производство марку стали 65Г-Х12МФ1. Кованые клинки из этой стали многие годы радуют обладателей ножей и златоустовского оружия.
Возникли вопросы по товару?
Здравствуйте! Меня зовут Эльвира, я менеджер по продажам в интернет-магазине ЗЗОСС.
Готова ответить на все ваши вопросы по товару «Сталь для ножей и клинков марки контрастный дамаск (65Г-Х12МФ1), применение, свойства, характеристики». Напишите или позвоните мне, если вам нужна консультация или вы хотите оформить заказ.
плюсы и минусы, характеристики и применения
Железо в сочетании с углеродом образует сталь. Пропорции этих химических элементов могут быть разными в зависимости от применения и необходимых свойств. Чтобы добиться хорошей прочности и нужной долговечности в сплавы добавляют компоненты, которые нужны для улучшения свойств металла. Многие оружейники ставят перед собой задачу – создать высокопрочную сталь для ножа, одновременно не должна страдать твёрдость. В наши дни популярной является сталь 65Г.
Листы рессорной стали 65Г.
Характеристики
Низкая стоимость сделала сталь 65г довольно популярной. Но из-за своей плохой коррозионной стойкости материал почти не используется для изготовления кухонных ножей. При закаливании сплав не боится перегрева. Но при высоких температурах снижается ударная вязкость. Температура закаливания лежит в диапазоне от 800 до 8200 С.
Плюсы
Основным достоинством является низкая стоимость продукта. Именно этот фактор сделал марку довольно популярной. Помимо этого преимущества есть следующий плюсы:
Удароустойчивость и стойкость к деформации.
Повышенная твёрдость, препятствующая разрушению, ломкости или хрупкости при больших нагрузках.
Лёгкость и быстрота заточки.
Высокая величина сопротивляемости к разрыву.
Все вышеописанные свойства сплава обеспечиваются благодаря присутствию легирующего элемента марганца.
Минусы
В природе не существует идеальных материалов. Помимо достоинств можно найти недостатки:
Как любой углеродосодержащий сплав, он имеет низкую стойкость к коррозии и очень быстро ржавеет.
Ножи из стали 65Г имеют свойство легко затачиваться, но они, к тому же, быстро тупятся. Поэтому за режущей кромкой нужно постоянно следить и при необходимости чаще затачивать.
Ограниченная применяемость режущих инструментов.
Все плюсы и минусы носят относительный характер.
Производство пружин
Отпуск
Основная сфера применения стали — использование при производстве пружинных изделий. Поступление металла производится обычно в виде прутьев, но возможны и другие варианты, такие, как листы и проволока, а также кованые заготовки.
На характеристики и качество готового продукта достаточно сильно влияет её термообработка.
При производстве изделий из сверхпрочной проволоки имеется необходимость подвергнуть элементы отпуску при температуре от 250 °C до 350 °C, эта процедура выполняется для снятия созданного при производстве внутреннего напряжения и, конечно, для повышения упругости витков изделия.
Вышеописанная процедура, как правило, осуществляется в селитровых ваннах, но может производится и в камерных электрических или нефтяных печах. В случае с электрическими печами время удержания составляет 10 минут, а в нефтяных — 40 минут.
Чтобы нагреть пружины для закалки, их помещают в заранее нагретые до определённой температуры соляные ванны или камерные печи. Во избежание деформации крупноразмерных изделий они подвергаются нагреву в приспособлении, специально для этого предназначенном.
Малоразмерные пружины
Малоразмерные пружины для закалки в печи помещают на специальном противне. Необходимо сократить время выдержки в печи до минимума для того, чтобы предотвратить окисление и обезуглероживание. Чтобы уменьшить время пребывания мелких пружин в печи, их кладут на заранее разогретый до определённой температуры противень.
Если в печи отсутствует защитная атмосфера, пружины подлежат упаковке в изолирующей среде, а также выполняется заброс небольшим количеством древесного угля.
Охлаждение пружин производится в масле. В воде охлаждать крайне не рекомендуется, так как могут возникнуть трещины на поверхности. Если охлаждение в воде необходимо, то время выдержки должно составлять 2−3 секунды, после чего нужно поместить готовый продукт в масло.
Отпуск малоразмерных пружин
Перед тем как отпустить пружины, их необходимо очистить от масла методом промывки содовым раствором или методом протирки в опилках. Если после очистки на поверхности пружин останется неудаленное масло, то при отпуске оно может вспыхнуть и изменять условия процедуры отпуска. Рекомендуемая температура отпуска — от 300 до 420 градусов по Цельсию. Крайние витки необходимо отжигать в свинцовой ванне.
Перед отпуском крупные пружины необходимо надеть на толстые трубы во избежание коррозии при нагреве.
Необходимо обращать внимание на поверхность материала, предназначенного для изготовления пружин. Всевозможные дефекты могут привести к трещинам, а обезуглероживание верхнего слоя приводит к снижению упругости изделия.
Зачастую при использовании антикоррозийных покрытий, иногда используемых для нанесения, пружины становятся хрупкими из-за перенасыщения стали водородом. Очень сильно это замечается на пружине из проволоки или из лент малых сечений. Такая хрупкость называется травильной и исправляется путём нагрева готового продукта в сушильном шкафу при температуре 150−180 градусов по Цельсию в течение 1,5−2 часов.
При большом времени травления происходит настолько сильное насыщение металла водородом, что температурная обработка не помогает устранить хрупкость и возникает необходимость отжига пружин. Чтобы избежать перенасыщения стали водородом, следует отказаться от травления перед процессом покрытия, а необходимо подвергнуть их очистке струёй песка и нагревать только после покрытия методом, описанным выше.
Пружины из отожжённого металла
Если пружины будут изготавливаться из отожжённого металла, то тогда, скорее всего, может быть необходимо не только закалить металл, так как основную роль будет играть его твёрдость. Например, при использовании в производстве толстой (более 6 мм) проволоки есть необходимость производить отпуск при температуре около 720 градусов по Цельсию. Делается это для того, чтобы придать готовому изделию прочности и только затем произвести закалку. Касаемо тех деталей, что навиваются в разогретом виде: в любом случае, здесь необходима нормализация, которая выполняется в самом начале обработки металла, перед остальными процессами.
Химический состав стали
Легирующий элемент, присутствующие в этой марке — марганец, его количество составляет примерно от 0.90 до 1.20 %. Марганец нужен для того, чтобы избавиться от окислов железа. А также он служит для повышения величины сопротивления разрыву, увеличения твёрдости и предела упругости, для дополнительного уплотнения стали. Эти характеристики имеют большое значение для сплава. По изначальному своему применению он получил название пружинно-рессорный.
В составе есть кремний в большом количестве (от 0,17- 0,37 %). Он влияет на упругость, увеличивая её, но при этом значительно снижается ударная вязкость. Хром (его количество около 0,25 %) увеличивает механические свойства при нагрузках: ударной и статической. Его содержание также повышает жаростойкость и режущие свойства.
Фосфор и сера считаются вредными примесями, их присутствие отрицательно влияет на качество. Но этот недостаток в стали 65г компенсирует присутствие большого количества марганца.
В таблице представлен химический состав стали 65Г:
Железо (Fe)
Углерод (С)
Марганец (Mn)
Кремний (Si)
Фосфор (P)
Сера (S)
97%
0,62-0,7%
0,9-1,2%
0,17-0,37%
Менее 0,035%
Менее 0,035%
Расшифровка
В углеродистых сталях содержание этого химического элемента указывают процентах. Как правило, величина фигурирует в названии 65% углерода. Присутствие легирующего элемента марганца в соответствии с ГОСТ обозначено буквой Г.
ГОСТ
Производство стали 65г регламентирует ГОСТ 14959-2016. Действие документа распространяется на горячекатаный и кованый прокат. Стандарт нормирует химический состав.
Клинок ножа из стали 65Г.
Сталь 65Г рессорно-пружинная
Расшифровка стали 65Г
Цифр 65 указывают среднюю массовую долю углерода в стали в сотых долях процента. Т.е. среднее содержание углерода в стали 65Г составляет около 0,65%.
Цифры, стоящие после букв, указывают примерную массовую долю легирующего элемента в целых единицах. Химические элементы обозначены следующими буквами: В — вольфрам (W), Г — марганец (Mn), Н — никель (Ni), Р — бор (В), С — кремний (Si), Ф — ванадий (V), X — хром (Сr). Т.е. буква Г в обозначении марки стали 65Г означает, что среднее содержание марганца в стали около 1%. В наименовании марок рессорно-пружинных стали с массовой долей марганца (Mn) до 0,90% (по верхнему пределу в марке) буква «Г» не ставится.
Заменители и аналоги
Стали-заменители:
,
У8А,
70Г,
60С2А,
9ХС,
50ХФА,
60С2,
55С2.
Аналоги:
66Mn4(1.1260) (Германия-DIN),
1566 (США — AISI, ASTM),
SUP 6 (Япония — JIS),
60S2A (Польша — PN/H)
Вид поставки
Сортовой прокат, в том числе фасонный ГОСТ 14959—79, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88, ГОСТ 7419.0-90 — ГОСТ 7419.8-90.
Сталь 65Г применяется для изготовления следующих деталей:
пружины,
рессоры,
упорные шайбы,
тормозные ленты,
фрикционные диски,
шестерни,
фланцы,
корпусы подшипников,
зажимные и подающие цанги и другие детали, к которым предъявляются требования повышенной износостойкости,
детали, работающие без ударных нагрузок.
Применение стали 65Г для пружинных шайб (ГОСТ 33260-2015)
Марка стали
НД на поставку
ГОСТ на шайбы пружинные
Температура применения, °С
Дополнительные указания по применению
65Г ГОСТ 14959
ГОСТ 2283, ГОСТ 21997, ГОСТ 21996
ГОСТ 6402
От -60 до 250
Применяется для работы в условиях атмосферной коррозии с противокоррозионными покрытиями
ПРИМЕЧАНИЕ После электрохимических покрытий обязательна термообработка (отпуск) для снятия водородной хрупкости с указанием в КД.
Физические свойства
Модуль нормальной упругости Е, ГПа
Сталь
Е, ГПа, при температуре испытаний, °С
20
100
200
300
400
500
600
700
800
65Г
215
213
207
200
180
170
154
136
128
Модуль упругости при сдвиге кручением G
Сталь
G, ГПа, при температуре испытаний, °С
20
100
200
300
400
500
600
700
800
65Г
84
83
80
77
70
—
58
51
48
Плотность ρ
Сталь
ρ кг/см3 при температуре испытаний, °С
20
100
200
400
65Г
7850
7830
7800
7730
Коэффициент теплопроводности λ
Сталь
λ Вт/(м*К) при температуре испытаний, °С
20
100
200
300
400
500
600
700
800
65Г
37
36
35
34
32
31
30
29
28
Коэффициент линейного расширения α
Сталь
α*106, К-1, при температуре испытаний, °С
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
65Г
11,8
12,6
13,2
13,6
14,1
14,6
14,5
11,8
Удельная теплоемкость c
Сталь
c, Дж/(кг*К), при температуре испытаний, °С
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
65Г
490
510
525
560
575
590
625
705
Температура критических точек, °С
Ас1
Ас3
Аr3
Ar1
Мн
721
745
720
670
270
Химический состав по ГОСТ 14959-2016
Таблица 1: Химический состав стали по анализу ковшевой пробы для металлопродукции, кроме предназначенной для изготовления патентированной проволоки
Массовая доля элементов, %
C
Si
Mn
Cr
Ni
Cu
0,62-0,70
0,17-0,37
0,90-1,20
не более 0,25
не более 0,25
не более 0,2
Таблица 2: Химический состав стали по анализу ковшевой пробы для металлопродукции, предназначенной для изготовления патентированной проволоки
Массовая доля элементов, %
C
Si
Mn
Cr
Ni
Cu
0,62-0,70
0,17-0,37
0,70-1,00
не более 0,15
не более 0,15
не более 0,2
Примечание
: Массовая доля серы (S) и фосфора (P) в стали по анализу ковшовой пробы не должна превышать для стали всех марок по таблице 1 норм, указанных в таблице 3. Примечание : Предельные отклонения по химическому составу в готовой металлопродукции не должны превышать значений, указанных в таблице 4.
Механические свойства
Источник
Состояние поставки
Сечение, мм
σ0,2, МПа
σв, МПа
δ5, %
ψ, %
Твердость HRC3, не более
не более
ГОСТ 14959-79
Сталь категорий 3, ЗА, ЗБ, ЗВ, ЗГ, 4, 4А, 4Б. Закалка с 830 °С в масле; отпуск при 470 °С
Образцы
785
980
8
30
—
ГОСТ 1577-93
Лист нормализованный и горячекатаный:
80
—
730
12
—
—
Закалка с 800-820 °С в масле; отпуск при 340-380 °С, охл. на воздухе
20
1220
1470
5
10
44-49
Закалка с 790-820 °С в масле; отпуск при 550- 580 °С, охл. на воздухе
60
690
880
8
30
30-35
Механические свойства в зависимости от температуры отпуска
t исп, °С
σ0,2, МПа
σв, МПа
δ5, %
ψ, %
КСU, Дж/см2
Твердость HRCэ
200
1790
2200
4
30
5
61
400
1450
1670
8
48
29
46
600
850
880
15
51
76
30
Примечание. Закалка с 830 °С в масле.
Механические свойства при повышенных температурах
t исп, °С
σ0,2, МПа
σв, МПа
δ5, %
ψ, %
200
1370
1670
15
44
300
1220
1370
19
52
400
980
1000
20
70
Примечание. Закалка с 830 °С в масле; отпуск при 350 °С
Ударная вязкость KCU
Термообработка
KCU, Дж/см2, при температуре, °С
20
0
-20
-30
-70
Закалка с 830 °С; отпуск при 480 °С
110
69
27
23
12
Предел выносливости
Состояние поставки
σ-1, МПа
τ-1, МПа
Закалка с 810 °С в масле; отпуск при 400 °С
725
431
Закалка с 810 °С в масле; отпуск при 500 °С
480
284
σ0,2 = 1220 МПа, σв = 1470 МПа, НВ 393-454
578
—
σ0,2 = 1280 МПа, σв = 1420 МПа, НВ 420
647
—
σ0,2 = 1440 МПа, σв = 1690 МПа, НВ 450
725
—
Технологические свойства
Температура ковки, °С: начала 1250, конца 780-760. Охлаждение заготовок сечением до 100 мм производится на воздухе, сечением 101-300 мм — в мульде.
Свариваемость — не применяется для сварных конструкций, КТС (Контактная сварка)— без ограничений.
Склонность к отпускной хрупкости — склонна при содержании Mn > 1 %.
Флокеночувствительность — малочувствительна.
Обрабатываемость резанием — Kv тв.спл = 0,85 и K v б.ст = 0,80 в закаленном и отпущенном состоянии при НВ 240 и σв = 820 МПа.
Прокаливаемость
Полоса прокаливаемости для стали 65Г после закалки с 800 °С приведена на рис.
Критический диаметр d
Критическая твердость, HRCэ
Количество мартенсита, %
d , мм, после закалки с 800 °С
в воде
в масле
52-54
50
30-57
10-31
59-61
90
До 38
До 16
Узнать еще
Рессорно-пружинная сталь 75
Сталь 60С2А рессорно-пружинная…
Рессорно-пружинная сталь 70
Сталь конструкционная рессорно-пружинная…
Применение
Сталь 65Г широко применяется в машиностроении. Пластичные свойства данной марки позволили сделать её эталоном в производстве рессор, пружин, упорных шайб. Благодаря твёрдости стало возможно изготовление из неё деталей с повышенной износостойкостью:
Корпусов для подшипников.
Тормозных фланцев.
Шестерёнок.
Фрикционных дисков.
Сталь 65Г на протяжении многих лет применяют в мастерских для изготовления ножей. Это обусловлено высокой твёрдостью и дешевизной материала.
Однако есть такой огромный недостаток, как подверженность ржавчине. Поэтому изделия требуют особого ухода. Чаще эта сталь применяется для того, чтобы изготавливать метательные ножи, спортивное либо турнирное оружие (мечи, сабли, шашки).
Рекомендации при выборе
Сталь 65г совсем не поддаётся свариванию. При изготовлении изделий следует учитывать это свойство.
Также нужно помнить, что материал чаще всего применяется для спортивного холодного оружия. Это обусловлено хорошей стойкостью к ударам при одновременной низкой стоимостью исходного материала. Это позволяет иметь в наличии снаряды при небольших материальных затратах.
Нож сделанный из стали 65Г.
Ножи из 65г не рекомендуется использовать в хозяйственных целях, например, на кухне, где постоянная сырость. Чтобы режущие инструменты, изготовленные из этой марки, не покрывались ржавчиной, их необходимо хранить в сухих помещениях. Масляное покрытие защитит клинки от коррозии.
Сталь 65Г — применение, состав, свойства, аналоги
Марка 65Г – применение
Конструкционная рессорно-пружинная сталь 65Г используется для изготовления деталей с повышенной износостойкостью, работающих без ударных нагрузок:
Температура ковки, °С: начала 1250, конца 780-760. Охлаждение заготовок сечением до 100 мм производится на воздухе, сечения 101-300 мм в мульде.
Обрабатываемость резанием: в закаленном и отпущенном состоянии при HB 240 и σв=820 МПа, К υ тв. спл=0,85 и Кυ б.ст=0,80.
Свариваемость материала: не применяется для сварных конструкций. КТС - без ограничений.
Флокеночувствительность: малочувствительна.
Склонность к отпускной хрупкости: склонна при содержании Mn≥1%
Металлобаза «Аксвил» продает оптом и в розницу со склада в Минске и под заказ:
Металлопрокат из стали 65Г
Первый поставщик металла. Низкие оптовые и розничные цены. Консультация по выбору. Оформление заказа на сайте и в офисе. Нарезка в размер. Доставка по Беларуси, в том числе, и в выходные дни.
Заказать прокат 65Г
Сталь 65Г – отечественные аналоги
Марка металлопроката
Заменитель
65Г
50ХФА
55С2
60С2
60С2А
70
70Г
9ХС
У8А
Материал 65Г – характеристики
Марка
Классификация
Вид поставки
ГОСТ
Зарубежные аналоги
65Г
Сталь конструкционная рессорно-пружинная
Сортовой прокат
14959–79
есть
Лента
2283–79
2284–79
Проволока
9389–75
Лист
1577–93
Марка 65Г – технологические особенности
Ковка
Вид полуфабриката
t, °С
Охлаждение
Размер сечения
Условия
мм
Слиток
1200–800
до 300
В печи
Заготовка
1250–780
до 100
На воздухе
101–300
В мульде
Сварка
Свариваемость — для сварных конструкций не применяется.
легированная конструкционная сталь для науглероживания легированная конструкционная сталь для азотирования 0 легированная конструкционная сталь13 легированная конструкционная сталь пружинная конструкционная легированная сталь для термического улучшения конструкционная легированная сталь для работы при повышенных температурах - котельная сталь
.
ПОЛУЧЕНИЕ | Пружинная сталь | 50ХС, 50ХФ, 65Г
Пружинная сталь
50HS/1.5026
Хромо-кремниевая пружинная сталь, достаточно высокая прокаливаемость. Применяется для тяжелонагруженных рессор прочностью Rm до 1500 МПа, особенно для рессор и рессор автомобилей, торсионов. Сварка не используется.
50HS/1.5026 - аналоги по стандартам
Номер детали
В.№
ЕН
АИСИ
Россия
Другое
Другое
50ХС
1,5026
-
-
-
-
-
50HS/1.5026 - химический состав [%]
С
Си
Мн
Кр
Пн
Ni
В
Вт
Вт
С
Р
0,45
0,8
0,3
0,9
-
Максимум
-
-
Максимум
Максимум
0,55
1,2
0,6
1,2
0,4
0,03
0,03
Твердость:
в размягченном состоянии
270 НВ
Рм
1320 МПа
Ре
1180 МПа
Технологические процессы:
сварка
№
поковка
ДА
прокатка
ДА
азотирование
№
закалка
ДА
темп.840 - 860°С - масло
закалка
ДА
температура 500 - 540°С
50HF/1.8159
Хромованадиевая пружинная сталь для рессор с пределом прочности до 1650 МПа, больших сечений, специально для рессор и рессор автомобилей, тяжелонагруженных, торсионных валов диаметром до 40 мм. Сталь характеризуется малой склонностью к поверхностному обезуглероживанию, высокой прокаливаемостью, не пригодна для сварки.
50HF/1.8159 - аналоги по стандартам
Номер детали
W. №
ЕН
АИСИ
Россия
Другое
Другое
50HF
1,8159
50CrV4
6150
50ЧФА
15260
-
50HF/1.8159 - химический состав [%]
С
Си
Мн
Кр
Пн
Ni
В
Вт
Вт
С
Р
0,46
0,15
0,5
0,8
-
Максимум
0,1
-
Максимум
Максимум
0,54
0,4
0,8
1.1
0,4
0,2
0,03
0,03
Твердость:
в размягченном состоянии
269 НВ
Рм
1280 МПа
Ре
1080 МПа
Технологические процессы:
сварка
№
поковка
ДА
прокатка
ДА
азотирование
№
закалка
ДА
темп.840 - 860°С - масло
закалка
ДА
температура 480 - 520°С
65 г/1,1260
Пружинная сталь для пружин малого сечения, пружинных шайб. Сталь с закалкой в масле.
65G/1.1260 - аналоги по стандартам
Номер детали
В.№
ЕН
АИСИ
Россия
Другое
Другое
65G
1.1260
-
-
90 019 ~ 65 90 013
-
-
65G / 1.1260 - химический состав [%]
С
Си
Мн
Кр
Пн
Ni
В
Вт
Вт
С
Р
0,6
0,15
0,9
Максимум
-
Максимум
-
-
Максимум
Максимум
0,7
0,4
1,2
0,3
0,3
0,04
0,04
Твердость:
в размягченном состоянии
241 НВ
Рм
980 МПа
Ре
780 МПа
Технологические процессы:
сварка
№
поковка
ДА
прокатка
ДА
азотирование
№
закалка
ДА
темп.830 - 860°С - масло
закалка
ДА
температура 480 - 520°С
.90 000 Марка стали
В таблице ниже показаны марки стали, которые мы имеем в нашем текущем предложении.
Если вы ищете сталь вне нашего предложения, пожалуйста, свяжитесь с нами (32) 234 56 15 или (32) 234 24 11
По желанию заказчика ввозим также необычные, редкие виды.
A516 размер 65, 55 A515 размер 65, 55 A414 размер C A442 размер 55
Ст41К
П265ГХ/ХИИ
1.0425
П265ГХ/ХИИ
Ст44К
П285НХ
1.0435
ХIII (P285NH)
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ДЛЯ ХОЛОДНОЙ ОБРАБОТЫ
Номер детали
ЕН/ИСО
В.№
ДИН
САЕ/АСТМ/АИСИ
NC4
102Cr6
1.2067
102Cr6
Л1/Л3
NC5
NC6
NC10
NC11
210Cr12
X210Cr12
NC11LV
160CrMoV12
X155CrVMo121, X165CrMoV12
НКЛВ
100CrMoV5
НЦМС
NCV1
1.2235
80CrV2
НВ
100В2
1.2833
100В1
В210
НМВ
90MnV8
1.2842
90MnCrV8
02
НМВВ
95MnCrW1
СЗ1
1.2414
120W4
СЗ9
СЗК
107WCr5
1.2419
105WCr6
НЗ2
45WCrV8
1.2542
45WCrV7
С1
NZ3
55WCrV8
1.2550
60WCrV7
С1
NPW
ГОРЯЧАЯ ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
Номер детали
ЕН/ИСО
W. №
ДИН
САЕ/АСТМ/АИСИ
ВКЛ
X37CrMoV51
1.2343
С38CrMoV5-1
х21
ВКЛВ
С40CrMoV511
1.2344
X40CrMoV5-1
х23
ВНЛ
55NiCrMoV7
1.2713
55NiCrMoV6
Л6
WNL1
55NiCrMoV7
1.2713
55NiCrMoV6
Л6
ВНЛВ
35CrMo8
1.2714
56NiCrMoV7
ВНЛБ
WLV
30CrMoV1211
1.2365
X32CrMoV33
90 018 х20
ВЛК
ВЛБ
35CrMo2
WWS1
30WCrV5
WWN1
ВВВ
30WCrV9
УГЛЕРОДИСТАЯ ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
Номер детали
ЕН/ИСО
В.№
ДИН
САЕ/АСТМ/АИСИ
N5
1.1820
К55В
N6
К70В2
N7
СТ70
1.1620
К70В2
N7E
ТС70
К70В2
N8
ТС80
К80В1
Н8Е
СТ80
1.1525
К80В1
В108
N9
ТС90
К85В
N9E
ТС90
К85В
N10
ТС105
1.1645
К105В2
В110
Н10Е
СТ105 / ТС105
1.1545
К105В1
В110
N11
ТС105
1.1654
К105В1
Н11Е
ТС105
К105В1
N12
ТС120
1.1663
В112
Н12Е
ТС120
N13
1.663
Н13Е
БЫСТРОИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
Номер детали
ЕН/ИСО
W. №
ДИН
АИСИ/АСТМ
SW2M5
SW7M
ГС6-5-2
С6-5-2
SW12
SW18
HS18-0-1
СК5
СК5М
ГС6-5-2-5
С6-5-2-5
SK5MC
ГС7-4-2-5
С7-4-2-5
СК5В
ГС12-1-5-5
С-12-1-5-5
СК8М
ГС2-9-1-8
С2-10-1-8
СК10В
ГС10-4-3-10
С10-4-3-10
ПРУЖИННАЯ СТАЛЬ
Номер детали
ЕН
В.№
ДИН
САЕ/АСТМ/АИСИ
40С2
45С
50HF
50CrV4
1,8159
51CrV4
6145, 6150
50HG
50HS
50С
50С2
1.0903
55С2
1.0904
60SG
1.0909
60SGH
60С2
1.0906
60S2A
65
К67, СК67
1065
65G
1.1260
66Мн4
75
2CS75
1.1248
CK75
1074, 1075, 1078
85
2CS85
1.1269
CK85
1086
СТАЛЬ ДЛЯ ОБРАБОТКИ И УПРОЧНЕНИЯ ПОВЕРХНОСТИ
Номер детали
ЕН
W. №
ДИН
САЕ/АСТМ/АИСИ
20ХГС
20ХГСА
30G2
1.1170
28Мн6
30ч
1.7030
28Cr4
30ХГС
30ХГСА
30ХМ
34ХНМ
34CrNiMo6
1.6582
34CrNiMo6
4337/4340
34ХНМА
35ХГС
35ХГСА
35ХМ
34CrMo4
1.7220
34CrMo4
4135/4137
35ХМА
35SG
1,5122
37MnSi5
36ХНМ
36CrNiMo4
1,6511
36CrNiMo4
4340/9840
37ХГНМ
1.6546
40NiCrMo2-2
8740
37HS
38HA
37Cr4
1.7034
37Cr4
5135
38ХНМ
40Н
41Cr4
1.7035
41Cr4
5140
40ХА
40ХМ
42CrMo4
1,7225
42CrMo4
4140, 4142
40ХНМА
40ч 3MF
45G2A
45H
45ХН
45ХН2А
45ХНМФ
45ХНМФА
СТАЛЬ ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛИВКИ И ТЕРМООБРАБОТКИ
Номер детали
ЕН
В.№
ДИН
САЕ/АСТМ/АИСИ
10
1.0301
С10, Ск10
1010
15
1.0401
С15, Ск15
1015
20
С22
1.0402
С22
1020
25
С25
1.0406
С25
1025
30
С30
35
С35
1.0501
К35, Кк35
1035
40
С40
1.0511
С40
1040
45
С45
1.0503
К45, Кк45
1045
50
55
С55
1.0535
К55, Кк55
1055
60
С60
1.0601
К60, Кк60
1060
60 г
1.0642
С61
65
С67
1065
НАГЛУБЛЕННАЯ СТАЛЬ
Номер детали
ЕН
W. №
ДИН
САЕ/АСТМ/АИСИ
15ч
15ХГМ
15ХГМА
15ХГН
15ХН
1.5919
15CrNi6
3115
15ХНА
16HG
16MnCr5KD
1.7131
16MnCr5
5115
17ХГН
17ХГМ
1.6587
17CrNiMo6
18ХГМ
18ХГТ
18х3Н2
1,5920
18CrNi8
20ч
20HG
1.7147
20MnCr5
5120
20ХНМ
1,6623
21NiCrMo2
8620
22ХНМ
1,6543
21NiCrMo22
862
.Пружинная сталь
- что о ней стоит знать?
Не все из нас осознают ту важную роль, которую сталь играет в нашей жизни, а ведь именно из нее изготавливаются детали машин и автомобилей, а также есть состав всевозможных построек - от одноквартирных домов к большим офисным зданиям или промышленным зданиям. Конкретные свойства, а значит, и возможность использования стали во многом зависят от примеси других металлов, добавляемых в процессе производства. Один из видов стали, который должен знать каждый, — это G65 — о чем он?
Пружинная сталь - из чего она состоит?
Как уже было сказано, правильная смесь других металлов, которая добавляется в сталь в процессе переплавки, влияет на ее свойства.Металлами, которые используются для производства пружинной стали, чаще всего маркируемой как сталь 65Г, 54Мн4 или 1.1260, являются Углерод (до 0,7%), Марганец (до 1,2%), Кремний (до 0,4%), Фосфор (до 0,04%). %), серы (до 0,04%), никеля (до 0,3%), хрома (до 0,3%) и меди (до 0,25%).
Что характеризует этот металл?
Сталь 65G не просто так называется пружинами, она идеально подходит для производства пружин или всех видов витков и пружинных шайб.Эта сталь закалена в масле, что делает ее нечувствительной к хрупкому отпуску, но коррозионная среда может быть опасной.
Этот тип стали чаще всего поставляется в виде горячекатаного и холоднокатаного листа, катаного и кованого проката, пластин, поковок или проволоки.
Вкратце
Каждому из нас ежедневно приходится иметь дело с вышеуказанной маркой стали, будь то в своей машине или проезжая мимо других машин на улице.Знания в этой области могут не понадобиться обычному едоку хлеба, но они могут оказаться очень полезными, когда мы хотим использовать сталь в конкретном проекте. Благодаря нашим знаниям мы сможем определиться с оптимальным решением, которое позволит максимально использовать функциональность конечного проекта.
.
Стали для термического улучшения - Armapol-Stal Lublin
Ассортимент марок закалки и отпуска в основном используется при производстве деталей машин, таких как оси, валы, коленчатые валы, шатуны двигателей, рычаги, поршневые штоки, цилиндры и т. д.
Эта группа также характеризуется хорошей свариваемостью и обрабатываемостью.
Эти марки широко используются в тяжелом машиностроении, а также в энергетике и аэрокосмической промышленности.
С другой стороны, стали для закалки бором применяют для производства изотермически закаленных деталей машин.
194100 Россия, Санкт-Петербург,ул. Кантемировская, дом 7 тел/факс: (812) 295-18-02 e-mail:
Этот e-mail защищен от спам-ботов. Для его просмотра в вашем браузере должна быть включена поддержка Java-script





 Из всех композитных сталей, выпускаемых на ЗЗОСС для производства ножей и клинкового оружия, особое место занимает сталь марки 65Г-Х12МФ1, которую называют «контрастный дамаск». Механические и химические характеристики этой стали складываются из свойств составляющих её компонентов – «штамповой» стали Х12МФ1 и «рессорно-пружинной» стали 65Г.
Из всех композитных сталей, выпускаемых на ЗЗОСС для производства ножей и клинкового оружия, особое место занимает сталь марки 65Г-Х12МФ1, которую называют «контрастный дамаск». Механические и химические характеристики этой стали складываются из свойств составляющих её компонентов – «штамповой» стали Х12МФ1 и «рессорно-пружинной» стали 65Г.