|
|
Что называется сварочной дугойСварочная дуга | это... Что такое Сварочная дуга?
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
Смотреть что такое "Сварочная дуга" в других словарях:
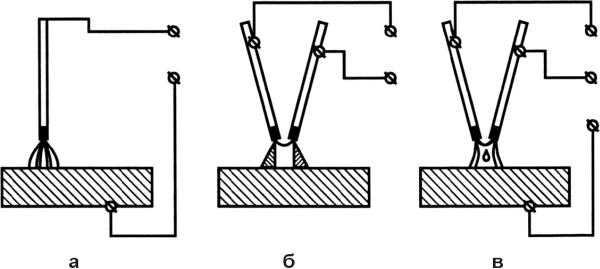
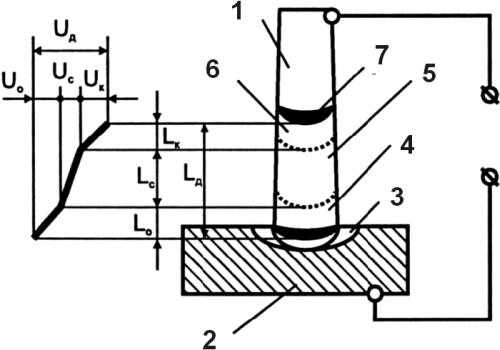
Определение сварочной дуги, ее строение, условия зажигания и горения. СваркаОпределение сварочной дуги, ее строение, условия зажигания и горения Электрической сварочной дугой называют устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, происходящий при давлении, близком к атмосферному, используемом при сварке, и характеризуемый высокой плотностью тока и высокой температурой. Температура в столбе сварочной дуги достигает 5 000–12000 °C и зависит от плотности тока, состава газовой среды дуги, материала и диаметра электрода. А потому сварочная дуга является мощным концентрированным источником теплоты. Электрическая энергия, потребляемая дугой, в основном превращается в тепловую энергию. В столбе сварочной дуги протекают следующие процессы: 1. Столб дуги заполнен заряженными частицами – электронами и ионами. В нем присутствуют также и нейтральные частицы – атомы и даже молекулы паров веществ, из которых сделаны электроды. Под действием электродинамических сил частицы перемещаются. Скорость их перемещения различна. Быстрее всего перемещаются электроны. Они легко разгоняются и, сталкиваясь с атомами и ионами, передают им свою энергию. Столкновения электронов с атомами могут быть упругими и неупругими. При упругих столкновениях атомы начинают двигаться быстрее – увеличивается их кинетическая энергия. В результате повышается температура плазмы дуги. 2. Электрон, который в электрическом поле приобрел достаточно большую энергию, является источником неупругих столкновений. Столкнувшись с атомом, он возбуждает его, а когда удар достаточно силен, то и выбивает из атома его собственные электроны. Энергию, которая должна быть сообщена электрону для ионизации какого-либо атома, выражают в электронвольтах (эВ) и называют потенциалом ионизации. Величина потенциала ионизации зависит от строения атома. Чем меньше номер группы и больше номер периода в таблице элементов Менделеева, тем меньше энергии необходимо затратить для ионизации. Наименьшим потенциалом ионизации (3,9 эВ) обладает атом цезия, поскольку он самый тяжелый из всех щелочных металлов. Самый легкий из инертных газов – элемент последней, нулевой группы – гелий обладает наивысшим потенциалом ионизации (24,5 эВ). Энергия, расходуемая на диссоциацию (разделение) различных молекул, также различна. Так, например, для диссоциации молекулы водорода необходимо затратить 4,48 эВ, фтора – 1,6 эВ, а углекислого газа – 9,7 эВ. Эти величины имеют для сварщиков особое значение. При разработке электродных покрытий, флюсов и проволок приходится учитывать, молекулы каких веществ диссоциируют раньше, а каких – позже, какие элементы ионизируются легче, а какие – труднее, и сколько для этого потребуется энергии. В зависимости от числа электродов и способов включения электродов и свариваемой детали в электрическую цепь различают следующие виды сварочных дуг (рис. 46): 1. Прямого действия, когда дуга горит между электродом и изделием. 2. Косвенного действия, когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь. 3. Трехфазную дугу, возбуждаемую между двумя электродами, а также между каждым электродом и основным металлом. Рис. 46. Виды сварочных дуг: а – прямого; б – косвенного; в – комбинированного действия (трехфазная) По роду тока различают дуги, питаемые переменным и постоянным током. При использовании постоянного тока различают сварку на прямой и обратной полярности. При прямой полярности электрод подключается к отрицательному полюсу и служит катодом, а изделие – к положительному полюсу и служит анодом. При обратной полярности электрод подключается к положительному полюсу и служит анодом, а изделие – к отрицательному и служит катодом. В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными, вольфрамовыми) и плавящимися металлическими электродами. Сварочная дуга обладает рядом физических и технологических свойств, от которых зависит эффективность использования дуги при сварке. К физическим свойствам относятся электрические, электромагнитные, кинетические, температурные, световые. К технологическим свойствам относятся мощность дуги, пространственная устойчивость, саморегулирование. Электрическим разрядом в газе называют электрический ток, проходящий через газовую среду благодаря наличию в ней свободных электронов, а также отрицательных и положительных ионов, способных перемещаться между электродами под действием приложенного электрического поля (разности потенциалов между электродами. Сварка дугой переменного тока имеет некоторые особенности. Вследствие того, что мгновенные значения тока переходят через нуль 100 раз в 1 с, меняет свое положение катодное пятно, являющееся источником электронов, ионизация дугового промежутка менее стабильна и сварочная дуга менее устойчива по сравнению с дугой постоянного тока. Общепринятой мерой повышения стабилизации сварочной дуги переменного тока является включение в сварочную цепь последовательно с дугой индуктивного сопротивления. Последовательное включение в сварочную цепь катушек со стальным сердечником (дросселей) позволяет вести сварочные работы металлическими электродами на переменном токе при напряжении сварочного трансформатора 60–65 В. Процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы, называют ионизацией. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить при помощи электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать световыми, ультрафиолетовыми, рентгеновскими лучами, а также излучением радиоактивных веществ. В обычных условиях воздух, как и все газы, обладает весьма слабой электропроводностью. Это объясняется малой концентрацией свободных электронов и ионов в газах. Поэтому, чтобы вызвать в газе мощный электрический ток, т. е. образовать электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами. Ионизацию можно произвести, если приложить к электродам достаточно высокое напряжение, тогда имеющиеся в газе свободные электроны и ионы будут разгоняться электрическим полем и, получив энергию, смогут разбить нейтральные молекулы на ионы. Однако при сварке, исходя из правил техники безопасности, нельзя пользоваться высокими напряжениями. Поэтому применяют другой способ. Так как в металлах имеется большая концентрация свободных электронов, то надо извлечь эти электроны из объема металла в газовую среду и затем использовать для ионизации молекул газа. Существует несколько способов извлечения электронов из металлов. Из них для процесса сварки имеют значения два: термоэлектронная и автоэлектронная эмиссии. Во время термоэлектронной эмиссии происходит «испарение» свободных электронов с поверхности металла благодаря высокой температуре. Чем выше температура металла, тем большее число свободных электронов приобретают энергии, достаточные для преодоления «потенциального барьера» в поверхностном слое и выхода из металла. Во время автоэлектронной эмиссии извлечение электронов из металла производится при помощи внешнего электрического поля, которое несколько изменяет потенциальный барьер у поверхности металла и облегчает выход тех электронов, которые внутри металла имеют достаточно большую энергию и могут преодолеть этот барьер. Ионизацию, вызванную в некотором объеме газовой среды, принято называть объемной. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической. При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы. Кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа. При очень высоких температурах в процессе ионизации начинает также играть заметную роль излучение газа и раскаленных электродов. Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных частиц в данном объеме к первоначальному числу частиц (до начала ионизации). При полной ионизации степень ионизации будет равна единице. При температуре 6000–8000 °C такие вещества, как калий, натрий, кальций, обладают достаточно высокой степенью ионизации. Пары этих элементов, находясь в дуговом промежутке, обеспечивают легкость возбуждения и устойчивое горение дуги. Это свойство щелочных металлов объясняется тем, что атомы этих металлов обладают малым потенциалом ионизации. Поэтому для повышения устойчивости горения электрической дуги эти вещества вводят в зону дуги в виде электродных покрытий или флюсов. Электрическая дуга постоянного тока возбуждается при соприкосновении торца электрода и кромок свариваемой детали. Контакт в начальный момент осуществляется между микровыступами поверхностей электрода и свариваемой детали. Высокая плотность тока способствует мгновенному расплавлению этих выступов и образованию пленки жидкого металла, которая замыкает сварочную цепь на участке «электрод – свариваемая деталь». При последующем отводе электрода от поверхности детали на 2–4 мм пленка жидкого металла растягивается, а сечение уменьшается, вследствие чего возрастает плотность тока и повышается температура металла. Эти явления приводят к разрыву пленки и испарению вскипевшего металла. Возникшие при высокой температуре интенсивные термоэлектронная и автоэлектронная эмиссии обеспечивают ионизацию паров металла и газов межэлектродного промежутка. В образовавшейся ионизированной среде возникает электрическая сварочная дуга. Процесс возбуждения дуги кратковременен и осуществляется в течение долей секунды. В установившейся сварочной дуге различают три зоны: катодную, анодную и столба дуги. Катодная зона начинается с раскаленного торца катода, на котором расположено так называемое катодное пятно. Отсюда вылетает поток свободных электронов, осуществляющих ионизацию дугового промежутка. Плотность тока на катодном пятне достигает 60–70 А/мм2 к катоду устремляются потоки положительных ионов, которые бомбардируют и отдают ему свою энергию, вызывая нагрев до температуры 2500–3000 °C. Анодная зона расположена у торца положительного электрода, в котором выделяется небольшой участок, называемый анодным пятном. К анодному пятну устремляются и отдают свою энергию потоки электронов, разогревая его до температуры 2500–4000 °C. Столб дуги, расположенный между катодной и анодной зонами, состоит из раскаленных ионизированных частиц. Температура в этой зоне достигает 6000–7000 °C в зависимости от плотности сварочного тока. Для возбуждения дуги в начальный момент необходимо несколько большее напряжение, чем при ее последующем горении. Это объясняется тем, что при возбуждении дуги воздушный зазор недостаточно нагрет, степень ионизации недостаточно высокая и необходимо большее напряжение, способное сообщить свободным электронам достаточно большую энергию, чтобы при их столкновении с атомами газового промежутка могла произойти ионизация. Увеличение концентрации свободных электронов в объеме дуги приводит к интенсивной ионизации дугового промежутка, а отсюда к повышению его электропроводности. Вследствие этого напряжение тока падает до значения, которое необходимо для устойчивого горения дуги. Зависимость напряжения дуги от тока в сварочной цепи называют статической вольт-амперной характеристикой дуги. Вольт-амперная характеристика дуги имеет три области: падающую, жесткую и возрастающую. В первой (до 100 А) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги. Во второй области (100–1000 А) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока. В третьей области увеличение тока вызывает возрастание напряжения вследствие того, что увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода. Дуга первой области горит неустойчиво и поэтому имеет ограниченное применение. Дуга второй области горит устойчиво и обеспечивает нормальный процесс сварки. Необходимое напряжение для возбуждения дуги зависит от рода тока (постоянный или переменный), материала электрода и свариваемых кромок, дугового промежутка, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2–4 мм, находятся в пределах 40–70 В. Напряжение для установившейся сварочной дуги определяется по формуле: U= a + b ? l, где: а – коэффициент, по своей физической сущности составляющий сумму падений напряжений в зонах катода и анода, В; b – коэффициент, выражающий среднее падение напряжения на единицу длины дуги, В/мм; 1 – длина дуги, мм. Рис. 47. Схема сварочной дуги и падения напряжений в ней: 1 – электрод; 2 – изделие; 3 – анодное пятно; 4 – анодная область дуги; 5 – столб дуги; 6 – катодная область дуги; 7 – катодное пятно Длиной дуги называется расстояние между торцом электрода и поверхностью сварочной ванны. Короткой дугой называют дугу длиной 2–4 мм. Длина нормальной дуги составляет 4–6 мм. Дугу длиной более 6 мм называют длинной. Оптимальный режим сварки обеспечивается при короткой дуге. При длинной дуге процесс протекает неравномерно, дуга горит неустойчиво – металл, проходя через дуговой промежуток, больше окисляется и азотируется, увеличиваются угар и разбрызгивание металла. При помощи магнитных полей, создаваемых вокруг дуги и в свариваемой детали, электрическая сварочная дуга может быть отклонена от своего нормального положения. Эти поля действуют на движущиеся заряженные частицы и тем самым оказывают воздействие на всю дугу. Такое явление называют магнитным дутьем. Воздействие магнитных полей на дугу прямо пропорционально квадрату силы тока и достигает заметного значения при сварочных токах более 300 А. Магнитные поля оказывают отклоняющее действие на дугу при неравномерном и несимметричном расположении поля относительно дуги. Наличие вблизи сварочной дуги значительных ферромагнитных масс нарушает симметричность магнитного поля дуги и вызывает отклонение дуги в сторону этих масс. В некоторых случаях магнитное дутье затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу. К таким мерам относятся: • сварка короткой дугой; • подвод сварочного тока в точке, максимально близкой к дуге; • наклон электрода в сторону действия магнитного дутья; • размещение у места сварки ферромагнитных масс. При использовании переменного тока анодное и катодное пятна меняются местами с частотой, равной частоте тока. С течением времени напряжение и ток периодически изменяются от нулевого значения до наибольшего. При переходе значения тока через нуль и перемене полярности в начале и в конце каждого полупериода дуга гаснет, температура активных пятен и дугового промежутка снижается. Вследствие этого происходят деионизация газов и уменьшение электропроводности столба дуги. Интенсивнее падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с отводом теплоты в массу основного металла. Повторное зажигание дуги в начале каждого полупериода возможно только при повышенном напряжении, называемом пиком зажигания. При этом установлено, что пик зажигания несколько выше, когда катодное пятно находится на основном металле. Для облегчения повторного зажигания, снижения пика зажигания дуги и повышения устойчивости ее горения применяют меры, позволяющие снизить эффективный потенциал ионизации газов в дуге. В этом случае электропроводность дуги после ее угасания сохраняется дольше, пик зажигания снижается, дуга легче возбуждается и горит устойчивее. Применение различных стабилизирующих элементов (калий, натрий, кальций и др.), вводимых в зону дуги в виде электродных покрытий или в виде флюсов, относится к этим мерам. Данный текст является ознакомительным фрагментом. Продолжение на ЛитРесЭлектрическая дуга, способы сварки и сварные соединенияПрирода сварочной дуги Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического тока через газовый промежуток под воздействием электрического поля. Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. Дуга является частью электрической сварочной цепи, и на ней происходит падение напряжения. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному - катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом. Промежуток между электродами называют областью дугового разряда или дуговым промежутком. Длину дугового промежутка называют длиной дуги. В обычных условиях при низких температурах газы состоят из нейтральных атомов и молекул и не обладают электрической проводимостью. Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц - электронов и ионов. Процесс образования заряженных частиц газа называют ионизацией, а сам газ - ионизованным. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля. Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов - электронная эмиссия. Выход электронов в первую очередь связывают с термическим эффектом (термоэлектронная эмиссия) и наличием у катода электрического поля высокой напряженности (автоэлектронная эмиссия). Наличие электронной эмиссии с поверхности катода является непременным условием существования дугового разряда. По длине дугового промежутка дуга разделяется на три области (рис. 1): катодную, анодную и находящийся между ними столб дуги. Катодная область включает в себя нагретую поверхность катода, называемую катодным пятном, и часть дугового промежутка, примыкающую к ней.
Протяженность катодной области мала, но она характеризуется повышенной напряженностью и протекающими в ней процессами получения электронов, являющимися необходимым условием для существования дугового разряда. Температура катодного пятна для стальных электродов достигает 2400 - 2700°С. На нем выделяется до 38% общей теплоты дуги. Основным физическим процессом в этой области является электронная эмиссия и разгон электронов. Падение напряжения в катодной области UK составляет порядка 12 - 17 В. Анодная область состоит из анодного пятна на поверхности анода и части дугового промежутка, примыкающего к нему. Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Uк составляет порядка 2 - 11 В. Протяженность этой области также мала. Столб дуги занимает наибольшую протяженность дугового промежутка, расположенную между катодной и анодной областями. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных (в первую очередь электронов) и нейтральных частиц газа. При достаточной энергии соударения из частиц газа происходит выбивание электронов и образование положительных ионов. Такую ионизацию называют ионизацией соударением. Соударение может произойти и без ионизации, тогда энергия соударения выделяется в виде теплоты и идет на повышение температуры дугового столба. Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны - к аноду, ионы - к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, становятся нейтральными атомами. Такой процесс нейтрализации частиц называют рекомбинацией. В столбе дуги при всех условиях горения ее наблюдается устойчивое равновесие между процессами ионизации и рекомбинации. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении его одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000 - 8000°С и более. Падение напряжения в нем Uc изменяется практически линейно по длине, увеличиваясь с увеличением длины столба. Падение напряжения зависит от состава газовой среды и уменьшается с введением в нее легко ионизующихся компонентов. Такими компонентами являются щелочные и щелочно-земельные элементы (Са, Na, К и др.). Общее падение напряжения в дуге Uд = Uк + Uа + Uс. Принимая падение напряжения в столбе дуги в виде линейной зависимости, его можно представить формулой Uс = Еlс, где Е - напряженность по длине, lс - длина столба. Значения Uк, Uа, Е практически зависят лишь от материала электродов и состава среды дугового промежутка и при их неизменности остаются постоянными при разных условиях сварки. В связи с малой протяженностью катодной и анодной областей можно считать практически lс = lд. Тогда получается выражение Uд = a + blд показывающее, что напряжение дуги прямым образом зависит от ее длины, где а = Uк + Uа; b = Е. Непременным условием получения качественного сварного соединения является устойчивое горение дуги (ее стабильность). Под этим понимают такой режим ее существования, при котором дуга длительное время горит при заданных значениях силы тока и напряжения, не прерываясь и не переходя в другие виды разрядов. При устойчивом горении сварочной дуги основные ее параметры- сила тока и напряжение- находятся в определенной взаимозависимости. Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги)называют статической вольтамперной характеристики дуги (рис. 2). С увеличением длины дуги ее напряжение возрастает и кривая статической вольтамперной характеристики поднимается выше, с уменьшением длины дуги опускается ниже, качественно сохраняя при этом свою форму. Кривую статической характеристики можно разделить на три области: падающую, жесткую и возрастающую. В первой области увеличение тока приводит к резкому падению напряжения дуги. Это обусловлено тем, что с увеличением силы тока увеличиваются площадь сечения столба дуги и его электропроводность. Горение дуги на режимах в этой области отличается малой устойчивостью. Во второй области увеличение силы тока не связано с изменением напряжения дуга. Это объясняется тем, что площадь сечения столба дуги и активных пятен изменяется пропорционально силе тока, в связи с чем плотность тока и падение напряжения в дуге сохраняются постоянными.
Сварка дугой с жесткой статической характеристикой находит широкое применение в сварочной технологии, особенно при ручной сварке. В третьей области с увеличением силы тока напряжение возрастает. Это связано с тем, что диаметр катодного пятна становится равным диаметру электрода и увеличиваться далее не может, при этом в дуге возрастает плотность тока и падает напряжение. Дуга с возрастающей статической характеристикой широко используется при автоматической и механизированной сварке под флюсом и в защитных газах с применением тонкой сварочной проволоки. При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (рис. 3).
Как видно из рисунка, каждой скорости подачи электродной проволоки соответствует узкий диапазон токов с устойчивым горением дуга. Слишком малый сварочный ток может привести к короткому замыканию электрода с изделием, а слишком большой- к резкому возрастанию напряжения и ее обрыву.
Особенности дуги на переменном токе При сварке на постоянном токе в установившемся режиме все процессы в дуге протекают с определенной скоростью и горение дуги отличается высокой стабильностью. При питании дуга переменным током полярность электрода и изделия, а также условия существования дугового разряда периодически изменяются. Так, дуга переменного тока промышленной частоты 50 Гц погасает и вновь возбуждается 100 раз в секунду, или дважды за каждый период. Поэтому особо возникает вопрос об устойчивости горения дуги переменного тока. В первую очередь устойчивость горения такой дуги зависит от того, насколько легко происходит повторное возбуждение дуги в каждом полупериоде. Это определяется ходом физических и электрических процессов в дуговом промежутке и на электродах в отрезки времени между каждым погасанием и новым зажиганием дуги. Снижение тока сопровождается соответствующим уменьшением температуры в столбе дуги и степени ионизации дугового промежутка. При переходе тока через нуль и перемене полярности в начале и конце каждого полупериода дуга гаснет. Одновременно падает и температура активных пятен на аноде и катоде. Падение температуры несколько отстает по фазе при переходе тока через нуль, что связано с тепловой инерционностью процесса. Особенно интенсивно падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с интенсивным отводом теплоты в массу детали. В следующий за погасанием дуги момент меняется полярность напряжения на дуговом промежутке (рис. 4).
Одновременно изменяется и направление движения заряженных частиц в дуговом промежутке. В условиях пониженной температуры активных пятен и степени ионизации в дуговом промежутке повторное зажигание дуги в начале каждого полупериода происходит только при повышенном напряжении между электродами, именуемым пиком зажигания или напряжением повторного зажигания дуги. Пик зажигания всегда выше напряжения дуги, соответствующего стабильному режиму ее горения. При этом величина пика зажигания несколько выше в тех случаях, когда катодное пятно находится на основном металле. Величина пика зажигания существенно влияет на устойчивость горения дуги переменного тока. Деионизация и охлаждение дугового промежутка возрастают с увеличением длины дуги, что приводит к необходимости дополнительного повышения пика зажигания и влечет снижение устойчивости дуги. Поэтому затухание и обрыв дуги переменного тока при прочих равных условиях всегда происходят при меньшей ее длине, чем для постоянного тока. При наличии в дуговом промежутке паров легко-ионизующихся элементов пик зажигания уменьшается и устойчивость горения дуга переменного тока повышается. С увеличением силы тока физические условия горения дуги улучшаются, что также приводит к снижению пика зажигания и повышению устойчивости дугового разряда. Таким образом, величина пика зажигания является важной характеристикой -дуги переменного тока и оказывает существенное влияние на ее устойчивость. Чем хуже условия для повторного возбуждения дуги, тем больше разница между пиком зажигания и напряжением дуги. Чем выше пик зажигания, тем выше должно быть напряжение холостого хода источника питания дуги током. При сварке на переменном токе неплавящимся электродом, когда материал его и изделия резко различаются по своим теплофизическим свойствам, проявляется выпрямляющее действие дуги. Это характеризуется протеканием в цепи переменного тока некоторой составляющей постоянного тока, сдвигающей в определенном направлении кривые напряжения и тока от горизонтальной оси (рис. 5). Наличие в сварочной цепи составляющей постоянного тока отрицательно сказывается на качестве сварного соединения и условиях процесса: уменьшается глубина проплавления, увеличивается напряжение дуги, значительно повышается температура электрода и увеличивается его расход. Поэтому приходится применять специальные меры для подавления действия постоянной составляющей.
При сварке плавящимся электродом, близким по составу к основному металлу, на режимах, обеспечивающих устойчивое горение дуги, выпрямляющее действие дуги незначительно и кривые тока и напряжения располагаются практически симметрично относительно оси абсцисс.
Технологические свойства дуги Под технологическими свойствами сварочной дуги понимают совокупность ее теплового, механического и физико-химического воздействия на электроды, определяющие интенсивность плавления электрода, характер его переноса, проплавление основного металла, формирование и качество шва. К технологическим свойствам дуги относятся также ее пространственная устойчивость и эластичность. Технологические свойства дуги взаимосвязаны и определяются параметрами режима сварки. Важными технологическими характеристиками дуги являются зажигание и стабильность горения дуги. Условия зажигания и горения дуги зависят от рода тока, полярности, химического состава электродов, межэлектродного промежутка и его длины. Для надежного обеспечения процесса зажигания дуй? необходимо подведение к электродам достаточного напряжения холостого хода источника питания дуги, но в то же время безопасного для работающего. Для сварочных источников напряжение холостого хода не превышает 80 В на переменном токе и 90 В на постоянном. Обычно напряжение зажигания дуги больше напряжения горения дуги на переменном токе в 1,2 - 2,5 раза, а на постоянном токе - в 1,2 - 1,4 раза. Дуга зажигается от нагрева электродов; возникающего при их соприкосновении. В момент отрыва электрода от изделия с нагретого катода происходит электронная эмиссия. Электронный ток ионизует газы и пары металла межэлектродного промежутка, и с этого момента в дуге появляются электронный и ионный токи. Время установления дугового разряда составляет 10-5 – 10-4 с. Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу компенсирует ее потери. Таким образом, условием для зажигания и устойчивого горения дуги является наличие специального источника питания электрическим током. Вторым условием является наличие ионизации в дуговом промежутке. Степень протекания этого процесса зависит от химического состава электродов и газовой среды в дуговом промежутке. Степень ионизации выше при наличии в дуговом промежутке легкоионизующихся элементов. Горящая дуга может быть растянута до определенной длины, после чего она гаснет. Чем выше степень ионизации в дуговом промежутке, тем длиннее может быть дуга. Максимальная длина горящей без обрыва дуги характеризует важнейшее технологическое свойство ее - стабильность. Стабильность дуги зависит от целого ряда факторов: температуры катода, его эмиссионной способности, степени ионизации среды, длины дуги и др. К технологическим характеристикам дуги относятся также пространственная устойчивость и эластичность. Под этим понимают способность сохранения дугой неизменности пространственного положения относительно электродов в режиме устойчивого горения и возможность отклонения и перемещения без затухания под воздействием внешних факторов. Такими факторами могут быть магнитные поля и ферромагнитные массы, с которыми дуга может взаимодействовать. При этом взаимодействии наблюдается отклонение дуги от естественного положения в пространстве. Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называют магнитным дутьем (рис. 6).
Возникновение его объясняется тем, что в местах изменения направления тока создаются напряженности магнитного поля. Дуга является своеобразной газовой вставкой между электродами и как любой проводник взаимодействует с магнитными полями. При этом столб сварочной дуги можно рассматривать в качестве гибкого проводника, который под воздействием магнитного поля может перемещаться, как любой проводник, деформироваться и удлиняться. Это приводит к отклонению дуги в сторону, противоположную большей напряженности. При сварке переменным током в связи с тем, что полярность меняется с частотой тока, это явление проявляется значительно слабее. Отклонение дуги также имеет место при сварке вблизи ферромагнитных масс (железо, сталь). Это объясняется тем, что магнитные силовые линии проходят через ферромагнитные массы, обладающие хорошей магнитной проницаемостью, значительно легче, чем через воздух. Дуга в этом случае отклонится в сторону таких масс. Возникновение магнитного дутья вызывает непровары и ухудшение формирования швов. Устранить его можно за счет изменения места токоподвода к изделию или угла наклона электрода, временным размещением балластных ферромагнитных масс у сварного соединения, позволяющих выравнивать несимметричность магнитных полей, а также заменой постоянного тока переменным.
Понятие о сварке и ее сущность Сложные конструкции, как правило, получают в результате объединения между собой отдельных элементов (деталей, агрегатов, узлов). Такие объединения могут выполняться с помощью разъемных или неразъемных соединений. В соответствии с ГОСТ 2601-74 сварка определяется как процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании или совместным действием того и другого. Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями. Чаще всего с помощью сварки соединяют детали из металлов. Однако сварные соединения применяют и для деталей из неметаллов - пластмасс, керамик или их сочетаний. Для получения сварных соединений не требуется применения каких-либо специальных соединительных элементов (заклепок, накладок и т. п.). Образование неразъемного соединения в них обеспечивается за счет проявления действия внутренних сил системы. При этом происходит образование связей между атомами металла соединяемых деталей. Для сварных соединений характерно возникновение металлической связи, обусловленной взаимодействием ионов и обобществленных электронов. Для получения сварного соединения совершенно недостаточно простого соприкосновения поверхностей соединяемых деталей. Межатомные связи могут установиться только тогда, когда соединяемые атомы получат некоторую дополнительную энергию, необходимую для преодоления существующего между ними определенного энергетического барьера. При этом атомы достигают состояния равновесия в. действии сил напряжения и отталкивания. Эту энергию называют энергией активации. При сварке ее вводят извне путем нагрева (термическая активация) или пластического деформирования (механическая активация). Сближение свариваемых частей и приложение энергии активации - необходимые условия для образования неразъемных сварных соединений. В зависимости от вида активации при выполнении соединений различают два вида сварки: плавлением и давлением. При сварке плавлением детали по соединяемым кромкам оплавляют под действием источника нагрева. Оплавленные поверхности кромок покрываются расплавленным металлом, который, сливаясь в общий объем, образует жидкую сварочную ванну. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварной шов. Шов может быть образован или только за счет расплавления металла свариваемых кромок, или за счет их и дополнительного введения в сварочную ванну расплавляемой присадки. Сущность сварки давлением состоит в непрерывном или прерывистом совместном пластическом деформировании материала по кромкам свариваемых деталей. Благодаря пластической деформации и течению металла облегчается установление межатомных связей соединяемых частей. Для ускорения процесса применяют сварку давлением с нагревом. В некоторых способах сварки давлением нагрев может производиться до оплавления металла свариваемых поверхностей.
Классификация видов сварки В настоящее время различают более 150 видов сварочных процессов. ГОСТ 19521-74 устанавливает классификацию сварочных процессов по основным физическим, техническим и технологическим признакам. Основой физических признаков классификации является форма энергии, используемой для получения сварного соединения. По физическим признакам все виды сварки относят к одному из трех классов: термическому, термомеханическому и механическому. К термическому классу относят все виды сварки плавлением, осуществляемые с использованием тепловой энергии, - газовую, дуговую, электрошлаковую, электронно-лучевую, лазерную и др. К термомеханическому классу относят все виды сварки, осуществляемые с использованием тепловой энергии и давления,— контактную, диффузионную, газо- и дугопрессовую, кузнечную и др. К механическому классу относят все виды сварки давлением, осуществляемые с использованием механической энергии, - холодная, трением, ультразвуковая, взрывом и др. К техническим признакам классификации сварочных процессов относят способы защиты металла в зоне сварки, непрерывность процесса и степень его механизации (рис. 7). Технологические признаки классификации устанавливаются для каждого вида сварки отдельно. Например, вид дуговой сварки может быть классифицирован по следующим признакам: виду электрода, характеру защиты, уровню автоматизации и т. п.
Основные разновидности дуговой сварки Источником нагрева при дуговых способах сварки является сварочная дуга, представляющая собой устойчивый электрический разряд, происходящий в газовой среде между двумя электродами или электродом и деталью. Для поддержания такого разряда нужной продолжительности необходимо применение специальных источников питания дуги (ИПД). Для питания дуги переменным током применяют сварочные трансформаторы, при постоянном токе- сварочные генераторы или сварочные выпрямители. На рис. 8 показана схема электрической цепи дуговой сварки.
Разработка дуговой сварки обусловлена открытием электрической дуги в 1802 г. русским физиком В.В. Петровым. Впервые для соединения металлических частей с помощью электрической дуги, горящей между неплавящимся угольным электродом и свариваемым изделием, было осуществлено Н.Н. Бенардосом в 1882 г. При необходимости в сварочную ванну дополнительно подавался присадочный материал. В 1888 г. русский инженер Н.Г. Славянов усовершенствовал процесс, заменив неплавящийся угольный электрод на плавящийся металлический. Тем самым было достигнуто объединение функций электрода для существования дугового разряда и присадочного металла для образования ванны. Предложенные Н.Н. Бенардосом и Н.Г. Славяновым способы дуговой сварки неплавящимся и плавящимся электродами легли в основу разработки наиболее распространенных современных способов дуговой сварки. Дальнейшее совершенствование дуговой сварки шло по двум направлениям: 1) изыскание средств защиты и обработки расплавленного металла сварочной ванны; 2) автоматизация процесса. По характеру защиты свариваемого металла и сварочной ванны от окружающей среды могут быть выделены способы дуговой сварки с шлаковой, газошлаковой и газовой защитой. По степени автоматизации процесса способы разделяют на ручную, механизированную и автоматическую сварку. Ниже приводятся характеристики и описание основных разновидностей дуговой сварки. Дуговая сварка покрытыми электродами (рис. 9). При этом способе процесс выполняется вручную. Сварочные электроды могут быть плавящиеся - стальные, медные, алюминиевые и др. - и неплавящиеся - угольные, графитовые, вольфрамовые.
Наиболее широко применяют сварку стальными электродами, имеющими на поверхности электродное покрытие. Покрытие электродов готовится из порошкообразной смеси различных компонентов и наносится на поверхность стального стержня в виде затвердевающей пасты. Его назначение - повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны, и улучшить качество сварки. Сварной шов образуют за счет расплавления металла свариваемых кромок и плавления стержня сварочного электрода. При этом сварщик вручную осуществляет два основных технологических движения: подачу покрытого электрода в зону сварки по мере его расплавления и перемещение дуги вдоль свариваемого шва. Ручная дуговая сварка покрытыми электродами — один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Она отличается простотой и универсальностью, возможностью выполнения соединений в различных пространственных положениях и труднодоступных местах. Существенный недостаток ее - малая производительность процесса и зависимость качества сварки от квалификации сварщика. Дуговая сварка под флюсом (рис. 10). Электрическая дуга горит между плавящимся электродом и деталью под слоем сварочного флюса, полностью закрывающего дугу и сварочную ванну от взаимодействия с воздухом. Сварочный электрод выполнен в виде проволоки, свернутой в кассету и автоматически подаваемой в зону сварки. Перемещение дуги вдоль свариваемых кромок может выполняться или вручную, или с помощью специального привода. В первом случае процесс ведется с помощью сварочных полуавтоматов, во втором - сварочных автоматов. Дуговая сварка под флюсом отличается высокой производительностью и качеством получаемых соединений. К недостаткам процесса следует отнести трудность сварки деталей небольших толщин, коротких швов и выполнение швов в основных положениях, отличных от нижних. Подробную информацию о дуговой сварке под флюсом читайте в
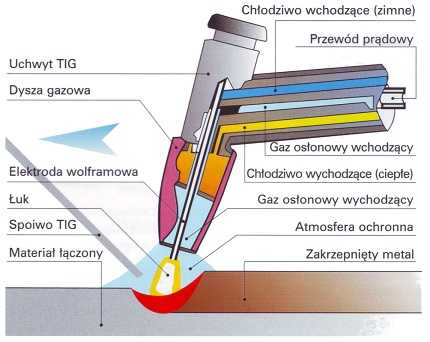
Дуговая сварка в защитных газах (рис. 11). Электрическая дуга горит в среде специально подаваемых в зону сварки защитных газов. При этом можно использовать как неплавящийся, так и плавящийся электроды, а выполнять процесс ручным, механизированным или автоматическим способом. При сварке неплавящимся электродом применяют присадочную проволоку, при плавящемся электроде присадки не требуется. Сварка в защитных газах отличается широким разнообразием и применяется для широкого круга металлов и сплавов.
Электрошлаковая сварка (рис. 12). Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления основного и присадочного металлов используется теплота, выделяющаяся при прохождении сварочного тока через расплавленный электропроводный шлак (флюс). После затвердевания расплава образуется сварной шов. Сварку выполняют чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. Электрошлаковую сварку применяют для соединения деталей больших толщин (от 20 до 1000 мм и более). Сварные соединения и швы Согласно ГОСТ 2601-84 устанавливается ряд терминов и определений связанных со сварными соединениями и швами. Сварное соединение - это неразъемное соединение нескольких деталей, выполненное сваркой. Конструктивный тип сварного соединения определяется взаиморасположением свариваемых частей. При сварке плавлением различают следующие типы сварных соединений: стыковое, угловое, тавровое, нахлесточное и торцовое. Применяется также соединение нахлесточное с точечным сварным швом, выполненное дуговой сваркой. Металлическую конструкцию, изготовленную сваркой из отдельных деталей, называют сварной конструкцией. Часть такой конструкции называют сварным узлом. Стыковое соединение представляет собой сварное соединение двух деталей, расположенных в одной плоскости и примыкающих друг к другу торцовыми поверхностями (рис. 13, а). Оно наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений. Условные обозначения стыковых соединений: С1 - С48. Угловое соединение представляет собой сварное соединение двух элементов, расположенных под углом друг к другу и сваренных в месте приложения их кромок (рис.13, б). Условные обозначения угловых соединений: У1 - У10. Тавровое соединение - это соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент. Как правило, угол между элементами прямой (рис. 13, в). Условные обозначения тавровых соединений: Т1 - Т8. Нахлесточное соединение представляет собой сварное соединение, в котором соединяемые элементы расположены параллельно и частично перекрывают друг друга (рис. 13, г). Условные обозначения: h2 - Н9.
Торцовое соединение - это соединение, в котором боковые поверхности элементов примыкают друг к другу (рис. 13, д). Условных обозначений в стандарте пока нет. Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны. Сварочная ванна - это часть металла сварного шва, находящаяся в момент сварки в расплавленном состоянии. Углубление, образующееся в сварочной ванне под действием дуги, называют кратером. Металл соединяемых частей, подвергающихся сварке, называют основным металлом. Металл, предназначенный для введения в сварочную ванну в дополнение к расплавленному основному, называют присадочным металлом. Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом. Сплав, образованный переплавленным основным или переплавленным основным и наплавленным металлами, называют металлом шва. В зависимости от параметров и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рис. 14):
В зависимости от доли участия основного и присадочного металлов в формировании шва его состав может изменяться. Торцовые поверхности деталей, подлежащие нагреву и расплавлению при сварке, называют свариваемыми кромками. Для обеспечения равномерного проплавления свариваемых кромок в зависимости от толщины основного металла и способа сварки им придают наиболее оптимальную форму, выполняя предварительно подготовку кромок. На рис. 15 приведены применяемые формы подготовки кромок для различных типов сварных соединений. Основными параметрами формы подготовленных кромок и собранных под сварку соединений являются е, R, b, a, с - высота отбортовки, радиус закруглений, зазор, угол скоса, притупление кромок.
Отбортовку кромок применяют при сварке тонкостенных деталей. Для толстостенных деталей применяют разделку кромок за счет их скоса, т.е. выполнение прямолинейного или криволинейного наклонного скоса кромки, подлежащей сварке. Нескошенная часть кромки с носит название притупления кромки, а расстояние b между кромками при сборке - зазором. Острый угол b между плоскостью скоса кромки и плоскостью торца называют углом скоса кромки, угол a между скошенными кромками - углом разделки кромок. Значения параметров формы подготовки кромок и их сборки регламентируются ГОСТ 5264-80. В зависимости от типов сварных соединений различают стыковые и угловые сварные швы. Первый вид швов используется при получении стыковых сварных соединений. Второй вид швов используется в угловых, тавровых и нахлесточных соединениях. Классификация сварочных дуг | МашкрепежЛюди применяют сварку вот уже почти полтора столетия. А изучать это метод соединения различных объектов начал еще известный итальянский ученый Алессандро Дж. Вольта. На основе, в том числе, и его научных трудов был создан первый аппарат для выполнения сварки. Генерирование электрического разряда происходит в момент КЗ (здесь и далее Короткое Замыкание), возникшего между обрабатываемой поверхностью и концом расходного элемента (здесь и далее под таковым подразумевается электрод). На аппарат для сварки подается электроэнергия. Благодаря ее трансформированию в энергию другого вида – тепловую – возникает ванна расплава. Это является обязательным условием формирования однородного металлического шва. По результатам детального анализа ВАХ (сокращение словосочетания Вольтамперная Характеристика) ученым удалось превратить сварку, практически, в совершенный процесс соединения элементов создаваемой конструкции. Были разработаны современные приборы, поддерживающие стабильное состояние сварочной электродуги. Сварочная дуга. Что это?Продуцируемая сварочным аппаратом электродуга является ничем иным, нежели проводником, сформированным ионизированными частицами. Его существование на протяжении определенного временного интервала обеспечивается благодаря поддержке электрического поля. Подобному разряду, образующемуся в газе, который способен к ионизации, характерны: Учебники и справочники по сварке содержат следующее определение данному явлению: она представляет собой разряд, происходящий в образовавшейся плазме и носящий продолжительный характер. Сама же плазма является конгломератом продуктов испарения металлов, образующихся под влиянием весьма высокой температуры и на которые оказывают воздействие подвергнутые ионизации защитные газы, присутствующие в атмосфере. Структура и температурные характеристики сварочной электродугиДовести температуру металлической заготовки за очень непродолжительный отрезок времени до точки плавления вполне возможно, но по законам физики для этого необходимо сформировать мощную электродугу. Ее основными рабочими характеристиками являются:
С точки зрения электротехники дуговой столб является проводником между противоположными полюсами (имеются в виду плюсовой и минусовой). Материализован он посредством газовой среды. Особенности столба – высокое значение сопротивления, способность продуцировать искры и светиться. Проведение тщательного анализа структуры электродуги позволит выяснить, как на металл оказывает воздействие температура. В общем случае ее длина относительно небольшая – колеблется в районе отметки 5 сантиметров. Строение электродуги включает 3 области:
Температура сварочной электродуги определяется потоком формируемых на катоде свободных электронов. Уровень нагрева самого катода достигает 38 процентов от температуры образовавшейся плазмы. Электроны – частицы с отрицательным зарядом – перемещаются в газовой среде в сторону анода, а элементы-носители положительного заряда движутся к катоду. В целом же наблюдается такая картина: столб на протяжении всего времени своего существования нейтрален. Внутри столба температура частиц может достигать 10000°С. Они при контакте с металлом обеспечивают его разогрев до 2350°С. Точку проникновения электронов ученые-физики называют анодным пятном. В сравнении с другим пятном, называемым катодным, его температурный показатель больше на 6 процентов. Плазма излучает волны в инфракрасном, в видимом и УФ-диапазонах. Но это излучение способно нанести вред коже и органам зрения человека. Поэтому сварщики обязаны по технике безопасности работать в специальных защитных средствах. Разновидности сварочной электродугиПодразделение сварочной электродуги на виды осуществляется на основе нескольких признаков. Так, по критерию «Тип электротока и расположение электродов в рабочей зоне» формируются следующие группы:
Плазменный столб зависимости от его состава бывает:
Еще один признак, на основе которого эксперты подразделяют электродугу на виды, это тип электрода. Для сварки задействуются следующие расходные элементы:
По критерию «время воздействия» сварочная электродуга бывает импульсной, а также постоянной. Условия горенияВ основе сварочного процесса находится трансформирование электроэнергии в энергию тепловую. Время удержания сформированного в его ходе столба ничем не ограничено, если ионизация газа происходит очень быстро. При сваривании заготовки подвергаются нагреву, контактирующий с ними воздух становится горячим и обогащается испаряемыми веществами. Альтернативным способом является специальная подача в рабочую область газа, из молекул или атомов которого под внешним воздействием образуются ионы. Наиболее хорошо ионизируются частицы мягких щелочных металлов (входят в первую группу периодической таблицы), а также щелочноземельных металлов (это уже представители второй группы периодической таблицы). Для перевода их в активное состояние, достаточно начать пропускать электроток. Иным обязательным условием надежного поддержания сварочного столба является высокая стабильная во времени температура катода. Ее величина – характеристика производная от площади самого катода, а также его химического состава. Без источника электроэнергии здесь не обойтись. Когда выполняются сварочные работы температурный показатель катодной зоны достигает 7000°С. Как образуется электродугаСварочная электродуга является ничем другим, нежели электрическим разрядом. Появляется она, когда происходит замыкание цепи. В момент соприкосновения электрода с подвергаемым сварке элементом конструкции начинает продуцироваться в избыточном объеме тепловая энергия. В месте контакта металл плавится. Из-за явления притягивания расплава к наконечнику расходного элемента образуется тонкая шейка. Под воздействием мощного электрического поля она, практически, моментально распыляется. Это обусловливает ионизацию молекул газа. В результате данного процесса формируется защитное облако, обеспечивающее свободное передвижение электронов. Направленность потока определяется типом тока. Поджечь электродугу можно на электротоке, имеющем и постоянную, и переменную величину, а также любой полярности – как прямой, так и обратной. Частота разжигания и потухания дуги – характеристика производная от совокупности выбранных работником параметров тока. Что влияет на мощность электродугиПоказатели мощности сварочной электродуги зависят от следующих основных факторов:
Длина дуги – это расстояние от расходного элемента до свариваемой поверхности в ходе выполнения работ. Данный показатель оказывает влияние на объем генерируемого тепла. Скорость расплавления металла определяется мощностью электродуги. Этот параметр очень важен. Ведь о него зависит, сколько времени потребуется на соединение металлических деталей. Температура в области плавления изменяется силой тока. Если она достаточно большая, не будет гаснуть электродуга даже значительной длины. Заниматься настройками ампеража в ходе сварки требуется весьма редко. ВАХ сварочной дугиАббревиатура ВАХ расшифровывается так: вольтамперная характеристика. Она отображает взаимосвязь параметров питания.По ВАХ можно узнать время стабильного горения электродуги, ее мощность, а также условия затухания. Динамика, с которой изменяются вольтамперные показатели, отображает варьирование длины электродуги, когда она нестабильна. И наоборот, статическая ВАХ показывает, как зависит от силы тока величина напряжения электродуги в период постоянства ее длины. Выше представленный график, поделенный на 3 сегмента, выражает ее свойства. Падающая ВАХВозрастание силы тока сопровождается резким падением напряжения (участок «1» на графике). Обусловлено это формированием столба. С увеличением плазменного потока его электропроводимость изменяется. Причем в сторону увеличения. Жесткая ВАХКлючевая особенность этого участка (позиция «2» на графике) – пониженное напряжение, сочетающееся с неизменной во времени плотностью тока. Величина силы тока варьируется в пределах 100В-1000В. Растет диаметр электродугового столба, а его сопротивление, соответственно, падает. Площадь пятен, и анодного (знак «+»), и катодного (знак «-»), возрастает пропорционально. Растущая ВАХНа графике это участок «3». Отличается стабильностью катодного пятна. Его размер – величина производная от диаметра расходного элемента. Сопротивление сварочного столба увеличивается. Также наблюдается рост напряжения на электродуге. Отдельно необходимо отметить следующие моменты:
Теперь несколько слов о работе сварочного оборудования на переменном токе. Электродуга возбуждается на пике разжигания во всех полупериодах. Ее затухание наблюдается в момент перехода синусоидой нулевой отметки. Активные пятна прекращают нагреваться. Поддержка в стабильном состоянии эндотермического процесса формирования ионов из элементарных нейтральных частиц газов осуществляется испарениями металлов щелочной группы, присутствующих в обмазке электродов. Процесс розжига электродуги в защитной среде на электротоке с изменяющейся во времени величиной выполняется трудней в сравнении со сваркой на токе постоянном. Когда выбирается аппарат для проведения работ определенного вида, необходимо принимать во внимание непосредственную зависимость ВАХ от вольтамперных параметров внешнего порядка. Например, ручная электродуговая сварка будет выполнена успешно при подводе питания, отличающегося падающей ВАХ, то есть с повышенным значением напряжения на ХХ. При этом у работника будет иметься возможность изменять длину электродуги, используя регулятор ампеража. Величина силы тока, фиксируемая при КЗ в ходе расплавления расходного элемента, превышает значение этого показателя столба от 20 до 50 процентов. Сварка с помощью плавящихся электродов – наиболее оптимальный вариант в случае применения дуги размыкания. И здесь нужно знать один момент. Формулируется он так: для розжига электродуги вольфрамовым либо углеродным расходным элементом будет очень кстати вспомогательный/дополнительный разряд. Значительная сила тока, возникающая при КЗ, может привести к прожигу заготовки. Происходит КЗ в момент падения капли расплава расходного элемента. После этого параметры резко обретают первоначальные значения. В результате наблюдается возрастание ампеража, и сила тока мгновенно достигает уровня, фиксируемого при КЗ. Мостик, сформировавшийся между электродом и металлической заготовкой, очень быстро перегорает. Это приводит к очередному возбуждению электродуги. Все вышеописанные изменения осуществляются в электродуговом столбе, практически, моментально. Оборудование должно отреагировать на них за этот короткий временной интервал, чтобы рабочие характеристики стабилизировались. Особенности электродугиШирокие пределы изменения параметров обусловливает совместимость электродуги с обычными плавящимися расходными элементами, а также с тугоплавкими. В результате ее воздействия заготовка очень быстро разогревается, а затем формируется ванна расплава. Уровень потерь, появляющихся в ходе преобразования электрической энергии в энергию тепловую, – минимальный. Хотя природу электродуги можно сопоставить с разрядами других разновидностей, у нее имеются свои особенности:
Зажигание дуги можно осуществлять двумя способами: кратковременным прикасанием либо путем чирканья. ЗаключениеЕдиница измерения скорости перемещения дугового разряда – метр/минута. При выборе конкретной величины данного параметра следует учитывать следующие моменты. Во-первых, скорость нужно уменьшать с увеличением толщины свариваемых объектов. Во-вторых, увеличение сварочного тока должно сопровождаться возрастанием скорости перемещения. Но это условие актуально, когда толщина металла задана. Товары каталога: Please enable JavaScript to view the comments powered by Disqus. comments powered by Виды сварочных дугСеть профессиональных контактов специалистов сварки По наиболее важным техническим признакам различают следующие основные группы сварочных дуг:
Входящие в группы виды сварочных дуг характеризуются следующими основными особенностями. 1. В дугах прямого действия подлежащие нагреву или плавлению металлы являются электродами разряда и им передается кинетическая и потенциальная энергия заряженных частиц. Поэтому электроды весьма интенсивно нагреваются и плавятся. Дуги косвенного действия располагаются у поверхностей подлежащих нагреву или плавлению изделий. Электродами таких дуг служат стержни из графита или вольфрама, не соединенные электрически с изделиями. Нагрев и плавление изделий происходит лишь за счет кинетической энергии сталкивающихся с ними частиц газа. Обычно такой нагрев мало эффективен, поэтому дуги косвенного действия применяются в тех случаях, когда требуется сравнительно небольшая теплопередача от дуги к изделиям. 2. В дугах с плавящимися электродами оба электрода в процессе осуществления сварочного процесса расплавляются, поставляя металл в общую ванну. Если один из электродов, будучи тугоплавким — вольфрамовым или графитовым, не поставляет металл в общую ванну, то дуга называется дугой с неплавящимся электродом. При увеличении тока дуги тугоплавкий электрод также может расплавиться, поэтому разновидности дуг этой группы определяются не только материалом электродов, но и режимом их горения. 3. Большинство плавящихся электродов дуги интенсивно испаряется. Пары, двигаясь от электродов в виде струи, почти полностью оттесняют из области разряда другие газы. Поэтому пары электродов определяют основные свойства таких дуг, что и обусловило их название. Когда же используются слабо испаряющиеся вольфрамовые, графитовые или искусственно охлаждаемые водой медные электроды, состав газа разрядной области с достаточной точностью определяется ее атмосферой. Последнюю образуют л ибо защитные газы — аргон, гелий, водород, СO2 и др., подаваемые в зону дуги для ограждения металла от воздействия воздуха, либо воздух при отсутствии такой защиты. Однако по мере увеличения тока слабо испаряющиеся электроды могут испаряться интенсивно, а «дуга в газах» может стать «дугой в парах», поэтому и в этой группе разновидности дуг также определяются их режимом. 4. Дуга считается свободной, если ее развитие в пространстве не ограничено до пределов, определяемых естественными свойствами дуги. При наличии таких ограничений дуга называется сжатой. Дугу сжимают, помещая ее в узких каналах и щелях, ограничивая размеры электродов, обдувая дугу струями газов или жидкостей и т. д. 5. Дуга считается установившейся, если длительность ее существования при заданных условиях заметно превышает время протекания в ней переходных процессов и параметры дуги уже не меняются во времени. Изменения силы тока, состава атмосферы, расстояния между электродами, положения в пространстве и т. д. характеризуют неустановившиеся дуги. Однако при сравнительно медленном изменении перечисленных факторов, когда каждому их мгновенному значению соответствуют параметры дуги, близкие к установившимся при этих мгновенных значениях, такими изменениями можно пренебречь и дуги считать установившимися. Таким образом разделение дуг анализируемой группы на два вида требует их тщательного изучения. 6. Дуга считается открытой, если вокруг нее отсутствуют преграды, кроме самих электродов, исключающие или затрудняющие циркуляцию газа в околодуговом пространстве, или задерживающие излучение дуги. В случае полного ограждения дуги от окружающего пространства она становится закрытой. Примером такой дуги является дуга под флюсом. Ее атмосфера состоит только из паров электродов и ограждения — флюса. Циркуляция газовых потоков в такой дуге ограничена, излучение дуги в пространство не проникает. Возможны полузакрытые дуги и т. д. 7. Для дуг постоянного тока характерны неизменность направления тока и, как правило, небольшие колебания его силы, обусловливаемые процессами в дуге. В дугах переменного тока происходят непрерывные изменения направления и силы тока в соответствии с изменениями э. д. с. источника и процессами в дуге. Такие дуги угасают каждый раз при переходе тока через нуль и возобновляются снова в начале каждого полупериода питающего их переменного тока. Реальные сварочные дуги характеризуются одновременно несколькими перечисленными особенностями. Для примера на сравним дуги с плавящимися электродами в аргоне и углекислом газе и их типичную осциллограмму. На концах электродов при фотграфировании видны капли, меняющиеся, как показывают наблюдения, в объеме и по положению в пространстве. Периодически они перекрывают весь разрядный промежуток, вызывая короткое замыкание электродов и устранение разряда. При этом напряжение падает почти до нуля, а ток растет по законам, определяемым свойствами электрической цепи. Частота коротких замыканий и их длительность не постоянны После замыканий снова возбуждается дуга и т. д. Получается, что сварочная дуга с плавящимися электродами является неустановившейся дугой как по длине разрядного промежутка, так по режиму питания и положению в пространстве. В рассматриваемом случае она, возможно, несколько сжата струями защитных газов и содержит в своем составе некоторую часть паров электродов и т. д. Естественно, что изучение таких дуг весьма затруднительно. При их описании и, тем более, изложении теории неизбежна некоторая схематизация и идеализация процессов и условий существования разряда. Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна. Отклонение сварочной дугиОтклонение дуги во время сварки может вызывать множество проблем, в том числе чрезмерное разбрызгивание, недостаточную глубину проплавления, пористость и низкое качество сварных швов. Что это такое и как его можно избежать? В этой статье мы рассмотрим явление отклонения сварочной дуги и несколько способов его устранения для повышения качества сварки.Отклонение дуги возникает при сварке на постоянном токе, когда дуга следует не кратчайшему пути от электрода к рабочему изделию, а отклоняется вперед, назад или, реже, в сторону по отношению к направлению сварки. Сначала давайте дадим определения некоторым понятиям, связанным с отклонением дуги. Обратное отклонение происходит при сварке по направлению к рабочему соединению, в конце шва или при угловой сварке. Переднее отклонение происходит при сварке по направлению от рабочего соединения или в начале шва. Переднее отклонение может вызвать особенно много проблем при сварке защищенной дугой металлопрошковыми или другими типами электродов с обильным образованием шлака, когда тяжелый шлак или кратер приходится перемещать вперед под дугу.
Визуализация магнитного поля Концентрические линии магнитного поля будут сохранять форму круга только в том случае, если среда вокруг них достаточно велика для того, чтобы вместить все эти линии, пока их интенсивность не станет равна практически нулю. Но если эта среда неоднородна, например, если линии переходят из стальной пластины в воздух, они исказятся и окажутся более сконцентрированы в металле, где им приходится преодолевать меньшее сопротивление. На границе между стальной пластиной и воздухом магнитные силовые линии сужаются и теряют свою круглую форму. Такое сужение приводит к повышению интенсивности магнитного поля позади или перед сварочной дугой. Из-за этого дуга смещается в направлении, которое уменьшило бы концентрацию и восстановило баланс магнитного поля. Другими словами, дуга смещается в сторону, противоположную зоне повышенной концентрации магнитного поля. Это смещение и называется отклонением дуги.
На Рисунке 3-38 изображено вытягивание и искажение магнитного поля в начале и конце сварного соединения. В начале сварки силовые линии магнитного поля оказываются сконцентрированы позади электрода. Дуга пытается скомпенсировать этот дисбаланс и смещается вперед. По мере приближения электрода к концу шва повышенная концентрация перемещается в пространство перед дугой, из-за чего дуга смещается назад. В середине шва, на одинаковом расстоянии от концов соединения, магнитное поле симметрично и переднего или обратного смещения дуги обычно не возникает. Однако, если материал с одной стороны соединения шире, а с другой – уже, даже в середине шва возникнет боковое смещение.
Смещение дуги из-за этого эффекта накладывается на смещение, вызванное вышеописанным воздействием сконцентрированного магнитного поля. Таким образом влияние тока в изделии может снизить или еще больше увеличить смещение дуги из-за магнитного поля. Но если обратный ток научиться контролировать, его можно использовать как способ регулировать смещение дуги, который особенно хорошо подходит для автоматических процессов сварки.
На Рисунке 3-40(a), рабочий кабель подключен к начальной точке шва, а магнитное поле, вызванное током внутри изделия, направлено назад от дуги. При этом возникает переднее смещение дуги. Однако у конца шва общее смещение будет минимальным, так как это переднее смещение компенсирует обратное смещение, вызванное высокой концентрацией магнитного поля при приближении дуги к краю рабочего изделия – см. Рисунок 3-41(a). На Рисунке 3-40(b), рабочий кабель подключен к конечной точке шва, что приводит к обратному смещению. В таком случае в конце сварного шва это приводит к еще большему обратному смещению из-за магнитного поля дуги.
Подобное «"наложение"» магнитных полей показано на Рисунке 3-41(b). Однако рабочее соединение со стороны конца шва может помочь снизить переднее смещение дуги в начале сварки. Так как воздействие тока в рабочем изделии менее заметно, чем сконцентрированного магнитного поля вокруг дуги, расположение рабочего соединения позволяет регулировать смещение дуги лишь в какой-то степени. Для полного устранения смещения дуги во время сварки также нужно использовать и другие способы.
Угловые и стыковые соединения с глубоким V-образным зазором
Высокая сила тока Постоянный ток Чувствительные к магнитному воздействию материалы
Отклонение при многодуговой сварке Если рядом находятся две дуги разной полярности, как показано на Рисунке 3-44(a), магнитные поля между дугами заставят их отклониться друг от друга. Если дуги имеют одну полярность, как показано на Рисунке 3-44(b), магнитные поля будут ослаблять друг друга, из-за чего дуги станут притягиваться. Обычно при использовании двух дуг для одной дуги рекомендуется использовать постоянный ток, а другой – переменный, как это показано на Рисунке 3-44(c). В таком случае магнитное поле дуги с переменным током каждый цикл будет меняться на противоположное и благодаря этому оказывать минимальное воздействие на поле постоянного тока. В результате взаимодействие дуг станет пренебрежимо малым. Также часто используется конфигурация с двумя дугами на переменном токе. В таком случае помехи между дугами большей частью минимизируются сдвигом фазы тока в одной из дуг на 80-90 градусов по отношению к другой. Для этого используется так называемое автоматическое соединение «"Scott"». Благодаря сдвигу фазы ток и магнитное поле одной дуги достигают максимума в тот момент, когда ток и магнитное поле другой дуги находятся практически в минимуме. Это позволяет свести отклонение к минимуму.
Если для сварки в защитных газах используется постоянный ток – особенно силой более 250 ампер – возможно, проблемы можно устранить переходом на переменный ток Сохраняйте минимальную длину дуги, чтобы ее давление компенсировало отклонение Уменьшите силу сварочного тока – что может потребовать снижения скорости сварки Наклоняйте электрод в противоположном направлении от отклонения дуги, как это показано на Рисунке 3-45 С обоих концов шва сделайте широкие прихваточные швы и создавайте прихваточные швы вдоль всей длины шва – особенно при некачественной подготовке соединения Ведите сварку по направлению к широкому прихваточному шву или уже завершенному сварному шву Используйте обратно-ступенчатую технику сварки, как показано на Рисунке 3-46 Для снижения обратного отклонения ведите сварку по направлению от рабочего соединения, для снижения переднего отклонения – по направлению к рабочему соединению В случае процессов с обильным образованием шлака может понадобиться умеренное обратное отклонение дуги. Для этого сварку нужно вести по направлению к рабочему соединению Оберните рабочий кабель вокруг рабочего изделия, чтобы магнитное поле тока, поступающего обратно в источник питания,
Отклонение дуги хорошо заметно при сварке открытой дугой, но в случае сварки под флюсом его выявление может оказаться достаточно сложным. В таком случае оно диагностируется по дефектам сварки. Сильное разбрызгивание Для переднего отклонения характерны: Широкий сварной шов с неравномерной шириной
Конструкция креплений для сварки продольных швов цилиндров (см. Рисунок 3-47) должна предполагать расстояние между опорной балкой и рабочим изделием как минимум 2,5 см. Сварка по направлению к закрытому концу «"рогообразных"» креплений также помогает снизить обратное отклонение дуги. Крепление должно быть достаточно длинным для того, чтобы при необходимости можно было использовать конечные опоры. Не используйте в качестве подкладки медные полосы на стальных балках, как показано на Рисунке 3-48. Стальная часть подкладки лишь усилит отклонение дуги. Расстояние между зажимами должно быть минимальным. Большие промежутки могут привести к Не используйте системы фиксации с крупными стальными деталями только с одной стороны шва. Сбалансируйте их аналогичной конструкцией с другой стороны.
Понимание причин отклонения дуги и способов его диагностики позволит операторам полностью его контролировать и создавать сварные швы без связанных с ним дефектов. Сварочная дуга - Cварочные работыСварочная дугаУсловия горения дуги. Газы и пары при обычных температуре и давлении не проводят электрический ток. Электропроводными они становятся при наличии в них частиц, несущих электрические заряды (положительные и отрицательные). В обычном состоянии в воздухе имеется только незначительное число ионов и электронов. В отличие от воздуха в металлах всегда есть некоторое число свободных электронов, переносящих электрическую энергию и делающих их электропроводными Сварочная дуга представляет собой мощный и длительный электрический разряд в газовой среде между электродом и свариваемым изделием (между двумя электродами), сопровождающийся выделением большого количества тепла и световым излучением. Для возникновения электрического разряда газовый промежуток между электродом и свариваемым изделием должен быть ионизирован. В результате ионизации в газе возникают свободные носители заряда и газ становится электропроводным. Процесс ионизации воздушного промежутка протекает следующим образом. Сварочная дуга возбуждается при касании концом электрода свариваемого изделия и последующем отрыве электрода от изделия. Вследствие большого омического сопротивления в месте контакта свариваемое изделие и промежуток между ними сильно разогреваются. В металле электрода имеются отрицательно заряженные свободные электроны, а в свариваемом металле — положительно заряженные ионы. Под действием нагрева (термоэлектронная эмиссия), энергии излучаемого света (фотоэлектронная эмиссия), электрического поля, появляющегося при соединении электрода с источником электрического тока (автоэлектронная эмиссия), притяжения положительно заряженных ионов свариваемого металла электроны с конца электрода устремляются к свариваемому изделию. В воздушном промежутке электроны, сталкиваясь с атомами и молекулами воздуха и паров металла, выбивают из них электроны, образуя ионы и свободные электроны. Воздух между электродом и свариваемым изделием становится проводником электрического тока, т. е. ионизируется. В результате удара кинетическая энергия электронов и ионов превращается в тепловую и поддерживает высокую температуру электрода и свариваемого изделия. Этот процесс будет продолжаться до тех пор, пока горит дуга. Возбуждение дуги и перенос металла. При касании электрода и свариваемого изделия происходит короткое замыкание сварочной цепи. Вследствие того, что электрод и свариваемое изделие не имеют идеально ровных поверхностей, они соприкасаются отдельными выступами. Благодаря высокой плотности тока в этом месте выделяется большое количество тепла и выступы плавятся, образуя тонкую прослойку жидкого металла. Последующий отвод электрода от изделия способствует образованию в жидком металле шейки. Плотность тока и температура еще более возрастают. Расплавленный металл шейки испаряется, она разрывается, образуя сварочную дугу. Под действием сварочной дуга электрод плавится, расплавленный металл стекает в сварочную ванну в виде капель. При ручной сварке покрытыми электродами в сварочную ванну переносится 90% электродного металла, 10% уходит на брызги и пары. Электрод длиной 450 мм расплавляется в течение 1,5—2 мин. В секунду с электрода переносится 20—50 капель металла. Чем больше сварочный ток и чем толще электродное покрытие, тем больше металла переносится в виде потока мелких’ капель. У электродов с тонким покрытием, а также при сварке на ‘малых токах перенос металла крупнокапельный. Строение, свойства и виды сварочной дуги. Электрод, присоединенный к положительному полюсу источника питания сварочной дуги, называют анодом, а к отрицательному полюсу — катодом. При сварке на постоянном токе катодам может быть свариваемое изделие и электрод, т. е. сварочная дуга может иметь прямую и обратную полярность. При прямой полярности электрод соединен с минусом, а свариваемое изделие — с плюсом источника питания дуги. При обратной полярности это соединение выполнено наоборот. С помощью сварочной дуги обратной полярности уменьшают выделение тепла на свариваемом изделии (тонколистовой и легкоплавкий металл; легированные стали, чувствительные к перегреву) . Сварочная дуга (рис. 9) состоит из катодной, анодной областей и столба дуги. Катодная область расположена у катода и является источником электронов, ионизирующих дуговой промежуток. Предполагают, что длина катодной области равна длине свободного пробега электрона в газе. Анодная область расположена у анода и концентрирует электроны. Пространство, ограниченное катодной и анодной областями, называется столбом дуги. Столб дуги нейтрален — суммы зарядов отрицательных и положительных частиц равны. Температура катодной области достигает 3200°С, а анодной — 3400°С. Разница температур обусловлена тем, что катодом выбрасывается больше заряженных частиц, которые сильно бомбардируют анод, в результате чего выделяется большое количество тепла. В столбе дуги температура колеблется в пределах 5000—8000 °С. При сварке на постоянном токе на аноде выделяется 43% тепла сварочной дуги, на катоде — 36%, в столбе дуги — 21%. Длина дуги равна расстоянию между торцом электрода и поверхностью расплавленного металла. У покрытых электродов 0 4—5 мм длина устойчиво горящей нормальной дуги составляет 5—6 мм. Такая дуга считается короткой. Дуга длиной более 6 мм называется длинной. Горит она неустойчиво, металл электрода плавится неравномерно, капли металла больше подвергаются воздействию кислорода и азота воздуха, наплавленный металл пористый с неровной поверхностью. Рис. 9. Схема сварочной дуги Под действием тепла дуги металл свариваемого изделия расплавляется на определенную глубину, которая называется глубиной проплавления или проваром, а жидкий расплавленный металл — сварочной ванной. Давление газов сварочной дуги отбрасывает расплавленный металл со дна ванны на боковую ее поверхность. При этом образуется углубление — кратер. В конце сварки необходимо с помощью специальных технологических приемов заделать кратер, так как в нем, как правило, обнаруживаются усадочные рыхлости, часто переходящие в трещины. Сварочные дуги подразделяются на прямые, косвенные и комбинированные. Прямой считается дуга, которая горит между электродом и свариваемым изделием. Дугу, горящую между двумя электродами над свариваемым изделием, называют косвенной. Комбинированная сочетает в себе прямую и косвенную дуги. Дуга переменного и постоянного тока. Сварочная дуга может питаться постоянным и переменным током. В первом и во втором случаях имеются свои преимущества и недостатки. При сварке дугой переменного тока промышленной оягтоты катодные и анодные пятна меняются местами 100 раз в 1 с. В процессе перехода тока через нулевое -значение и при изменении полярности в начале и конце каждого полупериода дуга гаснет, что приводит к снижению температуры дугового промежутка. Одновременно с этим падает температура активных пятен, и особенно на активном пятне сварочной ванны следствие отвода тепла в изделие. Повысить устойчивость горения дуги переменного тока можно увеличением частоты его с помощью специальных генераторов и осцилляторов Кроме того, для повышения устойчивости горения дуги -в покрытие электродов вводят элементы с низким потенциалом ионизации (калий, натрий, кальций), которые облегчают возбуждение дуги. Дуга постоянного тока горит значительно устойчивее. Однако она имеет существенный недостаток — магнитное дутье. Сварочную дугу можно рассматривать как газовый проводник электрического тока, который под действием электромагнитных сил может отклониться от своего нормального положения. Ток, проходя но сварочным проводам, электроду и дуге, создает вокруг дуги и в свариваемом металле магнитные поля. Когда эти поля расположены несимметрично относительно оси дуги, они могут отклонять дугу как гибкий проводник тока. А это затрудняет сварку и даже может привести к обрыву дуги. При сварке на переменном токе явление магнитного дутья значительно слабее. К преимуществам источников переменого тока можно отнести меньшую их стоимость и простоту в эксплуатации. Меры борьбы с магнитным дутьем. Сила магнитного поля при сварке пропорциональна квадрату тока. Вследствие этого магнитное дутье особенно заметно при сварке на больших токах (300—400А). Однако причиной образования магнитного дутья служит только неравномерное расположение магнитного поля относительно сварочной дуги. Распределение магнитного поля в сварочном контуре зависит от места подвода тока к свариваемому изделию, его конфигурации и наличия зазоров в свариваемом стыке (рис. 10). В случае присоединения обратного провода сварочной цепи в непосредственной близости от места сварки появление магнитного дутья исключается, так как образуется симметричное магнитное поле. При удалении места присоединения от места сварки образуется несимметричное магнитное поле. Важным фактором образования несимметричного магнитного поля являются большие ферромагнитные массы, расположенные рядом со сварочной ванной (массивные металлические изделия). Массивные ферромагнитные изделия имеют большую магнитную проницаемость по сравнению с воздухом и поэтому магнитные силовые линии устремляются в среду с меньшим сопротивлением, отклоняя при этом сварочную дугу. Рис. 10. Места подвода тока относительно сварочной дуги Ослабить действие магнитных полей можно, изменив, угол наклона электрода таким образом, чтобы нижний конец электрода был направлен в сторону действия магнитного дутья, или применяя сварку короткой дугой, так как чем короче дуга, тем меньше возможность ее отклонения. Статическая вольт-амперная характеристика дуги. Для горения дуги на электроде и свариваемом изделии должно поддерживаться напряжение (напряжение на дуге), которое прямо пропорционально длине дуги. Напряжение на дуге равно сумме падений напряжения в катодной, анодной областях и столбе дуги. Для возбуждения дуги необходимо более высокое напряжение по сравнению с напряжением, установившимся в процессе сварки. Это требуется для ионизации воздушного промежутка, который еще недостаточно нагрет, и для придания электронам большой скорости. Для обеспечения устойчивого горения дуги ток и напряжение ее должны находиться в определенной зависимости, называемой статической вольт-амперной характеристикой (рис. 11). Повышение силы тока в дуге до 100А вызывает резко? увеличение площади сечения столба дуги, что при-чнт ‘К возрастанию его электропроводности и уменьшению напряжения. В этом случае характеристика дуги нязпвается падающей. При дальнейшем повышении си-лы тока до 1000А площадь сечения столба дуги увеличивается пропорционально силе тока, поэтому плотность Рис. 11. Статическая вольт-амперная характеристика дуги его и падение напряжения на всех участках столба дуги сохраняются постоянными. Такая характеристика именуется жесткой. Повышение силы тока в дуге свыше 1000А приводит к резкому возрастанию напряжения: увеличение плотности тока выше определенного значения уже не может увеличить сечение столба дуги. Поэтому напряжение на дуге повышается. Характеристику называют возрастающей. — Сварочная дуга —это мощный и длительный разряд электричества в газовой среде, сопровождающийся выделением большого количества тепла и световым излучением. При нормальной температуре и давлении газы, в том числе и воздух, не проводят электрический ток. Сварочная дуга возбуждается при соприкасании электрода с изделием. Большое омическое сопротивление приводит к тому, что электрод и воздушный промежуток, в месте контакта сильно нагреваются. Под действием тепла электроны из электрода (или свариваемого изделия), присоединенного к отрицательному полюсу источника питания, вырываются в воздушный промежуток, где сталкиваясь с атомами и молекулами воздуха, выбивают из них электроны и образует ионы и свободные электроны. Воздух между электродом и свариваемым изделием становится проводником электричества. Этот процесс продолжается до тех пор пока горит дуга. Электрод (свариваемое изделие), присоединенный к положительному полюсу источника питания сварочной дуги, называют анодом, а к отрицательному полюсу—катодом. Поверхность катода, из которой вылетают электроны, называют катодным пятном. При сварке на постоянном токе катодом может быть как электрод, так и свариваемое изделие. Сварочная дуга в данном случае может быть прямой и обратной полярности. При прямой полярности электрод присоединен к «минусу», а свариваемое изделие — к «плюсу» источника питания. При обратной полярности — наоборот. Сварочный ток обратной полярности применяют, когда нужно уменьшить выделение тепла на свариваемом изделии или при использовании электродов некоторых марок. На аноде выделяется 43% тепла, на катоде — 36%, в столбе дуги —21%. Рис. 8. Схема строения сварочной дуги рис. 9. Статическая вольт-амперная характеристика дуги Сварочная дуга (рис. 8) состоит из катодной и анодной областей, столба дуги. Катодной областью называют пространство, расположенное у катода, анодной— у анода. Пространство между катодной и анодной областями называется столбом дуги. Расстояние между конечной точкой электрода и нижней точкой поверхности расплавленного металла свариваемого изделия составляет длину дуги. Дуга бывает короткая (3—6 мм) и длинная (более 6 мм). Плавление электрода при длинной дуге протекает неравномерно, увеличивается разбрызгивание, понижается производительность, капли расплавленного металла более подвержены окислению, дуга горит неустойчиво. На свариваемом изделии в ванне расплавленного металла под действием струи газов дуги образуется углубление, называемое кратером. Под действием тепла дуги металл свариваемого изделия расплавляется на определенную глубину, которая называется глубиной проплавления или проваром, а жидкий расплавленный металл — сварочной ванной. Сварочная дуга может питаться переменным и постоянным током. При сварке на переменном токе промышленной частоты катодные и анодные пятна меняются местами 100 раз в 1 с. В процессе перехода тока через нулевое значение и при изменении полярности в начале и конце каждого полупериода дуга гаснет, что приводит к снижению температуры дугового промежутка. Одновременно с этим падает температура активных пятен, и особенно пятна сварочной ванны вследствие отвода тепла в изделие. Все это приводит к неустойчивому горению дуги. Дуга постоянного тока горит значительно устойчивее. Однако она имеет свой недостаток— магнитное дутье. Ток, проходя по сварочным проводам, электроду и дуге создает вокруг дуги и в свариваемом металле магнитные поля. Когда эти поля расположены несимметрично относительно оси дуги, они могут отклонять дугу как гибкий проводник тока, что не только затрудняет сварку, но и может привести к обрыву дуги. Распределение магнитного поля в сварочном контуре зависит также от места присоединения обратного провода сварочной цепи к свариваемому изделию, от конфигурации изделия и наличия зазоров в свариваемом стыке. Присоединение обратного провода в непосредственной близости от места сварки исключает появление магнитного дутья. Образование несимметричных магнитных полей вызывают большие ферромагнитные массы (массивные металлические изделия), расположенные рядом со сварочной ванной. Ослабить действие магнитных полей можно путем изменения наклона электрода таким образом, чтобы нижний конец электрода был направлен в сторону действия магнитного дутья, или применяя сварку короткой дугой, имеющий меньшую возможность для отклонения. Для обеспечения устойчивого горения дуги ток и напряжение должны находиться в определенной зависимости, называемой статической вольт-амперной характеристикой дуги (рис. 9). Увеличение тока в дуге до 100 А вызывает резкое увеличение площади сечения столба дуги, что приводит к увеличению его электропроводности и уменьшению напряжения. Такую форму характеристики дуги называют падающей. При увеличении тока от 100 до 1000 А площадь сечения столба дуги увеличивается пропорционально току, поэтому плотность тока и падение напряжения на всех участках столба дуги сохраняются постоянными. Характеристику тогда называют жесткой. Значение тока в дуге свыше 1000 А приводит к резкому увеличению напряжения: повышение тока выше определенного значения уже не может увеличить сечение столба дуги. Поэтому напряжение на дуге растет. Характеристика называется возрастающей. Читать далее: Что такое сварка? Сварка – подробное объяснениеПроцессы сварки – подробное объяснениеСварка заключается в соединении материалов путем их нагревания и расплавления в месте соединения с добавлением или без добавления связующего. Источником тепла обычно является сварочная дуга, образованная током, генерируемым источником сварочного тока. Дуговая сварка – это дуговая сварка. Для дуговой сварки можно использовать только тепло, выделяемое дугой, при котором детали сплавляются друг с другом.Например, так выглядит сварка вольфрамовым электродом в среде инертного газа (TIG). Однако обычно наполнитель также вплавляется в шов. Подается через механизм подачи проволоки, к которому подключен сварочный пистолет (сварка МИГ/МАГ), или вручную в виде покрытого электрода. Присадочный материал должен иметь примерно ту же температуру плавления, что и свариваемый материал. Перед началом сварки кромки свариваемых деталей должны быть подготовлены для получения подходящей разделки под сварку, напр.V-образный. Во время сварки дуга расплавляет края разделки и сварочный материал. Это создает сварочную ванну. При неразъемном сварном шве расплавленная сварочная ванна должна быть защищена от окисления и воздействия окружающего воздуха, например, защитными газами или шлаком. Защитный газ подается в сварочную ванну сварочным пистолетом. Сварочный электрод покрыт материалом (оболочкой), который при плавлении выделяет защитный газ и шлак. Наиболее часто свариваемыми материалами являются такие металлы, как алюминий, мягкая сталь и нержавеющая сталь. Но вы также можете сваривать пластмассы. При сварке пластмасс источником тепла является горячий воздух или электрический резистор. Сварочная дугаСварочная дуга представляет собой электрический импульс, протекающий между сварочным электродом и заготовкой. Дуга возникает, когда между элементами генерируется достаточно большой импульс напряжения.При сварке TIG он создается бесконтактным зажиганием или когда пользователь трется электродом о свариваемый материал (царапающее зажигание). После зажигания напряжение - подобное разряду молнии - проходит через воздушный зазор и образует дугу с температурой в несколько тысяч градусов (до 10 000°С). Поскольку между заготовкой и электродом постоянно протекает ток, перед началом работы заготовку необходимо заземлить с помощью кабеля заземления, подключенного к сварочному аппарату. При сварке MIG/MAG электрическая дуга создается за счет контакта присадочного материала с поверхностью заготовки и создания короткого замыкания.Затем эффективный ток короткого замыкания плавит конец сварочной проволоки и образуется дуга. Для получения гладкого и прочного шва сварочная дуга должна быть стабильной. Поэтому при сварке MIG/MAG сварочное напряжение и скорость подачи проволоки должны быть адаптированы к свариваемому материалу и его толщине. Техника сварки влияет на то, будет ли дуга мягкой или жесткой, и, следовательно, на качество сварного шва. Также важно расстояние между сварочным электродом и канавкой, а также поддержание постоянной скорости движения горелки.Выбор правильного напряжения и скорости подачи проволоки является основным навыком каждого сварщика. Однако современное сварочное оборудование предлагает множество функций, облегчающих работу сварщиков, таких как сохранение предыдущих настроек сварки или вызов готовых синергетических линий, что значительно упрощает настройку параметров аппарата под задачу. Защитный газ в процессе сваркиЗащитный газ часто оказывает большое влияние на производительность и качество сварки.Как следует из названия, защитный газ защищает расплавленный шов от окисления, а также от загрязнения и влаги в воздухе. В противном случае эти факторы могут снизить коррозионную стойкость сварного шва, повысить его пористость и ослабить его долговечность за счет изменения геометрии соединения. Защитный газ также охлаждает сварочную горелку. Чаще всего он состоит из аргона, гелия, углекислого газа и кислорода. Защитный газ может быть инертным или активным. Инертный газ не вступает в реакцию со сварочной ванной.Активный газ, напротив, принимает участие в процессе сварки – стабилизирует дугу и выравнивает подачу материала в сварной шов. Инертный газ используется для сварки MIG (сварка плавящимся электродом в среде инертного газа), а активный газ – для сварки MAG (сварка плавящимся электродом в среде активного газа). Примером инертного газа является аргон, который не вступает в реакцию с расплавленным сварочным швом. Это наиболее часто используемый защитный газ при сварке TIG. Однако углекислый газ и кислород реагируют с расплавленным сварным швом так же, как и смесь углекислого газа и аргона. Гелий (He) также является популярным инертным защитным газом. Гелий и смесь гелия и аргона используются при сварке TIG и MIG. Гелий способствует большему проплавлению и обеспечивает более высокую скорость сварки, чем аргон. Углекислый газ (CO2) и кислород (O2) являются активными газами, используемыми в качестве окисляющих компонентов для стабилизации дуги и сглаживания процесса подачи материала при сварке MAG. Точные пропорции компонентов защитного газа зависят от марки стали. Сварочные нормы и стандартыСварочные процессы, а также конструкция и функциональность сварочного оборудования и принадлежностей регулируются различными международными стандартами. Они содержат определения, инструкции и ограничения по процедурам и конструкции машин, направленные на повышение безопасности и обеспечение высокого качества продукции. Сварочные аппараты, как правило, подпадают под действие IEC 60974-1, а технические условия поставки и формы, размеры, допуски и маркировка изделий указаны в SFS-EN 759. Безопасность при сваркеСварка связана с рядом рисков. Электрическая дуга испускает очень яркий свет и УФ-излучение, которые могут повредить ваше зрение. Брызги и искры расплавленного металла могут обжечь кожу и вызвать пожар, а пары, выделяющиеся при горении, могут быть опасны для органов дыхания. Однако всех этих опасностей можно избежать при правильной подготовке и правильном защитном снаряжении. Для снижения риска возгорания перед началом работы проверьте окрестности места сварки и удалите все легковоспламеняющиеся материалы.Также должны быть подготовлены средства пожаротушения. Рабочее место также должно быть недоступно для посторонних. Защищайте глаза, уши и кожу соответствующими средствами индивидуальной защиты. Сварочная маска с автозатемняющимся фильтром защищает глаза, волосы и уши. Защищайте глаза, уши и кожу соответствующими средствами индивидуальной защиты. Рабочее место также должно иметь достаточную вентиляцию для удаления сварочного дыма. Подробнее о безопасности при сварке Методы сваркиМетоды сварки классифицируются по способу выделения тепла и способу подачи присадочного материала. Выбор конкретной техники зависит от свариваемого материала и его толщины, требуемой эффективности работы, желаемых эстетических качеств и целевого качества сварного шва. Наиболее распространенными методами сварки являются MIG/MAG, TIG и MMA (сварка электродом с покрытием).Самым старым, самым известным и наиболее часто используемым методом является сварка ММА. Он широко используется для установки и наружных работ, требующих оборудования, которое легко носить с собой и использовать. Медленная сварка TIG дает очень хорошие швы, поэтому этот метод используется для видимых или очень точных сварных швов. Сварка MIG/MAG чрезвычайно универсальна, поскольку нет необходимости отдельно подавать присадочный материал в сварочную ванну.Вместо этого сварочная проволока из сварочного пистолета подается непосредственно в сварочную ванну в газовой защите. Существуют также другие методы сварки для специальных применений, такие как лазерная, плазменная, дуговая сварка под флюсом, ультразвуковая, автоматическая сварка с ЧПУ, точечная сварка и сварка трением. .Что такое электродуговая сварка?Хотя дуговая сварка является одним из старейших методов соединения металлических предметов, она до сих пор широко используется в промышленности и энтузиастами-любителями. Однако знаете ли вы, что такое электродуговая сварка? Узнайте в нашей статье! Что такое электрическая дуга?Прежде чем объяснять, чем характеризуется данный способ сварки, стоит ознакомиться с его основами.Я говорю об электрической дуге, конечно. Что это такое и как это делается? Электрическая дуга — это канал, который светится между двумя элементами с противоположными полюсами. Точнее, один объект перенасыщен электронами, то есть отрицательно заряженными частицами, а другой их не имеет, что делает его заряженным положительно. — ЛУЧШИЙ МОМЕНТ ПРОВЕРЬТЕ ТОВАРЫ СКИДКИ Поскольку все в природе стремится к равновесию, ионы делают все возможное, чтобы смешаться.В результате происходит пробой, который создает высокую температуру и напряжение. Они ионизируют молекулы воздуха, создавая электропроводящую плазму. Кратковременный ионный обмен протекает в виде искры или молнии, а долговременный — в виде электрической дуги. Что такое дуговая сварка?Как нетрудно догадаться, дуговая сварка использует высокую температуру, образующуюся во время пробоя, для неразъемного соединения металлических элементов.Сварщик в зависимости от выбранной силы тока, давления газа, типа аппарата и условий может нагреть металл от 3500 до 15500°С. Явление лежит в основе популярных методов сварки: MIG/MAG, TIG и MMA. Сварка методом MIG/MAGСварка MIG/MAGоснована на использовании плавящегося электрода в виде сварочной проволоки и защитного газа. Газ может быть инертным, например, аргон или гелий, или активным, как углекислый газ. В первом случае речь идет о сварке MIG (Metal Inert Gas), а во втором – MAG (Metal Active Gas). Электрическая дуга вызвана так называемым контакт тока между свариваемым объектом и концом проволоки, выходящей из горелки. Высокая температура расплавляет электрод, образуя жидкую сварочную ванну, которая при затвердевании становится сварным швом. Это делает возможной дуговую сварку MIG/MAG. Роль защитного газа заключается в защите сварочной ванны от окисления и других внешних воздействий. Это необходимо для обеспечения надлежащей прочности сварного шва. Сварка ВИГСварка TIGотличается от ранее описанной техники использованием неплавящегося вольфрамового электрода. Однако, как и при сварке MIG, для защиты сварочной ванны используется аргон, гелий или смесь инертных газов. Поскольку температуры дуговой сварки недостаточно для расплавления вольфрама, содержащегося в электроде, необходимо использовать внешний материал, формирующий сварной шов. Поэтому метод TIG часто требует использования специальных стержней или проволоки, которые плавятся во время сварки.Иногда достаточно оплавить края соединяемых объектов, чтобы получился сварной шов. Сварка ММАПоследний из описанных способов – это сварка покрытым электродом, т.е. с применением сварочных аппаратов ММА. Упомянутый электрод состоит из металлического сердечника и специального покрытия. Электрическая дуга создается между заготовкой и сердечником. Высокая температура плавит металлический стержень, который при затвердевании образует сварной шов. Крышка предназначена для обеспечения надлежащего качества соединения.Во время сварки образует шлак, защищающий дугу. Кроме того, газы выделяются из запаздывания, экранирующего гидродинамический шов. Благодаря этому готовое соединение отличается высокой прочностью. Стоит отметить, что при методе ММА электродуговая сварка может осуществляться с питанием переменным или постоянным током и с положительной или отрицательной полярностью. Дуговая сварка требует соответствующего оборудованияДуговая сварка не очень сложна по сравнению с другими методами.Однако, если вы хотите его использовать, вам понадобится подходящий сварочный аппарат. Стоит подумать, какое оборудование будет соответствовать вашим ожиданиям. Вы можете выбрать из различных моделей сварочных аппаратов MIG/MAG, TIG и MMA. Принимая это непростое решение, помните, что вы можете рассчитывать на помощь профессионалов. Советы, какой инверторный сварочный аппарат купить для своей мастерской, смотрите в нашей следующей статье. . Описание метода TIG | ICD.pl
Описание метода TIGICD.pl 2 февраля 2015 Сварка TIGСварка TIG (вольфрам в инертном газе) заключается в создании электрической дуги с использованием неплавящегося вольфрамового электрода в среде инертного газа. Часто встречается обозначение GTAW (Gas Tungsten Arc Welding) (в основном в США). Сварочная дуга между неплавящимся электродом и заготовкой расплавляет поверхность заготовки. При сварке TIG нет необходимости использовать какой-либо дополнительный материал.Сварные элементы можно соединять путем переплавки разделки под сварку. Однако если используется дополнительный материал, то он вводится в ванну вручную, а не с помощью сварочного пистолета, как в методе MIG/MAG. Поэтому при сварке TIG сварочная горелка имеет совершенно другую конструкцию, чем горелка, используемая в методе MIG/MAG. Связующее обычно выпускается в виде проволоки (стержня) длиной 1 м и правильно подобранного диаметра. Процесс сварки TIG происходит в атмосфере химически инертного защитного газа, обычно аргона или гелия, поступающего из сопла электрододержателя.Защитный газ защищает сварной шов и электрод от окисления, но не влияет на металлургический процесс.
Особенности сварки с помощью не снимаемого электрода TIG
Применение метода TIG Метод TIG позволяет получить чрезвычайно чистый и высококачественный сварной шов .В процессе не образуется шлак, что исключает риск загрязнения шва его включениями, а готовый шов практически не требует очистки. Метод TIG чаще всего используется для сварки нержавеющих сталей и других высоколегированных сталей и таких материалов, как алюминий , медь , титан , никель и их сплавы. Сварка ВИГ используется, среди прочего, для сварки труб, трубопроводов и тонких листов.Используется в различных отраслях промышленности, в том числе пищевая, химическая, автомобильная, авиационная. .Аппараты MIG/MAG - Reweld 9000 1Сварка методом MIG/MAG, который является универсальным, позволяющим получать металл шва на очень высокой скорости и во всех положениях. Сварка MIG/MAG заключается в сварке электрической дугой, производимой между плавящимся электродом и свариваемым материалом. Расходуемый электрод представляет собой постоянно подаваемую проволоку. В методе сварки MIG/MAG электрическая дуга горит между металлическим электродом в виде непрерывной проволоки и заготовкой.Дуга и ванна расплавленного металла защищены потоком инертного или активного газа. Метод MIG/MAG подходит для сварки большинства материалов; следовательно, компания предлагает сплошные и порошковые электродные проволоки, подходящие для различных марок металлов. Для процесса сварки плавящимся электродом в среде защитных газов используются следующие термины:
Применение метода MIG/MAG Метод MAG применяется в основном для соединения нелегированных, низколегированных и высоколегированных конструкционных сталей, а метод MIG используется для сварки алюминия, магния, меди и других цветных металлов и их сплавов. Полуавтоматическая сварка MIG/MAG применяется практически во всех отраслях сварочной промышленности. Ниже мы предлагаем сварочные аппараты MIG/MAG, которые обычно используются в:
Предлагаем сварочное оборудование MIG/MAG.Современное состояние и перспективы развития динамического регулирования источников питания для сварки ГМА
Усовершенствованные концепции систем управления источником питания позволяют пользователю адаптировать динамические свойства источника питания к условиям сварки в процессах GMA. В статье рассматриваются параметры сварочного процесса, которые могут быть определены как переменная «динамика дуги» в современных источниках питания, таких как инверторы MICOR нового поколения, которые служат для расширения технологической полезности методов GMA и устранения недостатков в выборе параметры сварки.Представлены технологические преимущества и примеры применения при сварочных работах. Abstract 1. Введение На рис. 2 показано пересечение характеристики дуги (нормированной характеристики рабочего напряжения) (LK), которая определяется серией различных физических взаимодействий В сварочном оборудовании группы методов ГМА предусмотрена возможность изменения индуктивности сварочной цепи (т.н.дроссель), воздействующий на поток капель в дуге путем распыления или короткого замыкания, и одновременно снижая статические характеристики внешней сварки источника питания, показанного на рис. 3, за счет кратковременного заряда дополнительной высвобождаемой энергии в сварочный контур после отрыва капли. Рис. 4. Схематическое изображение эффекта дросселя при расширении статической рабочей точки от источника сварочного тока и характеристики статической нагрузки до динамической рабочей области идеализированного дугового процесса с коротким замыканием; стрелки указывают направление движения рабочей точки Рис. 5. Влияние дросселя на временные осциллограммы сварочного напряжения u (t) и сварочного тока i (t) неидеализированного процесса с короткозамкнутым переносом материала; относительно идентификации рабочей точки на рис.4 Увеличение или уменьшение протекающего тока подавляется дросселем с соответствующей индуктивностью, дополнительная энергия поглощается и высвобождается с задержкой в зависимости от условий сварки, возникающее в результате смещение рабочей точки называется динамическим перемещением рабочей точки. Влияние на статические и динамические сварочные свойства источника питания особенно заметно в случае прохождения капли методом короткого замыкания, показанного на рис.4 и рис., его уменьшение в фазе горения дуги без короткого замыкания. , среднее значение напряжения дуги и сварочного тока при коротком замыкании и фазе без короткого замыкания дуги, а также значение подачи проволоки.Степень влияния на характеристики обычного источника напряжения за счет регулирования статических и динамических характеристик с помощью дросселя невелика, что приводит к ограничению адаптируемости традиционных источников сварочной энергии. Источники напряжения с цифровым управлением могут изменить описанные физические соотношения между статической характеристикой и индуктором. В современных цифровых источниках питания существует практически неограниченное количество вариантов изменения различных параметров в процессе сварки, как показано на рис.6. Это означает, что можно сильно повлиять на свойства классического источника энергии, улучшив его работу в гораздо большей степени, чем при использовании классического дросселя. 6. Пример параметров виртуального дросселя источника сварочного тока с цифровым управлением 2. Синергетический контроль 3 Динамическая коррекция Существует много причин влиять на изменение динамических характеристик в процессе сварки, даже если исходные настройки (например, сгенерированные синергетической системой управления) обеспечивают стабильную сварку. Основной причиной является субъективная оценка сварщиком протекания процесса дуговой сварки, а также возможность подстраивать условия под собственные нужды и ожидания, которые часто трудно параметризовать. Устройства, оснащенные такими дополнительными параметрами, смогут удовлетворить все индивидуальные ожидания и требования сварщика, т.е.«жесткая», «средняя» или «мягкая» дуга. Приборы LORCH MicorMIG позволяют задавать динамику дуги как индивидуально выбираемый параметр, отображаемый на главной панели в приборах путем настройки «Динамическая дуга», показанной на рисунке 7. Рис. 9. Пример параметров «виртуального дросселя» источника сварочного тока с цифровым управлением с дополнительными возможностями настройки динамики Дополнительные возможности плавной регулировки показаны на рис.9, основанный на коротком замыкании переноса капли в сварочной дуге. Изменение субъективной оценки сварщиком дуги и определение ее как «жесткой» или «мягкой» дуги осуществляется путем изменения работы дуги на постоянных режимах, т.е. с постоянной подачей проволоки, но с изменением: напряжения дуги и средний сварочный ток. При изменении настроек «динамики дуги», с одной стороны, должно достигаться желаемая стабильная дуга с малым количеством брызг и неизменной подачей проволоки, а с другой стороны, автоматический контроль изменения величины напряжения дуги. 4 Технический эффект В современном сварочном оборудовании с цифровым управлением - динамическая регулировка формы тока и напряжения обеспечивает стабильное зажигание дуги. За счет программирования динамического увеличения напряжения и, следовательно, мощности дуги, конец электродной проволоки быстро плавится в начальной фазе, что предотвращает начальное разбрызгивание (рис. 10).
Рис. 10. Запуск процесса сварки с «горячим стартом»; 1) начальное зажигание дуги по нарастающей динамике; 2) формирование сварочной ванны по мере увеличения напряжения дуги и корректировка динамики дуги; 3) стабилизация сварочного процесса после начала сварки Во время сварки пользователь выбрал соответствующие настройки из синергетических кривых из-за изменений в динамике дуги, которые можно регулировать во время сварки, особенно когда переход материала происходит в режиме короткого замыкания. На рис.11 показаны эффекты изменения «динамики дуги». Корректировка «динамики дуги» влево, т. е. уменьшение значения, вызывает «более мягкую» дугу, оставаясь в корреляции с увеличением напряжения и тепловой энергии дуги. Дуга и впадина становятся больше, шире, дуга ярче. и более гибкий.Например, этот тип дуги подходит для сварки корня шва с V-образной фаской или плосковогнутого углового шва, а также материалов с относительно высоким коэффициентом теплопроводности, дает особенно низкое разбрызгивание, который можно использовать во многих приложениях.Регулировка «динамики дуги» вправо, т. е. увеличение значения, приводит к «более жесткой» дуге в сочетании со значительно более низким напряжением и меньшей тепловой энергией. Дуга более концентрированная, узкая, «жесткая». Этот тип дуги подходит для сварки угловых швов или тонких заготовок и материалов с низкой теплопроводностью.
Резюме и выводы Современные источники питания с использованием инвертора по сравнению со стандартным сварочным источником GMA характеризуются не только бесступенчатой регулировкой напряжения по отношению к ступенчатой настройке трансформатора, но и предлагают пользователю гораздо больше преимуществ благодаря расширенным функциям. и возможности применения.В основе этого лежит возможность регулировать динамику дуги, сохраняя при этом стабильную дугу и небольшое количество брызг. Динамическое управление дугой на источниках сварочного тока GMA предоставляет пользователю простой и практичный способ регулировки характеристик источника напряжения в соответствии со своими конкретными потребностями. Практическое применение контроля динамики дуги возможно благодаря современным источникам напряжения с цифровым управлением, которые доступны на рынке в виде серии Lorch Micor-MIG.
Авторы: Марек Венгловски, Биргер Яшке, Томаш Хмелевски др инж.Марек Венгловски - Академия сварки
Была ли статья полезна для вас? Хотите получать информацию о новых статьях? Оставьте нам свой адрес электронной почты. .ARC FORCE -Словарь сварщикаARC FORCE Удобная функция сварки!Имеющиеся на рынке сварочные аппараты оснащены многими практичными функциями. Одним из них является ARC FORCE в ММА, т.е. регулирование тока короткого замыкания. Однако многие не знают, для чего нужна упомянутая опция и как установить ее значение. Что такое СИЛА ДУГИ?
СИЛА ДУГИ - определениеFORCE FORCE — это функция, обеспечивающая наилучшие настройки для стабильной дуги и низкого уровня разбрызгивания.Другими словами, благодаря ARC FORCE электрическая дуга, необходимая для сварки, горит равномерно, без коротких замыканий, которые мешают или препятствуют соединению материалов. При сварке часто образуется большое количество брызг, то есть капель расплавленного металла, которые необходимо удалять. После включения функции ARC FORCE значительно снижается количество брызг, что позволяет работать более комфортно.
Как работает ARC FORCE?Благодаря функции ARC FORCE можно регулировать динамику сварочной дуги, т.е. длину электрического разряда между электродом и обрабатываемым материалом.При укорочении дуги увеличивается сварочный ток, что способствует стабилизации и устранению коротких замыканий. В случае увеличения значения СИЛА ДУГИ возможна сварка короткой дугой (при высокой скорости плавления электрода) и более глубоким проплавлением материала. С другой стороны, уменьшение значения описанной функции делает дугу более мягкой, а глубину проплавления меньше.
Как настроить ФОРМАТ ДУГИ?Включение функции ARC FORCE увеличивает мощность, подаваемую на дугу при соединении электрода с заготовкой каплями расплавленного металла.Это не только предотвращает короткое замыкание, но и заставляет капли двигаться быстрее. Установка высокого значения функции позволяет выполнять сварку путем «вдавливания» электрода в сварочную ванну. В этом случае при обработке материала электрод плавится с постоянной высокой скоростью, а минимальная длина дуги остается стабильной. Чем меньше значение функции ARC FORCE, тем меньше становится глубина проплавления (при этом получается более мягкая дуга).
Рекомендуемые артикулы: # КАКОЙ ИНВЕРТОРНЫЙ СВАРОЧНЫЙ АППАРАТ ДЛЯ ДОМА? # ИМПУЛЬСНАЯ СВАРКА MIG MAG СВАРОЧНЫЙ АППАРАТ ХАРАКТЕРИСТИКИ# ИНВЕРТОРНЫЕ СВАРОЧНЫЕ АППАРАТЫ ПАТОН НОВОЕ В ПРЕДЛОЖЕНИИ # ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ ДЛЯ МАСТЕРСКИХ # АВТОМАТИЧЕСКИЙ ШЛЕМ SHERMAN V4 - ALLWELD ASSESSMENT
Смотрите другие интересные статьи из нашего блога: - Сварка цинка - вся самая важная информация о сварке цинком - Сварка латуни - вся самая важная информация по сварке этого металла - Сварка алюминия - вся важная информация о сварке этого металла - Сварка чугуна - вся самая важная информация по сварке этого металла - Сварка электродом - вся самая важная информация по сварке электродом ММА - Инверторные сварочные аппараты - Все о инверторных сварочных аппаратах— зарядное устройство — см. рекомендуемые зарядные устройства .- Обозначение сварных швов - Посмотрите, какие виды сварных швов бывают Руководство по покупке: - Сварщик для любителя и начинающего домашнего мастера - Инверторный сварочный аппарат до 500 злотых - Инверторный сварочный аппарат до 1000 злотых - Инверторный сварочный аппарат от 1000 до 2000 PLN - Как правильно выбрать сварочный аппарат для ваших нужд . Миграционная сварка | MIG MAG – консультация на ProfiMarket.plДуговая сварка в среде защитного газа (MIG/MAG)Общая информация. Способ дуговой сварки плавящимся электродом в газовой защите (GMAW - Gas Metal Arc Welding) нашел свое применение в промышленности в начале 1950-х годов, практически полностью заменив ручную электродуговую сварку электродами с покрытием (MMA - Manual Metal Arc ). Первоначально в качестве защитного газа использовались только благородные газы — аргон и гелий.Введение в электродную проволоку раскислителей позволило производить сварку в среде углекислого газа и газовых смесей. Большинство свариваемых материалов можно сваривать методом MIG/MAG. Легированные и нелегированные стали, алюминий и его сплавы, а также медь, цирконий, титан и их сплавы. Метод MIG/MAG позволяет выполнять полуавтоматическую ручную сварку, а также полностью автоматизированные сварочные процессы с использованием специально разработанных роботов. Сегодня, благодаря своим многочисленным преимуществам, это один из самых распространенных способов сварки и наплавки металлов.Применяется в производственной сфере, при ремонте и регенерации деталей машин, в кузовных работах и других сферах жизни. В зависимости от вида используемого защитного газа различают два основных метода: MIG - Metal Inert Gas - дуговая сварка плавящимся электродом в виде сплошной проволоки в среде инертного газа (аргон, гелий). MAG - Metal Active Gas - дуговая сварка плавящимся электродом в виде сплошной проволоки в среде активных химических газов или газовых смесей (двуокиси углерода, газовых смесей - CO2+Ar, CO2+Ar+O2 и др. ). |