

|
|
Подрез сварочного шваПодрез при сваркеПодрез – это дефект в виде канавки вдоль шва на металле. Обычно возникают при слишком длинной дуге или недостаточном напряжении. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. Исправляется он более короткой дугой или корректировкой силы тока в большую сторону. При слишком высокой скорости сварки и повышенном напряжении сварной шов образуется «горбатым». Из-за быстрого затвердевания сварочной ванны также образуются подрезы. Уменьшение скорости сварки постепенно сокращает размер подреза и в конечном итоге устраняет этот дефект.
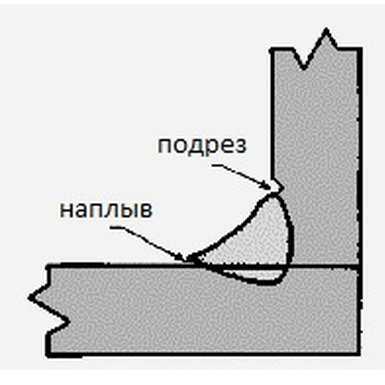 При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется он снижением силы тока и/или укорочением дуги. Наиболее часто подрезы возникают при сварке угловых швов и первых слоев многослойных стыковых швов. Подрез приводит к резкой концентрации напряжений в тех случаях, когда он расположен перпендикулярно к направлению главных напряжений, действующих на сварное соединение. Для конструкций, работающих при вибрационных нагрузках, подрез существенно снижает прочность сварного соединения. Устранение подреза производится наплавкой небольшого тонкого шва по линии этого дефекта. В силу ряда причин допускается использование подреза сварных швов, которые чаще всего вынуждены использовать в сложных конструкционных решениях. Для точного определения необходимости устранения подреза, учитываются следующие факторы:
Подрезы в сварке – что это, из-за чего они появляются и как устранитьСодержание статьи:  Подрезы в сварке – что это, из-за чего они появляются и как устранить Подрезы в сварке – что это, из-за чего они появляются и как устранитьПодрезы в сварке — это разновидность дефекта, который представляет собой канавку вдоль сварного шва. Подрез образуется вследствие слишком длинной дуги, при маленьком напряжении или в результате ошибок сварщика при выполнении сварочных работ. В результате этого шов получается широким и некрасивым, с недостаточным количеством наплавленного металла. Чаще всего металл наплавляется по краям, что и приводит к появлению такого дефекта как подрез. В данной статье будет рассказано о том, что такое подрезы в сварке и из-за чего они случаются. Подрезы в сварке – что это такое, из-за чего они появляются и как устранитьЛюбой дефект сварных швов недопустим, если нужно получить качественное, прочное и надежное соединение. Подрезы, как и непровары, а также другие дефекты, приводят к тому, что соединение ослабевает и обладает недостаточной прочностью.
Возникновение подрезов в сварке происходит по следующим причинам:
Достаточно часто подрезы сварного шва возникают и при сварке угловых соединений, а также первого слоя многослойных соединений. Подрезы в сварке сильно снижают прочность сварных соединений, в особенности тех изделий, которые будут работать при высоких вибрационных нагрузках. Как устранить подрез сварного шваВ основном подрезы в сварке устраняются путем наплавления металла по линии дефекта. Также допускается осуществлять надрез сварного соединения, для устранения подобного рода дефекта в сварке.
При этом следует брать во внимание следующие нюансы:
Подрезы в сварке — это достаточно распространённый дефект, который приводит к снижению прочности сварных соединений. Чтобы они не возникали важно понимать причины появления подрезов, а также знать, как именно можно их устранить. Поделиться в соцсетях Дефекты сварки: виды и причиныДефекты сварных швов при соединении металлических деталей методом плавления возникают из-за нарушения норм сварки, правил использования аппарата, его неисправности или неверного подбора оснастки. В результате страдает либо внешний вид готового изделия, либо его эксплуатационные характеристики.
Дефекты сварки классифицируются в соответствии с государственным стандартом ГОСТ 30242-97 и делятся на шесть групп:
Трещины образуются в результате нарушения межкристаллических связей в структуре металла, быстро распространяются по поверхности, приводя к её разрушению. Причинами появления трещин могут быть другие дефекты шва, из-за которых возникает повышенное напряжение поверхности, а также сварки при слишком низкой температуре, повышенное содержание в металле серы или фосфора, сосредоточение большого количества швов на малой площади. Поры представляют собой пузырьки газа в толще металла и образуются в результате реакции углерода с закисью железа. Другой причиной появления пор может стать то, что газы, содержащиеся в металле, не успевают полностью выделиться в процессе сварки. К схожим дефектам относятся полости и кратеры. Они образуются в том случае, если варка производится отсыревшим электродом, либо если на поверхности самого металла или сварочной проволоки осталась ржавчина. Твёрдые включения внутри шва — это шлак, который не успел всплыть на поверхность сварочной ванны. Такое случается, если варка выполняется слишком быстро или поверхности и кромки были плохо очищены. При многослойной сварке шлак образуется при некачественной зачистке швов между слоями. Непроварами называют такие дефекты, в результате которых детали соединяются между собой не по всей длине шва. Непроваренные участки обладают высоким показателем напряжения, что ведёт к постепенному разрушению изделия. Такой дефект считается одним из самых опасных. Причинами непровара могут стать слишком малые показатели сварочного тока, большая скорость сварки, излишняя длина дуги, смещение кромок или неправильно выбранная полярность сварочного аппарата. К нарушениям формы сварочного шва относятся:
Под исправлением дефектов обычно понимается подварка шва в нужном месте. Исправлять шов более двух раз не рекомендуется, поскольку это приводит к истончению поверхности металла и образованию прожогов.
Техника выполнения сварных швов покрытым электродомТехника выполнения сварных швовПод техникой выполнения сварных швов понимают выбор режимов сварки и приемы манипулирования электродом. Возбуждение электрической дугиЗажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги - в процессе сварки при ее обрыве. Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию ("прилипнет"). Отрывать "прилипший" электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ. После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание. Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать "прилипание" электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов. Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв. Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям. Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя. Рис. 2. Угол наклона электрода: а - в горизонтальной плоскости; б- в вертикальной плоскости. В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу. При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла. Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют "ниточным". Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов. Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика. При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом. Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3. Рис. 3. Основные способы поперечных движений торца электрода Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва. Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид. При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика. При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика. Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности. На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим. Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах. Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области. Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва. Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений. Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений. Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6. Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются. Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении. Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз. При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления. Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7. В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва. Рис. 7. Положение электрода при наплавке валиков в вертикальном положении снизу вверх с поперечными колебаниями электрода (а) и траектория движения электрода (б). Сварку можно также производит путем поддержания постоянного перемещения сварочной ванны, при этом нужно быть очень осторожным, чтобы не допустить вытекания расплавленного металла сварочной ванны. При соблюдении этого условия перемещение электрода вверх может производиться по любой из сторон сварного соединения, при этом необходимо производить <растяжение> сварочной дуги, но не допускать ее обрыва. Нельзя держать сварочную дугу слишком долго вне кратера - это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом. При наплавке валиков на прямой полярности, сварочный ток должен быть несколько выше, чем при сварке на обратной полярности. Поскольку при сварке на прямой полярности выше производительность наплавки, а также больше количество шлака, скорость перемещения электрода должна быть выше. Подрезы не составляют сколь-нибудь значительной проблемы, поэтому отпадает необходимость задержки электрода на боковых поверхностях свариваемых кромок. Наплавка валиков в вертикальном положении с поперечными колебаниями электрода в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 8. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва. Рис. 8. Положение электрода при наплавке валиков в вертикальном положении сверху вниз с поперечными колебаниями электрода (а) и траектория движения электрода (б) Несмотря на то, что в настоящее время в промышленности взят курс на полное исключение сварки в потолочном положении за счет соответствующего позиционирования, на сегодняшний день каждый сварщик должен уметь вести сварочные работы в этом пространственном положении. Сварка в потолочном положении распространена при строительстве трубопроводов, в судостроении и при строительно-монтажных работах. Рис. 9. Положение электрода при наплавке узких валиков в потолочном положении Наплавка узких валиков в потолочном положении может производиться как на обратной, так и на прямой полярности. Величина сварочного тока при обратной полярности такая же, как при сварке в вертикальном положении. При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика. Во время процесса сварки на обратной полярности необходимо поддерживать короткую дугу, сварочная ванна не должна быть слишком сильно перегрета. При сварке на прямой полярности длина дуги должна быть несколько длиннее. Небольшие колебания электрода вперед-назад относительно направления сварки служат для предварительного подогрева сварного шва, кроме того, они способствуют предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. Некоторые сварщики при сварке на прямой полярности предпочитают перемещать электрод во время сварки очень маленькими участками, при этом необходимо обращать внимание на опасность получения сварного шва с большой выпуклостью, а также на образование толстой корки шлака. При сварке на прямой полярности опасность появления подрезов практически исключена. Во многих случаях при выполнении сварных соединений в потолочном положении, возникает необходимость в наплавке валиков с поперечными колебаниями электрода. Это значительно сложнее, чем наплавка узких валиков. Наплавка валиков с поперечными колебаниями электрода в потолочном положении, производится на обратной полярности. Величина сварочного тока не должна быть слишком большой. Положение электрода должно соответствовать изображенному на рис. 10а. Большое значение имеет поддержание короткой дуги, а также стабильности дугового промежутка по всей ширине наплавляемого валика. Наплавку можно производит путем перемещения всей сварочной ванны, однако при этом необходимо быть очень осторожным, чтобы не допустить приобретения расплавленным металлом сварочной ванны слишком высокой текучести, что, в конечном счете, приведет к вытеканию сварочной ванны. Если данное препятствие будет устранено, то электрод можно перемещать вперед вдоль любой из свариваемых кромок (рис. 106). При этом допускается удлинение дуги, без ее обрыва. Нельзя допускать, чтобы сварочная дуга находилась в кратере больше времени, чем необходимо для его полной заварки. Электрод должен быстро перемещаться поперек лицевой стороны сварного шва, с тем, чтобы не допустить избыточного перегрева металла, наплавленного в средней части сварного шва. При сварке в потолочном положении могут возникнуть проблемы, связанные с подрезами. Они решаются с помощью задержек электрода на боковых кромках соединения. Рекомендуется не превышать ширины сварного шва свыше 20 мм. Рис. 10. Положение электрода при наплавке валиков с поперечными колебаниями электрода в потолочном положении (а) и траектория перемещения электрода (б) Сварка торцевого соединения в нижнем положенииТорцевые соединения широко применяются в конструкциях сосудов, не подвергаемых воздействию высокого давления. Торцевые соединения - это очень экономичные соединения, но они не выдерживают значительных растягивающих или изгибающих нагрузок. Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной. Во время сварки для полного охвата всей поверхности соединения рекомендуется производить небольшие поперечные колебания электрода. Однако следует помнить об опасности увлечения такими колебаниями. При излишне широких колебаниях электрода металл начнет свешиваться с краев соединения. Следует быть внимательным при расплавлении обеих кромок и при обеспечении хорошего проплавления. Сварка стыкового соединения без скоса кромок в нижнем положенииДанный тип сварного соединения широко используется в промышленности для конструкций обычного назначения. При двухсторонней сварке металла, толщина которого не превышает 6 мм, данное соединение будет весьма прочным. Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично. Сварка стыкового соединения без скоса кромок для обеспечения повышенного тепловложения, производится на обратной полярности. При сварке необходимо обеспечивать возвратно-поступательные перемещения электрода вдоль оси шва. Это будет приводить к предварительному подогреву металла перед сварным швом, сведет к минимуму риск получения прожога и обеспечит вытеснение расплавленного шлака на поверхность сварочной ванны, что исключит вероятность образования неметаллических шлаковых включений в металле сварного шва. В процессе сварки особенно важно поддержание постоянства скорости и равномерности перемещения электрода вдоль оси шва, а также величины зазора между электродом и изделием (длины дуги). При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог. Слишком длинная дуга приводит к ухудшению внешнего вида шва, к ухудшению проплавления, к избыточному разбрызгиванию и низким показателям механических свойств металла сварного шва. Сварка в нижнем положении таврового соединения (сварка в "лодочку") однопроходным угловым швомПри образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° - сварка "в лодочку" (рис. 11а), а при наклоне под углом 30 или 60° - в несимметричную "одочку" (рис. 116). Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис. 11в Рис. 11. Положение электрода при сварке "в лодочку": a - сварка в симметричную "лодочку"; б - сварка в несимметричную ; в - пространственное положение электрода При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны. Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход. Сварка в нижнем положении таврового соединения (сварка в "лодочку") многопроходным угловым швом.Очень часто при сварке таврового соединения в нижней) положении необходимо производить многопроходную сварку. Однопроходные угловые швы должны иметь катеты, которые превышают диаметр используемого электрода не более чем на 1,5-3,0 мм. При многопроходной сварке угловых швов число слоев определяют, исходя из диаметра электрода, при этом толщина каждого слоя не должна превышать (0,8-1,2)dэ. Поскольку тавровое соединение в нижнем положении образует кромки, подобно стыковому соединению со скосом кромок, сварка может выполняться с использованием техники сварки с поперечными колебаниями электрода, при этом ширина шва не должна превышать (1,5-5)dэ. Если слой сварного шва превышает допустимую ширину шва, то наплавка каждого слоя производится необходимым количеством валиков. При сварке данного соединения первый проход выполняется электродом толщиной 4-6 мм без поперечных колебаний. Последующие проходы выполняются электродами меньшего диаметра. При сварке этих проходов необходимо применять поперечные колебания электрода, при этом амплитуда колебаний электрода не должна превышать допустимой ширины шва. При сварке на обратной полярности поддерживается несколько меньшая длина дуги, чем на прямой полярности. При этом необходимо тщательно контролировать процесс сварки, с тем, чтобы избежать появления возможных подрезов. Для этого можно применять задержки электрода в крайних точках амплитуды поперечных колебаний электрода при одновременном тщательном контроле ширины сварного шва и амплитуды поперечных колебаний электрода. Перед наплавкой каждого слоя или валика необходимо тщательно очищать от шлака поверхность сварного шва, в противном случае неизбежно появление шлаковых включений. В начале и при возобновлении сварки необходимо тщательно заваривать кратеры сварных валиков. Сварка углового соединения с наружным углом в нижнем положенииУгловые соединения с наружными угловыми швами встречаются намного реже, чем стыковые, нахлесточные и тавровые соединения. Это соединение является в высшей степени технологичным, поскольку его очень просто подготовить к сварке, а параметры режима сварки напоминают применяемые при сварке стыковых соединений со скосом кромок. Для обеспечения максимальной прочности в сварном соединении необходимо получить проплавление с обратной стороны. Добавление внутреннего углового шва к наружному значительно повышает прочность всего углового соединения. Как уже отмечалось, стоимость подготовки подобного соединения весьма невелика, однако при сварке подобных соединений из металла большой толщины значительную величину затрат составит стоимость электродов. Сварку углового соединения с наружным углом в нижнем положении выполняют на обратной полярности. При сварке данного соединения положение электрода должно соответствовать изображенному на рис. 12. При первом проходе используется техника сварки, применяемая при наложении узкого шва, без поперечных колебаний. Значение сварочного тока не должно быть слишком большим. Сварной шов при первом проходе должен обеспечить полное проплавление обратной стороны соединения и хорошее сплавление с обеими пластинами. Большое значение для достижения этой цели имеет поддержание короткой дуги. Рис. 12. Положение электрода при сварке углового соединения с наружным углом в нижнем положении При выполнении второго, третьего и последующих проходов сварочный ток следует установить на повышенный режим. При выполнении данных проходов используется техника поперечных колебаний электрода. Третий проход должен производиться с более широкой амплитудой колебаний, чем второй. Техника выполнения второго и последующих проходов аналогична выполнению данных проходов при сварке в "лодочку" многопроходным угловым швом. Во время сварки необходимо следить за ограничением ширины поперечных колебаний электрода. Для устранения подрезов рекомендуется производить кратковременную остановку электрода в крайних точках траектории поперечных колебаний. Удостоверьтесь в том, что достигается хорошее сплавление с ранее наложенными слоями и с обеими поверхностями пластины. Последний проход не должен иметь слишком большую высоту. После каждого прохода необходимо тщательно очистить наплавленный металл от шлаковой корки. Сварка стыкового соединения со скосом кромок на подкладке в нижнем положенииДанный тип сварного соединения достаточно часто применяется при сварке трубопроводов, сосудов высокого давления и корабельных конструкций. Сварка данного соединения производится на обратной полярности. Для первого прохода устанавливается невысокое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 13. Сварка производится узким валиком без поперечных колебаний электрода. Во время сварки необходимо следить за тем, чтобы обеспечить хорошее сплавление с подкладкой и поверхностями разделки в корневой части соединения. Поверхность шва должна быть максимально плоской. Рис. 13. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в нижнем положении Второй, третий и последующие проходы могут производиться при повышенных значениях сварочного тока. Перемещение вдоль оси шва не должно быть слишком быстрым, иначе поверхность шва будет неровной, с крупными чешуйками, могут появиться поры. Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва. Сварка стыкового соединения со скосом кромок в нижнем положенииДанный вид соединения часто встречается при сварке трубопроводов, а также при сварке ответственных соединений. Сварка данного соединения производится на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 14. Рис. 14. Положение электрода при сварке стыкового соединения со скосом кромок в нижнем положении На рис. 15а показан порядок наложения слоев/валиков при сварке стыкового соединения со скосом кромок в нижнем положении. Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость. Рис. 15. Сварка стыкового соединения со скосом кромок в нижнем положении: a - порядок наложения слоев; б - траектория движения электрода при выполнении последнего прохода; в - сварное соединение Второй и последующие проходы производятся при повышенных значениях сварочного тока и электродами большего диаметра. Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине. Заключительный проход выполняется тем же типом электрода, что и предыдущие. Техника выполнения такая же, и при выполнении второго и последующих проходов, за исключением того, что при заключительном проходе амплитуда поперечных колебаний электрода будет больше. Для контроля за шириной облицовочного шва необходимо использовать скошенные кромки стыкового соединения. Поверхность облицовочного шва должна быть слегка выпуклой. Сварка нахлесточного соединения в нижнем положенииДанный тип соединения широко используется в промышленности, в частности в резервуарах, строительных и судовых конструкциях. Нахлесточное соединение очень экономично, оно не требует каких-либо значительных затрат на подготовку и сборку. Максимальная прочность нахлесточного соединения достигается при его двухсторонней сварке угловым швом. Сварка данного соединения производится как на прямой, так и на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 16. Рис. 16. Сварка нахлесточного соединения в нижнем положении: a - подготовка соединения к сварке; б - положение электрода при сварке однопроходным швом равных толщин; в - положение электрода при втором и третьем проходе при выполнении многопроходного шва; г - положение электрода при сварке разных толщин Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание очень короткой дуги, а на обратной полярности - еще более короткой. Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны. Абсолютно необходимым для получения качественного соединения является полное проплавление в корне шва и хорошее сплавление с обеими поверхностями двух пластин. При сварке на прямой полярности верхняя кромка верхней пластины имеет тенденцию к прожогу, поэтому при сварке следует постоянно опасаться как недозаполнения наплавленного валика, так и того, что сварочная дуга недостаточно коротка. Подрезы появляются очень редко. При сварке на обратной полярности следует обратить внимание на поддержание более короткой дуги, а также на устранение возможного подреза, как на плоской поверхности пластины, так и вдоль верхней кромки верхней пластины. Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва. Сварка нахлесточного соединения в горизонтальном положенииСварка нахлесточного соединения в горизонтальном положении однопроходным угловым швом на прямой полярности часто применяется в конструкциях резервуаров и строительных конструкциях. При сварке данного соединения сварочный ток не должен быть слишком большим. Электрод необходимо направлять в корень шва. Положение электрода во время сварки должно соответствовать изображенному на рис. 17. Сварку лучше всего производить с небольшими возвратно-поступательными перемещениями электрода в направлении оси сварного шва, можно также применять незначительные поперечные колебания электрода. Сварочная ванна не должна быть слишком перегрета, ибо это приводит к появлению трещин в металле сварного шва. Рис. 17. Положение электрода при сварке нахлесточного соединения в горизонтальном положении При сварке следует обращать особое внимание на перемещения электрода, с тем, чтобы не допустить появления прожогов кромки пластины, а также на то, чтобы сварочная дуга не контактировала с поверхностью вертикальной пластины вне пределов сварного шва, в противном случае неизбежно появление подрезов. Сварка таврового соединения в нижнем положенииБольшую долю швов, выполняемых на практике сварщиком, составляют угловые швы, выполняемые в нижнем положении. Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. Несмотря на то, что электроды, предназначенные для сварки на обратной полярности, не являются лучшим типом электродов для выполнения однопроходных угловых швов, использование этих электродов в подобных целях является достаточно распространенной практикой. При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения обширной сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 18а, на обратной полярности - рис. 18б. Рис. 18. Положение электрода при сварке таврового соединения в нижнем положении: a - на прямой полярности; б - на обратной полярности Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны. Однако некоторые сварщики предпочитают использовать при этом небольшие возвратно-поступательные перемещения электрода в направлении оси шва. Это может оказать положительное влияние в виде предварительного подогрева свариваемых кромок и корневой части соединения, находящихся перед движущимся электродом, улучшит формирование наплавленного металла на вертикальной плоскости пластины, а также будет способствовать предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов. Сварка таврового соединения в нижнем положении многопроходным швомКрупные угловые швы очень часто выполняются путем многократного наложения узких валиков без поперечных колебаний электрода. В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока. При выполнении данного соединения сварочный ток устанавливается таким же, как и при сварке узким однопроходным швом. Положение электрода будет изменяться в зависимости от последовательности наложения слоев (рис. 19а). Перемещение электрода аналогично перемещению при сварке однопроходным швом. Расположение или раскладка валиков по сторонам должны производиться таким образом, чтобы облицовочный слой точно соответствовал заданному размеру катета углового шва. Порядок наложения слоев показан на рис. 19б. Рис. 19. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении (а) и порядок наложения слоев (б) Техника выполнения облицовочного слоя достаточно сложна. Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги. Рис. 20. Положение электрода при выполнении облицовочного слоя (а) и траектория колебательных движений электрода (б) Указателями ширины перемещения электрода при сварке облицовочного слоя могут служить две параллельные кромки ранее выполненных сварных валиков. Для предотвращения появления подрезов необходимо проводить задержки электрода на верхней и нижней кромках сварного шва. Необходимо помнить, что при многопроходной сварке требуется тщательная очистка от шлаковой корки каждого наложенного слоя. При сварке на обратной полярности могут возникнуть значительные затруднения, связанные с появлением подрезов. Избавиться от этих проблем можно всеми ранее описанными способами. Сварка таврового соединения в нижнем положении многопроходным швом с применением поперечных колебаний электродаНа практике довольно часто встречаются случаи, когда необходимо производить сварку угловых швов большого сечения в нижнем положении. Обычно для этого используют многопроходную сварку с применением техники поперечных колебаний электрода. Наиболее часто такие швы встречаются при судостроительных и монтажных работах. Сварка данного типа соединения производится на обратной полярности. Сварочный ток устанавливается большим. Положение электрода должно соответствовать изображенному на рис. 21. Первый проход выполняется так же, как и в случае обычной однопроходной сварки угловых швов. Поверхность первого валика должна быть максимально плоской. Рис. 21. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении с применением поперечных колебаний электрода Второй шов накладывается с поперечными колебаниями электрода поверх первого. Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины. Сварка стыкового соединения со скосом кромок на подкладке в горизонтальном положенииДанное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, резервуаров, а также при судостроительных работах. Сварка производится на обратной полярности как узкими валиками без поперечных колебаний, так и с поперечными колебаниями электрода. Первый проход выполняется на повышенных значениях сварочного тока без поперечных колебаний электрода. Положение электрода должно соответствовать изображенному на рис. 22. При сварке необходимо обеспечить гарантированное сплавление с подкладкой, а также с кромками корневой части соединения. Рис. 22. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в горизонтальном положении Второй и все последующие проходы могут выполняться с еще большими значениями сварочного тока. Положение электрода при сварке узкими валиками без поперечных колебаний электрода должно соответствовать изображенному на рис. 22. Очень важно, чтобы все швы имели хорошее сплавление с поверхностью ранее наложенных слоев, а также с поверхностью кромок разделки. Необходимо следить за предотвращением появления подрезов. Сварка стыкового соединения со скосом кромок в горизонтальном положенииДанное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, а также ответственных стыковых соединений. При выполнении некоторых работ иногда предъявляются требования к тому, чтобы данные швы выполнялись с поперечными колебаниями электрода, однако в большинстве случаев применяется сварка узкими валиками без поперечных колебаний электрода.
Сварка производится на обратной полярности. Сварочный ток при первом проходе не должен быть слишком велик. Положение электрода при сварке узкими валиками без поперечных колебаний должно соответствовать рис. 23, а при сварке с поперечными колебаниями - рис. 24а. Рис. 23. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: узкими валиками без поперечных колебаний электрода. При сварке необходимо поддерживать короткий дуговой промежуток, заставляя электродный металл наплавляться непосредственно в зазоре корневой части соединения. При сварке можно использовать возвратно-поступательные перемещения электрода. При перемещениях вперед нельзя допускать, чтобы сварочная дуга обрывалась. Необходимо во время таких перемещений обеспечить предварительный подогрев металла перед наплавляемым швом. Одновременно следует следить за тем, чтобы расплавленный металл сварочной ванны достаточно быстро застывал и не стекал на нижнюю пластину. На обратной стороне соединения должно быть полное проплавление. Для второго и последующих проходов сварочный ток может быть значительно увеличен. Можно использовать сварку узкими валиками, без поперечных колебаний. можно также использовать сварку с поперечными колебаниями электрода (рис. 24б). Важно обеспечить гарантированное сплавление всех проходов с поверхностью всех предшествующих проходов, а также с поверхностями свариваемых пластин. Во время сварки необходимо следить за появлением подрезов. Рис. 24. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: a - сварка с поперечными колебаниями электрода; б - пример поперечных движений торца электрода Сварка стыкового соединения со скосом одной кромки в горизонтальном положенииНаиболее часто, при выполнении стыковых соединений в горизонтальном положении скашивают кромку только у верхнего листа. Дугу возбуждают на горизонтальной кромке нижнего листа, перемещают затем на скошенную кромку верхнего листа. Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев. Сварка нахлесточного соединения в вертикальном положении снизу вверх. При выполнении ответственных сварочных работ с использованием нахлесточных соединений, находящихся в вертикальном положении, как правило, сварку производят снизу вверх. Такая сварка имеет место при выполнении сварочных работ в судостроении, при изготовлении сосудов высокого давления, а также при изготовлении металлоконструкций. При сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах, выполняемых при сварке нахлесточных соединений, применяются однопроходные угловые швы. При выполнении данных швов необходимо установить не очень большое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 25. Рис. 25. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх На нижней части соединения образуется полка из наплавленного металла, имеющая размеры, соответствующие размерам сварного шва. Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы. Для выполнения сварных швов нахлесточных соединений большой толщины применяется многопроходная или однопроходная сварка с поперечными перемещениями электрода. При многопроходной сварке первый проход выполняется узким валиком без поперечных перемещений электрода. При выполнении второго прохода сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо. Рис. 26. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх многопроходным угловым швом (а) и однопроходным угловым швом с поперечным перемещением электрода (б) Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва. Кратковременные остановки в крайних точках поперечных колебаний предотвратят появление подрезов, но нужно быть крайне осторожным, чтобы при этом кромка верхней пластины не прожигалась. Сварку нахлесточного соединения можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине. Сварка таврового соединения в вертикальном положении однопроходным угловым швомСварка данного соединения часто встречается в производственной практике. Сварка вертикальных стыков чаще всего производится снизу вверх, хотя встречаются и случаи, когда необходимо выполнять сварку сверху вниз. Выбор количества проходов определяется назначением данного соединения, а также толщиной свариваемых пластин. При выполнении сварки таврового соединения в вертикальном положении однопроходным угловым швом без поперечных перемещений электрода сварочный ток должен быть достаточно большим, с тем, чтобы обеспечить хорошее проплавление в корневой части соединения, а также с поверхностями пластин. Положение электрода должно приблизительно соответствовать изображенному на рис. 27. Рис. 27. Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом Сварка производится на обратной полярности с колебаниями электрода вверх-вниз. В момент переноса электродного металла необходимо поддерживать короткую дугу, при перемещении электрода вверх дугу следует растянуть, однако при этом не допускать обрыва дуги. Необходимо периодически производить отвод электрода от сварочной ванны, с тем, чтобы избежать перегрева свариваемого металла и последующего его растрескивания или вытекания сварочной ванны. Вместе с тем необходимо удерживать сварочную ванну на одном месте, вплоть до момента, пока не будет получено требуемое проплавление, сплавление со свариваемыми кромками и образование сварного шва требуемого контура без подрезов. Сварку таврового соединения в вертикальном положении можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 28. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Рис. 28. Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом с поперечными перемещениями электрода (а) и траектория движения электрода (б) Сварка таврового соединения в вертикальном положении многопроходным угловым швомСварка данного соединения производится снизу вверх, обычно на обратной полярности, но иногда для этих целей используется и прямая полярность. Сварной шов можно выполнять узкими валиками, без поперечных колебаний (рис. 29а), но значительно чаще выполняется с поперечными перемещениями электрода (рис. 29б). Рис. 29. Многопроходный шов, выполненный узкими валиками без поперечных колебаний электрода (а) и с поперечными колебаниями (б) При сварке многопроходного шва с поперечными колебаниями первый проход аналогичен выполнению однопроходного шва ^выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Рис. 30. Положение электрода при сварке таврового соединения в вертикальном положении многопроходным Во время сварки необходимо сохранять электрод над поверхностью сварочной ванны, перемещать сварочную ванну вверх, одновременно сдвигая ее в стороны, поочередно то влево, то вправо. Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва, а кратковременные остановки электрода в крайних точках поперечных перемещений предотвратят появление подрезов. Во время сварки необходимо поддерживать короткую дугу, но избегать касания электрода с расплавленным металлом сварочной ванны. При использовании электрода большого диаметра необходимо увеличить сварочный ток. Положение электрода при сварке третьего прохода аналогично второму проходу. При применении электрода большого диаметра и при увеличении сварочного тока желательно ускорять перемещение электрода вверх при достижении сварочной ванной крайней точки траектории поперечных колебаний. При этом необходимо обращать внимание на продолжение горения дуги во время всех этих перемещений. При перемещении дуги вверх ее необходимо растягивать. После достаточного охлаждения сварочной ванны электрод возвращается к кратеру, и производится наплавка дополнительного металла. Во время сварки необходимо поддерживать постоянство ширины траектории поперечных колебаний, следить за тем, чтобы она не превышала ширину законченного шва. Сварка стыкового соединения со скосом кромок на подкладке в вертикальном положенииДанный тип соединения довольно часто встречается при строительстве трубопроводов, сосудов высокого давления, а также в судовых конструкциях. Сварка производится на обратной полярности снизу вверх. Первый проход. Сварочный ток должен быть большим. Положение электрода должно соответствовать изображенному на рис. 31. При сварке используется техника наплавки узких валиков, без поперечных колебаний, в вертикальном положении. Шов должен иметь хорошее сплавление с подкладкой и с поверхностями обеих кромок в своей корневой части. При сварке необходимо следить за тем, чтобы лицевая поверхность шва была максимально плоской. Если в сварном соединении зазор в корне очень широк, то необходимо сделать два или три прохода, чтобы выполнить подварочный шов. В процессе сварки необходимо обращать внимание на то, чтобы все наложенные слои имели хорошее сплавление друг с другом. Рис. 31. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в вертикальном положении Второй проход. Сварочный ток не должен быть слишком велик. При выполнении шва используется техника сварки с поперечными колебаниями электрода. В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки. Третий проход. Величина сварочного тока должна быть такой, чтобы обеспечивалось как хорошее проплавление и сплавление, так и малая выпуклость сварного шва. Поперечные колебания электрода не должны выходить за пределы скошенных кромок разделки. Во избежание появления подрезов необходима задержка электрода в крайних точках траектории поперечных колебаний. Для предотвращения появления излишней выпуклости сварного шва скорость сварки должна быть достаточно большой. Сварка стыкового соединения без скоса кромок в вертикальном положенииСварка данного соединения производится снизу вверх на обратной полярности многопроходным швом. Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна. Первый проход. Сварочный ток должен быть не слишком большим, но вместе с тем он должен быть достаточным для гарантированного проплавления корневой части соединения и образования на обратной стороне стыка достаточной выпуклости. Положение электрода должно соответствовать изображенному на рис. 32. При сварке первого прохода используется техника сварки узкими валиками без поперечных колебаний электрода; Необходимо добиваться получения на обратной стороне корня шва небольшой выпуклости. Рис. 32. Положение электрода при сварке стыкового соединения без скоса кромок в вертикальном положении Второй проход. Значение сварочного тока и положение электрода практически не отличаются от аналогичных показателей при сварке первого прохода. Нельзя производить поперечные колебания со слишком большой амплитудой. Скорость перемещения электрода должна быть такой, чтобы не возникала избыточная выпуклость шва и не образовывались подрезы. Сварка соединения с наружным угловым швомДанные сварные соединения часто встречаются на практике. Сварка производится на обратной полярности снизу вверх с использованием техники поперечных колебаний электрода, кроме того, благодаря тому, что свариваемые кромки не скошены, в данном случае достаточнонеглубокое проплавление. Первый проход. Сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 33. Используется техника выполнения корневого прохода с возвратно-поступательными перемещениями электрода. Рис. 33. Положение электрода при сварке соединения с наружным угловым швом в вертикальном положении Второй и третий проходы. Сварочный ток необходимо увеличить по сравнению с первым проходом. Во время сварки необходимо следить за обеспечением хорошего сплавления с ранее наплавленными слоями, а также со свариваемыми кромками основного металла, обращать внимание на возможность появления подрезов. Лицевая поверхность швов должна быть плоской. Четвертый проход. Значение сварочного тока и положение электрода аналогичны использовавшимся при сварке предыдущих проходов. При сварке использовать технику поперечных колебаний электрода. Лицевая поверхность шва должна иметь небольшую выпуклость. В качестве границы шва использовать кромки пластин. Рис. 34. Сварка стыкового соединения со скосом кромок в вертикальном положении (а) и траектория движения электрода (б) Сварка стыкового соединения со скосом кромокДанные сварные соединения очень часто встречаются при сварке труб и ответственных стыковых соединений. Сварка производится на обратной полярности снизу вверх многопроходным швом с поперечными колебаниями электрода. Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 34а. Используется техника сварки корневого шва, при которой применяются колебания электрода вверх-вниз. Допускается выполнять сварку с небольшими поперечными перемещениями электрода (рис. 34б). Перемещения электрода вверх должны производиться на расстояние, не превышающее 50 мм. Необходимо следить, чтобы при этих перемещениях не происходил обрыв дуги. Необходимо обеспечить полное проплавление по всей обратной стороне соединения. Лицевая поверхность шва должна быть максимально плоской. Второй и третий проходы. Сварочный ток может быть увеличен. Положение электрода аналогично использовавшемуся при сварке первого прохода. Используется техника сварки с поперечными колебаниями электрода. На рис. 34б показана траектория движения электрода. Для получения однородного по качеству и внешнему виду сварного шва следует поддерживать постоянство продольных и поперечных перемещений электрода. Поперечные перемещения электрода должны производиться быстро, с тем, чтобы предотвратить появление избыточной выпуклости в центральной части сварного шва. На протяжении всего времени сварки необходимо поддерживать короткую дугу, следить за тем, чтобы перемещения электрода оставались в пределах ширины сварного шва. Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения. В некоторых случаях сварку стыкового соединения со скосом кромок можно производить сверху вниз (рис. 35а) или однопроходным швом с поперечными колебаниями (рис. 356). Техника выполнения однопроходным швом аналогична выполнению второго и третьего прохода при многопроходной сварке. Рис. 35. Сварка стыкового соединения со скосом кромок сверху вниз (а) и траектория перемещения электрода при однопроходной сварке с поперечными колебаниями (б) Сварка таврового соединения в потолочном положении однопроходным угловым швомДанное сварное соединение и положение при сварке очень часто встречается в судостроении и при изготовлении металлоконструкций. Сварка таврового соединения в потолочном положении однопроходным угловым швом производится на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться. Рис. 36. Положение электрода при сварке таврового соединения в потолочном положении однопроходным угловым швом Во время сварки нужно уделять особое внимание обеспечению хорошего сплавления и проплавления в корневой части соединения, а также с боковыми кромками. Нельзя допускать подтекания шлака в головную часть сварочной ванны, для предотвращения появления избыточной высоты и выпуклости сварного шва не допускать перегрева сварочной ванны. Сварка таврового соединения в потолочном положении многопроходным угловым швом.При необходимости выполнения сварки угловым швом в потолочном положении больше чем за один проход применяется техника сварки без поперечных колебаний электрода. Сварку выполняют на обратной полярности, при этом сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 37а. Рис. 37. Положение электрода при сварке таврового соединения в потолочном положении многопроходным угловым швом (а) и порядок наложения слоев (б) Последовательность наложения слоев приведена на рис. 37б. У сварщиков, имеющих малый опыт, могут возникнуть некоторые сложности с соблюдением правильных пропорций швов. Однако с опытом эти трудности будут преодолены. Каждый проход должен иметь хорошее сплавление со смежными валиками и с поверхностью свариваемых кромок. Лицевая поверхность каждого прохода должна быть максимально плоской. Сварка нахлесточного соединения однопроходным угловым швом в потолочном положенииДанное сварное соединение и положение при сварке очень часто встречается при сооружении резервуара и в судостроении. Из-за габаритов и характерных особенностей этих объектов их кантовка для проведения сварки не целесообразна. Большинство подобных работ выполняется на обратной полярности, однако имеются также случаи, когда необходимо сваривать нахлесточное соединение в потолочном положении и на прямой полярности. Величина сварочного тока при сварке на обратной полярности не должна быть слишком большой. При сварке на прямой полярности величина сварочного тока должна быть несколько выше, чем при сварке аналогичного соединения на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 38. Рис. 38. Положение электрода при сварке нахлесточного соединения однопроходным угловым При сварке можно применять колебательные перемещения электрода в направлении сварки. При перемещении электрода вперед необходимо следить, чтобы не произошло обрыва сварочной дуги. Такие перемещения электрода служат для предварительного подогрева кромок перед наплавкой на них электродного металла и способствуют предотвращению перегрева сварочной ванны, тем самым препятствуют образованию наплывов и избыточной выпуклости. Кроме того, такие перемещения электрода и сварочной дуги вызывают оттеснение шлака в хвостовую часть сварочной ванны. При сварке нельзя допускать выхода сварочной дуги на поверхность верхней пластины, и следует следить, чтобы сварочная дуга при своих перемещениях не выходила за границы наружной поверхности сварного шва. При сварке на прямой полярности несколько затруднен контроль за шлаком. Сварной шов имеет тенденцию к образованию избыточной выпуклости, а также к вытеканию сварочной ванны на вертикальную поверхность кромки пластины. Подрезы не встречаются. Сварка таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положенииСварщику в своей практике не раз приходится встречаться с необходимостью выполнения в потолочном положении угловых швов большого сечения электродами большого диаметра. Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 39а. Длина сварочной дуги должна быть небольшой, при сварке необходимо использовать поперечные колебания электрода (рис. 39б). Перемещения электрода должны производиться быстрыми скользящими движениями, в то же время необходимо следить за тем, чтобы при этом не происходило значительное увеличение длины дуги. Во время проведения сварки нужно обращать внимание на поддержание стабильного горения сварочной дуги, не допускать ее обрыва. После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной. Рис. 39. Положение электрода при сварке таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении (а) и траектория движения электрода (б) Второй проход. Второй проход выполняется так же, как и первый, с тем только отличием, что за второй проход наплавляется большее количество электродного металла. Выполнение второго прохода, как правило, вызывает у сварщиков большие сложности, чем первого. Сварка стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении.Данный тип сварного соединения и условия проведения сварки часто встречаются при сварке труб и резервуаров, когда сварка выполняется на кольцевых подкладках. Первый проход. Сварка производится на обратной полярности. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 40. Для обеспечения хорошего переноса металла необходимо поддержание короткой дуги. Перемещения электрода должны носить скользящий характер. Необходимо обращать внимание на обеспечение гарантированного сплавления в области подкладки и между кромками в корневой части соединения. Лицевая поверхность сварного шва по возможности должна иметь минимальную выпуклость. Второй и последующие проходы. Сварочный ток остается по-прежнему большим. Сварка производится с использованием техники скользящих перемещений электрода, без поперечных его перемещений. Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет. Рис. 40. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении и порядок наложения слоев Необходимо обеспечить гарантированное сплавление как с поверхностями ранее наплавленных валиков, так и со стенками разделки. Следует обращать внимание на безусловную необходимость очистки от шлака поверхности шва после каждого прохода. Сварка стыкового соединения без разделки кромок многопроходным швом в потолочном положенииПодобное соединение в таком пространственном положении встречается крайне редко. Выполнить качественно такой сварной шов весьма трудно, для этого необходима определенная тренировка. Сварка производится на обратной полярности. Первый проход. Сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода. Рис. 41. Положение электрода при сварке стыкового соединения без разделки кромок многопроходным швом в потолочном положении Второй проход. Сварочный ток не должен быть слишком большим. При сварке необходимо поддерживать короткую дугу и производить небольшие колебательные перемещения электрода, выполняемые легкими скольжениями, следить за тем, чтобы поперечные колебания электрода не имели слишком большой ширины. Сварка стыкового соединения со скосом кромок многопроходным швом в потолочном положенииДанный тип сварного соединения и условия, в которых она выполняется, часто встречается при сварке труб и металлоконструкций из листового проката. Сварка стыкового соединения со скосом кромок многопроходным швом производится на обратной полярности с поперечными колебаниями электрода. Сварочный ток при первом проходе не должен быть слишком большим, но при этом должен обеспечивать гарантированное проплавление с обратной стороны. Положение электрода должно соответствовать изображенному на рис. 42. Выполнение первого, корневого, прохода аналогично сварке первого прохода в ранее рассмотренных соединениях. Лицевая поверхность сварного шва должна быть плоской. С обратной стороны должен образовываться небольшой валик. Рис. 42. Положение электрода при сварке стыкового соединения со скосом кромок многопроходным швом в потолочном положении Второй и последующие проходы. Сварочный ток должен быть несколько больше, чем при первом проходе. Применяется техника сварки с поперечными колебаниями электрода. Перемещения электрода в поперечном направлении должны производиться быстрыми движениями, с тем чтобы в центральной части сварного шва не получалась слишком большая выпуклость. Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва. Для предотвращения появления подрезов используется задержка электрода в крайних точках траектории поперечных колебаний. Необходимо помнить, что подрезы появляются в результате "вылизывания" дугой металла на поверхности пластины с последующим ненаплавлением электродного металла на это место. Обзор дефектов и контроль качества сварных соединенийДефекты и контроль качества сварных соединенийОбщие сведения и организация контроля По ГОСТ 15467-79 качество продукции есть совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество сварных изделий зависит от соответствия материала техническим условиям, состояния оборудования и оснастки, правильности и уровня отработки технологической документации, соблюдения технологической дисциплины, а также квалификации работающих. Обеспечить высокие технические и эксплуатационные свойства изделий можно только при условии точного выполнения технологических процессов и их стабильности. Особую роль здесь играют различные способы объективного контроля как производственных процессов, так и готовых изделий. При правильной организации технологического процесса контроль должен быть его неотъемлемой частью. Обнаружение дефектов служит сигналом не только к отбраковке продукции, но и оперативной корректировке технологии. Сварные конструкции контролируют на всех этапах их изготовления. Кроме того, систематически проверяют приспособления и оборудование. При предварительном контроле подвергаются проверке основные и вспомогательные материалы, устанавливается их соответствие чертежу и техническим условиям. После заготовительных работ детали подвергают чаще всего наружному осмотру, т.е. проверяют внешний вид детали, качество поверхности, наличие заусенцев, трещин, забоин и т.п., а также измеряют универсальными и специальными инструментами, шаблонами, с помощью контрольных приспособлений. Особенно тщательно контролируют участки, подвергающиеся сварке. Профиль кромок, подготовленных под сварку плавлением, проверяют специальными шаблонами, а качество подготовки поверхности - с помощью оптических приборов или специальными микрометрами. Во время сборки и прихватки проверяют расположение деталей друг относительно друга, величину зазоров, расположение и размер прихваток, отсутствие трещин, прожогов и других дефектов в местах прихваток и т.д. Качество сборки и прихватки определяют главным образом наружным осмотром и обмером. Наиболее ответственным моментом является текущий контроль выполнения сварки. Организация контроля сварочных работ может производиться в двух направлениях: контролируют сами процессы сварки либо полученные изделия. Контроль процессов позволяет предотвратить появление систематических дефектов и особенно эффективен при автоматизированной сварке (автоматическая и механизированная дуговая, электрошлаковая и др.). Существуют следующие способы контроля сварочных процессов. Контроль по образцам технологических проб. В этом случае периодически изготовляют образцы соединений из материала той же марки и толщины, что и свариваемое изделие, и подвергают их всесторонней проверке: внешнему осмотру, испытаниям на прочность соединений, просвечиванию рентгеновскими лучами, металлографическому исследованию и т.д. К недостаткам такого способа контроля следует отнести некоторое различие между образцом и изделием, а также возможность изменения сварочных условий с момента изготовления одного образца до момента изготовления следующего. Контроль с использованием обобщающих параметров, имеющих прямую связь с качеством сварки, например использование дилатометрического эффекта в условиях точечной контактной сварки. Однако в большинстве случаев сварки плавлением трудно или не всегда удается выявить наличие обобщающего параметра, позволяющего достаточно надежно контролировать качество соединений. Контроль параметров режима сварки. Так как в большинстве случаев определенных обобщающих параметров для процессов сварки плавлением нет, то на практике контролируют параметры, непосредственно определяющие режим сварки. При дуговой сварке такими параметрами в первую очередь являются сила тока, дуговое напряжение, скорость сварки, скорость подачи проволоки и др. Недостаток такого подхода заключается в необходимости контролирования многих параметров, каждый из которых в отдельности не может характеризовать непосредственно уровень качества получаемых соединений.Контроль изделий производят пооперационно или после окончания изготовления. Последним способом обычно контролируют несложные изделия. Качество выполнения сварки на изделии оценивают по наличию наружных или внутренних дефектов. Развитие физики открыло большие возможности для создания высокоэффективных методов дефектоскопии с высокой разрешающей способностью, позволяющих проверять без разрушения качество сварных соединений в ответственных конструкциях. В зависимости от того, нарушается или не нарушается целостность сварного соединения при контроле, различают неразрушающие и разрушающие методы контроля.Дефекты сварных соединений и причины их возникновения В процессе образования сварных соединений в металле шва и зоне термического влияния могут возникать различные отклонения от установленных норм и технических требований, приводящие к ухудшению работоспособности сварных конструкций, снижению их эксплуатационной надежности, ухудшению внешнего вида изделия. Такие отклонения называют дефектами. Дефекты сварных соединений различают по причинам возникновения и месту их расположения (наружные и внутренние). В зависимости от причин возникновения их можно разделить на две группы. К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения (горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния). Ко второй группе дефектов, которые называют дефектами формирования швов, относят дефекты, происхождение которых связано в основном с нарушением режима сварки, неправильной подготовкой и сборкой элементов конструкции под сварку, неисправностью оборудования, недостаточной квалификацией сварщика и другими нарушениями технологического процесса. К дефектам этой группы относятся несоответствия швов расчетным размерам, непровары, подрезы, прожоги, наплывы, незаваренные кратеры и др. Виды дефектов приведены на рис. 1. Дефектами формы и размеров сварных швов являются их неполномерность, неравномерные ширина и высота, бугристость, седловины, перетяжки и т.п. Рисунок 1 - Виды дефектов сварных швов: а - ослабление шва. б - неравномерность ширины, в - наплыв, г - подрез, с - непровар, с - трещины и поры, ж - внутренние трещины и поры, з - внутренний непровар, и - шлаковые включения Эти дефекты снижают прочность и ухудшают внешний вид шва. Причины их возникновения при механизированных способах сварки - колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерная скорость сварки из-за люфтов в механизме перемещения сварочного автомата, неправильный угол наклона электрода, протекание жидкого металла в зазоры, их неравномерность по длине стыка и т.п. Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве. Наплывы образуются в результате натекания жидкого металла на поверхность холодного основного металла без сплавления с ним. Они могут быть местными - в виде отдельных застывших капель, а также иметь значительную протяженность вдоль шва. Чаще всего наплывы образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования наплывов - большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто могут выявляться непровары, трещины и др. Подрезы представляют собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва. Они возникают в результате большого сварочного тока и длинной дуги. Основной причиной подрезов при выполнении угловых швов является смещение электрода в сторону вертикальной стенки. Это вызывает значительный разогрев металла вертикальной стенки и его стекание при оплавлении на горизонтальную стенку. Подрезы приводят к ослаблению сечения сварного соединения и концентрации в нем напряжений, что может явиться причиной разрушения. Прожоги - это сквозные отверстия в шве, образованные в результате вытекания части металла ванны. Причинами их образования могут быть большой зазор между свариваемыми кромками, недостаточное притупление кромок, чрезмерный сварочный ток, недостаточная скорость сварки. Наиболее часто прожоги образуются при сварке тонкого металла и выполнении первого прохода многослойного шва. Прожоги могут также образовываться в результате недостаточно плотного поджатая сварочной подкладки или флюсовой подушки. Непроваром называют местное несплавление кромок основного металла или несплавление между собой отдельных валиков при многослойной сварке. Непровары уменьшают сечение шва и вызывают концентрацию напряжений в соединении, что может резко снизить прочность конструкции. Причины образования непроваров - плохая зачистка металла от окалины, ржавчины и загрязнений, малый зазор при сборке, большое притупление, малый угол скоса кромок, недостаточный сварочный ток, большая скорость сварки, смещение электрода от центра стыка. Непровары выше допустимой величины подлежат удалению и последующей заварке. Трещины, также как и непровары, являются наиболее опасными дефектами сварных швов. Они могут возникать как в самом шве, так и в околошовной зоне и располагаться вдоль или поперек шва. По своим размерам трещины могут быть макро- и микроскопическими. На образование трещин влияет повышенное содержание углерода, а также примеси серы и фосфора. Шлаковые включения, представляющие собой вкрапления шлака в шве, образуются в результате плохой зачистки кромок деталей и поверхности сварочной проволоки от оксидов и загрязнений. Они возникают при сварке длинной дугой, недостаточном сварочном токе и чрезмерно большой скорости сварки, а при многослойной сварке — недостаточной зачистке шлаков с предыдущих слоев. Шлаковые включения ослабляют сечение шва и его прочность. Газовые поры появляются в сварных швах при недостаточной полноте удаления газов при кристаллизации металла шва. Причины пор — повышенное содержание углерода при сварке сталей, загрязнения на кромках, использование влажных флюсов, защитных газов, высокая скорость сварки, неправильный выбор присадочной проволоки. Поры могут располагаться в шве отдельными группами, в виде цепочек или единичных пустот. Иногда они выходят на поверхность шва в виде воронкообразных углублений, образуя так называемые свищи. Поры также ослабляют сечение шва и его прочность, сквозные поры приводят к нарушению герметичности соединений. Микроструктура шва и зоны термического влияния в значительной степени определяет свойства сварных соединений и характеризует их качество. К дефектам микроструктуры относят следующие: повышенное содержание оксидов и различных неметаллических включений, микропоры и микротрещины, крупнозернистость, перегрев, пережог металла и др. Перегрев характеризуется чрезмерным укрупнением зерна и огрублением структуры металла. Более опасен пережог - наличие в структуре металла зерен с окисленными границами. Такой металл имеет повышенную хрупкость и не поддаетсяисправлению. Причиной пережога является плохая защита сварочной ванны при сварке, а также сварка на чрезмерно большой силе тока.Методы неразрушающего контроля сварных соединений К неразрушающим методам контроля качества сварных соединений относят внешний осмотр, контроль на непроницаемость (или герметичность) конструкций, контроль для обнаружения дефектов, выходящих на поверхность, контроль скрытых и внутренних дефектов. Внешний осмотр и обмеры сварных швов - наиболее простые и широко распространенные способы контроля их качества. Они являются первыми контрольными операциями по приемке готового сварного узла или изделия. Этим видам контроля подвергают все сварные швы независимо от того, как они будут испытаны в дальнейшем. Внешним осмотром сварных швов выявляют наружные дефекты: непровары, наплывы, подрезы, наружные трещины и поры, смещение свариваемых кромок деталей и т.п. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с увеличением до 10 раз. Обмеры сварных швов позволяют судить о качестве сварного соединения: недостаточное сечение шва уменьшает его прочность, слишком большое — увеличивает внутренние напряжения и деформации. Размеры сечения готового шва проверяют по его параметрам в зависимости от типа соединения. У стыкового шва проверяют его ширину, высоту, размер выпуклости со стороны корня шва, в угловом - измеряют катет. Замеренные параметры должны соответствовать ТУ или ГОСТам. Размеры сварных швов контролируют обычно измерительными инструментами или специальными шаблонами. Внешний осмотр и обмеры сварных швов не дают возможности окончательно судить о качестве сварки. Они устанавливают только внешние дефекты шва и позволяют определить их сомнительные участки, которые могут быть проверены более точными способами. Контроль непроницаемости сварных швов и соединений. Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости (герметичности) для различных жидкостей и газов. Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая аппаратура и" т.д.) сварные швы подвергают контролю на непроницаемость. Этот вид контроля производится после окончания монтажа или изготовления конструкции. Дефекты, выявленные внешним осмотром, устраняются до начала испытаний. Непроницаемость сварных швов контролируют следующими методами: капиллярным (керосином), химическим (аммиаком), пузырьковым (воздушным или гидравлическим давлением), вакуумированием или газоэлектрическими течеискателями. Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности керосина подниматься по капиллярным ходам - сквозным порам и трещинам. В процессе испытания сварные швы покрываются водным раствором мела с той стороны, которая более доступна для осмотра и выявления дефектов. После высушивания окрашенной поверхности с обратной стороны шов обильно смачивают керосином. Неплотности швов выявляют по наличию на меловом покрытии следов проникшего керосина. Появление отдельных пятен указывает на поры и свищи, полос - сквозных трещин и непроваров в шве. Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее. Контроль аммиаком основан на изменении окраски некоторых индикаторов (раствор фенолфталеина, азотнокислой ртути) под воздействием щелочей. В качестве контролирующего реагента применяется газ аммиак. При испытании на одну сторону шва укладывают бумажную ленту, смоченную 5%-ным раствором индикатора, а с другой стороны шов обрабатывают смесью аммиака с воздухом. Аммиак, проникая через неплотности сварного шва, окрашивает индикатор в местах залегания дефектов. Контроль воздушным давлением (сжатым воздухом или другими газами) подвергают сосуды и трубопроводы, работающие под давлением, а также резервуары, цистерны и т.п. Это испытание проводят с целью проверки общей герметичности сварного изделия. Малогабаритные изделия полностью погружают в ванну с водой, после чего в него подают сжатый воздух под давлением, на 10 - 20% превышающим рабочее. Крупногабаритные конструкции после подачи внутреннего давления по сварным швам покрывают пенным индикатором (обычно раствор мыла). О наличии неплотностей в швах судят по появлению пузырьков воздуха. При испытании сжатым воздухом (газами) следует соблюдать правила безопасности.Контроль гидравлическим давлением применяют при проверке прочности и плотности различных сосудов, котлов, паро-, водо- и газопроводов и других сварных конструкций, работающих под избыточным давлением. Перед испытанием сварное изделие полностью герметизируют водонепроницаемыми заглушками. Сварные швы с наружной поверхности тщательно просушивают обдувом воздухом. Затем изделие заполняют водой под избыточным давлением, в 1,5 - 2 раза превышающим рабочее, и выдерживают в течение заданного времени. Дефектные места определяют по проявлению течи, капель или увлажнению поверхности швов.
Вакуумному контролю подвергают сварные швы, которые невозможно испытать керосином, воздухом или водой и доступ к которым возможен только с одной стороны. Его широко применяют при проверке сварных швов днищ резервуаров, газгольдеров и других листовых конструкций. Сущность метода заключается в создании вакуума на одной стороне контролируемого участка сварного шва и регистрации на этой же стороне шва проникновения воздуха через имеющиеся неплотности. Контроль ведется с помощью переносной вакуум-камеры, которую устанавливают на наиболее доступную сторону сварного соединения , предварительно смоченную мыльным раствором (рис. 2).
Рисунок 2 - Вакуумный контроль шва: 1 – вакуумметр, 2 - резиновое уплотнение, 3 - мыльный раствор, 4 - камера. В зависимости от формы контролируемого изделия и типа соединения могут применяться плоские, угловые и сферические вакуум-камеры. Для создания вакуума в них применяют специальные вакуум-насосы. Люминесцентный контроль и контроль методом красок, называемый также капиллярной дефектоскопией, проводят с помощью специальных жидкостей, которые наносят на контролируемую поверхность изделия. Эти жидкости, обладающие большой смачивающей способностью, проникают в мельчайшие поверхностные дефекты - трещины, поры, непровары. Люминесцентный контроль основан на свойстве некоторых веществ светиться под действием ультрафиолетового облучения. Перед контролем поверхности шва и околошовной зоны очищают от шлака и загрязнений, на них наносят слой проникающей жидкости, которая затем удаляется, а изделие просушивается. Для обнаружения дефектов поверхность облучают ультрафиолетовым излучением - в местах дефектов следы жидкости обнаруживаются по свечению. Контроль методом красок заключается в том, что на очищенную поверхность сварного соединения наносится смачивающая жидкость, которая под действием капиллярных сил проникает в полость дефектов. После ее удаления на поверхность шва наносится белая краска. Выступающие следы жидкости обозначают места расположения дефектов. Контроль газоэлектрическими течеискателям и применяют для испытания ответственных сварных конструкций, так как такие течеискатели достаточно сложны и дорогостоящи. В качестве газа-индикатора в них используется гелий. Обладая высокой проникающей способностью, он способен проходить через мельчайшие несплошности в металле и регистрируется течеискателем. В процессе контроля сварной шов обдувают или внутренний объем изделия заполняют смесью газа-индикатора с воздухом. Проникающий через неплотности газ улавливается щупом и анализируется в течеискателе. Для обнаружения скрытых внутренних дефектов применяют следующие методы контроля.
Магнитные методы контроля основаны на обнаружении полей магнитного рассеяния, образующихся в местах дефектов при намагничивании контролируемых изделий. Изделие намагничивают, замыкая им сердечник электромагнита или помещая внутрь соленоида. Требуемый магнитный поток можно создать и пропусканием тока по виткам (3 - 6 витков) сварочного провода, наматываемого на контролируемую деталь. В зависимости от способа обнаружения потоков рассеяния различают следующие методы магнитного контроля: метод магнитного порошка, индукционный и магнитографический. При методе магнитного порошка на поверхность намагниченного соединения наносят магнитный порошок (окалина, железные опилки) в сухом виде (сухой способ) или суспензию магнитного порошка в жидкости (керосин, мыльный раствор, вода - мокрый способ). Над местом расположения дефекта создадутся скопления порошка в виде правильно ориентированного магнитного спектра. Для облегчения подвижности порошка изделие слегка обстукивают. С помощью магнитного порошка выявляют трещины, невидимые невооруженным глазом, внутренние трещины на глубине не более 15 мм, расслоение металла, а также крупные поры, раковины и шлаковые включения на глубине не более 3 - 5 мм. При индукционном методе магнитный поток в изделии наводят электромагнитом переменного тока. Дефекты обнаруживают с помощью искателя, в катушке которого под воздействием поля рассеяния индуцируется ЭДС, вызывающая оптический или звуковой сигнал на индикаторе. При магнитографическом методе (рис. 3) поле рассеяния фиксируется на эластичной магнитной ленте, плотно прижатой к поверхности соединения. Запись воспроизводится на магнитографическом дефектоскопе. В результате сравнения контролируемого соединения с эталоном делается вывод о качестве соединения.
Рисунок 3 - Магнитная запись дефектов на ленту: 1 - подвижный электромагнит, 2 - дефект шва, 3 - магнитная лента. Радиационные методы контроля являются надежным и широко распространенными методами контроля, основанными на способности рентгеновского и гамма-излучения проникать через металл. Выявление дефектов при радиационных методах основано на разном поглощении рентгеновского или гамма-излучения участками металла с дефектами и без них. Сварные соединения просвечивают специальными аппаратами. С одной стороны шва на некотором расстоянии от него помещают источник излучения, с противоположной стороны плотно прижимают кассету с чувствительной фотопленкой (рис. 4). При просвечивании лучи проходят через сварное соединение и облучают пленку. В местах, где имеются поры, шлаковые включения, непровары, крупные трещины, на пленке образуются темные пятна. Вид и размеры дефектов определяют сравнением пленки с эталонными снимками. Источниками рентгеновского излучения служат специальные аппараты (РУП-150-1, РУП-120-5-1 и др.).
Рисунок 4 - Схема радиационного просвечивания швов: а - рентгеновское, б - гамма-излучением: 1 - источник излучения, 2 - изделие, 3 - чувствительная пленка При просвечивании сварных соединений гамма-излучением источником излучения служат радиоактивные изотопы: кобальт-60, тулий-170, иридий-192 и др. Ампула с радиоактивным изотопом помещается в свинцовый контейнер. Технология выполнения просвечивания подобна рентгеновскому просвечиванию. Гамма-излучение отличается от рентгеновского большей жесткостью и меньшей длиной волны, поэтому оно может проникать в металл на большую глубину. Оно позволяет просвечивать металл толщиной до 300 мм. Недостатками просвечивания гамма-излучением по сравнению с рентгеновским являются меньшая чувствительность при просвечивании тонкого металла (менее 50 мм), невозможность регулирования интенсивности излучения, большая опасность гамма-излучения при неосторожном обращении с гамма-аппаратами.
Ультразвуковой контроль основан на способности ультразвуковых волн проникать в металл на большую глубину и отражаться от находящихся в нем дефектных участков. В процессе контроля пучок ультразвуковых колебаний от вибрирующей пластинки-щупа (пьезокристалла) вводится в контролируемый шов. При встрече с дефектным участком ультразвуковая волна отражается от него и улавливается другой пластинкой-щупом, которая преобразует ультразвуковые колебания в электрический сигнал (рис. 5).
Рисунок 5 - Ультразвуковой контроль швов: 1 - генератор УЗК, 2 - щуп, 3 - усилитель, 4 - экран. Эти колебания после их усиления подаются на экран электронно-лучевой трубки дефектоскопа, которые свидетельствуют о наличии дефектов. По характеру импульсов судят о протяженности дефектов и глубине их залегания. Ультразвуковой контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления и предварительной обработки поверхности шва. Ультразвуковой контроль имеет следующие преимущества: высокая чувствительность (1 - 2%), позволяющая обнаруживать, измерять и определять местонахождение дефектов площадью 1 - 2 мм2; большая проникающая способность ультразвуковых волн, позволяющая контролировать детали большой толщины; возможность контроля сварных соединений с односторонним подходом; высокая производительность и отсутствие громоздкого оборудования. Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиванием сварных соединений рентгеновским или гамма-излучением. Методы контроля с разрушением сварных соединений К этим методам контроля качества сварных соединений относятся механические испытания, металлографические исследования, специальные испытания с целью получения характеристик сварных соединений. Эти испытания проводят на сварных образцах, вырезаемых из изделия или из специально сваренных контрольных соединений - технологических проб, выполненных в соответствии с требованиями и технологией на сварку изделия в условиях, соответствующих сварке изделия. Целью испытаний является: оценка прочности и надежности сварных соединений и конструкций; оценка качества основного и присадочного металла; оценка правильности выбранной технологии; оценка квалификации сварщиков. Свойства сварного соединения сопоставляют со свойствами основного металла. Результаты считаются неудовлетворительными, если они не соответствуют заданному уровню. Механические испытания проводятся по ГОСТ 6996-66, предусматривающему следующие виды испытаний сварных соединений и металла шва: испытание сварного соединения в целом и металла разных его участков (наплавленного металла, зоны термического влияния, основного металла) на статическое растяжение, статистический изгиб, ударный изгиб, стойкость против старения, измерение твердости. Контрольные образцы для механических испытаний выполняют определенных размеров и формы. Испытаниями на статическое .растяжение определяют прочность сварных соединений. Испытаниями на статический изгиб определяют пластичность соединения по величине угла изгиба до образования первой трещины в растянутой зоне. Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом. Испытаниями на ударный изгиб, а также разрыв определяют ударную вязкость сварного соединения. По результатам определения твердости судят о структурных изменениях и степени подкалки металла при охлаждении после сварки. Основной задачей металлографических исследований являются установление структуры металла и качества сварного соединения, выявление наличия и характера дефектов. Металлографические исследования включают в себя макро- и микроструктурный методы анализа металлов. При макроструктурном методе изучают макрошлифы и изломы металла невооруженным глазом или с помощью лупы. Макроисследование позволяет определить характер и расположение видимых дефектов в разных зонах сварных соединений. При микроструктурном анализе исследуется структура металла при увеличении в 50 - 2000 раз с помощью оптических микроскопов. Микроисследование позволяет установить качество металла, в том числе обнаружить пережог металла, наличие оксидов, засоренность металла шва неметаллическими включениями, величину зерен металла, изменение состава его, микроскопические трещины, поры и некоторые другие дефекты структуры. Методикаизготовления шлифов для металлографических исследований заключается в вырезке образцов из сварных соединений, шлифовке, полировке и травлении поверхности металла специальными травителями. Металлографические исследования дополняются измерением твердости и при необходимости химическим анализом металла сварных соединений. Специальные испытания проводят с целью получения характеристик сварных соединений, учитывающих условия эксплуатации сварных конструкций: определение коррозионной стойкости для конструкций, работающих в различных агрессивных средах; усталостной прочности при циклических нагружениях; ползучести при эксплуатации в условиях повышенных температур и др.Применяют также и методы контроля с разрушением изделия. В ходе таких испытаний устанавливают способность конструкций выдерживать заданные расчетные нагрузки и определяют разрушающие нагружения, т.е. фактический запас прочности. При испытаниях изделий с разрушением схема нагружения их должна соответствовать условиям работы изделия при эксплуатации. Число изделий, подвергающихся испытаниям с разрушением, устанавливается техническими условиями и зависит от степени их ответственности, системы организации производства и технологической отработанности конструкции. Другие статьи:Как шлифовать, совмещать и обрабатывать сварной шовВы только что сварили секции металла вместе, и теперь нужно отшлифовать вновь сформированную заготовку так, чтобы не было видно сварного шва. Какие продукты и методы использовать, зависит от того, с каким материалом вы работаете и какой вид отделки требуется. Вот наше руководство по удалению и отделке сварного шва.Перед сваркой
Сварка типа
Разница между отделкой углеродистой стали и нержавеющей стали
Обратите внимание, что если вы работаете с обоими материалами, они должны храниться отдельно в отделочной зоне мастерской, чтобы избежать перекрестного загрязнения; особенно при переходе с углеродистой стали на нержавеющую. Последнее, что вы хотите сделать, это пожертвовать часть припуска углеродистой стали на заготовку из нержавеющей стали. Обязательно храните абразивы, которые вы используете, отдельно. Предварительная шлифовка сварного шва
При выборе шлифовального круга существует множество возможных вариантов. Как всегда, размер зерна, тип зерна и связующее вещество будут определять характеристики и поведение продукта, поэтому убедитесь, что вам ясно, что вам нужно, прежде чем продолжить!
Отделка шва
На этом этапе сварной шов между частями расплавленного металла должен исчезнуть.В случае углеродистой стали поверхность теперь готова к покраске или использованию. Для нержавеющей стали требуются дополнительные шаги для более тонкой обработки, поэтому следующая информация действительна только для нержавеющей стали. Какая отделка?Решение о том, какую отделку выбрать для изделия из нержавеющей стали, полностью зависит от того, для чего будет использоваться конечный продукт. Время сиять…Яркое и однородное покрытие можно получить относительно легко и быстро.Чтобы сгладить любые остаточные дефекты поверхности и царапины, оставшиеся на нержавеющей стали от предыдущих процессов, мы рекомендуем использовать Norton Rapid Blend NEX-2SF. Мелкий карбид кремния придает металлу действительно впечатляющий блеск. Лучше всего использовать под углом 10-15°, медленно скользя по металлу, используя только вес угловой шлифовальной машины для давления. Также попробуйте спецификацию NEX-3SF для большей прочности, когда гибкость и комфорт не проблема. Для достижения наилучших результатов и во избежание ожогов работайте на скорости от 6000 до 7000 об/мин./ мин. Эта отделка должна оставить бесшовную блестящую поверхность, которую вы ищете, но если вы хотите еще более глянцевый вид, идеально подойдет войлочный круг Norton Rapid Polish. Эта отделка должна оставить гладкую глянцевую поверхность, которую вы ищете, но если вы хотите еще более блестящий блеск, войлочный диск Norton Rapid идеально подойдет. Отделка № 4Для перил или поручней можно указать отделку № 4.Отделка номер 4 — это обычная, но специализированная отделка нержавеющей стали, которую нельзя получить с помощью вращающегося инструмента, такого как циферблат. Его линейный вид можно получить только с помощью ленты или шлифовального круга. В этом случае предыдущий шаг заменяется абразивной лентой P80-P120, затем нетканой лентой Rapid Prep средней зернистости и, наконец, заканчивается очень хорошей нетканой лентой. Цель состоит в том, чтобы удалить только небольшое количество поверхностного металла без существенного влияния на общую толщину.Важно, чтобы шлифование выполнялось только в одном направлении, если требуется линейный эффект. Обратите внимание, что для плоских поверхностей вам понадобится машина Satinex с полосами на втулке насоса или чередующиеся диски Satinex (ламели грубого флиса p80), а для труб - шлифовальные ленты на машине для отделки труб. Еще один шаг вперед по сравнению с чистовой обработкой номер 4. Для достижения чистого, гладкого и равномерного блеска заготовки требуется более тонкий абразив с очень низкой скоростью резания. Дополнительная справка и информация…Для получения дополнительной информации о любых продуктах Norton Abrasives, представленных в этой статье, посетите наш новый промышленный каталог Norton 2019. Этот PDF-файл содержит все наши промышленные продукты, а также некоторые советы и полезные советы. . Мы также хотели бы направить вас на наш канал Youtube, который полон «гидов» и демонстраций продуктов, связанных с металлообработкой. Как всегда, наши эксперты Norton готовы ответить на любые ваши вопросы, просто свяжитесь с нами, используя нашу веб-форму. .Знаете ли вы типичные недостатки сварки? - Знания Знаете ли вы типичные неисправности сварки? Существует четыре категории общих дефектов сварки. 1. Распространенные дефекты сварки можно разделить на четыре категории: (1) Размер сварного шва не соответствует требованиям: высота шва, ширина, узкий шов, большой перепад высот, неровный переход шва к основному металлу и т.д. ( 2) Дефекты поверхности сварного шва: подрезы, наплывы, вмятины, переливы, непровары, поверхностные поры, поверхностные трещины и др. (3) Внутренние дефекты сварного шва: поры, включения шлака, трещины, несплавления, включения вольфрама, непровары двухсторонней сварки и др. (4) Характеристики сварного соединения не соответствуют требования: механические свойства и коррозионная стойкость сварного соединения снижаются из-за перегрева, прогара и других причин. 2. Дефекты сварки (1) Деформация сварки Как правило, после сварки заготовка деформируется.Если деформация превышает допустимое значение, это повлияет на использование. Основная причина – неравномерный локальный нагрев и охлаждение объекта сварки. Так как во время сварки заготовка нагревается до высокой температуры только в локальной зоне. Чем ближе к сварному шву, тем выше температура и больше расширение. Однако металл в зоне нагрева не может свободно расширяться, потому что он заблокирован металлом с более низкой температурой окружающей среды, и не может свободно сжиматься из-за ограничения окружающего металла во время охлаждения. В результате в этой части нагретого металла возникает растягивающее напряжение, а в другой части металла – уравновешенное сжимающее напряжение. Когда эти напряжения превышают предел текучести металла, сварка деформируется. Трещины появляются при превышении предела прочности металла. (2) Внешние дефекты сварного шва 1. Слишком большое усиление сварки Это явление возникает, когда угол разделки кромки слишком мал или сварочный ток слишком мал.Следовательно, чтобы улучшить усталостную долговечность заготовки, усиление сварного шва должно быть сплющено. 2. Более вогнутый шов Прочность соединения снижается за счет уменьшения рабочего сечения шва. 3. Подрез под сварку Углубление, образующееся на заготовке по краю сварного шва, называется подрезом. Он не только уменьшает рабочее сечение сустава, но и вызывает серьезную концентрацию напряжения в подрезке. 4.Сварной выступ Расплавленный металл стекает в нерасплавленную заготовку на краю расплавленной ванны и скапливается, образуя сварочный выступ, не связанный с заготовкой. Сварочный навес не влияет на силу статической нагрузки, но концентрирует напряжения и снижает силу динамической нагрузки. 5. Прожог Прожог означает, что часть расплавленного металла просачивается с противоположной стороны сварного шва и даже прожигает отверстие, снижая прочность соединения. Вышеуказанные пять типов дефектов существуют на поверхности сварного шва, которые можно обнаружить невооруженным глазом и вовремя устранить. (3) Внутренние дефекты сварного шва 1. Непровар Неполный провар относится к дефекту, при котором деталь и металл шва или слой сварного шва не расплавлены локально. Меньший провар ослабит рабочий участок сварного шва, вызовет сильную концентрацию напряжений и значительно снизит прочность соединения.Он часто становится источником растрескивания сварного шва. 2. Шлаковые включения В сварном шве имеется неметаллический шлак, который называется шлаковым включением. Включение шлака уменьшает рабочее сечение шва, концентрируя напряжения и снижая прочность и ударную вязкость шва. 3. Поры Когда металл сваривается при высокой температуре, он поглощает слишком много газа (например, h3) или газа, образующегося в результате металлургической реакции в расплавленной ванне (например, CO).Слишком поздно для разряда, когда расплавленная ванна охлаждается и затвердевает, а внутри или на поверхности сварного шва, который является порой, образуются полости. Наличие пор уменьшает эффективное рабочее расстояние соединения и снижает механическую прочность соединения. Наличие сквозных или сплошных пор серьезно повлияет на герметичность заготовки. (4) Трещина Частичный разрыв металла в районе сварного соединения во время или после сварки называется трещиной.Трещины могут возникать в сварном шве или в зоне термического влияния с обеих сторон сварного шва. Иногда это происходит на поверхности металла, а иногда внутри металла. Обычно его можно разделить на два типа в зависимости от различных механизмов образования трещин: горячая трещина и холодная трещина. 4.1 Горячие трещины Горячие трещины возникают во время процесса кристаллизации из жидкого состояния в твердое в металле сварного шва, и в основном они возникают в металле сварного шва. Основной причиной этого является наличие в сварном шве низкоплавких веществ (таких как FeS, температура плавления 1193°С), которые ослабляют взаимосвязь зерен.Под влиянием более высоких сварочных напряжений легко возникают трещины между зернами кристалла. Когда заготовка и сварочная проволока содержат много загрязняющих веществ, таких как S и Cu, легко возникают термические трещины. Горячие трещины характеризуются распространением по границам зерен. Когда трещина проникает на поверхность и сообщается снаружи, она имеет очевидную тенденцию к гидрогенизации. 4.2 Холодная трещина Холодная трещина образуется в процессе охлаждения после сварки, в основном в линии сплавления основного металла или основного металла и сварного соединения. Основная причина в том, что упрочненная структура формируется в околошовной зоне или сварном шве. Под воздействием высоких нагрузок вызывает растрескивание зерен. При сварке легко закаленных сталей с более высоким содержанием углерода или легирующих элементов легче образуются холодные трещины. Слишком большое количество расплавленного водорода в сварном шве также может вызвать холодные трещины. Поломка – очень опасный дефект. В дополнение к уменьшению опорного сечения это также создает сильную концентрацию напряжений.Трещина будет постепенно расширяться по мере использования и может повредить компонент. Поэтому такие дефекты в сварной конструкции, как правило, не допускаются. После обнаружения его необходимо удалить и заварить заново. .Функции инверторной сварки для начинающих. Фото и видео, показывающие, как научиться варить сварочным инвертором для начинающих Как выбрать сварочный ток при сварке инверторомЕсли вы не знаете, как научиться варить сварочным инвертором, видео и подготовленная пошаговая инструкция помогут вам разобраться во всех нюансах этого процесса. Нередко начинающие сварщики берут в руки станок для сварки кузовов автомобилей, латания дыр в металлоконструкциях и т.д.
Можно научиться варить кузова автомобилей или другие детали для начинающих сварщиков с помощью инвертора. Правильно использовать сварочный инвертор не так сложно, как многие думают. Даже если вы никогда не брали в руки этот инструмент и плохо разбираетесь в видах электродов, он не станет преградой на пути к самостоятельному ремонту автомобиля или изготовлению какой-либо металлоконструкции. Есть много причин научиться готовить с инвертором.Имея в своем распоряжении Сварис 160, Сварис 200 или любой другой хороший аппарат, освоить сварочное дело будет еще проще. Аппарат, используемый в процессе сварки, играет не последнюю роль. Весь процесс разделен на три основных этапа:
Обучение
Инвертор сварочный аппарат. Это устройство обеспечивает соединение металлических элементов путем их сварки между собой.Благодаря этому вы сможете правильно сварить кузов собственного автомобиля, заделать дыры в металлическом заборе, починить оконные решетки и выполнить множество других бытовых задач. Подготовка состоит из нескольких этапов.
инвертор дугиСледующим шагом является зажигание дуги инвертора. Здесь следуйте нескольким рекомендациям, чтобы заставить устройство делать то, что вы от него ожидаете.
СваркаПомимо сварного шва, нужно понимать суть сварочной ванны. Только так можно добиться желаемого результата.
Движение электродаМногие новички, которые впервые начинают варить пиво, ошибочно думают, что Swaris 160 или 200 сделает за них всю работу. Не спорим, Сварис 160 и Сварис 200 действительно хорошие инверторы. Но одного качественного устройства недостаточно для качественного выполнения работы. Основная ошибка - прямолинейные движения при создании шва. Профессионалы так не готовят. Для того чтобы отремонтировать кузов автомобиля или выполнить ряд других операций, необходимо научиться правильно пользоваться устройством и соблюдать шов.
Сварка по праву считается одной из самых популярных технологий соединения металлов.Без сварки не обходится ни одно строительство, а сварочный аппарат – незаменимый предмет в арсенале любого домашнего мастера. Сварить калитку, забор, арматурный каркас, сварить петли, собрать основу для теплицы, собачьего вольера, поставить калитку - везде пригодится сварка. Одним из основных технологических элементов также является сварка. Но с чего начать сварку, а главное – на какие нюансы следует обратить внимание? В этой статье мы ответим на следующие вопросы:
Сварочные работы - необходимый теоретический минимум 90 118 Вы должны научиться сваривать по самой популярной технологии - ручной дуговой сварке (сокращенно ММА - от английской аббревиатуры "Manual Metal Arc"). Кроме того, необходимо варить инверторным сварочным аппаратом.Почему инвертор? Инверторы вырабатывают постоянный ток с высокой степенью стабилизации. Они легкие, портативные (вы можете носить их, перекинув ремень через плечо). Они позволяют произвести все настройки «под себя», даже начинающему сварщику. Инверторы, в отличие от обычного сварочного трансформатора, хорошо выдерживают колебания напряжения, а при работе слабые электрические сети не «проседают». Существуют и более совершенные технологии сварки.Например, TIG (сокращение от Tungsten Insert Gas). Это ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (аргона). И МИГ-МАГ (металлический инертный/активный газ). Это ручная дуговая сварка с автоматической подачей плавящегося электрода (электродной проволоки) в защитной среде инертного/активного газа. 90 133 Этот вид сварки, в связи с высокой ценой применяемого оборудования и оснастки, а также требованиями к квалификации сварщика, больше подходит для профессиональной работы в ремонтных мастерских или на предприятиях.Например, для кузовного ремонта, восстановительных работ, сварки тонких металлических деталей, соединения цветных металлов с повышенными требованиями к качеству шва. Для большинства работ в сельской местности оптимальной является ручная дуговая сварка инверторным сварочным аппаратом. Но, несмотря на кажущуюся простоту (купил инвертор и вари), есть много нюансов, которые необходимо учитывать, чтобы получить качественный и прочный шов.Начать следует с выбора сварочного аппарата. Как это сделать? На дачном участке чаще всего приходится сваривать т.н. черные металлы. Отсюда: сначала определяемся с типом и толщиной свариваемого металла. От этого зависит тип и диаметр сварочного электрода. Диаметр сварочного электрода определяет величину сварочного тока. И только потом, в зависимости от этого значения, подбираем сварочный инвертор. 90 150 Зависимость диаметра электрода от толщины металла представлена в таблице ниже. Чем толще металл, тем больше диаметр электрода и тем больше должен быть сварочный ток. Каждый электрод (в зависимости от его диаметра) имеет нижний предел тока. Если ток снижается ниже этого предела, качественный сварной шов уже не может быть получен. Для ясности настройки сварочного тока приведены в таблице ниже.
В среднем, в зависимости от предполагаемой работы, на каждый 1 мм диаметра электрода требуется сила тока 25-30 ампер. Перед началом сварки также оцените допустимую нагрузку на электрическую сеть. При токе около 110А потребляемая мощность инвертора составит от 3 до 4 кВт. В обычной электрической сети имеются предохранительные выключатели на 16А, 3,5кВт. Следовательно, при превышении этих значений автомат отключит ток. Вывод: либо не превышать допустимую мощность, либо, если есть необходимость варить на больших токах, например, электродом 5 мм, т.н.«Пять», поставьте более мощный автомат и увеличьте сечение проводки. Для большинства работ при строительстве подходит сварочный аппарат с максимальным сварочным током 140 ампер (лучше взять аппарат с небольшим запасом по току, на 160-165 А, а не впритык). Мощности такого инвертора хватит на глаза, чтобы сварить один из самых популярных электродов диаметром 3 мм — т. н. "тройка". Еще одним фактором, влияющим не только на выбор инвертора, но и на удобство работы с ним, является PV (On Duration).Почему важно обращать внимание на этот показатель? Рабочий цикл определяется как отношение времени работы сварочного аппарата под нагрузкой (чистое время сварки) к общему времени цикла сварки (время сварки + время перерыва). Суммарное время цикла сварки обычно принимается как:
Оптимальное значение PV составляет 60%. Те. работаем 6 минут (в 10-минутном цикле) - отдыхаем 4 минуты.Например, если ПВ меньше 60%, то всего 15%, значит, после 1,5 минут работы нужно будет отдохнуть 8-9 минут. Это приведет к простою. Попытка продлить время непрерывной работы приводит к срабатыванию тепловой защиты устройства. Если сварочный аппарат имеет рабочий цикл 60% при максимальном токе, этого более чем достаточно для работы даже при повышенных температурах. На практике сварка в течение этих 6 минут происходит не непрерывно (электрод не так сильно горит), а с перерывами, необходимыми для замены электрода, очистки рабочего стыка от шлака и визуального осмотра свариваемых элементов. Сварочное производство Качественная сварка начинается с подготовки рабочего места и необходимого оборудования. Лучше всего приобрести сварочный стол. На него укладывают металлические заготовки и крепежные элементы: хомуты, уголки и т.п., которыми скрепляются свариваемые детали.
Ивен Пользователь FORUMHOUSE По своему опыту могу сказать, что при сварке иногда очень нужна плоскость, то есть ровная поверхность, на которую можно что-то приварить.Вы должны быть привязаны к этому самолету. Мой первый сварочный стол был изготовлен из листового металла 1250х2500х3 мм, высотой 75 см, а в качестве ножек я использовал профильную трубу 20х40х2 мм. В качестве столешницы можно использовать любой кусок металла. Например, берем лист 1000х2000х4 – это будет столешница. Из другого листа меньшего размера – 1000х2000х2 мм – делаем среднюю полку. Благодаря собственному дизайну и производству сварочного стола есть много места для творчества.От качества сварки во многом зависит удобство работы за столом. Следовательно, многие умельцы делают сварочный стол «под себя». Продолжай. Первыми помощниками каждого сварщика являются всевозможные струбцины, крепежи и уголки. Без них невозможно закрепить свариваемые детали на столе, выдерживая необходимые допуски и геометрию изделия. Пользователи FORUMHOUSE предпочитают самодельные зажимы, изготавливаемые под каждый конкретный случай сварки, а не заводские зажимы.Это оправдано в случае большого объема работ.
Sergeyb3 Пользователь FORUMHOUSE Сварочные работы заключаются в сварке воздуховода, уголка, трубы и т.д. В каждом случае хомут уникален. Продуманный и качественно сделанный зажим превращается в третью, поистине универсальную «руку» сварщика. Одной из основных трудностей любого начинающего сварщика является соблюдение прямых углов свариваемых деталей.Нередки случаи, когда тщательно размеченные и вырезанные объекты (например, прямоугольные) после сварки «выводят» и превращаются в параллелограмм. Как этого избежать? Металл дает усадку при охлаждении. С какой стороны швов больше, а где они толще, туда и направит металл. Поэтому сначала нужно прихватить свариваемые изделия временно, а не проварить начисто со всех сторон. Для крепления уголков под углом 90 градусов вместо уголков можно использовать металлические «косынки» или штанги из профильной трубы.Кроме того, стрелы сварены не встык, а внахлест. Еще одно эмпирическое правило: если уголки и зажимы помогают поддерживать прямой угол, плоскостность можно обеспечить только путем монтажа на плоской поверхности. Перед началом сварки проверьте диагонали, если таковые отсутствуют, внесите соответствующие коррективы. Вы можете использовать квадраты для управления прямыми углами. Также при сварке пространственных конструкций, не несущих повышенной нагрузки - вольер для собак, каркас теплицы и т.п.- не стоит увлекаться полной сваркой всех мест, так как 1 мм2 шва выдерживает нагрузку около 40 кг. Чем меньше швов в таких конструкциях (в разумных пределах), тем меньше вероятность того, что при остывании металла их поведет.
Nikola1 Пользователь FORUMHOUSE Приваривал петли на ворота. Сначала взялся за 2 половинки створок, проверил легкость открывания - открываются легко. Затем обварила петли непрерывным швом, проверяю на легкость открывания - открываются плотно.Что я сделал не так? Это может произойти из-за того, что оси верхнего и нижнего шлейфа не совпали, повело металл, шлейф при сварке перегрелся, его геометрия сбилась.
svar4ik Пользователь FORUMHOUSE Если дверь без проблем открывается после склейки, но не после сварки, петли тянут из-за остаточных сварочных напряжений. Делаем так:
Сварка чугуна Сварка чугуна считается сложной задачей. Чаще всего дуговую сварку чугуна проводят «горячим» способом. Для этого свариваемые элементы предварительно нагревают до температуры 600-650°С. В бытовых условиях так наз. «холодный» метод сварки – без нагревания деталей и с использованием специальных электродов.
Клез Пользователь FORUMHOUSE Чугун можно сваривать электродами из нержавеющей стали.Сколько я их варила, ничего не сломалось, не улетело. "Унками" на "прямой" полярности тоже варится, но если рутил, то сварка рвется по шву. Подробнее о типах электродов можно прочитать в статье. .
Mictlayotl Пользователь FORUMHOUSE Чугун свариваю так: место сварки зачищаю, кромки обрезаю и свариваю деталь ЦЧ5 или УОНИИ. Разницы в переполюсовке не увидел.Сварку провожу на минимальном токе, периодически охлаждая свариваемые детали на воздухе. При сварке чугуна «в холодную» не допускайте перегрева свариваемых деталей. Поэтому сварку ведут короткими участками длиной 30-40 мм, не сваривая сразу всю деталь, с тщательной проковкой полученных швов молотком. Ковка металла снимает остаточные напряжения в металле, что предотвращает растрескивание сварного шва. Также важно подготовить детали перед сваркой – сделать надрез.
makar4ic Пользователь FORUMHOUSE Однажды я уронил на пол чугунный котел. Появилась трещина см 5, казан жалко выбрасывать, решил заварить. Участник форума сделал это:
Основная проблема при сварке чугуна в том, что получается серый ковкий чугун высокой прочности. Кроме того, повышается хрупкость металла в месте шва. Поэтому каждый случай требует индивидуального подхода. Если нет специальных электродов, можно изготовить самодельный, намотав по спирали медную проволоку диаметром 1,2-2 мм на электрод, предназначенный для сварки стали (УОНИ 13/45, АНО-4). Сварка оцинкованного металла
Тимаквал Пользователь FORUMHOUSE Решил сварить лестницу из оцинкованных труб.У меня проблема - не могу сварить детали с первого раза. Перед сваркой цинк удаляли чистящим кругом. Какие еще секреты?
Пашник: Пользователь FORUMHOUSE Оцинкованные трубы - это тот же черный металл, только оцинкованный. Место сварки нужно зачистить до блеска, полностью сняв слой цинка. Место, где цепляется «крокодил», также нужно зачистить и надежно закрепить на трубе. Следует помнить, что в процессе сварки цинк интенсивно испаряется.Выделяемые пары цинка опасны для здоровья. Поэтому сварку оцинкованных изделий необходимо проводить в помещении, оборудованном принудительной вентиляцией, или на открытом воздухе. Если цинк нельзя удалить, выбор электродов следует тщательно обдумать. Для сварки мягких сталей лучше использовать электроды с рутиловым покрытием. Например: Для сварки низколегированных сталей - электроды с покрытием основного типа:
Приготовление с возвратно-поступательным движением электрода.Это способствует преждевременному выгоранию цинка. Если слой цинка на заготовке больше 40 микрон, для получения качественного сварного шва необходимо полностью удалить слой цинка. Удлинитель для сварочного инвертора Часто приходится проводить сварочные работы на большом удалении от электросети (например, при сварке забора). Вам понадобится удлинитель длиной 30-50 метров, а то и больше. Какой размер проволоки выбрать для нормальной работы сварочного инвертора? Исходя из практического опыта форумчан, можно сделать вывод: для удлинителя берем медный гибкий (витая пара) двухжильный шнур.Сечение жилы провода - 2,5 мм2. Если предполагается заземление, берем трехжильный провод такого же сечения. Нагрузка подключается к отдельному выключателю на 16 или 20А. И в конце статьи - Руководство начинающего сварщика от FORUMHOUSE:
Соединение под сварку встык. Если толщина металла соединяемых элементов более 5 мм, то перед сваркой на элементах необходимо снять фаску. В случае сварки деталей встык оставляйте зазор 1-2 мм. Сначала обхватываем детали обжимными инструментами, а уже потом варим их по всей длине. Угловое/тройниковое сварное соединение. Сварочный шов имеет форму треугольника. Для получения качественного шва его толщина должна быть равна толщине свариваемого металла.Если за один проход невозможно сварить требуемую толщину шва (металл толстый), делаем несколько проходов. Сварка вертикального шва. При таком типе подключения устанавливается меньший ток (подбирается индивидуально), чем, например, при сварке горизонтально. В противном случае металл будет сильно нагреваться и течь, и качественного шва не получится. Электрод лучше вести снизу вверх т.к. в этом случае расплавленный металл удерживается уже застывшим снизу металлом. Сварка с прямой и обратной полярностью. 90 118 Прямая полярность: до "+" заземление подключено к инвертору. Ручка подключается к «-». Обратная полярность: земля подключена к "-". Держак - на "+". По каким критериям выбирать сварочный аппарат, рассказывается в этом видео. Узнайте обо всех преимуществах работы со сварочным инвертором в этом видео. Сварка – наиболее распространенный сегодня способ соединения двух отдельных металлических деталей. Со стороны приготовление пищи кажется простым и незамысловатым, но на самом деле профессия сварщика достаточно сложна и требует определенных навыков. Прежде чем приступить к процессу сварки, нужно многому научиться и многое обдумать. Для начинающих сварщиков и профессионалов, работающих на высоте, в продажу поступили компактные современные аппараты для электродуговой сварки - инверторы. Сварочное оборудованиеСварщик работает с источником тока и электродами. Существует два типа устройств: Трансформаторные устройства просты в эксплуатации, но они тяжелые и громоздкие, прочные и долговечные, очень надежные. Для работы требуется переменный ток. Для сварки применяют плавкие электроды из фтористого кальция или рутила. У агрегата низкий КПД , а сварка, выполненная трансформаторным устройством, среднего качества.При работе с этим видом электросварки требуется высокая квалификация сварщика. Инвертор — это электросварочный аппарат, который работает на постоянном токе , в отличие от трансформатора. На входе схемы аппарата входное напряжение преобразуется из постоянного в переменное, которое затем поступает на трансформатор. Основное отличие данного вида сварки заключается в следующем:
Инверторы очень экономичны при использовании устройства , потери энергии в десять раз ниже , чем в случае трансформаторных моделей. Устройство имеет КПД от 85 до 90 процентов. С инвертором можно комбинировать как маленькие, так и большие металлические изделия. Инверторы в наше время стали большим прорывом в области сварочного оборудования, старые, громоздкие трансформаторы постепенно вытесняются из повседневного обихода из-за своих размеров и сложности в использовании.Инвертор доступен как по цене, так и по классификации каждому сварщику, нужно лишь знать основы и правила самого процесса сварки, чтобы он работал. Электричество, потребляемое этим небольшим сварочным аппаратом, идет исключительно на работу самой дуги, которая непосредственно осуществляет процесс сварки. Инверторные основы Для сравнения: при включении старый трансформаторный сварочный аппарат выдавал максимальный и сильный импульс тока, что вызывало сбой сети в вашем доме. В инверторе, напротив, имеются накопительные конденсаторы, которые сначала накапливают электроэнергию, затем обеспечивают бесперебойную работу электрической сети и плавно поджигают электрическую дугу. Уроки инверторной сварки вы можете освоить самостоятельно в доступной форме. Со своей стороны, мы можем дать вам несколько полезных и необходимых предложений, если у вас есть какие-либо вопросы. В этой статье вы узнаете, на что нужно обратить внимание в первую очередь перед началом сварочных работ. Важно понимать, что потребляемая инвертором мощность напрямую связана с диаметром электрода. Чем больше диаметр используемого электрода, тем больше энергии он потребует.Поэтому перед началом работы вам необходимо рассчитать примерное максимальное значение электроэнергии, потребляемой вашим устройством , чтобы не сжечь проводку или технику в вашем доме. Кроме того, для каждого используемого диаметра электрода требуется минимальная рекомендуемая сила тока, то есть при желании уменьшить силу тока сварка будет невозможна. Если вы хотите поэкспериментировать и увеличить силу тока, шов сам по себе получится, а электрод может сгореть или прилипнуть очень быстро.Как вы уже поняли, важной частью процесса сварки является правильный подбор электрода и тока аппарата. Конструктивно электрод состоит из металлического стержня, на который напылен специальный порошковый состав. Порошковая окраска является необходимым барьером для доступа стыка к окружающему воздуху. Среда отрицательно влияет на формирование сварного шва , окисляя его, что снижает качество шва. Порошковое покрытие также необходимо для поддержания нормального процесса дугового разряда. Электроды УОНИ, МР, АНО, ОЗС применяются для инверторной сварки. Качество приобретаемых электродов во многом зависит от условий транспортировки и хранения. Диаметр необходимого электрода варьируется от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей. Пошаговая инструкция для начинающих по использованию инвертораДлина дугиЭто расстояние, которое образуется между металлом и электродом в процессе сварки. При сварке важно соблюдать правильное расстояние. малый зазорНаличие небольшого зазора приведет к тому, что металл не успеет полностью прогреться , при этом шов выйдет выпуклым и не приклеится по бокам. Большой зазорНаличие большого зазора приведет к скачку дуги, что предотвратит провар, а значит, наплавленный горячий металл ляжет неравномерно. Необходимо правильное расстояниеОбеспечение правильного постоянного расстояния обеспечит хорошее проникновение и отличное формирование шва. Благодаря опыту вы сможете правильно контролировать длину дуги для достижения наилучших результатов. Дуга, проходя через зазор, образует сварочную ванну, одновременно расплавляя основной металл. Это также обеспечивает попадание расплавленного металла в ванну. Правильно сформированный сварочный шов и его дефекты Идеальный сварной шов поможет создать зигзагообразные и круговые движения. Делая движения по кругу, нужно следить за швом, равномерно распределяя ванночку. При движении электрода в разные стороны в зигзаге создается хороший шов , и необходим контроль за формированием шва.При этом шов создаем сначала с левого края, затем по центру ванны, затем с левой стороны и т. д. Помните, что ванна следует за теплом. Подрез возникает при отсутствии электродного металла, при заполнении ванны и при перемещении поперек. Во избежание образования подреза необходимо соблюдать внешние границы шва, тщательно следить за ванночкой и при необходимости тоньше. Напряжение дуги подается на регулятор ванны на конце стержня электрода.При наклоне штанги ванна не тянется, а толкается. Помните, что чем более вертикально расположен электрод в процессе сварки, тем менее выпуклым будет сварной шов. Когда держишь электрод вертикально, ванна прижимается, так как все тепло концентрируется на ней. При этом хорошо растекается и хорошо тает. При небольшом наклоне электрода вся сила отводится и шов приподнимается (поднимается). При большом угле наклона электрода сила прикладывается по вектору шва, что делает невозможным управление горячей ванной. Если необходимо вывести ванну или получить ровный шов, используйте наклон электрода под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет контролировать ванну и нормально сваривать. Обратная и прямая полярность при сварке с инверторомПри обратной полярности к изделию поступает меньше тепла. Зона плавления неглубокая, хотя и достаточно широкая. Можно наблюдать эффект катодной очистки поверхности сварного шва . При прямой полярности снижается подвод тепла к металлу. Зона плавления глубокая и в то же время узкая. Процесс сварки инвертором тонкого металлаИнвертор удобен для начинающих сварщиков, так как имеет ряд особенностей, в том числе:
Для получения хорошего качества сварного шва на тонком листе и отсутствия пригаров на свариваемых листах необходимо следить за тем, чтобы шов был виден в процессе сварки. Электрод следует выбирать меньшего диаметра и располагать как можно ближе к металлу. Затем ждем, пока не начнет образовываться красное пятно, под ним образуется капля металла, которая будет соединять между собой тонкие металлические заготовки. Медленно проводя электродом по поверхности тонких металлических деталей, образуются капли металла, которые склеивают детали, образуя сварной шов. Прочитав нашу статью, вы узнаете, как правильно эксплуатировать электросварочный инвертор.Мы надеемся, что процесс сварки покажется вам легким и приятным. Перед началом процесса сварки ознакомьтесь с инструкцией и рекомендациями к инвертору от производителя, чтобы уберечь не только сварочный аппарат, но и свое имущество от порчи. На даче, в гараже или в собственном доме всегда есть потребность в каком-то ремонте. Наличие соответствующей техники не менее важно. Одним из таких устройств является сварочный инвертор.С его помощью выполняются все работы, связанные со сваркой металлов, а также их резкой. Это позволяет обойтись без привлечения дорогостоящих специалистов, если нужно выполнить небольшой объем работ, и мы рассмотрим, как правильно варить с помощью инверторной сварки. Инверторная сварка для начинающих становится сложной, если не пройти теоретическую подготовку и предварительную практику. Сварочное оборудование инверторного типа вполне доступно по цене, имеет разнообразные классы как для новичков и любителей, так и для профессиональных сварщиков для выполнения трудоемких процессов.Процедура сварки инвертором немного сложнее работы на обычном электросварщике, но вполне доступна даже для начинающих электросварщиков. Принцип работы сварочного инвертораИнверторное устройство получило свое название из-за принципа работы. На корпусе устройства имеется выключатель питания, индикаторы наличия питающего напряжения и перегрева, специальные разъемы для подключения кабелей, регулировочное устройство для плавного или постепенного переключения тока.Все модели оснащены ручками для удобства переноски. Кроме того, некоторые образцы поставляются с дополнительными индикаторами величины сварочного электрического тока. Для ознакомления с устройством, а также для выполнения работы посмотрите соответствующие видео-уроки по выполнению инверторной сварки для начинающих. В инверторном аппарате переменное напряжение 220 В преобразуется в постоянный ток, после чего сглаживается через специальный электрофильтр. Затем в блоке внутри устройства постоянный ток преобразуется в высокочастотный переменный ток.Приводится до необходимого значения напряжения для возможности получения электросварочного тока 120-200 А. Для этого двойного преобразования необходимы малогабаритные трансформаторы, позволяющие значительно снизить вес аппарата. Этот метод имеет высокий КПД (около 90%), а также значительно экономит электроэнергию. Для питания используется бытовая электрическая сеть 220В или промышленная электрическая сеть 380В для использования в производстве. Профессиональные копии работают в нескольких режимах и рассчитаны на длительную работу без перерывов. Принципы работы инвертораРабота на электросварочном аппарате этого типа проводится так же, как и на обычном аппарате. Прежде чем готовить с инвертором, нужно подробно изучить технологию работы. Плавление металла происходит под действием горячей электрической дуги. Он образуется между свариваемым металлическим изделием и электродом. Для этого их подключают проводами к клеммам «+» и «-» на инверторе. Научиться пользоваться электросварочным оборудованием инверторного типа в домашних условиях совсем не сложно, хотя как правильно сварить металл инвертором для новичков часто становится проблемой. Специальный регулятор на корпусе аппарата устанавливает необходимый сварочный ток. Его значение зависит от значения толщины свариваемого изделия и его материала. Величина силы тока контролируется индикатором или электронной индикацией на корпусе электросварочной горелки. Дуга зажигается путем прикладывания электрода к заготовке под небольшим углом. Активация происходит при прикосновении к металлическому участку. После появления сварочной дуги стержень находится на небольшом расстоянии от детали, примерно равном ее диаметру, и происходит сварка металла.По окончании процесса окалину, а также шлак удаляют с поверхности шва путем постукивания молотком или другим металлическим предметом. Видео поможет лучше понять процесс, в котором подробно описана инверторная сварка. Подготовка к работе (рабочее место, электроды, оборудование)Перед началом процесса электросварки должным образом подготовить рабочее место и необходимое оборудование. Готовить можно на специальном металлическом сварочном столе или на небольшой свободной поверхности.Заранее подготавливаются зажимы и держатели для надежной фиксации соединяемых деталей. Рабочее место хорошо освещено и проветривается. В нем нет посторонних предметов, а также жидкостей, которые могут загореться от случайных искр. Сварщик должен работать на специальном деревянном помосте, предохраняющем от возможного поражения электрическим током. Электрод следует выбирать в зависимости от типа свариваемого металла, а также его толщины. Качество электросварки зависит от правильного подбора и настройки аппарата.Профессиональные сварщики также учитывают расположение самого шва (горизонтально или вертикально), его глубину и другие параметры. Для каждой марки металла выпускается свой тип электрода. Они различаются по составу и назначению. Для сварки нержавеющей стали, чугуна или обычного стального изделия необходимо правильно подобрать тип электродов. Возможны существующие типы и типы. УОНИ, АНО, МР, ОЗС диаметром от 2 до 5 мм применяются для электросварки инвертором. На качество используемых электродов влияют условия их хранения и транспортировки.Подготовительный процесс, а также сама сварка для начинающих показана на видео с инвертором в качестве электросварочного оборудования. Работа инвертораДля более четкого понимания основ применения инверторной электросварки необходимо понимать физическую природу создания стыкового шва. Металлические изделия сваривают электродами. Они состоят из металлического сердечника и специального покрытия – оболочки. Этот состав служит для закрытия зоны сварки от попадания кислорода. Электрическая дуга возникает при контакте сердечника электрода с металлической поверхностью. Под воздействием тепла покрытие начинает плавиться и покрывать свариваемый участок. При этом часть его испаряется, превращаясь в газы. Расплавленное покрытие покрывается сверху жидким металлом, который создает еще один защитный слой от действия кислорода. После остывания образовавшийся шлак в месте сварки необходимо удалить. Зажигание дугиДуга загорается только при надевании специальной защитной маски.Это требуется для защиты сетчатки глаза от возможных ожогов. Болевые симптомы появляются через некоторое время и сопровождаются жжением, а также другими неприятными ощущениями. Если вы планируете работать со сварочным аппаратом, вам необходимо знать. Воспламенение происходит одним из двух способов: ударом и прикосновением. Совершая ударные движения по поверхности, зажигается дуга. Удар происходит непосредственно на металлическом интерфейсе или рядом с ним. После этого движения стержень электрода поднимается над поверхностью на необходимое расстояние для поддержания дуги.При касании производится постукивание по металлическому участку в начале будущего шва до появления электрической дуги. Движение электродаПосле зажигания дуги выполняется тренировка движения. На металлической пластине мелом наносится линия, имитирующая затирку. После зажигания дуги металл начинает плавиться и появляется слой расплавленного шлака. Эта область называется сварочной ванной. Именно она начинает разучивать движения начинающего электросварщика.Для перемещения стержень электрода наклоняют под углом примерно 45-50°. Это значение условное и влияет на ширину сварочной ванны. Электросварочный шов ведется тремя способами:
Прямоугольное перемещение применяется для электросварки в труднодоступных местах. В результате получается симметричная ванна, которая не очень удобна.Заваривание под обратным углом позволяет лучше наблюдать за процессом и контролировать качество. Этот метод используется для нижних швов, а также при изготовлении канцелярских кнопок. Использование сварки под прямым углом позволяет получить хорошую глубину сварочной ванны в самом начале сварного шва. При этом видно, как дуга сжимает металл и не дает ему покинуть ванну. Широкий тип шва требует циклических движений. Перемещение стержня электрода осуществляется одним из нескольких способов, показанных на рисунке. Следует помнить, что необходимо заваривать широкие швы с постоянным уклоном. При этом не кончик самого стержня, а весь электрод перемещается за рукоятку электрододержателя. Проверка дугового зазораОдним из важнейших факторов, влияющих на качество электросварки, является дуговой промежуток. При малом его значении (до 2 мм) получается укороченная дуга. Не нагревает соединение, благодаря чему создается неглубокое проникновение.На расстоянии более 3 мм длина электрической дуги увеличивается. Он становится неустойчивым и не выдерживает нужного направления плавления. Кроме того, защитный слой не полностью покрывает ванну расплава и увеличивается разбрызгивание расплавленного металла. У начинающего электросварщика такое же правило - расстояние дуги 2-3 мм. При использовании инверторных моделей с соответствующими функциями для облегчения процесса электросварки это расстояние уже не нужно.В этом случае достаточно вести электрод вдоль поверхности металла. Правила создания ровных швовНа качество сварного соединения влияет правильный нахлест шва. Это зависит от правильности выбранного электрода, угла его наклона, а также длины дуги. Оптимальное расстояние от поверхности металла до кончика стержня 2-3 мм. При меньшей длине шов получается слишком выпуклым из-за малой поверхности нагрева. Это значительно снижает прочность сварного соединения.Большой дуговой промежуток вызывает скачки и недостаточно нагревает место сварки. Полученный участок соединения будет ненадежным, а сварной шов будет размытым. Установка полярности и сварочного токаПодключение электрода к положительной клемме называется прямым, а к отрицательной клемме – обратным. Оба метода сварки применяются для соединения металлических изделий, но разной толщины. Металлы до 3 мм лучше сваривать обратным методом, а толстые – прямым.Однако такой подход не является фиксированным правилом, поэтому использовать сварочный аппарат можно с любым подключением. В общем, ознакомившись с основными принципами и сутью сварочного процесса, несложно понять, как именно работать с инвертором. Физика - перенос электродов с отрицательного на положительный. При этом они передают энергию поверхности, повышая ее температуру. Это означает, что часть, соединенная с плюсовой клеммой электросварки, нагревается сильнее.Этот процесс важен при сварке изделий значительной толщины. В результате они хорошо прогреваются и получают качественный шов. При работе с тонким металлом не требуется сильного нагрева металлических изделий, поэтому их подключают к минусовому контакту инвертора, а электрод к плюсовому. Значение сварочного тока выбирают исходя из толщины и вида свариваемых изделий. В том случае, если получаются несплошные полосы шва с заданным значением, необходимо увеличить значение электрического тока.Если ванну с расплавленным металлом передвигать сложно, уменьшите значение тока на приборе. Настройки процесса электросварки напрямую зависят от электрода, выбранного для электросварки, а также от типа инверторного устройства. Используйте таблицу, чтобы помочь вам выбрать текущее значение.
Безопасность на работеПеред началом процесса электросварки позаботьтесь о технике безопасности. Для этого подбирается защитное снаряжение, состоящее из перчаток на толстой негорючей поверхности, сварочной маски, искрозащитного костюма и соответствующей обуви.Специальные очки на маске должны защищать глаза от воздействия электрической дуги различных токов. Удобным вариантом является использование «Хамелеонов», которые автоматически подстраиваются под силу лука. Не забывайте об опасности поражения электрическим током и мерах пожаротушения. Знакомство с процессом работы при инверторной сварке следует начинать с изучения техники безопасности при выполнении электросварки. Кабели должны иметь неповрежденную изоляцию, все электрические соединения и соединения должны быть закрыты.Поставьте на пол сухую деревянную основу и используйте сетку с защитными приспособлениями. Огнетушитель, песок и вода всегда помогут потушить возникший случайный пожар. Всегда помните, что от соблюдения техники безопасности зависит не только целостность оборудования, но и здоровье и жизнь электросварщика. В домашнем хозяйстве часто возникает потребность в надежном соединении каких-либо металлических деталей. В таких случаях лучшим решением является сварка, позволяющая выполнить работу быстро и качественно.Сварочные аппараты инверторного типа примерно в два раза эффективнее своих классических предшественников. О том, как работать с ними самостоятельно, вы можете узнать, ознакомившись с предложенной инструкцией. Что подготовить:
В сварке, как и в любом хорошем деле, все дело в опыте. Продолжая практиковаться, вы будете становиться лучше с каждой последующей сваркой. Овладение секретами сварки облегчит решение многих проблем, всегда возникающих дома или на даче. .Дефекты переплавки и улучшения наблюдения и контроля | Автомобильная и авиационная промышленность | Цифровой микроскоп 4K — примеры применения и решенияСварка обычно используется для соединения металлических деталей таких изделий, как автомобили, самолеты, железнодорожные вагоны и корабли. Для автомобилей чаще всего применяется соединение в основном различными видами дуговой сварки, контактной точечной сваркой и лазерной сваркой кузовов, рам, двигателей, коробок передач, шасси и других узлов, подвергающихся нагрузкам при движении автомобиля.Это подчеркивает важность проектирования прочности сварных швов и контроля их качества путем измерения пространственных сечений. Не только основные материалы, но и соединяющие их сварные швы (сварные швы и проплавление) представляют собой металлические материалы, в которых присадочные материалы (такие как сварочные стержни и проволока) были расплавлены и затвердевали. При расчете прочности металлических изделий материалы обычно выбираются исходя из предположения о нагрузке, прикладываемой к изделиям, и определения нагрузки, прикладываемой к каждому металлическому материалу.Расчет прочности должен также учитывать нагрузки, действующие на сварные швы каждого материала, которые определяют качество сварки. Глубина проникновения тесно связана с прочностью соединения. Любые дефекты провара на сварных швах, такие как неправильное соотношение между глубиной проплавления и основным материалом, будут иметь большое влияние на качество и прочность сварки. Типичные дефекты сплавления описаны ниже на примере стыковой сварки.
Различные канавки также вызывают различные формы сплавления, что приводит к различиям в прочности сварных швов.
Однако следует соблюдать осторожность при сварке с частичным проплавлением в местах приложения изгибающего момента или растягивающей силы, так как прочность этого типа сварки часто недостаточна.Поэтому особенно важно рассчитывать прочность сварных швов, а также измерять и контролировать соответствие размеров фактического провара, например толщины шва, расчетным условиям. Поперечное сечение сварных швов обычно имеет низкий контраст между проплавлением и основным материалом, поэтому измерение затруднено и часто варьируется от оператора к оператору. Кроме того, у стереомикроскопов необходимо визуально проверять шкалу и вводить измеренные значения вручную. Однако в последние годы технологические достижения в области цифровых микроскопов значительно изменили прозрачность проникновения и эффективность пространственных измерений. Цифровой микроскоп KEYENCE серии VHX со сверхвысоким разрешением 4K повышает эффективность контроля проникновения благодаря четким изображениям и пространственным измерениям, полученным с помощью новейших объективов с высоким разрешением, CMOS-сенсора 4K, технологий освещения и обработки изображений. Поперечные сечения сварных швов иногда затрудняют оценку и измерение из-за низкой контрастности границ сварного шва как со стороны провара, так и со стороны основного материала. Цифровой 4K-микроскоп серии VHX может четко фиксировать края изображений с высоким разрешением 4K. Даже в случае поперечных сечений угловых швов, в которых трудно различить границу между сварным швом и основным материалом, теперь можно быстро и четко наблюдать четкие граничные кромки, различия в структуре металла и дефектные участки. Слева: высокое разрешение / справа: нет высокого разрешения (30 ×) Пространственное измерение поперечных сечений сварных швов является важным контролем, связанным с прочностью и качеством. Однако оценка точек измерения затруднена из-за низкого контраста между основным материалом и швами. Кроме того, требуется выравнивание зрительной памяти и ручной ввод полученных значений, что вызывает проблемы с человеческим фактором и усложняет обработку. С изображениями высокого разрешения 4K на мониторе, которые четко показывают границы сварных швов, цифровой микроскоп VHX Series 4K позволяет измерять в 2D такие компоненты, как длина стороны сварного шва, глубина сварного шва и глубина провара, просто щелкнув точку для измерения. Даже очень точные субмикронные измерения могут быть выполнены легко и за короткое время, что позволяет значительно сократить рабочее время. Измерение проникновения Также возможно измерение с субмикронной точностью.Сварные швы имеют непрерывную неровную форму. Если на поверхности шва имеются (несплошные) дефекты, такие как недостаточное армирование, вздутия, подрезы, ямки и трещины, требуемые механические свойства не могут быть достигнуты, и могут появиться трещины. Цифровой микроскоп 4K серии VHX позволяет мгновенно комбинировать несколько фокусных точек с помощью простой операции и позволяет просматривать четкие изображения и трехмерные пространственные измерения объектов с неровными поверхностями. Кроме того, отображая 3D-форму сварочных швов, вы можете не только свободно контролировать форму под разными углами, но и измерять профиль любого поперечного сечения. Поскольку вы можете анализировать форму и шероховатость, вы также можете изучать сколы, трещины и подобные проблемы на поверхности основного материала вокруг сварного шва. Наблюдение и автоматическое измерение сварочных швов с помощью цифрового микроскопа 4K серии VHX Наблюдение за сварочными швами Измерения 3D формы и профиля сварочных швов До сих пор операторам приходилось сталкиваться не только со сложными измерениями и проверками, но и с большим объемом работы, связанной с созданием отчетов. VHX — это мощный инструмент, решающий проблемы измерения и контроля и повышающий эффективность работы.Это связано с четкостью, которая может быть достигнута только в изображениях высокой четкости 4K, получением числовых данных посредством высокоточных измерений, а также с хранением и использованием данных. Кроме того, многие другие функции были доступны для удовлетворения требований рабочих мест к скорости и точности, например, функция плавного масштабирования, которая автоматически изменяет увеличение с 20 × до 6000 × без необходимости замены объектива, режим оптического эффекта тени. и функции мульти-освещения, помогающие Четко воспроизводить мелкие детали неровных поверхностей, а также автоматически воспроизводить различные настройки, выбирая сохраненные данные. Для получения подробной информации о серии VHX нажмите кнопку ниже и загрузите каталог. Чтобы задать вопросы, нажмите кнопку «Контакты KEYENCE» ниже. .Руководство по инструкции по сварочной машине Ibell - инструкции +
Руководство по эксплуатации Предварительные предосторожности: 9007 Певарда! Прочтите все предупреждения о безопасности, инструкции, изображения и технические характеристики, прилагаемые к этому устройству. Несоблюдение всех приведенных ниже инструкций может привести к поражению электрическим током, возгоранию и/или серьезной травме.Сохраните все предупреждения и инструкции для дальнейшего использования. Только квалифицированные лица должны устанавливать, эксплуатировать, обслуживать и ремонтировать это оборудование. ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМПрикосновение к токоведущим частям может привести к смертельному поражению электрическим током или серьезным ожогам. Электрод и рабочая цепь находятся под напряжением, когда выход включен. Входная силовая цепь и цепи машины также находятся под напряжением при включении питания.Неправильно установленное или неправильно заземленное оборудование опасно.
ДЫМЫ И ГАЗЫПри сварке образуются дымы и газы. Вдыхание этих паров и газов может быть опасным для вашего здоровья. Держите голову подальше от дыма. Не вдыхайте пары.
ИЗЛУЧЕНИЕ ДУГИЛучи дуги в процессе сварки производят интенсивные видимые и невидимые лучи (ультрафиолетовое и инфракрасное), которые могут обжечь глаза и кожу. От сварного шва летят искры.
ВЗРЫВООПАСНОСТЬПри сварке закрытых емкостей, таких как резервуары, бочки или трубы, они могут взорваться. Из сварочной дуги могут вылетать искры. Разлетающиеся искры, горячая заготовка и горячее оборудование могут вызвать возгорание и ожоги. Случайный контакт электродов с металлическими предметами может привести к искрам, взрывам, перегреву или возгоранию.Перед сваркой убедитесь, что зона безопасна.
Баллоны могут взорваться при повреждении; Баллоны с защитным газом содержат газ под высоким давлением, и поврежденный баллон может взорваться, поэтому обращайтесь с ними осторожно.
Не устанавливайте и не размещайте прибор на легковоспламеняющихся поверхностях или легковоспламеняющихся материалах, над ними или рядом с ними. Не перегружайте электропроводку в здании — убедитесь, что система электропитания правильно рассчитана, рассчитана и защищена для поддержки этого оборудования. ДРУГИЕ СЛУЧАИ Сварочная проволока может стать причиной травм; Не нажимайте на спусковой крючок пистолета, пока вам не будет предложено сделать это.Не направляйте горелку на какие-либо части тела, других людей или какой-либо металл при протягивании сварочной проволоки. ВИД ГОТОВОГО ИЗДЕЛИЯIBL M200-89
9 9 9 3 3 3 9 9. 10. M220-78 |



























 . Вы можете нажать на эту ссылку.
. Вы можете нажать на эту ссылку.  Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, что немаловажно для новичков, не имеющих опыта сварщиков.Для начала нужно понимать, что инвертор – это электронный сварочный аппарат , поэтому основная нагрузка при работе с ним будет идти на вашу электрическую сеть.
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, что немаловажно для новичков, не имеющих опыта сварщиков.Для начала нужно понимать, что инвертор – это электронный сварочный аппарат , поэтому основная нагрузка при работе с ним будет идти на вашу электрическую сеть.  В процессе сварки при быстром движении электрода образуется дефектный шов. Линия ванны ниже, чем линия поверхности основного металла.Если зажженная дуга проникает глубоко и интенсивно в свариваемый металл, она отталкивает ванну и создает сварной шов. Поэтому в процессе необходимо следить за тем, чтобы сварочный шов находился на уровне свариваемого металла.
В процессе сварки при быстром движении электрода образуется дефектный шов. Линия ванны ниже, чем линия поверхности основного металла.Если зажженная дуга проникает глубоко и интенсивно в свариваемый металл, она отталкивает ванну и создает сварной шов. Поэтому в процессе необходимо следить за тем, чтобы сварочный шов находился на уровне свариваемого металла.  Все Эти функции автоматически активируются в непредвиденных чрезвычайных ситуациях, что позволяет новичкам выполнять сварочные работы на хорошем уровне.
Все Эти функции автоматически активируются в непредвиденных чрезвычайных ситуациях, что позволяет новичкам выполнять сварочные работы на хорошем уровне. 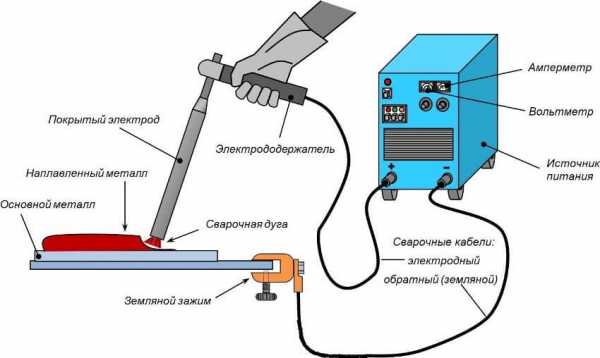


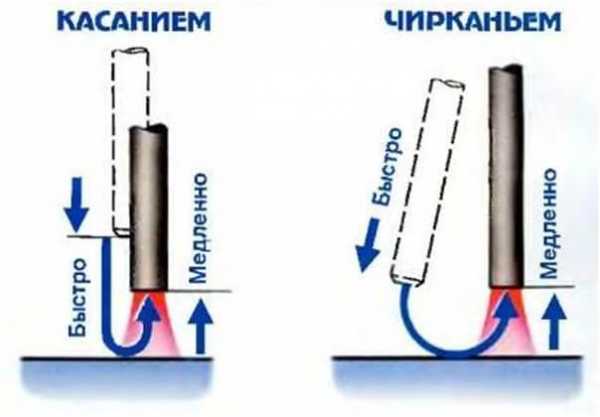
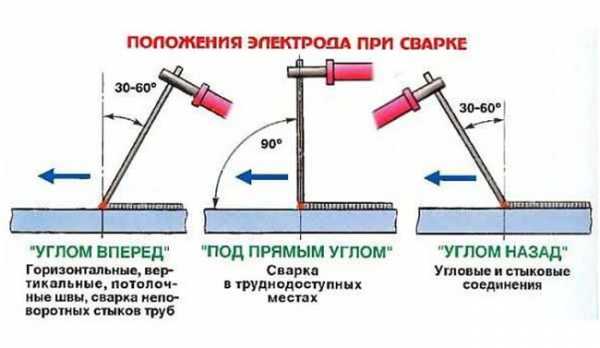
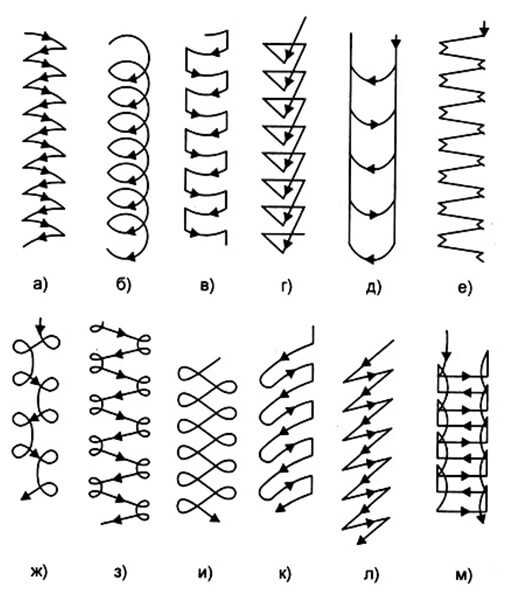



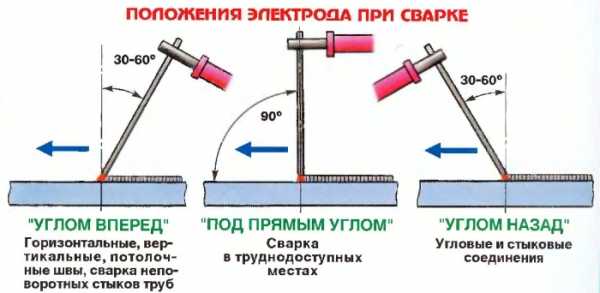
| 1. Ручка регулировки тока 90 132 90 131 7. Кнопка увеличения мощности 90 132 90 136 90 3 9 0 131 92 131 131 131 Гнездо быстрого соединителя: сварочный аппарат , мощность (+) 90 132 90 136 90 130 90 131 3.Индикатор нагрева 90 132 90 131 9. Гнездо быстрого подключения: сварочное мощность аппарата (-) 90 132 90 136 90 130 90 131 4. Индикатор контроля качества 90 132 90 131 10. Выключатель 90 132 90 136 90 130 90 131 5. Holder 90 132 90 131 11. Power cord anchor 90 132 90 136 90 130 | 6. Digital display | 12. Smart fan |
IBL M250-104
| 1. Current control ручка | 7.Цифровой дисплей 90 132 90 136 90 130 90 131 2. Регулятор силы дуги 90 132 90 131 8. Гнездо быстрого подключения: сварочный выход (+) 90 132 90 136 90 130 90 131 3. Регулятор горячего старта 90 132 90 131 9. Гнездо быстрого подключения: мощность сварки (-) 90 132 90 136 90 130 90 131 4. Индикатор питания 90 132 90 131 10. Выключатель 90 132 90 136 90 130 90 131 5. Индикатор нагрева 90 132 90 131 11. Анкер шнура питания 90 132 90 136 90 130 90 131 6. Индикатор контроля качества 90 132 90 131 12.Smart Fan 90 132 90 136 90 162 90 163 Спецификация продукта90 128 90 129 90 130 90 131 Модель № 90 132 90 131 IBL M200-89 90 132 90 131 IBL M200- 77 90 132 90 131 IBL M220- 76 | IBL | IBL 103 | IBL M250- | 104 90 132 90 136 90 130 90 131 Входная мощность (V) 90 132 90 131 220V ± 15% 90 132 90. 90 132 90 131 220 В ± 15 % 90 132 90 131 220 В ± 15 % 90 132 90 131 220 В ± 15 % 90 132 90 136 901 36 Частота питания (Гц) 90 132 90 131 6 0 / 601 90 132 132 90 131 50/60 Гц 90 132 90 131 50/60 Гц 90 132 90 131 50/60 Гц 90 132 90 136 90 130 90 131 Входная мощность (кВА) 90 132 90 131 6.1 90 132 90 131 6.1 90 132 90 131 7,2 90 132 90 131 10,8 90 132 90 131 8,9 90 132 90 136 90 130 90 131 Входной ток (A) 90 132 90 131 28 90 132 90 131 28 90 132 90 131 33 90 132 90 131 49 90 132 90 131 41 90 132 90 136. электронная почта] 100% 90 132 90 131 20-140 90 132 90 131 20-140 90 132 90 131 20-160 90 132 90 131 20-140 (190) 90 132 90 131 30- 220 90 136 9 Максимальный ток (a) 90 132 90 131 200 90 132 90 131 200 90 132 90 131 220 90 132 90 131 200 (250) 90 132 90 131 250 90 132 90 136 90 130 90 131 Эффективность (%) 90 132 90 132 85 % 90 132 90 131 85% 90 132 90 131 85% 90 132 90 131 85 85% 90 132 90 131 85% 90 132 90 136 90 130 90 131 Используемые электроды (мм) 13 39 132 90 431 от 1 до 4 90 132 90 131 от 1 до 5 90 132 90 131 от 1 до 5 90 132 90 131 от 1 до 5 90 132 90 136 90 130 90 131 Горячий старт 90 132 90 131 Встроенный Встроенный 90 132 90 131 Встроенный 90 132 90 131 Встроенный 90 132 90 131 Регулируемый 90 132 90 136 90 130 90 131 Антипригарный 90 132 90 131 Встроенный 90 132 90 131 Встроенный 90 131 Встроенный 90 90 132 90 131 Встроенный 90 132 90 131 Встроенный 90 132 90 136 90 130 90 131 Встроенный 90 132 90 130 90 131 Встроенный 902 131 9013 Встроенный 902 931 131 Встроенный Встроенный 902 131 | Встроенный | регулируемый 90 132 90 136 90 130 90 131 Повышение мощности 90 132 90 131 X 90 132 90 131 X 90 132 90 131 X 90 132 90 131 да 3 6 9 01 X 31 да 3 90 131 90 90 130 90 131 Усовершенствованная технология IGBT 90 132 90 131 Full Yes 90 132 90 131 Да 90 132 90 133 90 131 Да | 90 133 Да Да | Компенсация 90 132 90 131 Да 90 132 90 131 Да 90 132 90 131 Да 132 90 131 да 90 132 90 131 да 90 132 90 136 90 130 90 131 VRD 90 132 90 131 встроенный 90 132 90 131 встроенный 90 132 90 131 встроенный 90 132 90 1 901 встроенный 2 9 да | Встроенный | да | Встроенныйда | yes | yes | yes | 90 130Insulation class | F | F | H | F | F | 90 130Protection class | IP21S | IP21S | IP21S | IP 90 132 90 136 90 130 90 131 Охлаждение 90 132 90 131 Умный вентилятор ** 90 132 90 131 Умный вентилятор ** 90 132 90 131 Умный вентилятор ** 90 132 90 131 Умный вентилятор ** 90 132 90 131 Умный вентилятор ** 90 132 90 136 90 130 90 131 ВЫХОДЫ ВЫХОДНЫЙ АВТОМОБИЛЯ. 100% 90 132 90 131 140 90 132 90 131 140 90 132 90 131 160 90 132 90 131 140/190 90 132 90 131 220 90 132 90 136 90 130 | 10 Индикатор для непрерывной сварки 90 132 90 131 8 90 132 90 90 90. 131 8 90 132 90 131 6 90 132 90 136 90 130 9 0131 Максимальная длина кабеля электрода (эффективность 100 %) 90 132 90 131 20 м *** 90 132 90 131 20 м *** 90 132 90 131 20 м *** 90 132 90 131 20 м *** 90 132 90 131 2011 90 132 90 136 90 130 90 131 Требуется генератор (кВт) 90 132 90 131 5 90 132 90 131 5 90 132 90 131 5.8 90 132 90 131 5,8 90 132 90 131 5,8 90 132 90 136 90 162 90 163 ** Smart Fan работает только при необходимости охлаждения.
УСТАНОВКАРАСПАКОВКА И ПОСТАВКА
ВНИМАНИЕ! Перед эксплуатацией изделие должно быть полностью собрано! Не используйте продукт, который только частично собран или собран с поврежденными частями! Не подключайте изделие к источнику питания до его полной сборки! ПРЕДНАЗНАЧЕНИЕСварочные аппараты являются одними из самых важных инструментов сварщика.Сварщики выделяют тепло, которое расплавляет металлические детали, чтобы их можно было соединить вместе. При ручной дуговой сварке металлическим электродом (ММА), расходных материалах, электроде с флюсовым покрытием и заземлении зажима сначала происходит короткое замыкание на заготовке. Между электродом и заготовкой возникает электрическая дуга, которая нагревается настолько, что расплавляет их. Когда электрод плавится, слой флюса на электроде выделяет газ и шлак, которые помогают защитить сварочную ванну.Газ задерживает воздух и другие загрязняющие вещества, а шлак образуется на поверхности сварочной ванны для защиты сварного шва. Шлак быстро остывает и затвердевает, защищая зону сварки после исчезновения газа. В устройстве используется высокоэффективная технология IGBT, которая очень полезна, поскольку дает мощность, которую можно использовать для различных сварочных процессов. РЕКОМЕНДАЦИИ
ПАРАМЕТРЫНастройка тока: Правильный ток, или ампер. Настройка erage зависит главным образом от диаметра и типа выбранного электрода.На боковой стороне коробки электродов обычно указаны рабочие диапазоны. Выберите силу тока в зависимости от толщины материала, положения сварки (приблизительно на 15 процентов меньше тепла при работе над головой по сравнению с плоским сварным швом) и наблюдения за готовым сварным швом. Длина дуги: Правильная длина дуги зависит от электрода и применения. В качестве отправной точки длина дуги не должна превышать диаметр металлической части электрода. Слишком длинные дуги (слишком высокое напряжение) вызывают разбрызгивание, низкую скорость осаждения, подрезы и иногда пористость. Угол поворота: Держите стержень перпендикулярно суставу и наклоните верхнюю часть электрода в направлении движения примерно на 5-15°. При сварке вертикально вверх используйте технику ножниц и наклоните вершину стержня на 15° от направления движения. Скорость перемещения: Правильная скорость перемещения позволяет получить сварной шов с желаемым контуром (или выпуклостью), шириной и внешним видом. Отрегулируйте скорость перемещения так, чтобы дуга оставалась в передней трети сварочной ванны.Низкие скорости перемещения приводят к получению широкого выпуклого валика с неглубоким проникновением. Чрезмерно высокие скорости подачи также уменьшают проникновение, создавая узкий и/или сильно изогнутый стежок и, возможно, подрезы. Обращение: Каждый сварщик манипулирует электродом или плетет его в уникальном стиле. Разработайте свой собственный стиль, наблюдая за другими, практикуясь и создавая метод, который даст вам хорошие результаты. Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше переплетение стержня имеет тенденцию создавать валик шире, чем необходимо.Прямые путешествия хорошо работают во многих случаях. Чтобы создать более широкий путь на более толстом материале, двигайте электродом из стороны в сторону, чтобы сформировать непрерывный ряд частично перекрывающихся или Z-образных, полукруглых или замятых кругов. Ограничьте перемещения из стороны в сторону двумя с половиной диаметрами сердцевины электрода. Чтобы покрыть большую площадь, сделайте несколько проходов или щечных валиков. При сварке вертикально вверх сосредоточьтесь на сварке боковых сторон соединения, а центр сам о себе позаботится.
Старые электрические изделия нельзя утилизировать вместе с бытовыми отходами.Утилизируйте устройства там, где они есть. Обратитесь в местный совет или в местный магазин за советом по утилизации. Не выбрасывайте данное изделие вместе с обычными бытовыми отходами, а сдавайте его в пункт сбора для переработки электрического и электронного оборудования. На это указывает символ на изделии, в инструкции или на упаковке. Повторно используя, перерабатывая материалы или другие формы старых приборов, вы вносите важный вклад в защиту окружающей среды. Контакты Сварка многослойных швов. Сварочные швы: виды швов и соединенийОднослойный Однопроходный шов за один проход. При сварке толстого металла шов выполняют слоями, каждый из которых наносят за один проход ( многопроходный ) или в несколько проходов ( многопроходный многопроходный). Однопроходная сварка предпочтительнее при ширине шва не более 14-16 мм, так как дает меньшую остаточную деформацию.При толщине металла более 15 мм «сквозная» сварка каждого слоя нежелательна. Первый слой успевает остыть и в нем появляется трещинМНОГОСЛОЙНЫЙчаще - для стыковых соединений I - VI - порядок наслоения МНОГОСЛОЙНЫЙ МНОГОСЛОЙНЫЙ ДВУСТОРОННИЙчаще - на уголок и тройник I - III - порядок нанесения слоев; 1 - 8 - порядок шитья Для равномерного нагрева металла по всей длине применяют следующие швы:
При двухслойном способе второй слой наносят на неостывший первый слой после удаления сварочного шлака в обратном направлении на длину 200-400 мм СКОБЫ С ТОЛЩИНОЙ МЕТАЛЛА БОЛЕЕ 15 ММКАСКАД шов разделен на участки по 200 мм.После сварки первого слоя первой секции, не останавливаясь, продолжаем укладывать первый слой на соседнюю секцию. Затем каждый последующий слой наносится на металл предыдущего слоя, который не успел остыть СВАРКА "СЛАЙД" - разновидность каскадного метода. Ведется двумя сварщиками одновременно от центра к краю Оба метода представляют собой ступенчатую сварку с перевернутым не только по длине, но и по сечению шва, при этом зона сварки всегда остается горячей БЛОЧНАЯ СВАРКА шов заполняется отдельными приемами по всей высоте шовного участка.Применяется при соединении деталей из стали, упрочненной сваркой Самые надежные соединения получаются в процессе сварки. Сварочные швы могут соединять разные материалы. Кроме металла можно варить стекло, пластик, керамику. Сварочные работы могут выполняться в различных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения кромок свариваемых деталей. По способу выполнения швы бывают:
Подробнее о классификации сварных соединений в . По расположению в пространстве и длине различают следующие виды сварки:
Сварка вертикальных швовКак сварить вертикальный шов? При сварке вертикальных швов металл подготавливают таким образом, чтобы учесть тип соединения и толщину элементов. Затем их фиксируют в нужном положении и схватывают мелкими поперечными швами, препятствующими смещению деталей. Сварка двух вертикальных пластин Вертикальный шов сваривают двумя способами: снизу вверх и в обратном направлении. Подобрать качественный вертикальный шов легче при работе снизу вверх, так как сварочная ванна поднимается по дуге и не дает ей спадать. При сварке вертикального шва снизу вверх без разрыва дуги электрод перемещают в одном направлении без смещения по горизонтали. Изгибается к плоскости под углом 80-90°.Сварочная дуга воздействует непосредственно на заготовку, что облегчает контроль процесса. Алгоритм сварки:
Движения электродов должны выполняться достаточно быстро, необходим полный контроль над процессом.Если сварочная ванна начинает течь с одного конца, переместитесь к другому, двигаясь вверх.
Сварка вертикального углового шва имеет свои особенности. Сначала приваривается полка, затем неторопливыми манипуляциями с электродом плавится металл. При прохождении «лесенки» формируется готовый шов. Те. электрод поднимаем вправо вверх, капля расплавленного металла застывает между краев, затем ведем кончик электрода по краю шва влево и вверх, создавая таким образом «флажки» надежного соединения. При сварке плавной дугой движения выполняются из стороны в сторону мелкими поперечными стежками или петельками. Дробеструйная обработка На форму соединения большое влияние оказывает сила тока. Ток обычно на 5-10А ниже рекомендуемых значений для конкретного типа электрода и толщины материала. Хотя это не всегда так. Поэтому лучше всего определить его экспериментально и взять средние значения. Сварка горизонтальных швовГоризонтальные швы на вертикальной поверхности свариваются справа налево и наоборот.В этом случае ванна также будет стремиться стекать к нижнему краю. Электрод наклонен под большим углом, в зависимости от параметров тока. Оставьте ванну на месте.
Движение спирального электрода При стекании металла необходимо увеличить скорость движения и уменьшить нагрев металла. Вы можете сделать разрывы дуги. В эти периоды металл несколько остывает и его течение прекращается. Текущее падение имеет тот же эффект. Просто следуйте этим шагам шаг за шагом. 90 134Совет! Если горизонтальная сварка для вас в новинку, не сваривайте много металла, старайтесь делать качественно тонкий шов.Затем, если необходимо, пропустите первый. Сварка потолочных швов Как варить потолочный шов электросваркой? Такие ситуации могут сбить с толку неопытных новичков. Сварщик в этом случае находится в неудобном положении и с потолка будут падать капли раскаленного металла.Электрод при этом виде работ располагается перпендикулярно поверхности. Должны совершать круговые движения на небольшой скорости, чтобы расширить соединение. Электрическая дуга должна быть короткой. Подрезы будут создаваться с длинной аркой.
Способы выполнения потолочных швов Сварка потолочных швов выполняется по тому же принципу – металл должен затвердевать как можно быстрее. Для этого вида работ используются электроды со специальным огнеупорным покрытием. Наряду с круговыми движениями электродов выполняются и вертикальные движения.Дуга гаснет, когда вы отходите от ванны. Энергия перестает течь. Металл остывает и кристаллизуется, сварочная ванна уменьшается. Таким образом, плавление осуществляется по короткому замыканию. Сварка перекрытий применяется в аварийных ситуациях, когда нет возможности более удобно расположить свариваемые детали. Нагрев металла происходит снизу, а поднимающиеся из сварочной ванны пузырьки находятся в основании шва и ослабляют его. Угловые швыСварка угловых швов имеет свои особенности.Процесс сварки, состоящий из стыков внахлест, происходит без предварительной подготовки кромок. Стыки есть с обеих сторон угла. Когда детали соединяются встык и образуют угол, торец обрезается как единое целое. Тройник типаДля идеального шва одна плоскость должна быть горизонтальной, а другая вертикальной. Угловое соединение необходимо сваривать под углом 90°. Когда толщина изделия, которое расположено вертикально, не превышает 12 мм, в дополнительной обработке нет необходимости.Если его толщина составляет от 12 до 25 мм, необходима V-образная подготовка От 25-40 мм выполняется односторонняя обрезка П-образных скосов. Более 40 мм - двухсторонний V-образный вырез. Нижний край вертикально расположенного изделия обрезан ровно, ширина шва не более 2 мм. Правильное зажигание дуги необходимо для хорошего углового соединения. Загорается перед началом процесса сварки.Исполняется повторно в перерыве. При использовании электродов с толстым покрытием образуются большие площади расплавленного металла. Из-за нисходящего потока металла сделать правильную поверхность шва уголка не представляется возможным. Свариваемые поверхности необходимо располагать так, чтобы уклон составлял 45°, а сварку производить лодочкой. Соединения внахлесткуСвариваемые листы, уложенные друг на друга на расстоянии 3-5 толщин этих листов, сваривают по окружности, а также по кромке угла, образующегося при обшивке.Обработка края не требуется. Но материальные затраты возрастают, а соединение становится тяжелее. Несмотря на это, такой вариант используется достаточно часто. Особенности кольцевой сваркиСварка кольцевых швов требуется при соединении труб, различных деталей, запорной арматуры. Это смешанный вид. Электродуговая сварка применяется для создания вертикального шва на боковой стороне трубы. По периметру используется горизонтальный шов. Также выполняется сварка потолочного шва и нижнего шва, которые правильно расположены. Трубы стальные чаще всего свариваются встык. Во избежание прогиба внутри труб электрод наклоняют не более чем на 45° к горизонту, шов имеет высоту 3 мм и ширину 8 мм. Перед кольцевой сваркой необходимо подготовить поверхность:
При сварке стыки обрабатывают непрерывно и стыки витков сваривают в несколько слоев.Каждый шов очищается от шлака перед нанесением следующего. При нанесении первого полностью оплавляются все края. При обнаружении трещин их вырезают и фрагмент снова проваривают. Остальные слои накладываются при медленном вращении трубы. Конец предыдущего слоя и начало следующего слоя смещают на 15-30 мм. Последний слой обязательно красивый, с гладкой поверхностью. Стыковые швыСварку стыковых соединений осуществляют разными способами:
При сварке швов в пространстве очень трудно проварить корень по всей длине. Поэтому лучше использовать съемную медную пластину, которая благодаря своей высокой теплопроводности и техническим характеристикам предотвращает плавление футеровки при контакте с расплавленным металлом. По окончании работы его можно легко снять. Недостаток таких соединений заключается в том, что вряд ли будет достигнуто проникновение. Чтобы избежать этого недостатка, перед сваркой обратной стороны в металле прорезается канавка глубиной 2-3 мм.Затем его покрывают сварочным валиком, после чего стык укрепляется снаружи. Сварные многослойные швыКаждый слой очищается от шлаков и охлаждается перед нанесением нового. Поэтому сварка многослойных швов отличается от других видов. Для первого слоя используют электроды диаметром 3-4 мм, для остальных - 5-6 мм. Последний слой является утолщением, и он же осуществляет термообработку предыдущих слоев. Несущий стык является важным компонентом многослойного соединения.Выполняется после разрыва и, возможно, частичного снятия первого стежка в месте, где высока вероятность скопления дефектов. От того, насколько качественно выполнен сварной шов, зависит надежность всего соединения. ПрименениеВ заключение, чтобы научиться правильно варить сваркой, нужно начать с самого простого:
Как сварить вертикальный шов электросваркой? Очень важно учитывать все рекомендации. Вертикальный шов немного сложнее, чем горизонтальный. Сначала он проклеивается в нескольких местах, а затем постепенно заполняется снизу вверх. Таким образом, весь зазор заполняется жидким металлом. Оттачивай свои навыки, покупай сварочный аппарат, электроды, начинай учиться делать красивые швы. Сварочный шов - линия расплавленного металла по краям двух соединительных конструкций, образованная при прожигании стали электрической дугой.Вид и конфигурация сварных швов подбирается индивидуально для каждого случая, его выбор зависит от таких факторов, как мощность используемого оборудования, толщина и химический состав свариваемых сплавов. Такой шов возникает и при сварке полипропиленовых труб паяльником. В статье рассмотрены виды сварных швов и технология их выполнения. Мы осмотрим вертикальные, горизонтальные и потолочные стыки, узнаем, как они чистятся и проверяются на дефекты. 1 Классификация сварных швовКлассификация швов на разновидности производится по многим факторам, основным из которых является вид соединения.По этому параметру швы делятся на:
Рассмотрим каждый из представленных вариантов более подробно. 1.1 Соединение встыкЭтот метод соединения используется при сварке концов труб, квадратных профилей и листов. Соединяемые детали располагают так, чтобы между их краями оставался зазор 1,5-2 мм (детали желательно фиксировать струбцинами).При работе с листом, толщина которого не превышает 4 мм, шов закладывают только с одной стороны, в листах 4-12 мм он может быть двойным или одинарным, толщиной 12 мм и более - только двойным.
При толщине стенки детали 4-12 мм необходимо произвести механическую зачистку кромок и герметизацию кромок одним из следующих способов. Соединение особо толстого металла (от 12 мм) рекомендуется производить Х-образной зачисткой, другие варианты здесь невыгодны из-за необходимости заполнения полученного шва большим количеством металла, что увеличивает расход электродов.
Однако в некоторых случаях сварщик может выбрать сварку толстого металла одним швом, что требует заполнения его в несколько проходов. Швы такой конфигурации называются многослойными, технология сварки многослойных швов показана на изображении. 1.2Соединение внахлест используется только для сварки листов толщиной 4-8 мм, при этом лист сваривается с двух сторон, что исключает возможность проникновения влаги между листами и их последующей коррозии.
Технология выполнения такого шва крайне требовательна к соблюдению правильного угла наклона электрода, который должен быть в пределах 15-40 градусов. В случае отклонения от нормы заполняющий шов отодвинет металл от линии стыка, что значительно снизит прочность соединения. 1.3 Шов тройникаТройник выполнен в виде буквы «Т», может быть выполнен как с двух сторон, так и с одной стороны. Количество швов и необходимость подрезки торцевой части детали зависит от ее толщины:
Одним из вариантов тройникового соединения является угловой сварной шов, используемый для соединения двух листов металла, расположенных перпендикулярно или наклонно друг к другу. 2 Варианты швов по пространственному положениюПомимо классификации по типу соединения, швы подразделяются на варианты по пространственному положению, по которым они бывают:
Задача с вертикальными швами заключается в том, что расплавленный металл соскальзывает под действием силы тяжести.Здесь необходимо использовать короткую дугу – чтобы конец электрода был как можно ближе к металлу. Сварка вертикальных швов требует предварительных работ – зачистки и разделки, которые подбираются в зависимости от типа соединения и толщины металла. После подготовки детали закрепляют в необходимом положении и производят черновое соединение с помощью поперечных «штифтов», препятствующих скольжению заготовок.
Сварку вертикального шва можно производить как сверху вниз, так и снизу вверх, последний вариант предпочтительнее для удобства работы.Электрод следует держать перпендикулярно к соединяемым деталям, допускается упирание его в края завариваемой лунки. Движение электрода выбирают в зависимости от необходимой толщины шва, наиболее прочное соединение достигается за счет бокового смещения электрода из стороны в сторону и петлеобразных колебаний.
В вертикальных плоскостях горизонтальные швы отображаются слева направо или справа налево. Сварка горизонтальных швов усложняет протекание бассейна, что требует выдерживания значительного угла наклона электрода - от 80 до 90 0 .Для предотвращения подтекания металла в таких положениях необходимо перемещать электрод без боковых колебаний методом узких роликов. Скорость движения электрода выбирают такой, чтобы центр дуги проходил по верхней кромке шва, а нижний контур ванны расплава не доходил до верхнего конца предыдущего стежка. Особое внимание здесь следует уделить верхней кромке, которая наиболее подвержена образованию различных дефектов. Перед приваркой последнего валика необходимо очистить полученный шов от шлака и копоти. Сложнее всего выполнить потолочные швы. Поскольку ванна расплава удерживается в таком пространственном положении исключительно за счет поверхностного натяжения металла, сам шов должен быть как можно более узким. Стандартная ширина валика не более чем в два раза превышает ширину используемых электродов, но в работе следует использовать электроды диаметром до 4 мм. При закладке шва электрод следует держать под углом от 90 до 130 0 к соединяемым плоскостям. Валик создается колебательными движениями электрода от края к краю, при этом в крайнем боковом положении электрод задерживается, что позволяет избежать подрезов.Следует помнить, что сварщикам без опыта делать потолочные швы не рекомендуется. 2.1 Технология потолочной шовной сварки (видео)2.2 Зачистка и дефектацияПосле формирования шва на поверхности соединяемых деталей остаются шлак, капли расплавленной стали и окалина, при этом сам шов может иметь выпуклую форму и выступают над металлической плоскостью. Устранить эти недостатки позволяет снос, который проводится поэтапно. Первоначально молотком и зубилом удаляют окалину и шлак, затем с помощью шлифовальной машины, оснащенной абразивным кругом, или шлифовальных машин выравнивают соединяемые плоскости.Размер зерна шлифовального круга выбирается исходя из желаемой гладкости поверхности.
Дефекты сварки, часто встречающиеся у неопытных специалистов, как правило, являются следствием неравномерного движения электрода или неправильно подобранной силы и величины тока. Какие-то дефекты критичны, какие-то можно исправить — в любом случае проверка шва на их наличие обязательна. Рассмотрим, что это за дефекты и как их проверяют: Также могут быть дефекты в виде трещин, появляющихся при остывании металла.Трещины бывают двух конфигураций – направленные поперек или вдоль шва. В зависимости от времени образования трещины делятся на горячие и холодные, причем последние появляются после затвердевания соединения вследствие чрезмерных нагрузок, которые не может выдержать тип бетонного шва. Холодные трещины являются критическим дефектом, который может привести к полному выходу соединения из строя. В случае их возникновения необходимо повторно заварить поврежденные места, если их слишком много, шов следует срезать и обработать заново. Многослойная сварка обеспечивает сварному шву и прилегающему к нему участку основного металла необходимые механические свойства. Это связано, как уже отмечалось, с тепловым воздействием наносимого валика на ранее нанесенный слой металла. Многослойная сварка включает размещение трех или более электродов в канавке или углу при размещении на лодке. Электроэнергия к электродам подводится из нескольких источников. Для стабильности процесса электроды накрывают стальным колпаком, футерованным медным листом (рис. IX.9, в), под который накладывают слой бумаги для предохранения накладки от прогорания. При сварке одиночными электродами со стандартным покрытием также необходимо использовать указанные насадки. При многослойной сварке все последующие слои проковываются после выполнения корневого шва. В процессе выполнения сварочных работ получают различные материалы, способные соединять не только металлы, но и другие разнородные материалы. Элементы, закрепленные внутри интегрального узла, представляют собой соединение, которое можно разделить на несколько секций. Зоны сваркиСварной шов, полученный в процессе сварки, делится на следующие зоны:
Виды сварных соединенийВ зависимости от положения соединяемых изделий соединения делятся на следующие виды:
Сварные соединения также характеризуют типы сварных швов, которые можно классифицировать по определенным критериям. Параметры сваркиСуществует несколько параметров, по которым можно охарактеризовать все полученные швы:
Виды швов по способу изготовления Виды швов по пространственному положению и длинеРазличают такие положения сварки:
Деление по длине:
Обрезка кромки Эта расчетная функция используется, когда толщина металла, используемого для сварки, превышает 7 мм. Канавка — это удаление металла с кромки определенной формы.Этот процесс выполняется стыковой сваркой за один проход. Это необходимо для правильного получения сварного шва. В случае толстого материала необходимо резать, чтобы предварительно расплавить корневой слой, затем последовательными закладными шариками, равномерно заполняя дефект, сваривать металл по всей его толщине. Режущие кромки могут быть изготовлены при толщине металла не менее 3 мм. Потому что более низкое значение приведет к ожогам. Разрез характеризуется такими конструктивными параметрами: зазор - R; угол режущей кромки - α; деменция - с.Расположение этих параметров показано на чертеже сварного шва. Снятие фаски увеличивает количество расходных материалов. Поэтому это значение стараются всячески минимизировать. По конструкции делится на несколько видов:
Особенности разделки кромокПри малых толщинах свариваемого материала от 3 до 25 мм обычно применяют односторонний V-образный стык.Скос может быть выполнен на обоих концах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней Х-образной разделкой.Угол α для X,V резов составляет 60º, если скос делать только на одной кромке, то величина α будет 50º. Для толщины 20-60 мм наиболее экономичным будет изнашивание наплавленного металла с П-образной канавкой, фаска также может быть выполнена на одном или обоих концах. Притупление будет 1-2 мм, а зазор 2 мм. Для толстого металла (свыше 60 мм) наиболее эффективным способом является нарезание пазов.Для сварного соединения эта процедура очень важна, она влияет на несколько факторов шва:  Стандарты и ГОСТ
Обозначение сварного шваСогласно нормативным документам наличие сварных швов показано на или в обзоре. Сварные швы отображаются сплошными линиями, если они видны. А если наоборот - то битые сегменты. От этих линий вычерчиваются выноски со стрелками в одну сторону.Условные сварные швы выполняются на полке от лидера. Надпись находится над полочкой, если шов спереди. В противном случае маркировка окажется под полкой. Сюда входит информация о шве в следующем порядке:
○ - закрытый шов; ┐ - сварка шва осуществляется при монтаже.
Вспомогательные обозначенияЭти обозначения также наносятся сверху на полку, если сварной шов на чертеже виден, и под ним, когда он не виден:
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые проточки и конструктивные размеры, в технических требованиях указывают маркировку и норму сварки. В дизайне может быть не все, а большое количество одинаковых швов. Затем их делят на группы и присваивают порядковые номера в каждой группе отдельно. На одном шве укажите полную маркировку. Остальные только нумеруются. Количество групп и количество швов в каждой из них должны быть указаны в нормативной документации. .Медная трубная арматура «Научно-популярный контроль качества сварки колен» - Новости2021-06-08 Требования к процессу сварки отводов очень высоки, если есть проблемы в составе сварки, HI серьезно влияет на качество продукции, так из каких аспектов контроля качества сварки отводов? Следующие медные трубки Jiaco Xiaobian для всех популяризируют науку.Медная труба Jiake "популярная наука" контроль качества сварочных отводов Аспекты проверки качества сварки колена следующие: 1, Проверка внешнего вида: обычно для наблюдения невооруженным глазом, иногда с лупой в 5-20 раз для наблюдения. При осмотре внешнего вида можно обнаружить поверхностные дефекты колена сварного шва, такие как подрезы, сварные наросты, поверхностные трещины, поры, шлак и сплавление сварного шва и т. д. Внешний размер сварного шва также можно измерить детектор сварочного шва или шаблон.2. Неразрушающий контроль: осмотр таких дефектов, как шлаковые включения, поры и трещины, скрытые в сварном шве. Сегодня широко применяются рентгеновский, ультразвуковой и магнитный контроль. Рентгеновский контроль — это использование рентгеновской фотографии сварных швов в соответствии с негативным изображением для определения внутреннего дефекта, номера и типа дефекта. А затем по техническим требованиям к изделию судить о том, квалифицирован ли сварной шов. Ультразвуковой луч излучается зондом и передается на металл.Когда ультразвуковой луч передается на границу раздела металл-воздух, он преломляется сварным швом. В случае дефекта сварки ультразвуковой луч отражается от датчика и принимается, после чего на экране появляется отраженная волна. Размер и расположение дефекта можно определить путем сравнения и дифференциации этих отраженных волн с нормальными волнами. Ультразвуковая дефектоскопия намного проще рентгеновской и поэтому широко используется. Но об ультразвуковом контроле часто можно судить только по опыту эксплуатации, и нельзя не учитывать основу контроля.В случае внутренних дефектов, расположенных неглубоко от поверхности сварного шва и очень мелких трещин на поверхности, также может применяться магнитный контроль. 3. Испытание под давлением водой и испытание под давлением: Для сосудов под давлением, требующих утечки, следует провести испытание под давлением водой и/или испытание под давлением воздуха для проверки герметичности и несущей способности сварного шва. Способ заключается в нагнетании в емкость 1,25-1,5-кратного рабочего давления воды или газа, эквивалентного рабочему давлению (преимущественно с воздухом), выдержке в течение определенного времени, после чего наблюдают за перепадом давления в емкости и наблюдают, нет ли явление утечки в контейнере снаружи, на основании которого можно судить о том, квалифицирован ли сварной шов. 4, механические свойства испытания на колено: неразрушающий контроль может обнаружить врожденные дефекты сварного шва, но не может объяснить, как механические свойства металла в зоне термического влияния сварного шва, поэтому иногда для прочности на растяжение, ударной вязкости, изгиба и другие испытания сварных соединений. Эти тесты выполняются на тестовых пластинах. Испытательная пластина должна быть лучше приварена к продольному шву цилиндра, чтобы обеспечить одинаковые расчетные условия. Затем проверяют механические свойства испытательной плиты.В реальном производстве новый стальной сварной шов обычно испытывается на это. . |
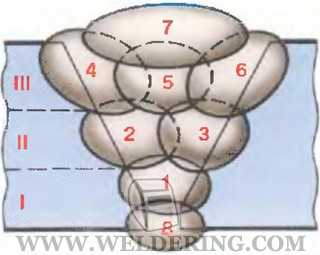
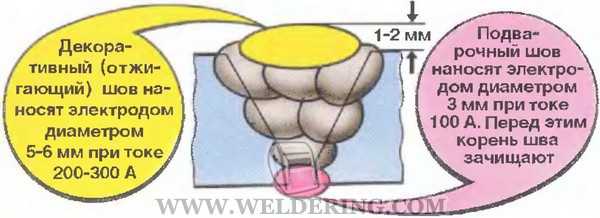
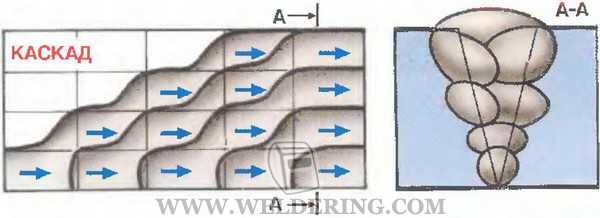
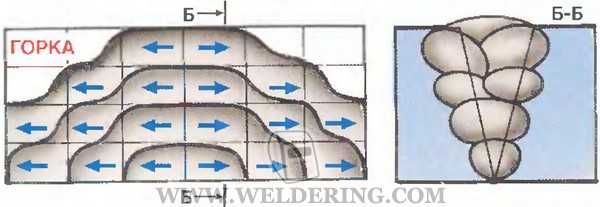
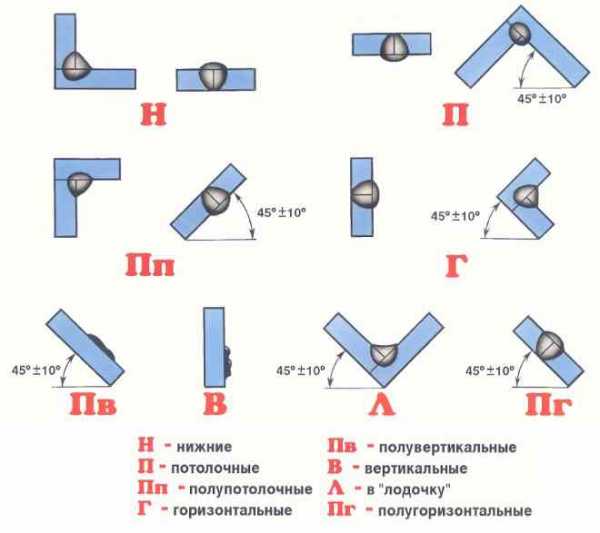






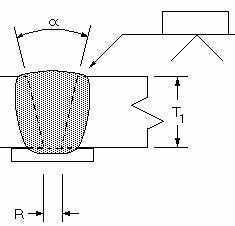
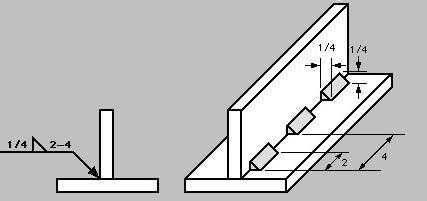




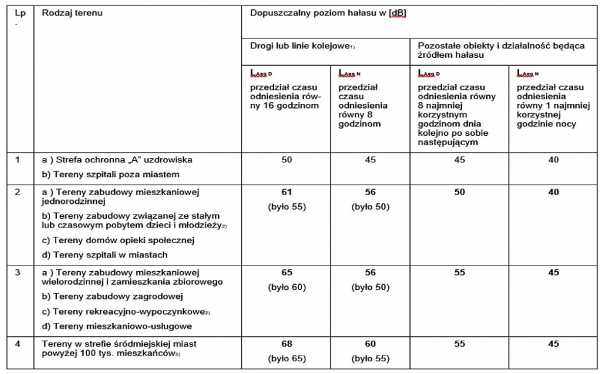


Контактная информация
тел/факс: (812) 295-18-02 e-mail: Этот e-mail защищен от спам-ботов. Для его просмотра в вашем браузере должна быть включена поддержка Java-script
Строительная организация ГК «Интелтехстрой» - промышленное строительство, промышленное проектирование, реконструкция.
Карта сайта, XML.