|
|
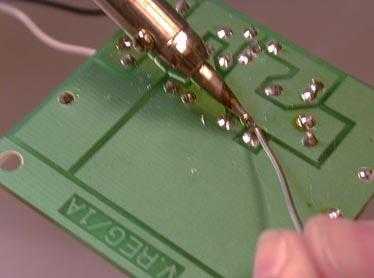
Способы пайкиПайка для начинающих / ХабрМои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди...». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники. К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе. Так можно собрать весьма кучерявое устройство. Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4). Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя. До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки. Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть. Экспериментальным путем я нашел несколько путей улучшить процесс:
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:
и припой c флюсом внутри:
ВСЕ! Все дело в процессе. Делать надо так:
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час. Напомню основные признаки хорошей пайки:
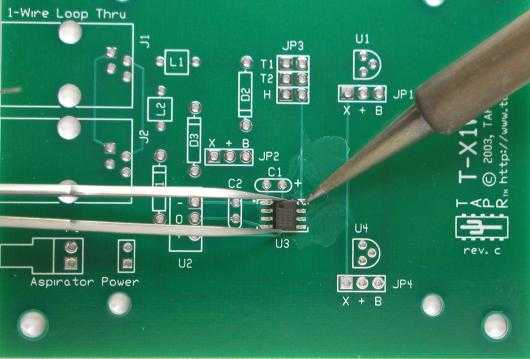
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них. Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет. Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В. Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось). Фаза 1 Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет». Фаза 2 Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки. Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование. Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок. Вот картинки того, что я лично успешно паял после небольшой тренировки. Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции. Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом. Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются: Но есть, конечно, предел. Вот это добро уже за пределами моих способностей. Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
Успехов в пайке! Запах канифоли — это круто! Пайка — Способы и методыВ работах [3, 6] рассмотрены возможности и перспективы применения композиционных материалов при пайке. Композиционная структура в шве может быть получена за счет применения композиционного припоя, при диспергировании паяемых материалов или в процессе диффузионной пайки. Наполнитель в большинстве случаев обеспечивает основные физико-механические, в частности, прочностные свойства. Матрица может вводиться в припой в виде порошков или покрытий, которые наносятся на паяемые поверхности. По способу введения в зазор композиционные припои подразделяются на четыре основных вида применяемые в виде многослойных покрытий используемые в виде фасонных или простых профилей (фолы, лент, втулок и т. д.), получаемых методами порошковой или волокнистой металлургии в сочетании с обработкой давлением (прокатка, штамповка после пропитки матрицей порошков или волокон) методами нанесения покрытий на профили и т. д. применяемые в виде смеси порошков или паст, которые обычно вводят в зазор непосредственно перед пайкой комбинированные способы — сочетания приведенных выше видов. [c.55]Экспериментальные данные и опыт эксплуатации сварочных машин на промышленных предприятиях показывают, что эффективность работы механической колебательной системы в значительной мере зависит от качества соединения преобразователя с волноводом — концентратором. В колебательных системах, используемых в машинах для ультразвуковой сварки, получил распространение единственный метод соединений — пайка. Другие способы (склеивание, применение резьб, сварка и т. п.) широкого практического распространения не получили (за исключением колебательных систем для микросварки). [c.95] Справочник содержит сведения о составе и свойствах металлов и сплавов и методах их обработки. Систематизирован справочный материал по организации и технологии производства, типизации технологических процессов, точности и чистоте механической обработки, различным способам сварки, пайки и склеивания. Даны практические рекомендации по работе на металлообрабатывающих станках, обработке конусов, нарезанию резьб, пользованию делительными головками. Имеются данные для выбора приспособлений, инструментов, абразивов и паст. Приведены справочные сведения об элементах технического нормирования и условных обозначениях на чертежах. [c.2] Пайка погружением. Способ напайки твердосплавных пластинок на корпус инструмента методом погружения в расплавленный припой находит применение при изготовлении многолезвийных инструментов. Этот способ напайки обеспечивает прочное и надежное крепление пластинок и исключает местный перегрев их, наблюдаемый при высокочастотной напайке. [c.154] Пайка в горизонтальном положении (шов расположен горизонтально на вертикальной плоскости) уступает по прочности пайке в нижнем и вертикальном положениях. Применять этот метод рекомендуется только в исключительных случаях. Для увеличения прочности соединений, полученных при этом способе пайки, применяют специальные соединения спаиваемых листов (рис. 45). Разделка в таких соединениях заливается расплавленным свинцом с прутка. [c.160] Следует отметить, что обработка в цинкате натрия имеет и ряд существенных недостатков. Сцепление гальванических покрытий при этом способе не является достаточно высоким и покрытия, полученные этим методом, лучше использовать для деталей, эксплуатируемых в легких и средних -словиях, не подвергающихся пайке, температурным перепадам и т. п. [c.9] Некапиллярная пайка. Из всех разновидностей некапиллярной пайки наибольшее применение получили методы пайкосварки. Эти методы отличаются от капиллярной пайки главным образом способом подготовки кромок, аналогичной принятой при сварке, и, как указывалось выше, характером заполнения разделки припоем. В последние годы значительное развитие в Советском Союзе получили способы пайкосварки чугуна и, в частности, низкотемпературные процессы пайкосварки чугуна латунными и чугунными прутками. [c.178] Наиболее распространенные методы пайки в зависимости от способа нагрева деталей делят на несколько видов. В свою очередь виды пайки в зависимости от применяемого припоя разделяют на две группы пайка мягкими припоями и пайка твердыми припоями. [c.101] По технологическим возможностям пайка - уникальный способ, посредством которого можно соединять различные сочетания используемых в технике металлов и сплавов, керамику, стекло, кварц, алмаз, графит, полупроводниковые и другие неметаллические материалы, а также их сочетания с металлами. Технологические, а во многих случаях и экономические, преимущества способов пайки определяют ее конкурентоспособность с другими методами соединения. [c.192] Металлургическая совместимость оценивается, как правило, на основе анализа двойных диаграмм состояния для компонентов, входящих в свариваемый материал. Возможность того, что в реальных условиях процесса сварки успеют реализоваться закономерности, следующие из равновесных диаграмм состояния, зависит в определенной степени от способа и режима сварки. Основные методы сварки по мере их ухода от условий, соответствующих условиям построения диаграмм, можно расположить в следующем порядке шлаковые, газовые, дуговая, плазменная, электронно-лучевая, лазером, контактная точечная и шовная, пайка, контактная стыковая, высокочастотная, трением, ультразвуком, диффузионная, взрывом, магнитно-импульсная холодная. Последовательность их расположения носит в определенной степени условный характер, так как при одном и том же методе, но при разных режимах можно иметь сильно различающиеся картины металлургического взаимодействия. [c.444] Возможности и особенности метода. Метод пригоден для контроля изделий широкой номенклатуры независимо от способа соединения слоев (пайка, термодиффузионное сцепление, склеивание). Контроль изделий с малым коэффициентом затухания УЗК (металлы) проводится обычно при одном положении излучателя относительно контролируемой конструкции. При проверке изделий с большим коэффициентом затухания (содержащих неметаллические слон) изделие последовательно возбуждают в нескольких точках. Отсутствие необходимости в сканировании обусловливает высокую производительность метода. [c.304] Эвтектическая диффузионная пайка боралюминия. Для соединения деталей из боралюминия между собой или с элементами конструкций из алюминиевых сплавов возможно использование способа эвтектической диффузионной пайки, заключающегося в нанесении тонкого слоя второго металла, образующего в результате взаимной диффузии эвтектику с металлом матрицы. В зависимости от состава матричного алюминиевого сплава могут быть использованы следующие металлы, образующие эвтектику серебро, медь, магний, германий, цинк, имеющие температуры образования эвтектик с алюминием 566, 547, 438, 424 и 382° С соответственно. В результате дальнейшей диффузии металла покрытия в основной металл концентрация его снижается, и температура плавления в зоне соединения постепенно повышается, приближаясь к температуре плавления матрицы. Таким образом, паяные соединения способны работать при температурах, превышающих температуру пайки. Однако необходимость строгого регламентирования толщины покрытия, а также чистоты покрытия и покрываемой поверхности, использование для получения таких покрытий метода вакуумного напыления делают этот процесс экономически нецелесообразным. [c.192] В связи с проблемой использования титановых сплавов в качестве материала рабочих лопаток последних ступеней мощных паровых турбин неизбежно встает вопрос о способах их соединения со скрепляющими связями. Пайка рабочих лопаток из титана обычными методами с использованием газовых горелок не может быть выполнена в связи с высокой реакционной способностью титана и образованием при пайке на поверхности детали толстого слоя окислов. Выход в данном случае был найден введением операции никелирования мест, подлежащих пайке. При наличии никелевого покрытия пайка титановых лопаток может быть выполнена обычным методом с использованием серебряного припоя. [c.152] В табл. 17 приводятся различные методы пайки, в табл. 18 — состав и назначение припоев в табл. 19 указаны рекомендуемые в приборостроении флюсы и способы удаления их остатков с паяных швов. [c.901] Гидропескоструйная и дробеструйная обработки — весьма эффективные и экономичные методы. Очистку поверхности обдувкой песком или дробью применяют при подготовке к пайке деталей с большой или сложной по форме поверхностью. Этот способ используют обычно для очистки деталей из железа п его сплавов алюминиевые, магниевые, цинковые сплавы таким способом не очищаются. [c.201] Нанесение покрытий на магниевые сплавы гальваническим путем, как показывает практика, сопряжено со значительными трудностями. Надежное покрытие магниевых сплавов практически любым металлом обеспечивает ионный способ нанесения в тлеющем разряде. Покрытие изделия паяют методами и припоями, применяемыми для пайки металла покрытия. [c.269] Использование графитовых и комбинированных конструкций определяется способом их соединения. Известно механическое крепление, склеивание, сварка и пайка. Пайка является наиболее технологичным и экономически выгодным методом соединения графи- [c.276] Сварка металлов, наряду с пайкой и склеиванием, относится к наиболее распространенным методам получения неразъемных соединений. Среди всех способов, используемых с этой целью (в том числе механических), сварка, при правильном ее выполнении, обеспечивает наиболее прочные соединения, иногда превосходящие по прочности соединяемые металлы. [c.91] Для определения качества паяных соединений, пригодности способов, режимов и материалов, используемых при пайке, применяют следуюпще методы механических испытаний [c.247] В последнее время появились новые методы пайки, использующие различные виды электрического нагрева т. в. ч., электронный луч, нагрев в методических печах, пайка с использованием ультразвука и др. Эти способы нагрева в сочетании с использованием [c.111] Способы соединения деталей применяют самые различные разъем ные — соединения на резьбе (болтовые, винтовые), клиновые, шпоноч ные, байонетные (безрезьбовые) и неразъемные — соединения на заклепках, методами сварки, пайки, запрессовки, опрессовки и т. д. [c.6] Назначение. При пайке детали соединяются расплавленным припоем, который представляет собой металл или сплав. Температура плавления припоя ниже температуры плавления соединяемых деталей. Перед пайкой соединяемые детали тщательно очищают от грязи, жира и окисной пленки. Для предотвращения появления окисной пленки в процессе паяния применяют специальные флюсы. Пайкой соединяют углеродистые и легированные стали, чугун, цветные металлы и сплавы, благородные металлы и т. п. осуществляют соединение металлов со стеклом, кварцем или резиной, для этого поверхность неметаллической детали предварительно покр111-вают контактным методом слоем серебра или графита, на который затем наносится слой меди, осаждаемый гальваническим способом. [c.407] В соответствии с ГОСТ 17349—79 установлена классификация способов пайки по условиям заполнения зазора и механизму образования паяного шва. Способы пайки подразделяются также по источникам нагрева и методам удаления окнсной пленки. [c.43] К трудностям, возникающим при склеивании деталей из ПМ, относят [37] незаинтересованность их изготовителей в проведении на стадии формования мероприятий, облегчающих соединение, а также наличие большого числа методов подготовки одного и того же материала. В литературе отмечают также предубеждение некоторых работников против клеевых соединений, обусловленное неинформиро-ванностью и отсутствием специальных знаний. Так, не совсем справедливым считают представление о склеивании как о сложном и дорогостоящем процессе [42]. Эксперименты в течение одного года по применению различных способов соединения по отношению к партии изделий в количестве 200 штук, относящихся к областям точной механики или электротехники, показали, что расходы на проведение процесса склеивания стальных и алюминиевых деталей выше (условный фактор стоимости 1,7) только расходов на контактную точечную сварку (фактор стоимости 1) и на рельефную сварку (фактор стоимости 1,3). Более высокий, чем для склеивания, уровень расходов характерен для различных видов клепки, выполнения винтовых и болтовых соединений, пайки твердым припоем и сварки в среде защитного газа. Высокая экономичность достигается при склеивании деталей типа вал-втулка (табл. 7.1). [c.445] Распространенные формы деформируемых полуфабрикатов прокатанная плита (обозначается буквой Р) плакированная плита (P )-, лист и лента (5) плакированные лист и лента (С) пруток, прессованная полоса и профиль ( ) круглые прессованные трубы и профили полого сечения (1 ) тянутые трубы (Г) проволока (G) пруток для заклепок R) пруток для болтов и гаек (В) поковкн и кузнечные заготовки (/ ). Алюминий льют в землю или в металлические формы, называемые кокилями. Наиболее часто используют обычное литье и литье под давлением. Полуфабрикаты (прокатанная плита, лист, прессованные профили, тянутые трубы и т, д.) можно изготовлять из алюминия и алюминиевых сплавов гюсредством всех известных процессов, модифицированных а зависимости от термообработки или состояния материала. Соединение деталей можно осуществлять механическими способами (например, заклепками или болтами), а также с помощью пайки высокотемпературными (твердыми) и низкотемпературными припоями, сварки н клея. В тех случаях, когда важное значенк-е имеет коррозиониая стойкость сварных соединений, особенно подходящим методом является аргоно-дуговая сварка (вольфрамовым или плавящимся электродом) 2]. [c.79] Многообразие впдов паяемых материалов и условий применения пайки, связанных с характером и видом изделия, а также типом производства (индивидуальное, серийное, массовое), вызывают применение большого числа разнообразных способов пайки. Методы пайки отличаются один от другого способо м подвода тепла к месту пайки и характером применяемого оборудования. Классификация методов пайки по способу нагрева приводится на схеме 13.2. Выбор пайки предопределяет характер технологического процесса. [c.292] Для защиты поверхности платы, где в дальнейшем не потребуется пайка, наносится маска. Существует несколько типов масок и методов их нанесения. Фоточувствительная маска наносится тем же способом, что и фоторезист, и обеспечивает вьюокую точность процесса. Шелкографический способ нанесения не обладает такой точностью, но материал маски более пластичен [c.156] Применяют самые различные способы соединения деталей разъемные — соединения на резьбе (болтовые, винтовые), клиновые, шпоночные, байонетные (безрезьбовые) и неразъемные — соединения на заклепках, полученные методами сварки, пайки, запрессовки, опрессовки, склеивания, сшивания и т. д. [c.7] Наиболее простой и дешевой операцией для защиты серебра является пассивирование поверхности в растворах бихроматов. Многие исследователи отмечают, что эта пассивная пленка мало влияет на электрическое сопротивление. Существует два метода /юлуче-ния хроматных пленок химический и электрохимический. При последнем способе посеребренное изделие завешивается в качестве катода в раствор бихромата калия в смеси с карбонатом. При химическом пассивировании используется хромовая кислота или растворимая соль шестивалентного хрома К2СГ2О7. При этом методе хроматная пленка хорошо сцеплена с основным металлом, но зато электрохимическим методом можно получить более толстые пленки. На качество этих пленок влияет концентрация хрома, pH раствора н режим процесса температура, плотность тока и перемешивание. Поверхность изделия перед хроматированием должна быть активирована в кислоте или в щелочи. Полученная пленка, по данным многих авторов, не увеличивает переходного сопротивления и не препятствует пайке изделий. [c.29] Алюминий весьма активно окисляется и покрывается тонкой оксидной пленкой с большим электрическим сопротивлением (см. 6-20). Эта пленка предохраняет алюминий от дальнейшей коррозии, но создает большое переходное сопротивление в местах контакта алюминиевых проводов и делает невозможной пайку алюминия обычными методами. Для пайки алюмнния применяются специальные пасты-припои или используются ультразвуковые паяльники. В местах контакта алюминия и меди возможна гальваническая коррозия. Если область контакта подвергается действию влаги, то возникает местная гальваническая пара с довольно высоким значением ЭДС, причем полярность этой пары такова, что на внешней поверхности контакта ток идет от алюминия к меди и алюминиевый проводник может быть сильно разрушен коррозией. Поэтому места соединения медных проводников с алюминиевыми должны тщательно защищаться от увлажнения (покрытием лаками и тому подобными способами). [c.202] При пайке в пламени кислородно-ацетиленовых горелок детали нагреваются неравномерно, что увеличивает степень их деформирования, приводит к неприпою отдельных участков шва и снижает герметичность соединений. Наличие слепящего пламени с дутьем затрудняет подачу флюса и наблюдение за процессом, что вызывает повышенный расход припоев и флюсов. Низка также производительность этого метода пайки. Указанные недостатки вызвали необходимость изыскания и применения более совершенных способов пайки, которые будут рассмотрены ниже. [c.279] При эксплуатации термоэлектрогенераторов указанные выше к. п. д. могут уменьшаться из-за изменения свойств материала ветвей термоэлементов и соединений термоэлементов в батарее В настоящее время применяются три способа соединения терме элементов прессование, металлургические методы (пайка, сварка заливка жидким металлом) и жидкометаллический контакт Все три способа обеспечивают срок службы термоэлектрогенера торов более 10 ООО ч. Коэффициенты термического расширения полупроводниковых и коммутирующих материалов должны подби раться близкими по величине во избежание растрескивания кон тактов. [c.111] Третий способ характеризуется применением припоя, сохраняющего композиционную структуру в шве после пайки. Обычно методами волокнистой металлургии получают губчатообраз-пую сетку, состоящую из стальных волокон диаметром 13 мкм и более (длина волокна в 20 раз больше диаметра). Сетку спекают и пропитывают расплавом припоя и прокатывают до нужной толщины (0,05 мм и более). Объемная доля волокна 10—20%, Полученную ленту припоя укладывают на соединяемые поверхности, которые собираются с зазором или без зазора и производят пайку. В качестве припоя используют сплавы 70 % РЬ—30 % Sn и др. Сетку, волокна можно также размещать в зазор а 1 мм с последующей операцией частичного спекания или без нее. Припой (матрица) укладывается около зазора и в процессе пайки пропитывает пористый материал. Аналогично производят пайку с использованием смеси порошков. Применение смесей порошков позволяет паять материалы с большими зазорами и, что особенно важно, соединять разнородные материалы с резко различающимися значениями ТКЛР, снижать напряжения в шве при пайке инструмента, регулировать Teneiib растекания припоя, паять пористые материалы с компакт- [c.57] При 20 °С вольфрам обладает высокой химической стойкостью, но при нагревании выше 400—500 °С — окисляется с образованием трехокиси вольфрама WOj. При пайке вольфрама требуется особо тщательная очистка его поверхности, которую производят механическими средствами или травлением в кислотах. Травить можно в смеси равных частей азотной и фтористоводородной кислот с последующей промывкой в горячей воде или спирте. Очистку можно вести также в горячем растворе едкого натра или электролитическим методом, применяя в качестве электролита разбавленный раствор азотнокислого натрия (NaNOg). Способ очистки выбирают в зависимости от степени окисленности вольфрама. [c.259] Коррозионная стойкость соединений, выполненных по медному покрытию, особенно в коррозионно-активных средах, гораздо ниже, чем по никель-фосфорному покрытию повышается при пайке по цинковым покрытиям и, в частности, по слою цинкового сплава, содержащего 5 % А1. Слой нанесен на поверхность алюминия методом горячего плакирования. Пайку по цинковому покрытию )екомендуется вести припоем типа 10СК 51 с удалением окисных пленок механическим способом или с помощью флюса на основе эвтектики NaOH—КОН, вводимой в количестве до 20 % в глицерин, [c.266] В табл. 8 приведены показатели удельного расхода материалов при пайке и лужении горячим способом элементов электрорадиоаппаратуры. Норму расхода припоя на лужение устанавливают расчетным методом в том случае, если площадь поверхности, подвергаемой обработке, может быть определена практически, в остальных случаях — определяется взвешиванием партии деталей до и после пайки (лужения) с учетом возможного увеличения массы деталей за счет остатков флюса. [c.378] Порядок этапов проектирования технологии пайки дан в общем виде. Если некоторые технологические и вспомогательные материалы или способы пайки задаются заранее, то отдельные этапы их выбора не нужны. При отсутствии необходимого фактического материала иа этапах проектирования необходимо их экспериметальное опре-делеЬне с использованием стандартных методик методами математического планирования эксперимента. [c.275] Метод паянця алюминия с применением ультразвуковых колебаний. Удаление окисной пленки с поверхности алюминия можно успешно осуществить с помощью ультразвука. Вызываемые тем или иным способом в расплавленном припое колебания ультразв) -ковой частоты приводят к нарушению сплошности в слое припоя, к периодическому возникновению и исчезновению огромного количества мелких пузырьков. В тот момент, когда пузырек, возникший непосредственно на поверхности алюминия, исчезает, расплавленный припой с силой ударяется об эту поверхность и разрушает окисную пленку освободившаяся от окислов поверхность алюминия немедленно смачивается расплавленным припоем, что и обеспечивает качественную пайку. Применять флюсы при этом способе паяния, а также предварительно зачищать поверхность алюминия перед пайкой с применением ультразвука не обязательно. Обезжиривать поверхности необходимо. [c.364] Методы пайки - Энциклопедия по машиностроению XXLК цельнометаллическим контактам относятся соединения проводников, осуществленные пайкой или сваркой. Особенностью этих контактов является то, что они не имеют границы, разделяющей оба проводника. Процесс пайки медных, латунных или стальных контактов оловом или обычным оловянно-свинцовым припоем затруднен из-за окисной пленки, препятствующей сплавлению припоя с поверхностью контакта. Пленка удаляется механически или при помощи флюсов в зависимости от применяемого метода пайки. [c.248]Ленты и однослойный лист соединяются посредством одного из трех методов пайкой припоем (твердым), диффузионной или эвтектической сваркой. Пайка выполняется обычными техническими приемами, такими, как пайка погружением или пайка в печи. В одном из вариантов используется предварительный нагрев до 538° С, затем пайка погружением при 593 С в присутствии припоя 718. Ленты, имеющие подложку в виде фольги из припоя, могут паяться в вакууме, при нагреве в герметичной стальной реторте до 565— 610° С и давлении 3,5—14 кгс/сы . [c.90] Современные методы пайки подразделяются на два основных вида [c.564] Особое значение применения в приборостроении ультразвуковой пайки имеет изготовление неразъемного соединения проводов высокого сопротивления (типа нихромов и константанов) с выводами, так как современные методы пайки этих элементов фактически представляют собой не пайку, а заливку соединения припоем. [c.226] ДЛЯ каких металлов рекомендуемые методы пайки [c.442] Современные методы пайки весьма разнообразны и охватывают все марки углеродистых и легированных сталей (в том числе инструментальные и нержавеющие), твёрдые сплавы, серые и ковкие чугуны, медь, никель, алюминий, свинец, вольфрам и и сплавы, благородные и редкие металлы и т. д., причём в широких пределах возможна прочная спайка разнородных металлов. [c.443] В табл. 17 приводятся различные методы пайки, в табл. 18 — состав и назначение припоев в табл. 19 указаны рекомендуемые в приборостроении флюсы и способы удаления их остатков с паяных швов. [c.901] В литейном производстве ультразвуковой метод пайки алюминия и его сплавов применяют для исправления дефектов литья — удаления трещин и раковин. [c.909] Технологичность паяных соединений. Прочность паяного соединения определяется качеством паяного шва, которое в основном зависит от конструкции узла, материала соединяемых деталей, выбора припоя и метода пайки. В процессе пайки происходит взаимное растворение и диффузия основного металла и расплавленного припоя. Для обеспечения высокого качества пайки расплавленный припой должен хорошо смачивать и растекаться по поверхностям соединяемых деталей. Смачивание является первой стадией молекулярного взаимодействия жидкого припоя с поверхностным слоем металла соединяемых деталей. Смачивание проявляется в частичном или полном растекании жидкой капли по поверхности твердого тела. [c.470] КОЙ форме обучения обычно назначается помощник мастера или руководитель группы, который должен быть подготовлен для обучения и располагать для этого достаточным временем. Для обучения на рабочем месте рабочий должен обладать навыками в выполнении работы. Так, например, обучающийся сборке электронных элементов уже должен уметь применять методы пайки и должен быть знаком с общими методами сборки. При обучении на рабочем месте необходимо применять эти навыки при выполнении определенных сборочных операций. В производственном обучении на рабочем месте особенно эффективны наглядные учебные пособия. [c.203] Широкое распространение получил метод пайки магниевых сплавов погружением в расплавленный флюс. Собранные в приспособления узлы нагревают в печи до 400—450°С, а затем на 1— [c.269] Соединения, полученные этим методом, обладают достаточной герметичностью, предел прочности соединений внахлестку до 50 МПа. Отмечается нестабильность механических характеристик. Содержание галлия в составе паст дает возможность получать температуру распайки значительно более высокую, чем температура пайки. Особенность этого метода пайки заключается также в возможности получения паяных соединений при 150—600 °С, что расширяет диапазон применения пайки. [c.270] Разновидностью этого метода пайки является контактно-реактивная пайка сопротивлением с удалением жидкой фазы. Этим методом соединяют изделия встык. Продолжительность нагрева составляет доли секунды (например, для детали диаметром 10 мм время нагрева при пайке 0,45 с). Этот метод обеспечивает получение высокопрочных соединений, сохранение чистоты соединяемых поверхностей и в значительной степени свойств основного металла. [c.270] Припоями называют сплавы металлов, применяемые для соединения между собой различных деталей, узлов и изделий, преимущественно металлических, методом пайки. [c.107] Применяются изделия, покрытые припоем, температ>фа плавления которого ниже температуры плавления сердцевины, и это качество используется для соединения деталей в узлы методом пайки. В частности, в качестве припоя находит применение сплав системы А1 — Si, температура которого позволяет проводить пайку под слоем флюса. [c.24] Современные методы пайки [21] значительно расширили технические возможности выполнения соединений. Пайку применяют при изготовлении камер сгорания жидкостных реактивных двигателей, лопаток турбин, топливных и масляных трубопроводов, деталей ядерных реакторов и других конструкций из тугоплавких металлов (молибдена, ниобия, тантала, вольфрама), плохо поддающихся сварке. [c.169] Пайка электросопротивлением (рис. 29.4). Как видно из рисунка, при этом методе пайки можно использовать машины для контактной сварки (рис. 29.4, а) и сварочные трансформаторы (рис. 29.4, б). В обоих случаях нагрев осуществляется в результате выделения теплоты в месте контакта между деталями, где величина сопротивления максимальна. [c.535] Недостатком метода пайки погружением в расплавленный припой и волной является расходование большого количества припоя. Кроме того, при погружении деталей в припой неизбежно облуживание всей поверхности деталей. Для уменьшения расхода припоя на поверхности деталей, не подлежащих пайке, наносят различные покрытия, маски из эпоксидных смол, эмалей и другие минеральные и органические покрытия. [c.536] Панельные конструкции могут изготавливаться из листового и сортового проката (уголки, швеллеры, трубы, профили, двутавры и т. п.) методами пайки элементов твердым припоем (на основе меди), диффузионной сваркой или сваркой взрывом. Полые панели сваркой взрывом изготавливают, размещая облицовочную пластину со сварочным зазором к несущим элементам. На облицовочной пластине [c.165] Металлические присадочные материалы с температурой плавления ниже 450 °С используются для получения методом пайки прочного соединения двух металлических деталей с более высокой температурой плавления. [c.301] В заключение следует отметить, что соединение боралюминия, упрочненного борсиком с алюминием иди с титаном методом пайки очень перспективно для соединения силовых элементов нз боралюминия в законцовках конструкционных фитингов. При этом хорошие результаты были получены как при пайке в печи с припоями в виде фольг, так и пайкой погружением с применением проволоки. Прочность на срез алюминиевых сплавов-припоев при комнатной температуре равна 14 кгс/мм - , и пайка может осуществляться по стандартной технологии на существу-юш ем оборудовании. [c.450] НОВЫЕ МЕТОДЫ ПАЙКИ [c.111] В последнее время появились новые методы пайки, использующие различные виды электрического нагрева т. в. ч., электронный луч, нагрев в методических печах, пайка с использованием ультразвука и др. Эти способы нагрева в сочетании с использованием [c.111] Новые методы пайки дают возможность использовать деталь в изделиях без последующей механической обработки. [c.112] Использование новых методов пайки дает возможность получать соединения тугоплавких металлов и металлов, обладающих особыми свойствами. Из таких металлов могут быть изготовлены в условиях вакуума или действия высокотемпературных газовых потоков тонкостенные конструкции, подвергающиеся воздействию высоких температур. Пайка в современном состоянии удовлетворяет всем требованиям производства с точки зрения экономики, так как использование паяных соединений способствует уменьшению трудоемкости и снижению стоимости изделия. [c.112] Пайка при помощи паяльника. Наиболее известным и широко используемым методом пайки мягкими припоями является пайка паяльниками. В промышленности используется много различных конструкций паяльников для ручной пайки. В усовершенствованных конструкциях паяльников обеспечивается механизированная подача припоя и его дозировка. [c.114] Метод пайки с приложением внешних сил. Этот метод пайки применяется к парам металлов,, способным образовывать между собой эвтектики или непрерывный ряд твердых растворов с минимумом на линии температур плавления. Так, например, медь и серебро образуют сплав с температурой плавления около 780° С (1053° К). [c.119] Современные методы пайки конструкционных материалов, имеющих различные физико-химические свойства, обеспечивают сохранение или незначительное изменение их исходных свойств. [c.28] Метод пайки, когда режим и условия процесса обеспечивают развитие диффузии между основным металлом и припоем (диффузионная пайка), имеет значительное распространение. Продолжительность выдержки при диффузионной пайке обычно исчисляют с момента возникновения равновесной концентрации в зоне сплавления до исчезновения жидкой фазы в шве при температуре пайки, т. е. временем изотермической кристаллизации. Последующая выдержка полученного соединения при температуре пайки или при другой температуре с целью повышения свойств соединения является его термообработкой, так как процесс идет в твердой фазе при отсутствии характерной для пайки жидкой прослойки в зазоре. [c.82] Результаты испытаний показывают, что кратковременная прочность (образцов с ремонтных участков приближается к прочности основного сплава ЖС6К (см. табл. 117). Таким образом, разработанная технология приемлема для ремонта литейных дефектов методом пайки. [c.445] Для соединения материалов, не образующих химической связи, необходимо ввеспг промежуточное тело — связку , взаимно растворимое с этими материалами. Для соединения нитрида и карбо-нитрида бора с тугоплавкими металлами был разработан метод пайки с применением в качестве материала припоя тугоплавких соединений, химически активных по отношению к этим материалам. [c.52] При пайке в пламени кислородно-ацетиленовых горелок детали нагреваются неравномерно, что увеличивает степень их деформирования, приводит к неприпою отдельных участков шва и снижает герметичность соединений. Наличие слепящего пламени с дутьем затрудняет подачу флюса и наблюдение за процессом, что вызывает повышенный расход припоев и флюсов. Низка также производительность этого метода пайки. Указанные недостатки вызвали необходимость изыскания и применения более совершенных способов пайки, которые будут рассмотрены ниже. [c.279] При эксплуатации термоэлектрогенераторов указанные выше к. п. д. могут уменьшаться из-за изменения свойств материала ветвей термоэлементов и соединений термоэлементов в батарее В настоящее время применяются три способа соединения терме элементов прессование, металлургические методы (пайка, сварка заливка жидким металлом) и жидкометаллический контакт Все три способа обеспечивают срок службы термоэлектрогенера торов более 10 ООО ч. Коэффициенты термического расширения полупроводниковых и коммутирующих материалов должны подби раться близкими по величине во избежание растрескивания кон тактов. [c.111] При пайке алюминиевых сплавов припоями с температурой плавления 375— 620° С применяют флюс 34А пайку цинково-кадмиевым (50/50%) и цинковооловянным (20/80%) припоями производят без флюса, используя ультразвуковой или абразивный метод пайки. [c.329] ТЭГ включает в себя систему подвода теплоты, термоэлектрическую батарею (ТЭБ) с теплоконтактной электроизоляцией и систему отвода теплоты. Теплота внешнего источника (пламя горелки, радионуклид, твэл, водяной пар и др.) подводится к горячему теплоприемнику или теплопроводу, на наружной поверхности которого установлена полупроводниковая термобатарея (низко-, средне-, высокотемпературная, каскадная), состоящая из множества ветвей р- и и-типа проводимости. Последо-вательно-параллельное соединение ветвей (прямоугольных, цилиндрических, радиально-кольцевых) осуществляется коммутационными шинами (алюминий, медь) методом пайки, прессования, диффузионной сварки, плазменного напыления или механическим прижимом. Спаи ТЭБ изолированы от горячего теплопровода и холодного корпуса электроизоляционными пластинами (оксидная керамика, слюда и др.). В некоторых генераторах для повышения надежности дополнительно устанавливается горячая охранная изоляция (плазменное напыление). Для защиты от окисления ТЭБ либо размещается в герметичном чехле, заполненном аргоном или азотом, либо покрывается антисублимационной эмалью, либо запрессовывается в матрицу из диэлектрического материала (слюда, полиамид и др.). Отвод теплоты от холодных спаев ТЭБ осуществляется оребренным холодным радиатором или хладоагентом (вода, антифриз и др.). Конструкция генератора стягивается в пакет при помощи плоских или тарельчатых пружин (р д = 50—300 Па), что позволяет обеспечить качественный тепловой контакт и высокую стойкость к термоциклирова-нию (нагрев — охлаждение). [c.516] Brazing — Пайка твердым припоем. Группа методов пайки, при которых соединения твердых материалов образуются путем нагрева их до определенной температуры с использованием присадочного металла имеющего температуру [c.906] Введение упругих механических колебаний ультразвуковой частоты в рас-пла/вленный припой в процессе пайки или лужения способствует механическому разрушению окисной пленки, постоянно присутствующей на соединяемых деталях, и облегчает смачивание припоем обнажившейся чистой поверхности. При этом 1ультразвуковой пайки (или лужения), позволяет устранить значительные трудности, возникающие при соединении легкоокисляющихся металлов (например, алюминия) обы,чными методами пайки, значительно упрощает работу и повышает качество соединения. Ультразвуковая пайка значительно расширяет возможности применения легкоокисляющихся металлов для изготовления различных изделий, что ра ее было затруднительно. Особый интерес представляет этот метод в современных условиях, когда значительно возрастает число новых легких и специальных сплавов, применяемых в про.мышленности. [c.450] Пайка в Новосибирске: технология вакуумной пайки в производстве фронтового бомбардировщика Су-34: uacrussia — LiveJournal Новые способы обработки металлов активно внедряются на предприятиях ОАК. Новосибирский авиационный завод им. В. П. Чкалова применяет особые методы пайки для изготовления соединений в трубопроводах различных систем самолета. Мы побывали на Новосибирском авиационном заводе им. С. П. Чкалова, чтобы подробнее узнать, как устроен один из самых тонких технологических процессов на производстве – пайка трубопроводов для фронтового бомбардировщика Су-34. По ним в двигатель поступает топливо, передается воздух и жидкости для управления механизацией крыла, выпуска и уборки шасси, а также для защиты самолета от пожара. Титаны технологий
При создании фронтового бомбардировщика Су-34 используется множество сложных технологий обработки металла. При рассказе о них обычно в первую очередь говорят о сварке и пайке. О процессе электронно-лучевой сварки мы писали в одном из недавних номеров (см. «Горизонты», 2016, № 4 (12), с. 36–41). 400-килограммовую конструкцию титановой кабины в специальной вакуумной камере варят роботы. Молодой оператор управляет процессом при помощи джойстика. «Если хотите увидеть один из самых красивых технологических процессов на предприятии, обязательно сходите на пайку», – предложил тогда нам ведущий инженер-технолог Леонид Егорнов. Через несколько месяцев мы вернулись на предприятие, чтобы заглянуть в соседний цех. Установка электронно-лучевой сварки и отжига занимает половину цеха. Она поражает именно своими масштабами, а также высоким уровнем автоматизации, когда вся информация о техпроцессе тут же выводится на экран. Пайка – не менее важная технология, – наоборот, производит впечатление своей компактностью: участок расположен в небольшой комнате площадью около 100 м2. Но сам технический процесс от этого не становится менее интересным. На участке пайки нас встречает Антон Андреев, заместитель начальника слесарно-сварочного цеха. Тщательно вытираем ноги, заходим в небольшое помещение. Аккуратно разложенное оборудование, вымытые полы. Все это скорее ассоциируется с медицинским кабинетом или какой-нибудь космической лабораторией. Хозяева уточняют, что влажная уборка комнаты проводится дважды в день. «Пайка любит чистоту», – замечает Антон Андреев. На кончиках пальцев
Знакомимся со специалистами – старшими мастерами Сергеем Тимкиным и Геннадием Балабатько. На контрасте с участком электронно-лучевой сварки, костяк которой составляют вчерашние выпускники вузов, коллеги Антона Андреева отдали производству не один десяток лет. Старшие мастера тем временем проводят пайку нескольких десятков трубопроводов для самых разных пневматических и гидравлических систем самолета – пожаротушения, топливо- и маслоподачи. Коллекторы, они же системы трубопроводов, имеют самые разные размеры и площади – от десятков сантиметров до нескольких метров. Задача для специалистов – соединить между собой трубочки разного диаметра, иногда из разных металлов. Необходимо так провести эти операции, чтобы коллектор, или, как называют его между собой рабочие, «паук», безотказно служил на самолете при любых температурах и перегрузках в течение десятков отведенных ресурсом лет. Все дело во множестве тонкостей. Как подготовить деталь? Процессы зашкуривания и обезжиривания каждой трубочки могут длиться десять минут и дольше. Как сделать внутреннюю поверхность идеально гладкой, чтобы добиться равномерного прохождения жидкости? Как производить пайку без прогара? Есть и множество других деталей. Что, например, делать, если вдруг поменялась частота тока? А это случается, если в соседнем цехе вдруг включился большой станок. Сколько времени готовиться к пайке «боевой» детали? Рассказывают, что после месячного отпуска ученики Геннадия Балабатько тренируются на образцах несколько часов и только потом паяют на «чистовую». «Боевые» коллекторы
Размер коллектора, который новосибирцы собирают прямо ту же, на столе, примерно 2,4-1,5 м. После закладки заготовок в камеру из нее откачивается воздух. Затем происходит насыщение объема камеры инертным газом – аргоном. Геннадий надевает толстые резиновые перчатки, начинает пайку. Нажатие педали регулирует нагрев. Процесс пайки одной детали занимает примерно 2–3 минуты. Обычно за один присест выпускается примерно два десятка деталей. В самолете для подачи топлива используются трубы из нержавейки. У них самый крупный диаметр – 32 мм. Меньший диаметр – от 8 до 22 мм – и титан используются для трубопроводов маслосистем и гидравлики. А несколько лет назад процесс еще усовершенствовали. Пайка стыков трубочек небольшого диаметра – от 6 до 16 мм – производится теперь в похожем больше на спичечный коробок аппарате КИТ-25. Аппарат производит вакуумирование шва. Сложные системы (полностью, кстати, российского производства) выдают токи нужной частоты. Сварка здесь происходит гораздо быстрее по сравнению с традиционными методами. Какими бы тонкими ни были соединительные швы, коллекторы выдерживают огромное напряжение. Рабочее давление в трубопроводе – 280 кг/мм. На заводских испытаниях после прохождения неразрушающего контроля система держит 420-килограммовую нагрузку на миллиметр. «Слон наступает на землю с меньшей силой», – шутят в цехе. А трубопроводы обеспечивают бесперебойную подачу жидкости на совершенно разных режимах работы и при очень низкой температуре за бортом самолета. Срок службы современного самолета – несколько десятков лет. За это время он может подвергнуться ремоторизации, программное обеспечение может быть несколько раз перепрокачано, некоторые приборы заменены несколько раз. Но в отличие от многих других устройств, например приборов и двигателей, сделанные в слесарно-сварочном цехе коллекторы исправно работают несколько десятков лет, ровно столько, сколько будет летать сам самолет. Классификация способов пайки | Мир сваркиКлассификация способов пайкиГОСТ 17349-79 устанавливает технологическую классификацию способов пайки и порядок формирования наименования способа пайки. Классификация способов пайки осуществлена по следующим независимым признакам: удалению окисной пленки, получению припоя, заполнению зазора припоем, кристаллизации паяного шва, источнику нагрева, наличию давления на паяемые детали, одновременности выполнения паяных соединений. Классификация способов пайки по признакам приведена в таблице 1. При формировании наименования способа пайки конкретного изделия следует брать из таблицы 1 в порядке сверху вниз по одному наименованию способа пайки от каждого признака. Пример формирования наименования способа пайки конкретного изделия: «Пайка в вакууме композиционным припоем капиллярная диффузионная в печи под давлением ступенчатая».
Литература
Основные методы пайкиПайка – это процесс соединения материалов, незаменимый, в частности, в электронике, автоматике или гидравлике. Этот процесс используется как энтузиастами DIY, так и профессионалами. Характерной чертой процесса пайки, отличающей его от процессов сварки и плавления, является соединение материалов в твердом состоянии. Необходимость неразъемного соединения металлических элементов вынуждает пользователя готовить устройства, которые обеспечат хорошее качество припоя на отдельных элементах. Классификация пайки по температуре плавленияПайка может быть классифицирована по температуре плавления присадочного металла. Мягкая пайкаВыполняется при температуре ниже 450°С (чаще всего около 250°С) с оловянно-свинцовым или оловянно-медным наполнителем. Мягкие припои изготовляют в виде брусков, пластин, проволоки, порошков и паст. Процесс мягкой пайки используется там, где важна не высокая прочность соединения, а его герметичность и хорошая электропроводность. ПайкаПроисходит при температуре выше 450°С медным, серебряным или фосфорным припоем. Пайка обеспечивает герметичное соединение с высокой прочностью на растяжение и ударной вязкостью. Твердые припои выпускаются в виде пластин, полос, стержней, проволоки, стружки или гранул.
Рис. Набор для пайки Rothenberger Turbo 3.0900 В зависимости от металлургии процессов пайка делится на: флюс (с использованием флюс ) и безфлюсовая , в том числе пайка в контролируемых атмосферах (газовое покрытие) и вакууме. Пайка горячим воздухом HotairЭто мягкая пайка, при которой для работы используется горячий воздух, поэтому физический контакт с частями, подлежащими пайке, отсутствует. Пайка горячим воздухом особенно удобна для работы с небольшими и хрупкими деталями. Он отлично работает в процессе распайки компонентов. Процесс пайки осуществляется путем направления горячего воздуха в нужное место. Специальные паяльники Hotair предназначены для пайки горячим воздухом. Разбивка пайки по материалам, подлежащим пайкеПайка меднаяОдин из самых простых способов пайки. Достаточно нагреть материал до температуры 200-250°С и нанести припой. Достаточно простого электрического паяльника или горелки (газ пропан-бутан), чтобы разогреть медь. Флюсы могут использоваться для улучшения процесса пайки. Пайка медных трубПри пайке меди следует упомянуть о пайке медных труб.Правильная пайка медных труб обеспечивает герметичное и прочное соединение, однако требует опыта и твердой руки. Трубы могут быть спаяны мягким припоем или спаяны. Первое решение можно использовать только в системах, где проточная рабочая среда не будет иметь температуру выше 110°С. Пайку можно использовать без ограничений. Чтобы паять трубы правильно, необходимо соблюдать правильную последовательность действий.
Пайка компонентов SMDПроисходит на печатных платах. Эта технология позволяет припаивать к печатной плате компоненты с обеих сторон.Для этого компоненты SMD должны быть точно размещены на печатной плате. Места, где мы будем припаивать, должны быть покрыты пастой. Паста состоит из оловянного припоя и флюса. Подключение требует использования горячего воздуха. Пайка алюминияПайка алюминия незначительно отличается от пайки меди. Однако при пайке алюминия стоит позаботиться о соответствующем флюсе, который облегчит пайку и защитит от окисления. Также следует обратить внимание на температуру паяемого алюминия.Перегретый алюминий становится хрупким и мягким. Связанные категории : Рекомендуемые продукты:
Рекомендуемые принадлежности :
Если вы считаете, что благодаря вам мы можем улучшить эту статью, свяжитесь с нами по адресу: [email protected]. Спасибо - Команда Конрада. . Пайка и мягкая пайка – практические примерыРабота по дому часто требует от нас приобретения знаний, предназначенных для профессионалов. Так что если мы не хотим пользоваться услугами специалистов, или по каким-то причинам они недоступны в данный момент, а нам нужна скорость, стоит изучить эти знания. Одной из таких работ может быть, например, соединение металлических элементов воедино при создании или обслуживании водосточных желобов, систем отопления, электроустановок или систем водоснабжения и канализации. В таких случаях может потребоваться пайка, также необходимая для ремонта электроники и некоторых строительных работ. В нашем руководстве мы обсудим различные виды пайки, а также подскажем, как эффективно паять конкретные материалы (пайка алюминия, пайка меди и т. д.). Сварка и пайкаОднако, прежде чем мы перейдем к сути нашей темы, стоит подчеркнуть, что существует два основных способа соединения металлов.Первый – это сварка, при которой соединяемые элементы сплавляются таким образом, чтобы они подошли друг к другу. Линия такого соединения называется сварным швом. Существуют различные способы сварки в зависимости от соединяемых материалов, а также места, где происходит механическая обработка. — ЛУЧШИЙ МОМЕНТ ПРОВЕРЬТЕ ТОВАРЫ СКИДКИ Процесс пайки совершенно другой. Однако этот метод соединения металлов основан на использовании связующего вещества.При пайке мы не вмешиваемся в состояние соединяемых элементов, а лишь расплавляем связующее, заполняющее пространство между сопрягаемыми поверхностями этих элементов. Неоспоримым преимуществом пайки является то, что она происходит при гораздо более низких температурах, чем при сварке. Как и сварку, пайку можно выполнять разными способами. Помимо разделения на пайку флюсом, пайку без флюса, пайку с механическим удалением окислов, реактивную пайку и диффузионную пайку.Одной из классификаций этого подразделения также является пайка твердым припоем и мягкая пайка, и именно на них мы остановимся подробнее. Что именно они собой представляют и чем они отличаются друг от друга? Давайте проверим. ПайкаСчитается, что этот метод пайки имеет температуру плавления более 450 градусов Цельсия. В качестве твердых припоев используются серебряный припой, фосфорный припой или медный припой. Пайку производят индукционными паяльниками, ацетилено-кислородными горелками, паяльными лампами или пропан-бутановыми горелками.Так паяют углеродистую сталь, медь, золото, серебро, латунь, бронзу, хромированную и никелевую сталь или спеченные карбиды. Пайка является распространенным методом при разработке или обслуживании систем отопления, охлаждения и кондиционирования воздуха. Твердые припои обеспечивают высокую прочность. Они не восприимчивы к температурам, достигающим 100 градусов по Цельсию. Также они устойчивы к растяжению и механическим повреждениям. Однако следует помнить, что пайку следует применять только в хорошо проветриваемых помещениях, так как при обработке выделяются вредные газы.  Мягкая пайкаСовсем другая ситуация в случае мягкой пайки. Здесь температура, сопровождающая склеивание материалов, составляет менее 450 градусов Цельсия. Связующее изготавливается из оловянно-медных или оловянно-свинцовых припоев в виде проволоки или специальных палочек. Благодаря тому, что они хорошо проводят электричество, и из-за относительно низких температур, при которых происходит мягкая сварка, его применяют в электронике.Мягкую пайку также можно учитывать при работе на водяных и других системах, рабочая температура которых не превышает 110 градусов Цельсия. Пайка алюминияАлюминий, по сути, это название химического элемента. Всевозможные предметы, бытовая техника и даже велосипедные рамы, хотя их обычно называют алюминиевыми, на самом деле изготавливаются из алюминиевых сплавов с другими элементами. Термическая обработка этого материала долгие годы была невозможна из-за отсутствия подходящего припоя. К счастью, их уже некоторое время можно купить в любом специализированном магазине. Такие припои представляют собой алюминий с добавлением кремния. Поэтому пайка алюминия стала наиболее распространенной практикой. Однако для этой цели вам понадобится подходящая пропан-бутановая горелка, с помощью которой мы будем склеивать алюминиевые элементы. Также стоит запастись такими инструментами, как сварочные клещи. Мы будем использовать их, чтобы, возможно, удерживать соединенные куски алюминия. Теперь правильно нагрейте соединяемые детали до температуры, превышающей температуру плавления припоя.Время нагрева зависит от размера соединяемых элементов. Чем они больше, тем дольше будет нагреваться. Поэтому необходимо будет использовать большее пламя в горелке. Опытные специалисты используют наборы горелок, например, большую горелку с большим пламенем для предварительного нагрева, а меньшую горелку для прогрева шва. Медный припойМедь – это металл, который отлично подходит в качестве материала для производства труб для водопровода, газа, кондиционирования и т. д.Медные трубы устойчивы к коррозии, легко соединяются, а также обладают бактерицидными и фунгицидными свойствами. Поэтому они долговечны и, кроме того, защищают от болезней, которые могут возникнуть в результате загрязнения воды. Соединение алюминиевых труб друг с другом, а также возможное обслуживание путем запайки отверстия в случае выхода из строя можно осуществлять двумя способами. Одним из них является мягкая пайка. В этом случае для склеивания медных элементов можно использовать сильный паяльник, тепловую пушку или небольшую горелку, позволяющую использовать температуру не выше 450 градусов Цельсия.Во втором случае, т.е. при пайке, потребуется гораздо более производительное оборудование. Поэтому нет необходимости в пропан-бутановой горелке, ацетиленовой горелке или газовой горелке. Однако в зависимости от типа установки следует иметь в виду, что при использовании пропан-бутановой горелки в процессе термообработки образуются загрязнения. Так что, если мы рассматриваем работы по созданию питьевого водоснабжения, то лучше эту горелку не использовать.Добавим, что в качестве связующего для пайки меди используется медный или оловянный припой.  Латунный припойЛатунь, благодаря своим физическим и химическим свойствам, нашла широкое применение. К сожалению, элементы из него очень часто трескаются или каким-либо другим образом повреждаются. Конечно, латунь можно паять, но чтобы соединения были эффективными, нужно знать физические и химические свойства как соединяемых деталей, так и припоя. Начнем с того, что состав латуни может быть двойным - медь и цинк, или многокомпонентным - цинк и олово, свинец, марганец. Прежде чем приступить к пайке, следует знать точный состав латунных элементов. Здесь пригодится специальная маркировка. И так, что касается химического состава:
Независимо от марки латунь обладает высокими антикоррозионными свойствами и достаточной прочностью. Однако для получения хороших результатов пайки необходимо правильно подобрать припой для данного типа латуни.Например, если речь идет о спайке латунных деталей с преобладающим процентным содержанием меди, то будет применяться серебряный припой, т.е. применение припоя, содержащего большой процент серебра (ПСр12 или ПСр72). Если в латуни высокое содержание цинка, припой PSr40 является идеальным решением. Таким образом, ключом к успеху, который является постоянным и прочным соединением, будет определение температуры плавления деталей, подлежащих пайке, и выбор коэффициента теплового расширения.Также следует помнить, что латунная деталь должна образовывать так называемую гальванический пар. Если этого не произойдет, в месте соединения обязательно возникнет коррозия. Для пайки латуни следует использовать паяльник мощностью не менее 1000 Вт. Такой прибор обеспечит соответствующую температуру для правильного нагрева спаиваемых деталей, а также самого припоя. Обычно эта температура должна быть 500 градусов Цельсия для пайки. Возможна, конечно, и мягкая пайка, но только в том случае, если в латуни высокое содержание меди. По мнению многих специалистов, пайка латуни наиболее удобна с такими устройствами, как паяльные станции. Обычно они имеют функцию контроля температуры, что позволяет точно определить оптимальный режим нагрева. Серебряный припойВ этом случае, прежде чем приступать к какой-либо работе, мы также должны знать как можно больше о составе припаиваемых элементов. Хотя температура плавления серебра составляет 960 градусов по Цельсию, вряд ли есть предметы, сделанные из его чистой формы.Следовательно, температура плавления сплава зависит от его составляющих. Если вы хотите паять серебро самостоятельно, то можете купить тугоплавкий припой с безопасной температурой плавления 240 градусов, характерный для ПС-2 и ПС-2,5. Однако из-за высокой стоимости серебра мы настоятельно рекомендуем обращаться в ювелирный магазин для любого ремонта. Краткий обзор пайки и пайки мягким припоемИтак, как видите, выбор метода пайки во многом зависит от типа металла, который мы хотим соединить друг с другом.Принимая решение о пайке или мягком припое, вы также должны выбрать правильное оборудование, позволяющее нагревать склеиваемые элементы и припой до нужной температуры. Во многих случаях, таких как пайка серебром или пайкой латунью, важно тщательно понимать процентный состав металлов, входящих в их сплавы. .Какие существуют методы пайки электронных компонентов?Пайка – это процесс соединения одного или нескольких компонентов один за другим путем растворения и активации припоя в соединении, который называется пайкой. Припой имеет более низкую температуру плавления, чем заготовка. Процесс пайки может применяться в электрических и электронных конструкциях, сантехнике и т. д. Процесс пайки выполняется в различных электрических и электронных конструкциях для соединения компонентов с корнями печатной платы.Производительность и работа схемы зависят от идеальной пайки, для этого нужен талант, а работа над хорошей техникой пайки поможет вам создать идеальную рабочую схему. В этой статье описываются методы пайки , для которых требуется вывод припоя, паяльник и флюс, а также файл печатной платы и схема расположения цепей. Различные методы пайкиМетоды процесса пайки можно разделить на два, а именно пайку мягким припоем и пайку твердым припоем. Различные методы пайки
Мягкая пайкаМягкая пайка — это процесс соединения очень тонких деталей из пластика с низкой температурой плавления, которые разрушились в процессе высокотемпературной пайки.В этом процессе в качестве наполнителя используется оловянно-свинцовый сплав. Температура разжижения расплава, заполняющего пространство, должна быть не ниже 400°С / 752°F. В качестве источника тепла для обработки используется газовая горелка. Некоторые примеры этих типов припоя металлов включают цинк-цинк для соединения алюминия, цинк-свинец для общего назначения, цинк-алюминий для алюминия, кадмий-серебро для высокотемпературного источника питания, свинец-серебро для прочности выше комнатной температуры, ослабляя конфронтацию, олово-серебро и олово-висмут для электротехнических изделий. ПайкаВ этом типе пайки твердый припой соединяет два металлических компонента, проникая в отверстия компонента, которые разблокируются под действием высокой температуры. Space Binder может выдерживать более высокие температуры выше 450°C / 840°F. Он состоит из двух элементов: серебряного припоя и припоя. Серебряная пайкаЭто чистый метод, помогающий в изготовлении мелких деталей, проведении нештатного обслуживания и наборе инструментов.В качестве металла, заполняющего пространство, используется сплав, содержащий серебро. В то время как серебро обеспечивает свободную работу, серебряная пайка не рекомендуется для заполнения пространства, поэтому рекомендуется использовать другой флюс для точной серебряной пайки. ПайкаЭтот тип пайки представляет собой процедуру соединения двух наконечников из неблагородного металла путем создания заполнения пространства жидким металлом, который проходит, притягивая сосуд через соединения, и охлаждается, образуя прочную связь за счет диффузии и атомного магнетизма.Это создает очень сильную связь. В качестве наполнителя пространства используется металлическая латунь. Необходимые инструменты для пайкиНеобходимые инструменты для пайки включают паяльник, флюс, паяльную пасту и т. д. Необходимые инструменты для пайки Паяльникразжижать припой. Паяльники мощностью от 15 Вт до 30 Вт подходят для большинства работ, связанных с электроникой или печатными платами.Для пайки тяжелых элементов и кабелей нужно потратиться на утюг повышенной мощности около 40Вт или паяльный пистолет большего размера. Основное различие между пистолетом и утюгом состоит в том, что утюг выглядит как карандаш и состоит из точного источника тепла для точной работы, а пистолет имеет форму пистолета с точкой высокой мощности, наводимой электрическим током. таким образом. Электронные части спаиваются руками. Он посылает тепло, чтобы смягчить припой, чтобы он мог попасть в зазоры между двумя рабочими клеммами.Паяльники часто используются в развлекательных целях для наладки, защиты и незавершенного производства работ по сборке компонентов. Флюс для пайкиФлюс является химическим чистящим средством. При пайке металлов флюс выполняет три функции: устраняет ржавчину с деталей пайки, задерживает воздух, в результате чего прекращается дополнительная ржавчина, а благодаря легкому перемешиванию улучшает индивидуальность капания жидкого припоя. Паяльная пастаПаяльная паста используется для соединения проводов прикрепленных пакетов микросхем с соединительными клеммами на принципиальной схеме на печатной плате. Пошаговый процесс пайкиОсновной пошаговый процесс пайки выполняется следующими этапами Пошаговый процесс пайки
Жала для пайкиПайка — это процесс , который требует наибольшей практики.Советы по пайке должны помочь вам добиться успеха в ваших начинаниях, а если что-то пойдет не так, вы можете перестать практиковаться и приготовиться к выполнению серьезных задач. Паяльные жала Использование Радиаторы: Радиаторы необходимы для соединения проводов чувствительных устройств, а именно транзисторов и интегральных схем. Если у вас нет этого зажима, плоскогубцы — отличный выбор. Чистый утюг в чистом виде: Чистый утюг указывает на улучшенную проводимость тепла, а также на лучшее соединение.Используйте влажный кусок губки, чтобы очистить наконечник между соединениями. Держите наконечник припоя хорошо залуженным. Проверка соединений: При сборке сложных схем рекомендуется проверять соединения после пайки. Сначала припаяйте небольшие детали: Припаяйте перемычки, диоды, резисторы и все другие мелкие детали, прежде чем переходить к соединению более крупных деталей, таких как конденсаторы и транзисторы. Это значительно упрощает сборку. Подключайте чувствительные компоненты в конце: Поместите КМОП, МОП-транзистор, микросхемы и другие неактивные чувствительные компоненты в конец, чтобы не повредить их при подключении других компонентов. Используйте достаточную вентиляцию: Избегайте вдыхания образующегося дыма и убедитесь, что помещение, где вы работаете, имеет достаточную вентиляцию, чтобы остановить распространение токсичного дыма. Итак, все дело в типах пайки, необходимых инструментах, а также советах и рекомендациях.Мы надеемся, что вы лучше понимаете эту концепцию. Кроме того, если у вас есть какие-либо вопросы об этой концепции, выскажите свои ценные предложения, оставив комментарий в разделе комментариев ниже. Вот вам вопрос , как выбрать хорошую пайку ? Фотографии предоставлены: .Пайка твердым припоем и мягкая пайкаПомимо сварки, пайка является наиболее распространенным методом соединения металлов. Процесс пайки у нас ассоциируется в основном с ремонтом электроники. Однако пайку можно использовать и во время строительных работ (например, водосточных желобов, систем отопления, электроустановок, водопроводных и канализационных сооружений). Вопреки видимому, при небольшом знании и наличии подходящего связующего и инструментов (например, паяльной горелки), мы выполним этот процесс без необходимости привлечения специалистов.Прежде всего, однако, мы должны различать мягкую и твердую пайку. Мы проверяем, чем отличаются две техники пайки и в каких работах они применяются. Пайка и сварка – чем они отличаютсяПрежде чем мы перейдем к методам пайки - мягкой и твердой - давайте сначала объясним разницу между пайкой и сваркой, т.е.:
Что такое мягкая пайка?Основное различие между пайкой твердым припоем и мягкой пайкой заключается в используемом присадочном металле и его температуре плавления. При мягкой пайке температура пайки составляет менее 400-450 градусов Цельсия.Легкая связь в виде проволоки или специальных палочек изготавливается из комбинации олова и меди (олово-медь) или олова и свинца (олово-свинец). Поскольку провода, из которых состоит связующее вещество, обладают высокой электропроводностью и относительно низкой температурой плавления, этот метод соединения материалов в основном используется в электронике. Кроме того, мягкая пайка хорошо работает в системах водоснабжения и отопления, в том числе центрального отопления, но при определенных условиях. Это возможно для установок с рабочей температурой не выше 110 градусов Цельсия. Когда мы используем пайку?При пайке ситуация иная. Мы имеем дело с этим методом, когда в процессе пайки температура плавления присадочного металла превышает 450 градусов Цельсия. В качестве твердого связующего используются серебряные, фосфорные или медные припои. В процессе пайки соединяем элементы из углеродистой стали, вольфрама, меди, драгоценных металлов (золото, серебро), латуни, бронзы, стали (хром, никель) или спеченных карбидов.Следовательно, стоит использовать этот метод при создании, ремонте или обслуживании систем отопления, охлаждения и кондиционирования воздуха, в том числе там, где рабочая температура превышает 110 градусов Цельсия. Твердые припои устойчивы не только к растяжению и механическим повреждениям, но и к высоким температурам. Некоторые вещи, которые следует учитывать при пайке: в процессе пайки выделяются вредные газы. Поэтому надо соблюдать правила безопасной пайки, особенно пайку этим методом только в хорошо проветриваемых помещениях. Паяльная горелка – какое оборудование выбрать?В зависимости от того, какой метод пайки мы используем - жесткий или мягкий, мы используем не только разную связующую, соединяющую спаиваемые материалы, но и другие горелки. Если это мягкая пайка, используется горелка для пайки пламенем. Главное, будьте осторожны, чтобы не перегреть соединяемые элементы при пайке этим инструментом. Если речь идет о горелке для пайки, здесь часто используются кислородно-ацетиленовые горелки или пропан-бутановые горелки.Кроме них мы можем использовать индукционные паяльники и паяльные лампы. Конечно, какой бы метод пайки мы ни использовали, предварительно следует тщательно очистить соединяемые элементы. На них не должно быть жира, потускнения и другой грязи, так как они повреждают уплотнение припоев. Мы можем использовать химикаты, в том числе растворители, для очистки поверхностей спаянных объектов. Кроме того, мы будем использовать различные скребки, шлифовальное волокно или абразивные губки для их механической очистки. Как видим, различия между мягкой и твердой пайкой принципиальны. Они касаются почти всего, от используемых связующих, через приложение, до горелок и других инструментов для пайки выбранным методом. Сам процесс определенно не так требователен, как может показаться. Хотя пайка требует определенных знаний и использования подходящих припоев и оборудования для нагрева соединяемых деталей, она намного проще и безопаснее, чем сварка. Многие работы по пайке, безусловно, можно выполнить лично, без помощи специалиста. .Знакомство с современными методами мягкого и твердого припоя - МатериалыЦель – научиться соединять медные трубы в системах отопления и водопровода. Соединение цветных и черных металлов мягкими и твердыми припоями. 1. Что такое пайка? Процесс пайки представляет собой соединение металлов, находящихся в твердом состоянии, с помощью расплавленного металла, т.е. связующего вещества, называемого припоем.В случае пайки не происходит оплавления соединяемых деталей. Расплавленное связующее соединяется с материалом соединяемых деталей благодаря явлению когезии - межмолекулярного сцепления, а также за счет незначительной диффузии - проникновения в нативный материал. Припои – это материалы с более низкой температурой плавления, чем материал соединяемых деталей. 2. Какие устройства используются для мягкой пайки? Паяльники сопротивления, работающие от электричества Паяльники трансформаторные, работающие от электричества Паяльники газовые для пропан-бутана Паяльники бензиновые 3.Какие устройства используются для пайки? Горелка газовая - сжигание газа, пропан-бутан Горелка газовая - сжигание газа, ацетилен-кислород 4. Какие диапазоны температур существуют для мягкой и твердой пайки? Мы различаем мягкие припои с температурой плавления до 450°С и твердые припои с температурой плавления: 450°С - 700°С 5. Заменить вспомогательные материалы, которые используются для мягкой пайки? Паяльная паста Канифоль Растворы серной, азотной и соляной кислот Оловянная проволока. 6. Заменить вспомогательные материалы, используемые для пайки? Абразивы: проволочные маты, проволочные щетки, мелкозернистая бумага Бронзовая или латунная сварочная проволока Растворы буры 7. Способ подготовки материала к процессу пайки: Очистка механически соединенных материалов (т. окисленных материалов) слоями, например, абразивным матом, проволочной щеткой и т. д.) и химическим (химическое действие заключается в травлении или обезжиривании).Обезжиривание производится органическими растворителями, щелочными растворами, ультразвуковым или электролитическим способом, в зависимости от загрязнения и формы. Пищеварение же происходит с помощью водных растворов азотной, соляной и серной кислот. Выводы: Надлежащее выполнение соединения зависит от нескольких факторов, включая от выбора припоя; Присадочный металл должен иметь более низкую температуру плавления, чем припой, и должен обеспечивать хорошее смачивание соединяемых деталей.Разброс точки затвердевания припоя должен быть небольшим. Очень важно, чтобы клей образовывал твердые растворы с металлом в месте соединения. Способ пайки выбирают в зависимости от вида припаиваемого материала, например Пайка обеспечивает соединение профилей, листов, режущих элементов, инструментов и деталей механизмов и т.п. для получения плотных соединений, а также в широкий спектр, в электротехнике. С помощью пайки можно соединять практически все доступные металлы в различных сочетаниях, металлические элементы с керамикой и т.д. .Современные методы пайки в рамках проекта «Центр повышения квалификации»Современные методы пайки, диагностики и ремонта электронных блоков, присутствующих в современных мехатронных устройствах вместе с компонентами для электронных блоков, работающих в космосе МПК «Центр повышения квалификации » Проект № РПЛД.11.03.01-10-0009/19 реализуется в рамках Приоритетной оси XI Образование, квалификации, навыки, деятельность XI.3 Профессиональное образование, подмероприятие XI.3.1 Профессиональное обучение Региональной оперативной программы Лодзинского воеводства на 2014-2020 годы при совместном финансировании Европейского Союза из Европейского социального фонда С 18 октября по 15 ноября с.г. в рамках проекта ЕС «Квалификационный центр» проведены курсы обучения Современные методы пайки, диагностики и ремонта электронных блоков, присутствующих в современных мехатронных устройствах с компонентами для электронных блоков, работающих в космосе МПК для трех групп по 10 студентов.В нем приняли участие учащиеся третьего класса техникума по специальности: техник-мехатроник. Практические занятия проводили тренеры компании Renex из Влоцлавека, поддерживающие образование и профессиональное образование. Тренинг под названием. Поиск и устранение неисправностей мехатронных устройств, содержащих компоненты Ball Grid Array Красный. Иоланта Зелонка координатор проекта школы Технологии производства: Сварка: Лабораторная(1)ТЕХНИКАПОКОЛЕНИЯСВАРКАЛАБОРАТОРИЯПод редакцией Анджея Амброзиака(2)2 АВТОРЫ ГЛАВ И ДЕЯТЕЛЬНОСТИАМБРОЗЯК Анджей (3.1, 4, 6, 10) БАРТНИК Збигнев (5) БЯЛУЦКИЙ Петр (1) ЧЕШЛА Михал (11) ДЕРЛУКЕВИЧ Веслав (4) КОРЖЕНЕВСКИЙ Марчин (2, 11) КУСТРОЦ Павел (11) ЛАНГЕ Артур (3.1, 10) ЛАТКА Лешек (3.2) МИРСКИЙ Збигнев (7, 8) МОСИНСКАЯ Сильвия (3.1, 10) ПИВОВАРЧИК Томаш (2, 8) СОЗАНСКИЙ Леслав (11) ШУЛЦ Томаш (9) ВИННИКИ Марцин (6) Рецензент: Казимеж ГРАНАТ Издательство Вроцлавского политехнического университетаWybrzeże Wyspiańskiego 27, 50-370 Вроцлавhttp://www.oficyna.pwr.wroc.plэлектронная почта: [email protected][email protected]ISBN 978-83-7493-592-0(3)3 СодержимоеПредисловие... 8 Охрана труда и техника безопасности при сварке... 9 1. Газовая сварка... 18 Цель упражнения... 18 1.1. Введение... 18 1.2. Газы, используемые в процессе газовой сварки... 19 1.2.1. Производство и свойства ацетилена... 19 1.2.2. Производство и свойства кислорода... 20 1.3. Газосварочное оборудование... 20 1.3.1. Технические газовые баллоны... 21 1.3.2. Ацетиленовые баллоны... 21 1.3.3. Кислородные баллоны... 22 1.3.4. Регуляторы ... 22 1.3.5. Сварочные шланги... 23 1.3.6. Предохранители... 23 1.3.7. Горелки кислородно-ацетиленовые... 23 1.4. Кислородно-ацетиленовое пламя ... 25 1.5. Способы и приемы газовой сварки... 27 1.5.1. Газовая сварка против часовой стрелки... 27 1.5.2. Правосторонняя газовая сварка... 28 1.5.3. Газовая сварка восходящим способом... 29 1.6. Газовая сварка стали...30 1.6.1. Сварочные материалы для стали - наполнители... 31 1.6.2. Газовая сварка других металлов... 31 1.7. Подготовка деталей к сварке... 31 1.7.1. Склеивание или крепление листов ... 32 1.8. Практическая часть... 32 Примечания к отчету... 32 Литература... 33 Список стандартов... 33 2. Дуговая сварка покрытыми электродами... 34 Цель упражнения... 34 2.1. Введение... 34 2.2. Конструкция и виды электродов... 35 2.3. Параметры сварки... 39 2.4. Станция сварки ММА...42 2.5. Применение сварки ММА... 43 2.6. Преимущества и недостатки сварки покрытыми электродами... 43 2.7. Практическая часть... 44 Примечания к отчету... 44 Литература... 45 (4)4 3. Сварка в газовых щитах... 46 3.1. Дуговая сварка плавящимся электродом в защитных газах... 46 Цель упражнения... 46 3.1.1. Введение... 46 3.1.2. Параметры сварки методом MIG/MAG... 47 3.1.3. Защитный газ... 48 3.1.4. Электродная проволока... 53 3.1.5. Сварочный ток... 54 3.1.6. Напряжение дуги... 55 3.1.7. Скорость сварки... 56 3.1.8. Наклон провода ... 56 3.1.9. Применение метода MIG/MAG... 57 3.1.10. Практическая часть... 57 Примечания к отчету... 58 Литература... 58 Список стандартов... 58 3.2. Дуговая сварка неплавящимся газом в защитных газах... 59 Цель упражнения... 59 3.2.1. Введение... 59 3.2.2. Источники питания... 60 3.2.3. Параметры сварки... 65 3.2.4. Дополнительные материалы... 66 3.2.5. Технология сварки... 66 3.2.6. Импульсная сварка... 68 3.2.7. Практическая часть... 68 Примечания к отчету... 69 Литература ... 69 Список стандартов... 69 4. Дуговая сварка под флюсом... 70 Цель упражнения... 70 4.1. Введение... 70 4.2. Станция дуговой сварки под флюсом... 72 4.3. Сварочные материалы ... 73 4.4. Влияние параметров сварки под флюсом на форму шва... 75 4.5. Технология сварки под флюсом... 77 4.6. Практическая часть... 79 Примечания к отчету... 79 Литература ... 79 Список стандартов... 79 5. Электросварка сопротивлением ... 80 Цель упражнения ... 80 5.1. Вступление... 80 (5)5 5.3. Шовная сварка... 83 5.4. Стыковая сварка... 85 5.5. Выступающая сварка ... 88 5.6. Оценка сварных соединений... 89 5.7. Практическая часть... 90 Комментарии к отчету... 91 Литература... 91 Список стандартов... 91 6. Сварка трением... 92 Цель упражнения... 92 6.1. Введение... 92 6.2. Варианты процесса ... 94 6.3. Стандартные параметры процесса сварки трением... 97 6.4. Станция сварки трением ... 100 6.5. Примеры применения ... 102 6.6. Практическая часть... 104 Комментарии к отчету... 104 Литература... 104 Список стандартов... 104 7. Пайка... 105 Цель упражнения... 105 7.1. Введение... 105 7.2. Физико-химические явления в процессах пайки ... 106 7.3. Строение и виды паяных соединений... 109 7.4. Флюсы и их виды... 110 7.5. Виды припоев... 112 7.5.1. Мягкие припои ... 112 7.5.2. Тяжелый февраль 113 7.6. Припои... 116 7.7. Мягкие и паяльные методы... 118 7.7.1. Методы мягкой пайки ... 118 7.7.2. Методы пайки... 119 7.8. Практическая часть... 123 Комментарии к отчету... 123 Литература... 124 Список стандартов... 124 8. Связующие материалы... 125 Цель упражнения... 125 8.1. Введение... 125 8.2. Достоинства и недостатки клеевой технологии... 126 8.3. Физико-химические явления в связующих материалах ... 126 8.4. Факторы, влияющие на образование клеевых соединений... 129 (6)6 8.6. Классификация клеев... 135 8.6.1. Реактивные (химически отверждаемые) клеи ... 136 8.6.2. Клеи, которые отверждаются физическими процессами... 140 8.7. Прочность на сдвиг клеевых соединений... 141 8.8. Практическая часть... 142 Комментарии к докладу... 142 Литература... 143 Список стандартов... 143 9. Термическая резка... 144 Цель упражнения... 144 9.1. Введение... 144 9.2. Вариации термической резки... 149 9.2.1. Резка кислородом ... 150 9.2.2. Кислородно-порошковая резка ... 152 9.2.3. Лэнс Резка ... 152 9.2.4. Дуговая резка... 153 9.2.5. Резка толстостенных деталей... 155 9.2.6. Резка с повышенной эффективностью... 156 9.2.7. Плазменная резка... 157 9.2.8. Лазерная резка... 160 9.2.9. Взрыв электронного луча... 164 9.3. Применение термической резки ... 165 9.4. Практическая часть... 166 Примечания к отчету... 167 Литература... 168 Список стандартов... 168 10. Сварочные напряжения и деформации... 169 Цель упражнения... 169 10.1. Введение... 169 10.2. Сущность формирования сварочных напряжений... 171 10.2.1. Влияние температуры на изменение некоторых физических свойств сталь... 171 10.2.2. Возникновение напряжения из-за теплового воздействия ... 172 10.3. Сварочные деформации... 175 10.3.1. Классификация сварочных деформаций... 176 10.3.2. Поперечные деформации... 178 10.3.3. Продольные деформации... 179 10.3.4. Угловые деформации... 180 10.3.5. Факторы, влияющие на величину напряжений и деформаций сварка... 181 10.3.6. Возможности предотвращения перекосов конструкции сварные... 182 (7)7 10.4. Практическая часть... 189 Примечания к отчету... 189 Литература... 189 11. Неразрушающий контроль клеевых соединений... 190 Цель упражнения... 190 11.1. Введение... 190 11.2. Визуальный осмотр ... 19 3 11.3. Пенетрантные испытания ... 195 11.4. Магнитопорошковый контроль ... 196 11.5. Вихретоковый метод... 197 11.6. Ультразвуковой контроль... 198 11.7. Рентгенологические исследования ... 200 11.8. Рентгенологические методы в зависимости от типа сустава... 201 11.9. Практическая часть... 203 Примечания к отчету... 203 Литература... 203 (8)8 ПРЕДИСЛОВИЕСкрипт лабораторных занятий, проводимых в рамках курса Technik Производство - Сварка предназначена для студентов первого курса. образование в области механики и машиностроения на машиностроительном факультете Вроцлавский университет науки и технологий. Его также могут использовать другие ученики. области обучения на первом уровне образования, такие как автоматизация и робототехника, Транспорт, управление и технология производства, мехатроника. Сценарий дополняет лекции по Технологии производства - Обработка Отсутствие потерь в части, касающейся соединения и резки материалов. Сценарий лабораторных занятий охватывает 11 вводных тем основные способы сварки (сварка: газовая, покрытыми электродами, сварка в защитных газах газы с плавящимися и неплавящимися электродами, закрытая дуга), пайка, склейка, сварка (сопротивление и трение), термическая резка, определение напряжений и деформаций сварка и неразрушающий контроль.Все описание упражнений предшествовало глава первая Охрана труда и техника безопасности при сварке, также содержащие основные рекомендации и правила охраны здоровья и безопасности, применимые к участникам лаборатория Каждое лабораторное задание, которому предшествует определение его цели, состоит из из обширной теоретической части, которая является введением в практическую часть, , проведенных в ходе лабораторных занятий, и комментарии к разработке отчеты. (9)9 ЗДОРОВЬЕ И БЕЗОПАСНОСТЬ НА РАБОТЕПРИ СВАРКЕВВЕДЕНИЕПроцессы сварки и термической резки сопровождаются многими факторами, которые могут представляют опасность, угрожающую работе сварочных постов и их окрестности. Основными угрозами являются: • поражение электрическим током, • поражение глаз и кожи вредным излучением, • отравление вредными газами, парами и пылью, • горит с брызгами металлов и шлаков, • взрыв взрывоопасных газовых смесей, • пожароопасность, • чрезмерный шум, • радиоактивность и магнитное поле. Тип риска и степень вредоносности зависят от типа процесса сварка, тип свариваемого материала, объем производства и организация работы. Недостатки и недостатки в обеспечении безопасных условий труда они часто приводят к несчастным случаям и являются причиной профессиональных заболеваний. Среди основных причин несчастных случаев при сварочных работах – отсутствие профессиональный стаж сварочного персонала (20%), инвалидность сотрудники (10%) и несоблюдение (70%).Так что это имеет большое значение в противодействии возникающим угрозам и возникновению несчастных случаев на производстве имеет штат сотрудников с требуемой квалификацией в области сварки и соответствующую подготовку экипажа. Ответственность за безопасные условия труда и защиту окружающей среды возлагается на как на работодателя, так и на работников. Работодатель обязан обучение в области охраны труда, допуск работников к работе в соответствии с ними квалификациии обеспечение безопасных условий труда.Рабочие обязаны строго соблюдать действующие инструкции по эксплуатации 90 014 устройств, инструкции по технике безопасности на рабочем месте и другие нормативные документы организационное отношение к занимаемой должности.ОПАСНОСТЬ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМИсточники опасности поражения электрическим током связаны как с с непосредственным протеканием сварочного процесса, а также с электрическим приводом вспомогательное оборудование, используемое в процессе сварки.Последствия воздействие электричества на организм человека очень опасно для здоровья, и часто они опасны для жизни. Его поток через человеческое тело вызывает его высвобождение (10)10 электролизом, а также могут вызывать тяжелые вторичные механические травмы в результате падения. Повышение температуры тела выше 50°С вследствие течения тока, вызывает гибель тканей в результате расщепления белка. С другой стороны, ток большой. высокая интенсивность может даже вызвать обугливание частей тела, через которые она проходит. Паралич нервной системы, вызванный течением тока, проявляется нарушение органов зрения, слуха, равновесия, нарушение работы сердца, и даже остановки дыхания. Сбои особенно опасны для пострадавшего в работе сердца в виде так называемого из-за условий фибрилляции сердца глубокий обморок он не подает признаков жизни и без неотложной помощи в области медицины наступает смерть. Наиболее сильное влияние на нервную систему оказывает переменный ток частоты 40-60 Гц постоянный ток менее опасен в этом отношении.Переменный ток при силе тока 0,01-0,025 А вызывает боль и спазм мышц руки, держащей кабель electric предотвращает его отрыв. Переменный ток более 0,05 А. приводит к потере сознания, а более 0,1 А может быть смертельным. Несчастные случаи, связанные с контактом сварщика с цепью, особенно опасны. оригинальное сварочное оборудование, в связи с высокой распространенностью там напряжения, что часто приводит к смертельному исходу.Это также может быть опасно вторичной цепи этих устройств, и это связано с напряжением холостого хода, которое зависит от устройства 62-100 В. Величина электрического тока, протекающего через тело человека, зависит от напряжения источник тока и контактное сопротивление тела. Чем больше это сопротивление, тем меньше потоков электроэнергии. Сухая кожа и сухая одежда имеют более высокое электрическое сопротивление. от сырости. С другой стороны, среда сварки влажная, мокрая и загрязненная пылью. одежды, влажный пол снизит общее электрическое сопротивление и увеличит его за счет это риск поражения электрическим током. При использовании электросварочных аппаратов и аксессуаров, пожалуйста, в частности, соблюдайте следующие требования безопасности: • не прикасаться к работающим устройствам голыми руками, • следить за состоянием изоляции силовых кабелей, так как изоляция повреждена может привести к поломке и поражению электрическим током, • Избегайте работы с электрическими устройствами во влажных помещениях. или во влажной одежде и, при необходимости, в сухой защитной одежде, резиновые перчатки и встать на изолирующие коврики, • Не прикасайтесь к электроду, если есть контакт с заготовкой или заземление или другой электрод от другого устройства, • Никогда не работайте в одиночку, всегда требуется присутствие второй человек, • выключить все неиспользуемые устройства, • не протыкайте тело сварочными аппаратами, • при работе внутри резервуаров, котлов и других металлических помещений, использовать электрическое освещение с напряжением 24 В, (11)11 • используйте только технически исправное оборудование, следуйте инструкциям управление устройством, • монтаж, ремонт и капитальный ремонт электросварочного оборудования должны выполняться работниками с соответствующими разрешениями. РИСКИ ИЗЛУЧЕНИЯ ИСТОЧНИКОВ ТЕПЛАСВАРКАЭлектродуговая и газопламенная сварка, а также резка тепловое излучение сопровождается видимым и невидимым световым излучением, из которых интенсивность зависит от способа сварки и параметров процесса. На его вредному воздействию подвергаются глаза и кожа открытых частей тела сварщика. Видимое излучение ослепляет, мешая наблюдать за местом сварка.Видимое синее излучение вызывает краткие блики зрение, а его длительное воздействие вызывает раздражение глаз, стойкие нарушения зрения и головные боли. Невидимое инфракрасное излучение проникает глубоко в глаз и вызывает перегревание глазного яблока. Длительное воздействие вызывает повреждение волейбол. Кожа открытых частей тела поглощает 95% радиации. инфракрасное излучение, вызывающее сильное повышение температуры на его поверхности. Невидимое ультрафиолетовое излучение сильно поглощается хрусталика, вызывает воспаление конъюнктивы, роговицы и век. Действуя фотохимически на линзу вызывает катаракту, а длительное воздействие приводит к катаракте вплоть до потери зрения. Воздействие ультрафиолета на глаза ощущается проявляется через несколько часов раздражающей болью в глазах, светобоязнью и слезотечением. Ужасный воздействие ультрафиолетового излучения на облученных может быть следствием части тела.Вызывает ожоги, похожие на солнечные ожоги, но множественные. воздействие на кожу интенсивных ультрафиолетовых лучей вызывает фиброз кожи и атрофии эпидермиса. Длительное воздействие этого излучения на кожу приводит до появления опухолевых изменений. Они могут обеспечить эффективную защиту от вредного воздействия радиации средства индивидуальной защиты сварщика, такие как сварочные очки шлемы для газовой и дуговой сварки, сварочные перчатки и защитная одежда.Сварочный пост должен быть отделен от других постов. работа с экранами. ОПАСНОСТИ - ГАЗЫ, ДЫМ И ПЫЛЬСВАРОЧНЫЕ МАШИНЫПри сварке и термической резке выделяется большое количество газа, дым, пыль и пары металла, оказывающие вредное воздействие на здоровье сварщика и люди в непосредственной близости от сварочной станции. Источники выбросов газа происходит термическое разложение и возгонка химических соединений, входящих в состав (12)12 покрытия для покрытых электродов, флюсы для дуговой сварки под флюсом, флюсы для пайки, дезинтеграции и ионизации сварочных газов.При плавке металлов в сварочной дуге также происходит испарение металла и окисление паров металла. При более низких температурах летучие вещества конденсируются с образованием частиц размером 0,1-0,5 мкм. Количество и химический состав образующихся газов, дымов, пыли и паров металлов зависит от метода сварки, типа основного материала и свариваемых материалов дополнительные и сварочные параметры. Газы, образующиеся при сварке, резке, пайке и т. д.и представлять угрозу для здоровья сварщика наиболее распространены озон, оксиды азота, окись углерода, фосген, фтористый водород, а также продукты разложения хлорсодержащих соединений. Пары аэрозолей особенно токсичны. смесь очень мелких частиц пыли и газов. Также пары металлов и их оксиды представляют большой риск для здоровья. Наиболее распространены, особенно включают соединения цинка, свинца, кадмия, алюминия и меди. Для защиты рабочих от последствий облучения вещества, опасные для здоровья, должны соблюдаться значений допустимых концентраций индивидуальных соединений в воздухе на рабочем месте. Действенный способ обезопасить себя в этом случае – идти плавно эксплуатация системы общеобменной и местной вентиляции на сварочном посту. Сварщики, работающие в ограниченном пространстве, должны находиться под особым контролем. помещения (резервуары), где, кроме вентиляции, также может быть необходимо подача свежего воздуха. ОПАСНОСТЬ РАСКОЛА МЕТАЛЛАИ ШЛАКИОбнаружены высокотемпературные источники тепла, используемые в сварочных процессах в непосредственной близости от сварщика. Следовательно, существует прямая риск ожогов от тепла дуги, тепла газового пламени и брызги металла и шлака. Горячее вещество может быть источником опасности ожога в сварочных процессах. электрод, горячая сварка, процесс предварительного нагрева заготовки, а также послесварочная термообработка стыков.При сварке металлические детали нагреваются за счет теплопроводности даже на значительных расстояниях вдали от рабочего места сварщика и может стать источником опасности ожога. Нестабильность сварочных процессов приводит к возникновению горячих точек металлические брызги и шлак, которые также могут обжечь сварщика может воспламенить легковоспламеняющиеся материалы во время работы сварка. Носите неповрежденный защитный колпачок для защиты от ожогов. сварочная одежда и сварочные перчатки, а в особых случаях также Кожаный Фартук. (13)13 ОПАСНОСТЬ ВЗРЫВООПАСНЫХ СМЕСИОпасность взрыва газовых смесей при проведении работ сварочные аппараты с баллонами с горючими газами или кислородными баллонами. Газы образуют с воздухом или кислородом взрывоопасные смеси в очень широком диапазоне диапазон концентрации. Достаточно небольшого количества, чтобы инициировать взрыв такой смеси искра. Взрывное горение смеси сопровождается разрушительной детонационной волной. и высокие температуры, вызывающие пожары.Для приготовления смесей Взрывоопасность при сварочных работах вызывается следующими факторами: • неправильное обращение с баллоном, например, бросание, переворачивание, что может привести к его повреждению вентиль баллона, • утечка в вентилях баллонов или переходниках, • утечка газовой установки, • общее хранилище горючих газов с кислородом, хлором и др. Баллоны со сжатым газом также могут взорваться. Вот почему вы должны обращаться с цилиндрами очень осторожно, избегать ударов, защищать от потрясения и т. д.Они также должны быть защищены от нагревания, т.е. не подвергаться солнечного света, не ставьте рядом печи или камины чтобы не создавать избыточное давление, которое может привести к разрыву баллона. Загрязнение баллонов и систем сжатого кислорода очень опасно жиры, масла или другие жиры. Существует также опасность взрыва во время сварочных работ на резервуары, трубопроводы и другие хранилища и транспортировка легковоспламеняющихся материалов.Тогда работа может быть выполнена под специальный надзор. ОПАСНОСТЬ ШУМАШум является одним из наиболее распространенных факторов рабочей среды. вредны для организма человека, а сварочные процессы являются его самые серьезные источники. Процессы резки оказываются особенно опасными термическое напыление и термическое напыление, при которых уровень шума превышает применимых стандартов безопасности, 85 дБ, и часто достигает значения 110 дБ приближается к болевому порогу. Уровень шума зависит от метода резки и сварки и используемых методов параметры процесса, такие как текущие параметры, тип используемых газов и т. д. Источниками шума в процессах резки и сварки являются: • электрооборудование для сварки и резки, • истечение газовой струи из сопла газовой или плазменной горелки, • системы охлаждения сварочного оборудования, • вентиляционные устройства на рабочих местах. Работа в условиях шума, воздействующего на органы слуха, может привести к ухудшению нарушение работоспособности органов слуха и поражение среднего уха.Риск повреждения органов слуха значительно увеличивается с увеличением уровня шума (14)14 и продолжительности воздействия шума, а при увеличении доли высоких звуков частотные и импульсные звуки. Поэтому в опасных условиях шума, используйте защитные наушники с мягкими затычками и наушниками. ПОЖАРНАЯ ОПАСНОСТЬНаибольший риск возгорания возникает при сварочных работах недостаточно подготовлены к такой работе.Высокая температура сварочная дуга, газовое пламя, а также образующиеся при сварке, Брызги могут воспламенить материалы при сварке или резке. легковоспламеняющиеся материалы вблизи места сварки. Особенно опасно, потому что часто игнорируются светящиеся частицы, разлетающиеся металл, который иногда растекается на несколько метров от места сварки или резать. Об основных причинах возникновения и распространения К пожарам при сварочных работах относятся: • пучок раскаленных металлических частиц (искр), • капли жидкого металла, • частицы раскаленного шлака, • высокая температура электрической дуги и газового пламени, • тепловая радиация, • неисправность монтажно-сварочных устройств, • выполнение сварочных работ вблизи существующих объектов пожароопасно и нецелесообразно обеспеченный, • незнание или пренебрежение правилами пожарной безопасности, • отсутствие должного контроля за ходом сварочных работ. Очень важным мероприятием по предотвращению пожаров является контроль участка и сооружения после завершения сварочных работ. РАДИОАКТИВНОСТЬ И ПОЛЕВЫЕ УГРОЗЫЭЛЕКТРОМАГНИТНЫЙРентгеновские и гамма-лучи могут воздействовать на человека, получившего опасную дозу облучение, вызывают многие серьезные заболевания, такие как красная гниль клетки крови, повреждения желез и многое другое. При использовании метода возникает потенциальный источник радиоактивной опасности ТИГ (с англ.Вольфрамовый инертный газ) с использованием вольфрамовых электродов, содержащих около 2 % оксида тория при электронно-лучевой сварке и контроле радиологический контроль сварных соединений. Оксид тория ThO2 является слаборадиоактивным соединением и при сварке присутствует в небольших концентрациях в сварочном дыму. Угроза ему существует в случае полного отсутствия вентиляции сварочного поста. (15)15 Электронно-лучевая сварка более радиоактивна.Сварочные аппараты являются особо опасным источником рентгеновского излучения. ЭК, работающие при напряжении более 60 кВ. Наибольший риск ионизирующего излучения возникает во время контроль сварных соединений радиологическими методами, которые они используют Рентгеновские и γ-лучи изотопов радиоактивный. Из-за высокого риска радиоактивности обслуживающий персонал для электронно-лучевой сварки и рентгенологов должны иметь индивидуальные показатели облучения. Существуют также полевые опасности в сварочных процессах. электромагнитные, источниками которых могут быть: • Устройства индукционные для нагрева и плавки металлов, • электросварщики сопротивления, • приборы и оборудование для электросварки, в том числе: а) источники сварочного тока, б) сварочные кабели, в) электрическая дуга. Отрицательное влияние длительного воздействия радиации электромагнитное воздействие на организм человека проявляется повышенной болезненностью при заболеваниях нервной системы, а кроме того: • головные боли, • нервная возбудимость, • болезни сердца и головного мозга, • нарушения биологических ритмов, • ощущение покалывания на коже. Тело человека, подвергшееся воздействию электромагнитного излучения, адсорбирует привет энергию поля и преобразует ее в тепло, что в свою очередь приводит к опасному повышается его температура. ПРАВИЛА ЗДОРОВЬЯ И БЕЗОПАСНОСТИРАБОТЫ ПО СВАРОЧНЫМ РАБОТАМ.Обязательные положения по охране труда и технике безопасности на рабочем месте сварка, изданная приказом министра экономики от 27 апреля. 2000 г.включены в журнал Закона № 40, ст. 470. Указ на основании Трудового кодекса, ст. 237 § 2, относятся к регулированию правил техники безопасности и применяются среди прочего: • сварочные цеха и сварочные посты, • технологическое оборудование и материалы, • квалификация сварочного персонала, • выполнение сварочных работ. В соответствии с Законом под сварочным цехом и сварочными постами понимаются: (16)16 работа выполняется с использованием процессов склеивания, таких как сварка, наплавка, пайка, сварка и термическая резка металлов и термопласты. • Постоянный сварочный пост – это специальное рабочее место. для повторного выполнения сварочных работ, оборудование которых Стационарно установленотехнических и энергетических установок. • Мобильная сварочная станция – это специальное рабочее место. для периодического выполнения сварочных работ, оборудование которых технических и энергетических объектов выполнены в срок выполнение конкретной работы. • Сварочное помещение – это приспособленное помещение или отдельная часть помещения со стационарными сварочными постами. ЗДОРОВЬЕ И БЕЗОПАСНОСТЬ РЕКОМЕНДАЦИИ И ПОЛОЖЕНИЯ, ОБЯЗАТЕЛЬНЫЕУЧАСТНИКИ ЛАБОРАТОРИИ1. Студенты должны начинать лабораторные занятия в фартуке. средства защиты и другие средства индивидуальной защиты, предназначенные для использования на данном объекте сварочная станция, такая как очки, каски, перчатки и т. д. 2. Запрещается самовольный пуск устройств, находящихся в сварочном цеху. Студенты могут запускать и эксплуатировать лабораторное оборудование только с разрешения и под присмотром воспитателя. 3. В частности, в связи с безопасностью участников лаборатории, учащимся запрещается: • наблюдение за сварочными процессами без защиты глаз, • прикосновение к горячим предметам сразу после сварки или резки, • касание проводов под напряжением, • Направление пламени или других источников тепла на баллоны со сжатым газом или другие устройства или люди, • опираться на приборы, провода и другие элементы стендов лаборатория, • Самовольный ремонт сварочных аппаратов и внесение в них изменений структуры, • использование сварочного оборудования не по назначению в упражнении, • бездумное манипулирование кнопками и ручками контрольно-измерительного оборудования и другие измерительные приборы, • снятие крышек, разборка устройств и снятие других элементов лабораторное оборудование, влияющее на безопасность людей пребывание в сварочном цеху, • самовольное покидание лабораторного стенда во время курса упражнения, • произвольное перемещение на другие лабораторные станции, или другие группы упражнений, а также выполнение поручений во время учений по теме лабораторных занятий, (17)17 • Осуществление любой другой деятельности по оказанию влияния личная безопасность и воздействие к опасности для других людей в лаборатории, 4.На лабораторных занятиях студенты должны участвовать в концентрации, сохранять спокойствие и тишину в положении, чтобы не мешать другим. 5. Убедитесь, что начало работы не представляет опасности для людей. людей, находящихся в непосредственной близости от лабораторного стенда. 6. Кроме того, участники лабораторных занятий обязаны соблюдать дополнительные рекомендации преподавателя. ЛИТЕРАТУРА[1] ПОСТАНОВЛЕНИЕ МИНИСТРА ЭКОНОМИКИ от 27 апреля 2000 г.касательно охрана труда и техника безопасности при проведении сварочных работ. Журнал Закона № 40, ст. 470. [2] ПОСТАНОВЛЕНИЕ МИНИСТРА ПРОМЫШЛЕННОСТИ И ТОРГОВЛИ от 31 августа 1993 г. охрана труда и техника безопасности на предприятиях по производству, транспортировке и распределению газа (топлива) газ) и осуществляющие строительно-монтажные работы на газовых сетях. Журнал Закона № 83, ст. 392 с изменениями. ПЕРЕЧЕНЬ СТАНДАРТОВPN-EN 175: 1999 Средства индивидуальной защиты. Защита глаз и лица, используемая при сварке. и в сопутствующих процессах. PN-EN 169: 2005 Средства индивидуальной защиты глаз. Сварочные фильтры и фильтры для родственных технологий. Требования к коэффициенту передачи и рекомендуемое использование. PN-EN 379+A1:2010 Средства индивидуальной защиты глаз - Автоматические сварочные фильтры. PN-EN 61140: 2005 Защита от поражения электрическим током. Общие аспекты установки и устройства. PN-ISO 2919: 2007 Радиационная защита. Закрытые радиоактивные источники. Общие требования и классификация. PN-N-01256-03:1993 / Az1:1997 Знаки безопасности - Охрана труда и техника безопасности. PN-IEC 60050-195: 2001 Международный словарь электрической терминологии — Заземление и защита анти шок. PN-EN ISO 11611: 2009 Защитная одежда для использования во время сварки и связанных с ней процессов. PN-EN ISO 15011-1: 2010 Здоровье и безопасность при сварке и связанных с ней процессах. Метод лабораторный отбор проб дыма и газов. Часть 1. Определение выбросов дыма при дуговая сварка и дымоудаление для анализа. PN-EN 1598: 2004 Здоровье и безопасность при сварке и связанных с ней процессах - Прозрачный сварочные шторы, ленты и экраны для процессов дуговой сварки. PN-EN 50444: 2010 Основной стандарт для оценки воздействия на человека в полевых условиях электромагнитные материалы от оборудования для дуговой сварки и связанных с ним процессов. (18)18 1.ГАЗОВАЯ СВАРКАЦЕЛЬ УЧЕНИЯЦелью упражнения является ознакомление учащихся с: • газосварочная станция, • тип и расположение зон в кислородно-ацетиленовом пламени, • конструкция редуктора и газовых горелок, • Газосварочная техника. 1.1.ВВЕДЕНИЕГазовая сварка — это процесс соединения деталей путем сплавления кромок материалов. жар газового пламени. Этот процесс выполняется с добавлением проволоки, как связующее вещество, плавящееся в пламени одновременно с кромками соединяемого металла (рис. 1.1). Только тонкие листы можно сваривать без добавления связующего наплавлением. правильно обработанные кромки листового металла. Рис.1.1. Принцип газовой сварки. 1- сварочная горелка, 2 - газовое пламя, 3 - кромка свариваемый материал, 4 - связующее, 5 - сварной шов Газообразное пламя получается при сжигании смеси горючего газа и кислорода. в сварочной горелке. Основной горючий газ, используемый при сварке газообразный металл - ацетилен. Основные моменты пламени Кислородно-ацетиленовые, которые отличают его от других газовых пламен, это: все: • высокая температура пламени, достигающая 3100°С, • высокая скорость горения, • благоприятное распределение температуры в пламени, • двухступенчатый характер горения, дающий возможность регулировать характер пламя от науглероживания через нейтральное к окислительному, • снижение воздействия образующихся продуктов сгорания, • простая регулировка и визуальный контроль качества пламени, • самый низкий удельный расход кислорода. Высокая температура пламени позволяет быстро сплавлять металлические кромки, и, таким образом, проведение сварки на высокой скорости и снижение характера пламени (19)19 Другие легковоспламеняющиеся газы, такие как метан (Ch5), пропан (C3H8), бутан (C4h20), водород (h3), природный газ, в смеси с кислородом дают пламя с меньшей температурой и характером их химическое воздействие на расплавленный металл сварочной ванны преимущественно окислительные.Пламя этих газов редко используется для сварки, в то время как они успешно используются в других процессах, таких как пайка, нагрев, резка и другие. Кроме того, эти газы требуют для сгорания большего количества кислорода, чем ацетилен. Процесс газовой сварки трудно механизировать и поэтому выполняется только ручным методом. Газовая сварка — один из старейших способов сварки. Его динамичность развитию в начале 20 века предшествовали такие достижения, как ввод в эксплуатацию завод промышленного ацетилена в 1892 году.в Канаде сжижение кислорода в 1902 году. Карлом фон Линде и разработкой сварочной горелки как безопасной Аппаратдля сжигания смеси этих газов француза Шарля Пикара. в 1901 году. Хотя в настоящее время этот метод не является необходимым для производства сварных конструкций, это связано с универсальным применением пламени и простота устройств до сих пор широко используется. Материалами, необходимыми для газовой сварки, являются газы. технические, связующие и флюсы. 1.2.ГАЗЫ, ИСПОЛЬЗУЕМЫЕ В ПРОЦЕССЕ СВАРКИГАЗ1.2.1. ПРОИЗВОДСТВО И СВОЙСТВА АЦТИЛЕНА Ацетилен (C2h3) представляет собой горючий газ, производимый в оборудовании, называемом Генераторы ацетилена, при реакции карбида (карбида кальция СаС2) и воды по реакции: CaC2 + 2h3O = C2h3 + Ca(OH)2 + 1842 Дж/кг (1.1) В результате реакции образуется ацетилен и известь (гидроксид кальция), которая применяется в сельском хозяйстве и строительстве в качестве карбидной извести. реакция карбид с водой экзотермичен, и возникающее тепло реакции необходимо отводить охлаждающей водой. Ацетилен легче воздуха. Его удельный вес при нормальных условиях составляет 1,17 кг/м3. Это бесцветный, нетоксичный, но функциональный газ. сонный. Загрязнение аммиаком (Nh4), фосфином (Ph4) и сероводород (h3S), придайте ему легкий эфирный запах.Этот газ очень Нестабильный углеводород, легко взрывоопасный выше разложения давление 0,18 МПа. Следовательно, сжатие газообразного ацетилена выше 0,15 МПа это опасно и запрещено действующим законодательством. Ацетилен образует с воздухом и кислородом взрывоопасные смеси. широкие пределы (2,3-82% с воздухом и 2,3-93% с кислородом). Самая большая сила (20)20 смесь, содержащая 15% ацетилена, имеет взрывоопасность, поэтому газовая сварка должно происходить в хорошо проветриваемых помещениях.Ацетилен тоже отлично показывает Химическое сродство к меди, серебру и ртути, создание с ними взрывчатых веществ соединений, называемых ацетилидами. По этой причине материалы для установок и аксессуары к ацетилену они не должны содержать более 65 % меди и 25 % серебра. Ацетилен очень хорошо растворяется в некоторых жидкостях, таких как вода и ацетон. (C3H6O), а в растворенном состоянии взрывоопасно не разлагается. Хорошо растворимость ацетилена С2х3 в ацетоне (при стандартных условиях в 1 л ацетон растворяется в 23% ацетилене) используется для транспортировки и хранение ацетилена в стальных баллонах при давлении до 2 МПа при нормальных условиях. 1.2.2. ПРОИЗВОДСТВО И СВОЙСТВА КИСЛОРОДА Кислород (O2) является поддерживающим пламя газом. Он бесцветный, безвкусный и аромат. Кислород немного тяжелее воздуха - обычно это удельный вес 1,43 кг/м3 (воздух 1,29 кг/м3). В промышленных масштабах кислород получают путем конденсации и перегонки воздуха. Охлаждается до температуры около -200°С и сконденсированный воздух медленно прогревается выпарить азот (-196 ° C) и отделить его от любого оставшегося кислорода в жидком состоянии до -183°С.После испарения кислород откачивается. Компрессорыдля кислородных баллонов на давление 15 МПа. Жиры, масла и смазки самовозгораются в потоке сжатого кислорода. Нанесение масла или смазки на редуктор или другие части арматуры, соприкасающиеся с с кислородом при давлении более 3 МПа приводит к опасным последствиям самовозгорание и взрыв баллона. Поэтому смазка и техническое обслуживание запрещены. устройства кислородной системы со всеми видами смазок, но только с водой дистиллированный. 1.3.АГРЕГАТЫ ДЛЯ ГАЗОСВАРКИТиповая станция для газосварки показана на рис. 1.2. Позиция состоит из двух баллонов со сжатыми газами, редукторов, сварочных шлангов, горелки и предохранителей, предохраняющих от обратного зажигания в цилиндр. (21)21 Рис. 1.2. Газосварочный пост: 1 - газовые баллоны, 2 - редукторы, 3 - плавкие предохранители сухой, 4 - сварочные шланги, 5 - горелка, 6 - сварочный стол, 7 - ведро с водой 1.3.1. БАЛЛОНЫ ТЕХНИЧЕСКИЕ ГАЗОВЫЕ Газы в сжатом состоянии, газы хранятся в баллонах с техническими газами растворенные под давлением и сжиженные газы. В баллонах для сжатых газов хранятся кислород, азот, аргон, воздух, водород и др. Баллоны с растворенным газом в первую очередь предназначены для ацетилена. С другой стороны, такие газы, как пропан, бутан и их смеси хранят в бутылях в сжиженном состоянии. 1.3.2. АЦЕТИЛЕНОВЫЕ БАЛЛОНЫ Ацетиленовые баллоны окрашены в темно-бордовый цвет. Все цилиндры для хранения ацетилена они заполнены внутри пористой, насыщенной массой с ацетоном. Растворение С2х3 в ацетоне и наличие пористой массы позволяет для хранения ацетилена в баллонах при давлении до 2 МПа в условиях нормальный. Пористая масса также препятствует взрывному разложению ацетилена. ускоряет растворение и испарение ацетилена из ацетона. В типовом ацетиленовом баллоне вместимостью 40 дм3 пористая масса занимает 20% объема, ацетон в количестве 12 кг занимает около 40% объема, и растворяется ацетилен занимает около 30% объема, остальное - запасное место. Один баллон может принимать до 1 м3 С2х3 в час. Причины повышенного потребления Ацетилен уносит ацетон, что ухудшает свойства пламени, таким образом сварочные эффекты. Законодательный предел утечки ацетона из баллона составляет 0,4 кг. Уменьшение количество ацетона в баллоне увеличивает риск взрыва. По этой причине вы не должны работайте с ацетиленовыми баллонами лежа. Баллон также не должен опорожняться. полностью из ацетилена, но рекомендуется оставить избыточное давление около 0,2 МПа. В течение Приварка к баллону всегда должна быть ключом к клапану на случай опасность обратного воспламенения, можно было быстро закрыть клапан. (22)22 1.3.3. КИСЛОРОДНЫЕ БАЛЛОНЫ Кислородные баллоны окрашены в синий цвет. Кислород хранится в баллонах стали под давлением 15 МПа. В полной 40-литровой бутыли при давлении 15 МПа. кислорода около 6 м3. Кислород в баллоне содержит небольшое количество примесей в виде воды, азота и благородные газы. При заборе кислорода из баллона, за счет понижения температура расширения газа, может произойти конденсация и замерзание пара вода содержится в кислороде, поэтому ее не следует брать более 20 м3/ч. Кислородные баллоны нельзя полностью опорожнять. Левый легкий избыточное давление кислорода для защиты баллона от воздуха и влаги от атмосферы или других внешних загрязнителей. 1.3.4. ПЕРЕХОДНИКИ Газы, содержащиеся в баллонах, нельзя использовать непосредственно для заправки горелка из-за очень высокого давления. Кроме того, по мере опорожнения цилиндра давление газа падает, вынуждая сварщика постоянно регулировать пламя.Так как между цилиндром и горелкой установлен редуктор для снижения давления газ из баллона до рабочего давления и поддержание постоянного давления газа в горелке, независимо от давления в цилиндре. Обычно после редуктора давление газов питанием горелки, в зависимости от типа горелки, являются: • кислород 0,2-0,6 МПа, • ацетилен 0,01-0,08 МПа. Схема редуктора представлена на рис. 1.3. Работа редуктора основана на о взаимодействии редукционного клапана с резиновой диафрагмой и пружинной системой.После установки необходимого рабочего давления газа редуктор работает автоматически. При открытии вентиля баллона газ поступает через штуцер (1) в камеру высокого давления закрыта редукционным клапаном (5). Шток плунжера клапана упирается в резиновую диафрагму (6) в камере низкого давления. Рабочее давление Газ регулируется завинчиванием регулировочного винта (8). Регулирующая пружина (7) затем поднимает диафрагму (6), которая одновременно поднимает плунжер клапана открывая щель в клапане, чтобы позволить газу вытекать из камеры давление в камеру низкого давления и на горелку.При сварке давление газа в камере низкого давления прерывается на мгновение и диафрагма отгибается и вспомогательная пружина (3) давит на клапан , приводит к его закрытию и прекращению подачи газа из баллона. Манометры показывают давление газа в баллоне и рабочее давление. Иногда вместо на манометре низкого давления есть ротаметр, показывающий количественный расход газа например, в л / мин. (23)23 Рис. 1.3. Редукторная секция; 1 - входной штуцер, 2 - манометр высокого давления, 3 - пружина сжатия, 4 - манометр низкого давления, 5 - редукционный клапан, 6 - резиновая диафрагма, 7 - регулировочная пружина, 8 - соединительный винт, 9 - патрубок выхода газа Регуляторы для разных газов могут отличаться по способу присоединения к баллону. Например, редуктор крепится к ацетиленовому баллону хомутом, а к кислородному баллону с помощью штуцера с гайкой. 1.3.5. СВАРОЧНЫЕ ШЛАНГИ Регуляторы подключаются к кислородно-ацетиленовой горелке гибкими сварочные шланги. Это напорные шланги из специальной стойкой резины. действию углеводородов и кислорода, снабженных льняными прокладками, чтобы повышение их выносливости. Эти шланги выдерживают рабочее давление примерно до 2 МПа, разрыв примерно при 6 МПа. Кислородные шланги синие, а цвет ацетиленовый красный.Диаметр шлангов 4-20 мм. 1.3.6. ПРЕДОХРАНИТЕЛЬ Керамические предохранители чаще всего устанавливаются на выходе регулятора газ. Включая предварительный фильтр (для горючих газов), обратный клапан и заслонку пламя. Они защищают регуляторы и газовые баллоны, питающие горелки, от повреждений. втягивание пламени и возврат газа. 1.3.7. АЦЕТИЛЕН-КИСЛОРОДНЫЕ ГОРЕЛКИ Газосварочная горелка должна выполнять следующие задачи: • обеспечить безопасное сжигание ацетилена в кислороде, (24)24 физико-химический, • придать пламени правильную форму, • Правильно направляйте пламя к месту сварки. Газы тщательно перемешиваются в горелке с последующим смешиванием этих газов горит на выходе из горелки. Газовые горелки делятся в зависимости от принципа действия для инжектора и без инжектора. Для газовой сварки чаще всего используются инжекторные (ниппельные) горелки. питаются газами разного давления (рис. 1.4). Имеют простую регулировку пламени. и они просты в использовании. Рис. 1.4.Сечение инжекторной горелки; 1 - форсунка, 2 - средний канал форсунки, 3 - кольцевой канал, 4 - камера смешения, 5 - кислородный клапан, 6 - ацетиленовый клапан, 7 - ручка, 8 - сменный колпачок, 9 - клюв Важнейшим элементом горелки является т.н. инжектор (ниппель) к которому Кислородподается по средней трубе при давлении 0,2-0,4 МПа, более на давление ацетилена. Инжектор используется для всасывания нужного количества ацетилена. в смесительную камеру, протекая с высокой скоростью и под большим давление кислорода. Размер сварочной горелки определяется эффективностью протекающей в ней ацетилена в единицу времени (дм3/ч). Производительность горелки регулируется заменой насадок и регулировкой клапанов на рукоятке горелки. Горелки этого типы имеют производительность от 40 до 2000 дм3 С2х3/ч. В неинжекторных горелках (рис. 1.5) газы смешиваются внутри корпус горелки или снаружи горелки. Горелки с внутренним смешиванием газов работают на газах того же давления и требуют использования так называемогоредукторы экваториалов. Такие горелки работают очень стабильно в плане КПД 1-1000 дм3/ч С2х3. Они часто используются для точной сварки (25)25 Рис. 1.5. Схема безинжекторной горелки. 1- дужка, 2- колпак, 3- колпак, 4- клапаны запорный, 5- корпус горелки, 6- кислородный штуцер, 7- ацетиленовый штуцер. 1.4.АЦЕТИЛЕН-КИСЛОРОДНОЕ ПЛАМЯКислородно-ацетиленовое пламя состоит из трех характерных зон горение: ядра пламени, зона раскисления и пламенная замазка (рис.1.6). Первая зона, называемая ядром пламени, образуется из смеси C2h3 + O2 вытекает из горелки и имеет форму острого, ярко блестящего конуса. Ярко светящееся ядро пламени — результат его присутствия на его поверхности. частицы раскаленного углерода, образующиеся при разложении C2h3 при более высокой температуре выше 300°С. Вторая зона, называемая раскисляющей (восстановительной) зоной, непосредственно примыкает к ядру пламя.Вытекает очень тонким слоем на поверхность светящегося конуса первой ступени сжигания ацетилена в кислороде при их объемном соотношении 1:1 по соотв. реакция: C2h3 + O2 2CO + h3 + Q (1.2) Сопровождается эта реакция выделением большого количества теплоты, а температура газов достигает 3100°С. В результате реакции горения образуется первичный ацетилен горючие газы CO, h3 и H с очень сильными восстановительными свойствами, имеющие основное металлургическое значение для процесса сварки.Новые продукты Реакции первичного горения выталкиваются силой взрыва за пределы активной зоны, создавая ее вторая зона пламени длиной до нескольких мм, называемая также зоной сокращение. Эта зона синего цвета и едва заметна. (26)26 Рис. 1.6. Распределение зон пламени и распределение температуры в пламени окси ацетилен; 1 - смесь C2h3 + O2, образующая ядро пламени, 2 - восстановительная зона, 3 - комплект Третья зона, известная как пламенная замазка, создается за счет проникновения воздуха к пламени за счет турбулентности и диффузии.В этой зоне проходит второй этап Горение, при котором сгорают окись углерода и водород, образующиеся в первичной реакции. кислородом воздуха по реакции: 2CO + O2 2CO2 + Q (1,3) 2х3 + О2 2х3О + Q (1.4) Комплект пламени слегка розового цвета. Температура в этой зоне значительно ниже, чем в восстановительной зоне. Газы, возникающие при сгорании углекислый газ и водяной пар, которые уже не способны к раскислению.В этом в зоне также присутствует азот, входящий в состав воздуха. В практике сварки различают три типа пламени окси-ацетилена, в зависимости от количественного соотношения обоих газов: • нормальный (нейтральный, восстановительный), • науглероживание, • окисляющие. Правильно отрегулированное нормальное пламя не должно содержать избыточного ацетилена или кислорода, причем объемное соотношение этих газов должно, как предполагается, теоретический, быть 1:1.Однако на практике потребление кислорода несколько выше. и соотношение газов 1:1,2. О правильной регулировке нейтрального пламени свидетельствуют четкие резкие очертания ярко светящегося конуса и небольшое белое мерцание на его вершине. Газовое пламя, показанное на рис. 1.6, представляет собой пламя нормальный, также называемый нейтральным или восстановительным. Используется нейтральное пламя. для сварки нелегированных и низколегированных сталей, меди и чугуна. (27)27 Науглероживающее пламя создается за счет избытка ацетилена, подаваемого в горелку.В результате первичной реакции горения во второй зоне пламени остается избыток углерода, не сгоревший в кислороде. Раскаленные свободные углеродные частицы проникают в редуцирующую зону, придавая яркую блестящую окраску более крупной длиннее конуса пламени. Температура в этой части пламени немного ниже нормального пламени. Для сварки используется науглероживающее пламя. алюминия и для наплавки стеллитом. При подаче избыточного кислорода в горелку образуется окислительное пламя.У него короткое ядро и тонкая замазка. По мере увеличения количества кислорода пламя становится все более шумно. Окисление появляется во второй зоне пламени газообразные компоненты CO2 и h3O и даже избыток кислорода. Есть окислительное пламя используется для сварки латуни и пайки оцинкованной стали. Типы кислородно-ацетиленового пламени в зависимости от количественного соотношения превращения ацетилена в кислород показано на рис. 1.7. Рис.1.7. Виды кислородно-ацетиленового пламени и реакции, протекающие при горении: а) окислительная, б) нормальная, д) науглероживающая; 1 - ядро пламени, 2 - зона горения первичная, 3 - вторичная зона горения - замазка. 1.5.МЕТОДЫ И ПРИЕМЫ ГАЗОВОЙ СВАРКИСуществует три основных метода кислородно-ацетиленовой сварки: • сварка слева, • правосторонняя сварка, • сварка вверх. Отдельные методы отличаются способом установки и управления горелкой, способ подачи связующего, расположение шва в пространстве и область применения толщина свариваемых деталей. 1.5.1. ЛЕВАЯ ГАЗОВАЯ СВАРКА При сварке влево пламя направлено в направлении сварки к кромкам еще не расплавился. Факел движется справа налево, равномерно оплавляя края соединяемых деталей, и связующее в виде проволоки В это время он совершает легкие вертикальные прерывистые движения.Завершить удаление проволока из ванны с расплавленным металлом предназначена для контроля количества добавляемого связующего. (28)28 за счет защиты металла от кислорода и азота из воздуха. Схема сварки метод слева показан на рисунке 1.8. Рис. 1.8. Левая схема сварки Метод левой сварки прост в освоении, и можно получить гладкую поверхность сварные швы имеют эстетичный вид. В основном используется для склеивания тонкие листы толщиной не более 4 мм. К недостаткам этого метода можно отнести низкие прочностные свойства сварного шва. и сложность ровного сплавления краев обоих элементов, в результате чего слияния не происходит. Левый шов быстро остывает, что благоприятно образование пор и волдырей в суставе. Поэтому этот метод неприменим для соединения ответственных конструкций, например, соединений труб пароперегреватель. При сварке слева происходят значительные потери тепла из-за того, что что значительная часть пламени нагревает воздух, а малая часть направлена для проволоки и краев соединяемого материала. 1.5.2. ПРАВАЯ ГАЗОВАЯ СВАРКА При правосторонней сварке пламя горелки направлено на заготовку. сварные швы. Во время сварки горелка движется равномерно по прямой слева направо, сплавляя края соединяемых листов и образуя лужа расплавленного металла так называемого ушко. (29)29 Рис. 1.9. Схема сварки по часовой стрелке Ядро пламени находится внутри разделки сварного шва и связующего в виде проволока касается поверхности бассейна и совершает на ней легкие движения поперечные или эллиптические, которые распределяют металл таким образом, что он падает расплавленное связующее продолжало стекать в сварочную ванну (рис.1.9). Правая сварка обычно используется и для ответственных соединений. для соединения листов толщиной более 4 мм, требующих скоса кромок и для соединения труб независимо от их толщины. К преимуществам этого метода относятся: • возможность сварки при любом положении шва в пространстве, • высокая степень использования тепла пламени, • хороший контроль проникновения корня благодаря постоянному наличию «глазка», • медленное остывание сварного шва, • лучшие прочностные характеристики соединений, чем при сварке слева.Тепло пламени не только плавит края соединяемых элементов, но и разогревает уже сделанный стык, благодаря чему стык медленнее остывает, что облегчает выделение газа. Недостатками сварки справа являются трудности получения гладкой поверхности шва. 1.5.3. МЕТОД ГАЗОВОЙ СВАРКИ В этом методе шов располагается вертикально снизу вверх. Факел движется прямолинейно, а конец проволоки совершает небольшой маховые движения (рис.1.10). (30)30 Рис. 1.10. Схема сварки вверх Различают одностороннюю и двустороннюю сварку вверх. Они разные метод снятия фаски и диапазон толщины соединяемых листов. Односторонняя сварка вверх используется для соединения нескошенных листов толщиной 2-6 мм или листов фаской толщиной 7-10 мм. Сварка вверх, двусторонняя, выполнена двумя сварщиками одновременно, используется для соединения листов без фаски толщиной 3-10 мм или фацетированные листы толщиной 12-20 мм. К преимуществам сварки вверх относятся: • большая эффективность сварки, чем в предыдущих методах, • расход газа почти в два раза меньше, чем в предыдущих методах, • очень хорошее проникновение по всей толщине соединяемых деталей, • выполнение шва за один проход независимо от толщины шва части. 1.6.ГАЗОВАЯ СВАРКА СТАЛИНаличие восстановителей и защитных агентов в кислородно-ацетиленовом пламени первичных дымовых газов CO и h3 достаточно для сварки стали нелегированные и низколегированные получают чистые сварные швы без применения дополнительных потоки.Это возможно благодаря реакциям (1.5), (1.6), протекающим в восстановителе зона пламени: FeO + CO = Fe + CO2 (1,5) (31)31 Газовая сварка стали применяется для соединения деталей толщиной до 12 мм. В настоящее время газовая сварка используется в основном при ремонтных работах, в то время как в промышленном производстве применяется дуговая сварка. Для сварки стали используется нейтральное пламя. 1.6.1. ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ СТАЛИ - СВЯЗКИ Тип связующего следует выбирать в зависимости от свойств свариваемого материала. Связующие изготавливаются в виде проволоки диаметром: 0,6-8 мм и поставляются в бухтах или прутках длиной до 1 м. 1.6.2. ГАЗОВАЯ СВАРКА ДРУГИХ МЕТАЛЛОВ Газовая сваркаприменяется также для соединения чугуна и латуни.Однако нет используется для сварки других металлов, таких как алюминий, медь или сталь высоколегированные из-за низких свойств соединений. Возможна сварка газообразные металлы необходимо делать с использованием флюсов, так как они восстанавливают характер пламени недостаточен для разложения оксидов этих металлов. 1.7.ПОДГОТОВКА ДЕТАЛЕЙ ДЛЯ СВАРКИДля наиболее важных операций перед выполнением правильных соединений сварные детали включают в себя: • скошенные кромки соединяемых частей, • очистка берегов от загрязнений, • Перемещение частей друг к другу и их предварительная сборка прихватка. Наиболее распространенные типы сварных соединений показаны на рис. 1.11. Рис. 1.11. Основные виды газосварных соединений; стык с краями соединение без фаски (а, б), соединение встык со скошенными кромками (в), соединение под углом (г, ж), соединения (32)32 1.7.1. СЦЕПНЫЕ ИЛИ КРЕПЕЖНЫЕ ЛИСТЫ Детали прихватываются путем их соединения серией точечных сварных швов. укладываются по оси сустава. Прихватка краев элементов не дает им разойтись или сблизиться элементов в процессе сварки. Показан способ выполнения прихваточных швов. на рисунке 1.12. Рис. 1.12. Способ выполнения точечных прихваток 1.8.ПРАКТИЧЕСКАЯ ЧАСТЬЦелью практической части упражнения является ознакомление учащихся с: • с типовым газосварочным постом, • с конструкцией его основных компонентов: газовых баллонов, клапаны, регуляторы, предохранители и горелки, • технологии сварки различными методами. Началу учений будет предшествовать напоминание о правилах техники безопасности и охраны труда на газосварочной станции. В практической части студенты принимают участие в демонстрации розжига пламени кислородно-ацетиленовый и регулирование характера пламени до восстановительного, науглероживание и окисление, а затем отработка розжига и тушения горелки. Задача: Сварка стальных листов: а) тонкие g = 1,5 мм левым методом, б) толще g = 4 мм с использованием метода справа. После демонстрации процесса учащиеся самостоятельно сваривают листы под наблюдением ведущий. После сварки швы должны быть оценены. При визуальном осмотре необходимо оценить любые несоответствия в сварных швах, а затем выполнить испытание технологическая гибка стыков листов толщиной g = 4 мм, сваренных слева и правильно и судить об их качестве. ПРИМЕЧАНИЯ К ОТЧЕТУВ отчете укажите: • краткое описание упражнения, (33)33 • макет стенда, • визуальная оценка и технологический контроль разрыва сварных соединений, • собственные выводы. ЛИТЕРАТУРА[1] ПИЛАРЧИК Ю., Руководство инженера. Spawalnictwo, Том 2, WNT, Варшава, 2005. ПЕРЕЧЕНЬ СТАНДАРТОВPN-EN 13622: 2004 Газосварочное оборудование. Терминология. Термины, относящиеся к оборудованию для газовой сварки. PN-CR 13259: 2002 Газосварочное оборудование. Ручные и механические промышленные кислородно-газовые горелки. легковоспламеняющиеся для пламенного нагрева и связанных с ним процессов. PN-EN 12536: 2002 Сварочные материалы. Прутки для газовой сварки нелегированных сталей и жаропрочных сталей - Классификация. PN-EN ISO 2503: 2009 Газосварочное оборудование. Регуляторы давления и регуляторы давления с устройствами дозирования подачи в газовые баллоны, применяемые при сварке, резке и сопутствующие процессы до 300 бар. PN-EN ISO 9539: 2010 Оборудование для газовой сварки. Материалы для оборудования, используемого в газовой среде. сварка, резка и сопутствующие процессы. PN-EN ISO 15609-2: 2005 Спецификация и квалификация технологий сварки металлов. Инструкция сварочный процесс - Часть 2: Газовая сварка. PN-EN ISO 9692-1: 2008 Сварка и родственные процессы. Рекомендации по подготовке соединений. Часть 1: Ручная дуговая сварка, дуговая сварка металлическим электродом в среде защитных газов, сварка газовая сварка, сварка TIG и сварка стальных балок. PN-EN 1327: 1999 Оборудование для газовой сварки. Термопластичные шланги, используемые при сварке. и сопутствующие процессы. PN-EN ISO 15615: 2005 Газосварочное оборудование. Ацетиленовые установки для сварки и резки и сопутствующие процессы - Требования безопасности для оборудования высокого давления. (34)34 2.ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИС ПОКРЫТИЕМЦЕЛЬ УЧЕНИЯЦелью упражнения является ознакомление учащихся с: • характеристики метода ручной дуговой сварки покрытым электродом, • оснащение сварочного поста покрытым электродом, • структура и тип покрытых электродов, • параметры и методы сварки. 2.1.ВВЕДЕНИЕСварка покрытыми электродами – один из электродуговых методов, при котором сварочная дуга горит между плавящимся электродом в оболочке, и свариваемый материал (рис. 2.1). Сварной шов образован оплавленными кромками элементов склеенные, плавящиеся металлические компоненты сердечника электрода и оболочки. Участие основного материала в сварном шве обычно 10-40 % [1-4]. Рис. 2.1. Схема ручной дуговой сварки покрытым электродом Металлические капли плавящегося электрода, жидкой сварочной ванны и кристаллизующийся шов защищен от кислорода и азота из воздуха газовой защитой, образуется в результате слияния оболочки, в основном состоящей из CO2, CO и h3O вместе с продуктами их распада. Защитные газы способствуют кристаллизации сварного шва. формирование шлакового слоя. Сварка ММАобычно является ручным и требовательным процессом. от сварщика большого мастерства. Опытный сварщик должен контролировать несколько движения: движение электрода по линии сварки (1), движение электрода в сторону сварного шва (2) и иногда нелинейные движения конца электрода (3), особенно оправданные в случае насыпных и облицовочных слоев реже проникающих слоев (рис. 2.2). (35)35 Расстояние до конца электрода должно всегда соблюдаться. от края материала (рекомендуется 0,5 ÷ 1d, где d - диаметр электрода) и держим на уровне соответствующий наклон. Рис. 2.2. Движения, выполняемые при ручной дуговой сварке покрытым электродом (а), примеры способов направления кончика электрода (б) 2.2.КОНСТРУКЦИЯ И ТИПЫ ЭЛЕКТРОДОВЭлектроды покрыты металлическими стержнями, окруженными сжатой оболочкой. (рис. 2.3), применяемые для сварки, наплавки и, реже, резки. Выбрано в основном зависят от химического состава, свойств и размеров материалов подключен, но и ожидаемая прочность разъема, тип источника питания или положение сварки [5]. Стержень электрода, диаметр которого d - указанный диаметр электрода, чаще всего он сделан из цельного бруса. Когда необходимо получить определенный состав металл химического шва, например, при сварке высоколегированных сталей или наплавки специфических слоев применяют порошковые стержни [3-5]. Используется реже сердечники изготавливают из литых, спеченных или биметаллических стержней [7]. Сердечник электрода в большинстве случаев сходны по химическому составу и конструкции по типу соединяемых материалов.Единственным исключением являются наплавочные электроды. и электроды для сварки трудносвариваемых материалов (стали ферритно-мартенситные, чугунные, разнородные соединения) [6,7]. . |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||