|
|
Сварочный стол чертежСварочный стол своими руками — чертежи, процесс изготовленияСварочный стол — необходимое оборудование для любого мастера, регулярно использующего сварку. Причем неважно какого типа аппарат — газовый или инверторный. Стол в любом случае облегчит множество операций и позволит получать качественные соединения с гораздо меньшими усилиями. К сожалению для большинства не только любителей, но и профессионалов (малый бизнес) покупка сварочного стола невыгодна не только из-за высокой цены, но и по причине его усредненности — он просто не впишется в небольшую мастерскую. Выход из этого затруднения прост — нужно сделать сварочный стол своими руками, чертежи же можно взять из этой статьи. Требования к столу для сваркиЛюбой сварочный стол должен соответствовать ряду простых требований:
Кроме перечисленных можно отдельно упомянуть возможность подъема и опускания столешницы, наличие приспособлений для фиксации ножек стола к полу (например болтовым соединением). Но эти два требования не обязательны в случае если изготавливается мобильный сварочный стол своими руками, чертежи которого приводятся ниже в статье. Минимальная удобная для работы площадь стола составляет 0.8-1 кв. метр. При этом ширина и длина столешницы примерно равны. Наиболее удобная высота колеблется от 70 до 100 см, все зависит от конкретной работы. Именно по этой причине стоит сделать стол с регулятором высоты. Инструменты и материалыДля изготовления любой из представленных конструкций сварочных столов понадобятся следующие инструменты:
Пошаговая инструкция по изготовлению
Чертежи и фото сварочных столовНиже представлены наиболее частые в использовании конструкции сварочных столов. Конструкция всех из них легко воспроизводима. Необходимо лишь соблюдать общие требования и сохранять пропорции. Конкретные же размеры стола можно подгонять под имеющиеся условия. Изготовление сварочного стола из профильной трубы своими рукамиЕсли сварка осуществляется «на коленке», о качестве швов лучше не вспоминать. Чтобы они были прочными и аккуратными нужен сварочный стол. На нём работать комфортнее, так как детали при необходимости закрепляются струбцинами или держателями. Для гаража, где мало места подойдёт складной вариант. Сварочный стол Требования к сварочному столуПеред проектированием и изготовлением, полезно узнать какие требования к столу предъявляются. К ним относятся:
Разновидности столов для сваркиВ зависимости от сложности и частоты выполняемых работ выбирается конструкция стола для сварки. При периодическом выполнении несложных операций выбирается простой вариант. Для ремонта и изготовления сложных конструкций потребуется сборочно-монтажный полупрофессиональный вариант. Простой стол для сварочных работТакие конструкции прочны, легко изготавливаются, удобны для работы. Основой конструкции служит жёсткая рама, к которой приварены 4 стойки из профильной трубы или уголка. Внизу, на расстоянии 20 см от пола, они скреплены поперечинами. Сверху установлена столешница с пазами для струбцин. К раме со столешницей приваривается кронштейн для сварочного кабеля, а под ней не лишним будет поддон для сбора мусора. Сбоку можно поместить тумбу с полками для складывания крупногабаритной оснастки. Рядом с ней устанавливается подставка для ёмкости с водой.
Полупрофессиональный стол сварщикаЭто более сложная конструкция, укомплектованная дополнительным оборудованием. По удобству работы она не отличается от простого типа, но с установленными металлообрабатывающими головками для сверления, фрезерования, шлифования и других операций. Возможна установка встроенных вентиляционных систем и воздуховодов. Опорные стойки полупрофессиональных столов крепятся к полу с помощью анкерных болтов или заделываются в бетон. Наличие вращающейся столешницы позволяет сваривать сложные конструкции с одного места. Для установки инвертора предусмотрена поворотная площадка. В комплект также входят съёмные тисы и струбцины разного размера.
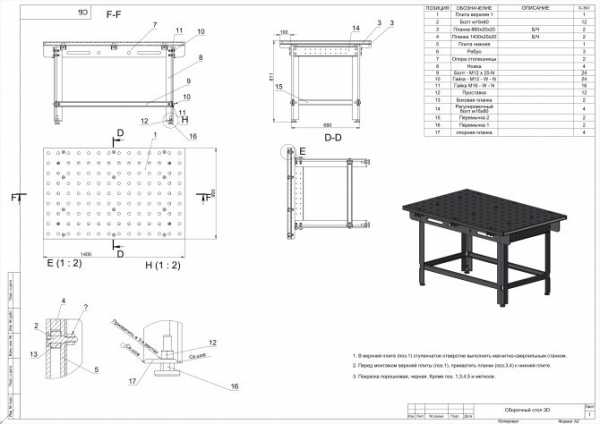
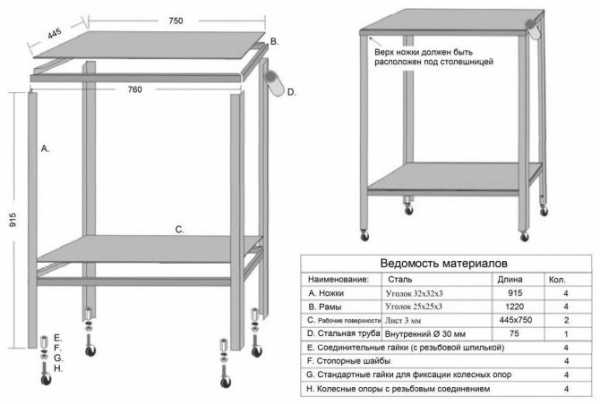
Виды и чертежиВ зависимости от конструкции все сварочные столы, предназначенные для частных мастерских, делят на две разновидности: простые и полупрофессиональные. Для временной или несложной работы подходит первый вариант. Для изготовления усложненных изделий требуется полупрофессиональная (поворотная или сборочно-монтажная) конструкция. Проще всего сделать своими руками первую разновидность сварочного стола. Простая модель состоит из жесткой прямоугольной рамы, к которой приварены четыре опоры. В качестве последних используют уголок или стальную трубу. Для большей устойчивости ножки скреплены по периметру металлическими перекладинами. Столешница простого стола оснащена пазами перфорации для закрепления свариваемых деталей. Виды и особенности столешниц для письменного стола, критерии выбора Конструкция полупрофессионального верстака оборудована круглой платформой, которая может плавно вращаться. Движение возможно благодаря установленному электродвигателю. Такая модель позволяет сварщику создавать сложные изделия, не передвигаясь вокруг мебели. Сборочно-монтажный стол предусматривает дополнительные вмонтированные элементы: головчатые устройства для сверления, шлифования, фрезеровки, а также встроенный вентилятор. Для самостоятельного монтажа необходимо подготовить чертежи приспособления. На них должны быть прорисованы все детали с точными размерами. Если готового варианта нет, составлением чертежа сварочного стола занимаются вручную. Для этого формируют ведомость материалов. Сводную таблицу с размерами стола, наименованиями материалов отражают на одном листе с самим эскизом. При расчетах учитывают, что высота верстака должна укладываться в пределы от 700 до 850 мм, а его площадь составлять не менее 800 × 1000 мм.
Какой сварочный стол выбратьВыбор зависит от имеющегося места и решаемых задач. В тесном гараже эпизодические сварочные работы можно выполнять за откидным верстаком для сварочных работ. Если место позволяет удобней будет стационарный или мобильный стол простого типа. Любителям комфорта рекомендуется приобрести или изготовить самостоятельно поворотный стол в форме круга, установленный на жёстко закреплённой опоре. Для производства сложного ремонта, чтобы всё было под рукой, лучше выбрать рабочий стол с установленными на нём станками. Заводские модели комплектуются различными дополнительными устройствами, поэтому чтобы не переплачивать подумайте, насколько они для вас важны. Как выбрать удобную и надёжную конструкцию подскажут рекомендации специалистов:
ОснасткаЧтобы максимально ускорить выполнения сварочных работ, нужно позаботиться о покупке специальной оснастки и приспособлений. Основные требования к вспомогательному оборудованию:
Сложно выполнить сварку деталей без их фиксации в определенном положении. С этой задачей хорошо справляются разного рода зажимы, прижимы, струбцины и фиксаторы. Существует несколько видов фиксирующих приспособлений, которые делятся на группы по типу привода:
Гидравлические и пневматические зажимы оснащаются крепкими звеньями, которые предусматривают возможность торможения деталей в автоматическом режиме. Такая конструкция исключает несанкционированное ослабевание крепежей. Важно обеспечить четкую стыковку и неподвижную фиксацию элементов перед их сваркой. В противном случае шов может получиться некачественным. Примечательно, что подготовительные работы очень часто забирают больше сил и времени, нежели сам процесс сварки. Помимо поставляемых вместе с столами зажимов могут использоваться и другие приспособления для фиксации заготовок. СтрубциныОбособленный подвид фиксаторов, который удерживает заготовки под заданным углом. Существует много вариантов приспособлений, которые отличаются и формой, и размером. Конструкция включает штифт, на котором есть зажимы. ПризмыФиксирующие приспособления, предназначенные для удержания объемных заготовок. Чтобы деталь оставалась неподвижной, она фиксируется при помощи призм под углом. Основным недостатком такого рода держателей является то обстоятельство, что на поверхности заготовок часто остаются следы фиксации. Чугунные пластиныВ бюджетных моделях сварочных столов пластины из чугуна заменяют столешницу. Основным достоинством такого решения является то, что в случае выхода из строя одной из пластин, ее легко можно заменить. Еще один плюс, на который следует обратить внимание – это низкая теплопроводность чугуна. Даже при длительной работе сварочного аппарата, он не нагревается до высоких температур. Помимо этого, металл характеризуется высокой устойчивостью к статическим нагрузкам. ТискиМеханический узел для удерживания заготовок. Используются в сварочном процессе, а также последующей (или предварительной) обработке заготовок. Главной особенностью тисков является то обстоятельство, что у специалиста освобождаются обе руки и ему проще выполнять необходимые манипуляции. Существует несколько разновидностей тисков. ПлитаПо факту – это такая же столешница, но с идеально ровной поверхностью из-за своей толщины. Выбор размера плиты определяется в зависимости от размеров заготовок, с которыми придется работать в будущем. К преимуществам плиты следует отнести разметку для размещения деталей на поверхности. В металлическом листе предусмотрено несколько отверстий, которые можно использовать для фиксации заготовок при помощи другой оснастки. Всасывающий рукавМножество сварочных работ в настоящее время проводятся в закрытых помещениях. Важно чтобы в них присутствовала активная вентиляция, которая будет выводить продукты горения и пыль наружу. Принудительная система вентиляции иногда используется в качестве основной или дополнительной системы удержания заготовок. Всасывающий патрубок располагается под столом и воздушный поток, проходя сквозь небольшие отверстия стола, прижимает деталь к его поверхности. УпорыБывают ситуации, когда соединяемые элементы будущей конструкции располагаются в разных плоскостях. Тогда для их фиксации используются специальные приспособления – упоры. Они обеспечивают точную сцепку элементов в определенном месте и хорошо удерживают их. при необходимости деталь можно повернуть или расположить под определенным углом. Столы для сварочных работ являются необходимым и неотъемлемым элементом рабочего места сварщика. Благодаря тому, что существует большое количество моделей, специалисту несложно выбрать наиболее подходящий для определенных задач вариант. Изготовление сварочного стола своими рукамиСборка сварочного столика своими руками не только экономит семейный бюджет, но и позволяет сделать его под конкретные условия эксплуатации.
Необходимые инструменты и приспособленияЧтобы самостоятельно сделать сварочный столик необходимо запастись:
Определяемся с размерами столаПользоваться промышленными чертежами сварочного стола не стоит. Их воплощение в жизнь в домашних условиях затруднительно из-за невозможности применения заводских технологий. Но взять за основу можно, чтобы составить свой проект. В нём указываются общие габариты и размеры всех деталей. Чтобы стол был удобен для работы, должны выполняться эргономические требования:
Заготовка и раскройИзготовить самодельный сварочный стол можно из подручных материалов: уголков, профильных труб, листового железа. Сначала болгаркой отрезаются:
Изготовление столешницыЕё каркас сваривается из профильной трубы 60×240. Сама столешница для сварочного стола собирается из профиля 40×230. Отрезки привариваются таким образом, чтобы расстояния между ними были равны. В итоге получается поверхность стола с зазорами, которые используются для установки струбцин и держателей. При необходимости периодического удлинения столешницы к её бокам крепятся откидные панели.
Изготовление ножек для столаНожки привариваются в углах каркаса столешницы. Предварительно их прихватывают в нескольких точках и проверяют с помощью угольника и линейки углы. По отношению к раме они должны быть 90⁰. При несоблюдении перпендикулярности конструкция будет неустойчива. Поэтому перекосы устраняются и накладываются сплошные швы. Если стол не предполагается часто перемещать, снизу ножек привариваются кусочки листовой стали квадратной формы, чтобы повысить устойчивость.
Пояс жесткости сварочного столаЧтобы придать конструкции максимальную прочность нужно сделать дополнительный пояс жёсткости. Его изготавливают из уголка 30×30, отрезки которого привариваются к ножкам на расстоянии 20 — 30 см от пола. Связка опор производится по кругу, усилительные элементы устанавливаются так, чтобы острый угол был снаружи.
Защитный экранОн не даёт разлетаться брызгам от сварки и частицам, образующихся при зачистке швов. Раму для защитного экрана делают из лёгких уголков, а его из тонкого стального листа. Желательно такое ограждение рабочей зоны делать с боковыми стенками. К каркасу привариваются штифты, которые при установке входят в отверстия, просверленные в столешнице. При необходимости размещения крупногабаритных деталей экран снимается.
Колеса и ручка для перемещенияКолёсики потребуются для мобильного стола, если планируется часто его перемещать. Если их ставить на все 4 ножки, пара должна быть со стопорами, чтобы надёжно фиксировать положение стола на месте. При использовании колёсиков от магазинных тележек их устанавливают на две боковые опоры. Фиксация осуществляется другой парой ножек, с приваренными к ним прямоугольными металлическими пластинками. Чтобы переместить такой стол, придётся край, где нет колёсиков, приподымать.
Для удобства передвижения к каркасу столешницы приваривают одну или 2 ручки. Их изготавливают из прутка диаметром 10 — 12 мм в виде буквы П. Чтобы ручки не мешали их приваривают снизу. Этапы изготовленияПошаговая инструкция по изготовлению сварочного стола в домашних условиях состоит из нескольких этапов. Первый блок работ включает сооружение столешницы, второй — ножек, третий — защитного короба. Весь процесс основан на сварке металлических деталей. Пошаговое изготовление стола из досок своими руками, примеры декора Рабочая поверхностьСтолешница сварочного верстака готовится в два приема: сначала — рама, затем — сама поверхность. Согласно чертежу, из профильной трубы нарезают болгаркой отрезки, необходимые для изготовления рамы. Торцы металлических деталей зачищают от заусенцев. Затем профиль сваривают, выдерживая четкую геометрическую форму. Далее из профильной трубы или швеллера нарезают внутренние детали, также ориентируясь на чертеж или размер уже готовой рамы. Перед тем как сварить стол, заготовки выкладывают на раму на расстоянии 3–5 см друг от друга. Если это не швеллеры, а профиль, его вставляют внутрь рамы. Детали фиксируют сваркой и зачищают швы. В заключение по бокам конструкции приваривают ручки из закругленной арматуры.
НожкиПо заданной высоте стола из трубы нарезают четыре стойки. Их приваривают к углам уже готовой столешницы. Важно выдержать точный угол в 90 градусов, иначе конструкция будет неустойчивой. Для этого пользуются угольником. Далее на металлических столах для усиления крепят перекладину. Отступив от конца стоек 20–30 см, приваривают по периметру уголок. Его кладут плоской стороной на внутреннюю часть ножек таким образом, чтобы получилась подставка для полки. При необходимости на низ стоек крепят колесики, а на верхнюю часть — крючки для рабочего инвентаря.
Защитный коробНа заключительном этапе монтажа для сварочного стола делают специальный монолитный поддон. Для этого из металлического листа вырезают заготовку по размерам, превышающим рабочую поверхность крышки верстака. У выкройки загибают вверх края, чтобы получились невысокие бортики. Защитный короб крепят снизу столешницы под незначительным уклоном. Такой экран выполняет защитную роль во время сварочных работ. В него собираются шлак, окалина. Благодаря этому конструктивному элементу на предметы, лежащие внизу, не попадают искры и мусор.
Полезные советы при работе за сварочным столомСпециальность сварщика относится к категории вредных профессий, так как он повергается:
Чтобы исключить последствия от воздействия перечисленных негативных факторов нужно выполнять правила, разработанные специалистами:
Чтобы условия работы были комфортными и безопасными, стол сварочный монтажный нужно оснастить вспомогательными устройствами. Для обеспечения точности сварки применяются струбцины, которыми детали фиксируются. Зажимами заготовки крепятся под углом между собой. Если мелкие детали невозможно закрепить механически, то для их фиксации пользуются магнитным основанием. Но при применении необходимо учитывать его вес и массу свариваемых деталей. Пошаговый процесс изготовления сварочного верстакаПервым делом автор отрезал заготовки подходящей длины из холоднокатаного швеллера, разметил их, потом просверлил отверстия. После этого все подготовленные заготовки необходимо сварить попарно, чтобы получился квадратный профиль.
Изготовление столешницыОтрезаем два куска профильной трубы, выставляем их параллельно друг другу на нужном расстоянии, и затем привариваем по краям две заготовки из швеллера.
После этого необходимо будет приварить оставшиеся заготовки, выдерживая между ними одинаковую ширину.
Изготовление рамыИз квадратного профиля, сваренного из швеллера, автор сварил две пары ножек, соединенных между собой при помощи царг. Их надо будет приварить к нижней части столешницы.
После этого отрезаем два куска швеллера, также сверлим в них отверстия, после чего привариваем между ножек — используем их в качестве проножек.
Сборка конструкции целикомНа последнем этапе останется только приварить к опорным ножкам крепления с регулировочными опорами из болтов, а также установить ось с колесами.
Зачищаем сварные швы болгаркой с лепестковым кругом, обезжириваем поверхность металла, и приступаем к финальному этапу — покраске.
Пошаговый процесс изготовления мобильного сварочного стола своими руками можно посмотреть в авторском видеоролике ниже. Мобильный сварочный стол из профильной трубыВыполнять сварочные работы «на коленке»: на полу или самодельных подмостях и козлах — непрофессионально, да и небезопасно. Производить сварку нужно только на сварочном столе. Причем он должен быть как у новичков, так и профессиональных сварщиков. Сварочный стол для домашней мастерской можно купить в строительном гипермаркете — «на полках» представлен широкий выбор моделей на любой вкус. Однако здесь есть некоторые нюансы. За стол хорошего качества придется выложить немалую сумму. Модели подешевле, как правило, или неудобны, или долго «не живут», особенно если постоянно перетаскивать такой стол с места на место. Поэтому оптимальный (и, пожалуй, единственно верный) вариант в данной ситуации — изготовить сварочный стол своими руками. Ничего сложного тут нет, тем более если вы являетесь сварщиком и имеете хотя бы минимальный опыт в сварке металлических конструкций.
1 Читайте также: Функциональный сварочный стол с поворотной платформойГлавный плюс самостоятельной сборки заключается в том, что вы сможете сделать стол, учитывая все ваши потребности и особенности выполняемых сварочных работ, и подогнать его под размеры мастерской (гаража). В этом обзоре автор подробно показывает, как своими руками изготовить простой мобильный сварочный стол из профильной трубы.
Самодельный сварочный стол отличается компактными размерами, прочностью и надежностью, а наличие поворотных колес позволяет без проблем перемещать его в любое удобное место. Основные этапы работПервым делом необходимо подготовить инструменты для работы и сделать чертеж сварочного стола, указав на листе бумаги нужные размеры. 1 Читайте также: Как сделать бензиновую лебедку своими рукамиЧертеж можно нарисовать самостоятельно, если вы четко понимаете, каким должен быть стол, или скачать уже готовый шаблон из интернета — там их огромное множество. После этого нужно будет нарезать заготовки из профильной трубы.
На следующем этапе приступаем к изготовлению столешницы сварочного стола, в соответствии с чертежом. Автор делает ее из прямоугольной профтрубы. Обязательно оставляйте небольшие зазоры между профилями. Они нужны для фиксации свариваемых деталей и заготовок при помощи струбцин.
1 Читайте также: Мобильная компрессорная станция для мастерской и гаражаЗатем свариваем ножки и привариваем их к нижней части столешницы. Сварные швы зачищаем болгаркой, чтобы все было красиво.
На следующем этапе отрезаем четыре квадратные пластины и привариваем их к нижней части ножек. По центру сверлим отверстия. Отрезаем 4 шпильки, накручиваем на них гайки, вставляем в просверленные отверстия и привариваем гайку к заглушке.
1 Читайте также: Нехитрое самодельное приспособление для резки гипсокартонаПосле этого автор отрезает еще четыре пластины, по центру приваривает гайки, в которые вкручиваются шпильки. Таким образом, получилось крепление для колес.
В завершении останется только покрасить стол (столешницу — не надо) и прикрутить к ножкам колеса. Подробнее о том, как изготовить мобильный сварочный стол из профильной трубы, вы можете посмотреть в видеоролике на нашем сайте.  Homemade Welding Table Build Мне нравитсяНе нравится Homemade Welding Table Build Мне нравитсяНе нравится  Андрей Васильев Задать вопрос как сделать фиксирующее приспособление своими руками?Во время сварки металлических конструкций наиболее затратной частью является не процедура соединения материалов, а подготовительный этап, жесткая фиксация заготовок и т. п. Стол сварочный – незаменимый атрибут производства качественных сварочных соединений, посредством которых выполняется жесткое крепление материалов, которые подлежат скреплению. Производственные столы для сваркиДовольно часто в продаже можно встретить стол для сварочно-сборочных работ, выполненный из наборов специальных пластин. Популярность оправдана тем, что такой стол для выполнения сварочных работ имеет ряд неоспоримых преимуществ. В зависимости от применяемых при производстве сварочно-сборочных приспособлений сварочный стол может отличаться некоторыми характеристиками. Достоинства:
Однако в случае неимения определенной суммы средств вполне возможно изготовить стол для качественных сварочных работ самостоятельно. Если Вы решили своими силами обуздать сварочное ремесло, одной из первоочередных задач должно быть обеспечение специального оборудования, в том числе стол для соединительных работ, который можно сделать своими руками. Сварочно-сборочное приспособление своими рукамиСвоими руками изготовить стол для выполнения сварочных работ – практически идеальное решение для тех людей, которые не располагают нужной суммой средств, либо желают реализовать устройство своими руками, получив при этом удовольствие. В таком случае понадобится позаботиться о материалах. Металлический стол предпочтительнее деревянного, поскольку последний вариант предполагает потенциальную опасность во время проведения сварочных работ. К тому же металлический стол для сварочных работ лучше в плане удобства заземления. Рассмотрим процедурные тонкости изготовления сварочно-сборочного устройства своими руками, а также материалы, которые понадобятся для осуществления анной задачи. Какие материалы пригодятся?Первым делом для удобства выполнения сварочных работ понадобятся металлические пластины – основное материал для сварочно-сборочного приспособления. Всего подобных пластин понадобится две штуки размерами 445х750х3 мм. Но будет последовательны, и разберем всё по порядку. Инструменты и мат материалы:
Порядок сборки
Рисунок наглядно показывает, как собирать стол для качественных соединительных работ своими руками, и какие материалы пригодятся. Таким образом, можно приступать к сборке самого одного из главных фиксирующих приспособлений. Порядок действий:
Сделать сварку удобной вполне возможно благодаря собственным усилиям, при этом совершенно необязательно тратить значительную. Часть семейного бюджета на дорогостоящие материалы. Похожие статьиМощный сварочный стол своими руками. | Домашний мастерВсем привет друзья, сегодня сделаем сварочный передвижной стол из профильной трубы, уголка и листового железа. Идея реально не обычная и интересная, а также полезна для гаража или мастерской. Труба у меня 25х25, также есть 25х50мм, уголок 25х25 и листовой металл тройка.   Набросал примерный чертеж, приступаю к нарезке всех заготовок. Размеры всех деталей на экране.  Следующим этапом начинаю сваривать прямоугольники и листовой металл. Далее приваривал каркас на точки чтобы увидеть часть конструкции. И когда всё уже будет ровно, основательно завариваю все швы. Установил и приварил колеса. Всё готово. Устроил небольшой тест драйв, всё работает, всё крутится. Пишите свои мысли в комментариях, поставьте лайк, если понравилась идея. Всем пока-пока. GPPH Сварочный стол в сборе 1480 x 1480 ммБОЛЬШОЙ ВЫБОР ИНСТРУМЕНТА - создайте любую сварную конструкциюОдин только стол — это только полдела. Для создания полного набора необходимо правильно подобрать инструменты для работы. В нашем предложении вы найдете все, что вам может понадобиться для работы. КРЕПЛЕНИЕ ДЛЯ ИНСТРУМЕНТА ДЛЯ ОТВЕРСТИЯ - быстрая и простая работаСтол имеет отверстия в системе 28 (в сетке 100х100мм).Это решение совместимо с большинством инструментов, работающих в этой системе. Кроме того, наши столы имеют боковые стенки с диагональными отверстиями. Отверстия делаются с особой тщательностью и каждый раз проверяются. Отверстия сделаны лазером, и , калиброваны до путем развертывания, а дополнительная фаска облегчает установку инструментов в гнездо. РЕШЕТКА 100 x 100 мм – много возможностейСтолы с системой отверстий 28 в сетке 100мм и дополнительно выгравированной шкалой также в сетке 100мм, это самое популярное сочетание системы крепления инструмента и ориентиров для сборки конструкции. Возможности использования зависят только от вашего творчества, а решения, представленные в таблице, облегчат получение соединения под прямым углом, более легкое позиционирование и привязку в соединительных конструкциях. УДЛИНИТЕЛИ - быстрое увеличение рабочей зоныМожно быстро увеличить рабочую область таблицы, добавив расширение на одну или две строки. Каждая из них имеет отдельную систему выравнивания , позволяющую установить идеально ровную поверхность, согласно оригинальной столешнице. Это идеальное решение для пользователей, которым не хватает места для большого сварочного стола, но которым необходимо работать с более крупными конструкциями. КОМБИНИРОВАННЫЕ ТАБЛИЦЫ - нет необходимости менять таблицу для нового приложенияРабочую поверхность столов можно увеличить, соединив столы между собой в разных направлениях, в зависимости от текущего расположения в зале. Благодаря этому можно организовать рабочее пространство таким образом, чтобы максимально использовать имеющееся пространство. Также можно соединить два и более стола с помощью коннектора/куба, что значительно снижает вес конструкции и дает возможность быстрой разборки и удобного хранения.
Предлагаем столы разных размеров:
Каждый из наших столов может быть оснащен инструментами и необходимыми для работы.Вы можете выбрать все самостоятельно или положиться на наш опыт и выбрать один из готовых наборов ! Основные инструменты: + Штифт для быстрой сборки + Фиксатор + Секундомер: 150, 225, 260, 500 мм + Плоские лозы: 275x150, 320x150, 350x250 мм + Уголки: 185x175, 200x200, 300x190, 450x250, 275x500x175x100 мм + Диск ø100 Дополнительные инструменты: + Зажим с рычагом + Транспортир + Призма Ø58мм 130° Дополнительные инструменты: + Удлинитель: 1000x100, 1000x200 мм + Соединитель, куб 1000x200x200 мм ДВЕРЬ В ДВЕРЬ ГАРАНТИЯ ПРОИЗВОДИТЕЛЯВсе продукты из предложения сварочного цеха Allweld являются новыми и имеют письменную гарантию производителя .Гарантийный срок составляет 24 месяца при покупке под чек и 12 месяцев при покупке по счету с возможностью продления до 5 лет. Мы предоставляем профессиональное гарантийное и послегарантийное обслуживание . Покупая нашу продукцию, вы получаете гарантию высокого качества и сервисной поддержки. Мы предоставляем нашим клиентам гарантию на двери и двери , - очень выгодное решение, быстрое и бесплатное. В момент отказа обратитесь в сервис, указанный в документах.Производитель, получив необходимую информацию, отправляет курьера по указанному адресу. После ремонта таким же образом и также через курьерскую фирму товар без дефектов передается владельцу. Все расходы, связанные с транспортировкой устройства, несет производитель. Если у вас есть какие-либо вопросы или проблемы, пожалуйста, свяжитесь с нашим отделом продаж. . Сварочный стол - столешница с отверстиями - технология изготовления - Страница 3 - cnc.info.plИ мне просто любопытно спросить, что вы, господа, хотите сваривать на этих столах?С какими допусками? В каких технологических режимах? Для кого? Насколько большая серия? В сварочном цеху я использую столы Демелера и Зигмунда. Кроме того, уже давно пользуется столом собственной разработки и производства.
Столешница изготовлена из t=15мм, т.к. t=16 (по задумкам коллег) менее доступна. Оборудование позволяет легко строить конструкции такого типа:
Стенд с плитами той же системы виден на уровне пола. Еще несколько фото:
У меня станции меньшего размера подготовлены аналогично:
Что касается фирменных системных столов.... Вы думаете, что отверстия в таких столах имеют допуски H7? Когда-то - если хотелось большего, экспериментировал с перестановкой работ между столами - с брендовых на ручные и наоборот.Цель состояла в том, чтобы проверить, как статистический контроль качества отразит такую процедуру на «качестве» продукции, количестве недостач и т. д. Различия находились в пределах ошибок статистического распределения. Так что, на мой взгляд, в случае со сваркой "качество" не в инструментах, сварочных аппаратах, столах и т.д. Конечно, я не считаю нужным кого-либо убеждать в превосходстве Рождества над великой ночью..... Добавлено через 3 минуты 41 секунду:
в соответствии с требованиями ISO 15085 CT2 и ISO3834.... .Сварочные и шлифовальные столыТрудно представить себе эффективную механическую мастерскую или больше сварки и слесаря, в котором нет ни одного профессиональный и качественный верстак. При принятии решения о покупке конкретное решение, стоит выбирать только те модели, которые были изготовлены Они изготовлены из качественных материалов и прочного сырья, стойкого к резким температурные перепады, сопровождающие работу сварщиков.Выбирая высококачественные сварочно-шлифовальные столы , вы можете быть в этом уверены. выдержит многолетнюю эксплуатацию и обеспечит нужный уровень безопасность. Мы рекомендуем вам ознакомиться с нашими предложениями и проектами, потому что наш многолетний опыт в производстве столов сварка по запросу гарантирует ваше удовлетворение. Столы сварка и шлифовка, выполняемые нашей компанией, универсальны оснащение стационарных рабочих мест. Высококачественные сварочные и шлифовальные столы на индивидуальный заказ в ТОП-ПРОЕКТ. Что отличает сварочные столы от нашего производства? Над для всех - мы проектируем и создаем столы на заказ и потребности конкретной мастерской. Наши сварочные столы в основном все они должны быть оптимально и эргономично интегрированы в конкретный комнаты или пространство, которое у вас есть в вашем распоряжении.Они легко интегрируются в существующие здания и позволяют выбирать подходящие варианты большинства технологических решений. Так что нет не беда если завод очень большой и современный зданий или у вас есть меньшие и неблагоприятно застроенные территории помещения - подготовим сварочных стола, которых они прекрасно впишутся в имеющееся у вас пространство. Мы всегда знакомимся очень внимательно относиться к потребностям наших клиентов и их требованиям к создать для них оптимальный продукт, по индивидуальному заказу, со отличает нас от компаний-конкурентов. Мы предоставляем вам возможность любой конфигурации стола и такой настройки функции и оборудование, которые в наибольшей степени будут способствовать улучшению качество и темп работы на отдельных позициях. Позиции предназначены для работы на поверхности стола, поворотного стола или в рабочий радиус самонесущей всасывающей втулки. Сварочные столы я мы производим шлифовальные инструменты, чтобы обеспечить хорошее рабочее место, как под с точки зрения эргономики и окружающей среды.Мы заботимся о каждом шаге - от дизайна, через выбор сырья, и заканчивая качеством конечного продукта. Поэтому мы гарантируем, что наши сварочные столы будут соответствовать не только строжайшие требования безопасности, но и эргономичность и функциональный способ поддержки сотрудников в течение всего периода их работа. Что отличает нашу продукцию на рынке, так это прежде всего, высококачественное сырье и полуфабрикаты перевести на последующее использование и обслуживание таблицы.Предложенный by Верстаки TOP-PROJEKT устойчивы к на механические повреждения, сколы или царапины - тоже много легче чистить потом, что значительно ускоряет работу в мастерская. Сварочный стол на заказ – это решение наиболее удобен, поскольку позволяет максимально использовать имеющиеся оптимизация пространства и рабочего места. Современные и экологичные сварочные и шлифовальные столыВыбирая продукцию, доступную у нас, вы можете быть уверены в ее высоком качество и современный дизайн, а также забота о состоянии окружающей среды.Сварочные и шлифовальные столы предназначены для защиты системы вдыхание оператором пыли в воздухе. Так что они могут быть оснащен дополнительными и необходимыми аксессуарами в повседневной работе оператора, таких как вентиляторы и различные фильтры. Это очень важно обеспечение надлежащего качества воздуха на рабочем месте и уровень безопасности. Такая защита целесообразна не только ради Здоровье и безопасность на работе, но аксессуары в первую очередь расширяют возможности, предлагаемые w рабочие сварочные столы . Наши клиенты заказывают у вас Мы также предлагаем рабочие столы с полным комплектом принадлежностей и доступом. для многих полезных принадлежностей, таких как зажимные планки, зажимы и уголки и магниты, совместимые со многими универсальными моделями. Решения, которые мы используем, значительно упрощают выполнение различных работать и ускорить его. Убедительно просим Вас заказать столик идеально подходит для нужд помещения, но и самого пользователя, кто лучше всех знает, о каких удобствах он заботится.Предложенный наш сварочно-шлифовальный стол современный предложение, существенно влияющее на комфорт и качество работы. Сварочно-шлифовальные столы могут комплектоваться:
Стандартно сварочный и шлифовальный столы могут быть подключены к сборной шине. обеспыливающая установка. Тем не менее, мы рекомендуем вам связаться с нашими специалисты и консультанты, которые помогут настроить и спроектировать оптимальный стол со всеми функциями - в зависимости от ваших потребностей. В случае стендов, оборудованных вентилятором, пыль и дым могут быть удалены. располагать непосредственно за пределами номеров.Тогда необходимо подвод вытяжной установки (нагнетательный трубопровод). В случае должностей с фильтром нет необходимости выпускать воздух наружу. На www.topprojekt.com.pl мы предоставляем все необходимое элементы всей инфраструктуры и обеспыливающие установки, которыми они оснащены имеются современные мастерские и рабочие места. Имеем опыт поддержки как небольших компаний, так и крупных предприятий, благодаря чему мы можем подготовить оба сварочных стола в базовом и дешевая конфигурация, а также очень продвинутый, профессиональный набор. Серия видов сварочно-шлифовальных столов:От 1000 до 3000 м3/ч. По специальному заказу изготавливаем сварочные и шлифовальные столы под индивидуальные потребности клиентов. Используя такое решение, вы можете быть уверены, что стол будет соответствовать всем требованиям, будет функциональным и надежным. Применение сварочных и шлифовальных столов:
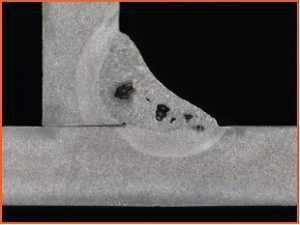
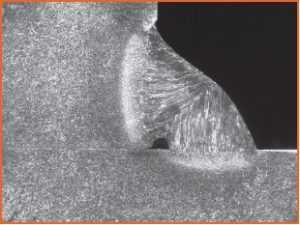
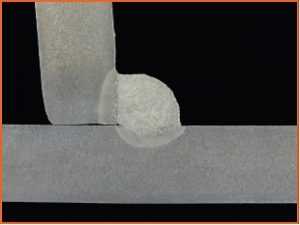
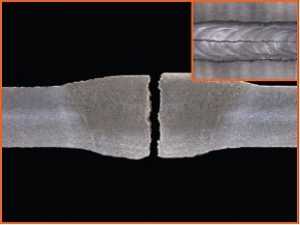
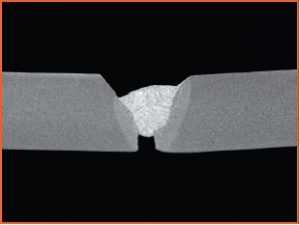
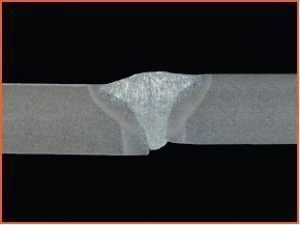
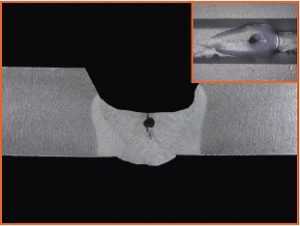
Приглашаем вас ознакомиться с нашим полным предложением и заказать высококачественный современный стол для сварки и шлифования, который удовлетворит все потребности вашей компании и людей, занимающихся эксплуатацией устройств и машин. Пожалуйста, свяжитесь с нами, если у вас есть какие-либо вопросы, связанные с предложением. Мы убеждены, что сможем предложить наилучшее решение. Приглашаем к сотрудничеству! СВАРОЧНЫЕ И ШЛИФОВАЛЬНЫЕ СТОЛЫ - НАШИ ПРОЕКТЫ.Основные несовместимости при сварке | ФигельНа фотографиях ниже показаны различные недостатки дуговой сварки. На конечный эффект работы влияет ряд факторов, таких как: применяемые практики, материалы и устройства - разработки Kemppi Sp. о.о.
Следующий список не является исчерпывающим, но содержит общую информацию, необходимую начинающим сварщикам.
Возможные причины:
Профилактика:
Возможные причины:
Профилактика :
Возможные причины:
Профилактика:
Возможные причины:
Профилактика :
90 170 Возможные причины:
Профилактика:
Возможные причины:
Профилактика:
90 220 Возможные причины:
Профилактика:
Возможные причины:
Профилактика:
Возможные причины:
Профилактика:
Возможные причины:
Профилактика:
Возможные причины:
Профилактика :
Возможные причины:
Профилактика :
Нужна помощь в устранении дефектов сварки? Описание сварки ВИГ >> Руководство eSpawarka.pl
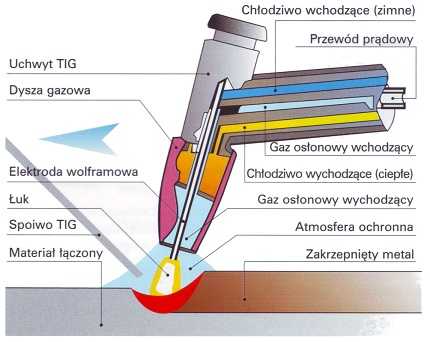
Описание метода ВИГICD.pl 2 февраля 2015 Сварка ВИГСварка ВИГ (вольфрамовый инертный газ) заключается в создании электрической дуги с использованием негорючего вольфрамового электрода в защищен инертным газом. Часто встречается обозначение GTAW (Gas Tungsten Arc Welding) (в основном в США). Сварочная дуга между неплавящимся электродом и заготовкой расплавляет поверхность заготовки.При сварке TIG нет необходимости использовать какой-либо дополнительный материал. Сварные элементы можно соединять путем переплавки разделки под сварку. Однако если используется дополнительный материал, то он вводится в ванну вручную, а не с помощью сварочного пистолета, как в методе MIG/MAG. Поэтому при сварке TIG сварочная горелка имеет совершенно другую конструкцию, чем горелка, используемая в методе MIG/MAG. Связующее обычно выпускается в виде проволоки (стержня) длиной 1 м и правильно подобранного диаметра. Процесс сварки TIG происходит в атмосфере химически инертного защитного газа, обычно аргона или гелия, поступающего из сопла электрододержателя. Защитный газ защищает сварной шов и электрод от окисления, но не влияет на металлургический процесс.
Особенности сварки с помощью не снимаемого электрода TIG
Применение метода TIG Метод TIG позволяет получить чрезвычайно чистый и высококачественный сварной шов .В процессе не образуется шлак, что исключает риск загрязнения шва его включениями, а готовый шов практически не требует очистки. Метод TIG чаще всего используется для сварки нержавеющих сталей и других высоколегированных сталей и таких материалов, как алюминий , медь , титан , никель и их сплавы. Сварка ВИГ используется, среди прочего, для сварки труб, трубопроводов и тонких листов.Используется в различных отраслях промышленности, в том числе пищевая, химическая, автомобильная, авиационная. . Проектно-конструкторские конструкции - Роботизированная сварочная станция
Современная промышленность использует множество различных роботов для самых разных целей, от небольших, с грузоподъемностью, например, 3 кг в версии Hygienic Machine, , используемых в непосредственном контакте с пищевыми и медицинскими веществами, до сверхтяжелых, манипулирующих, массой 7 тонн и грузоподъемностью более 700 кг, используемые в тяжелой промышленности для перемещения более крупных и тяжелых тел или сварных узлов.Их конструкция зависит от предполагаемого использования и рабочей среды. Конструкция, а затем соответствующий выбор и оборудование робота, а также его окружение должны быть адаптированы к характеру его работы. Александр Лукомский В металлообрабатывающей промышленности промышленные роботы часто заменяют сварщика. Дуговая сварка – обременительное и вредное для здоровья занятие. Кроме того, существуют неэргономичные сварочные позиции, вредные для глаз сварочные дымы и излучения, а значит, в частности, предпринимаются попытки заменить сварщика роботом.Классический роботизированный сварочный пост состоит из поста обслуживания, где рабочий-оператор складывает и фиксирует отдельные детали корпуса в устройстве, а затем устройство устанавливается на поворотный стол с вертикальной или горизонтальной осью вращения и поворотом на 180°. подъезжает к сварочному посту, где установлен один, а иногда и несколько роботов, и там происходит сварка. В это время второй аппарат, смонтированный на этом столе на 180° с уже сваренным корпусом, поступает на СТО, где рабочий-оператор вынимает сварной корпус из аппарата, собирает и закрепляет очередные детали корпуса для сварка, при этом робот выполняет сварку второй сборки, и цикл повторяется.Такая классическая сварочная станция иногда усложняется, когда кузов тяжелый. Затем СТО оснащается транспортным устройством, иногда складом готовых деталей, а иногда устройствами подачи мелких деталей, автоматически подаваемых в зону сварки, например, гаек, болтов, болтов и т. д. Иногда добавляется второй робот, т. -называется обработка (обработка). Другие технологические операции (кроме всех видов сварки, подачи и отводки) роботизировать сложнее.Роботы для механической обработки малопригодны, хотя и используются, например, в мебельной промышленности, где роботы, оснащенные фрезерной головкой, по заданной программе фрезеруют различные узоры на дверцах шкафов или ящиков. Средний робот имеет грузоподъемность в несколько десятков кг, а осевое усилие сверления или окружное усилие фрезерования намного больше. Роботизация процессов механической обработки успешна только при фрезеровании дерева или пластика, где эти силы ниже. Роботов иногда используют в литейном производстве, где тоже тяжелые условия труда.Роботы очень часто используются в покрасочных цехах, где помимо тяжелых условий для здоровья может возникнуть взрывоопасная среда.
Робот со сварочным аппаратом Промышленный робот позволяет значительно ускорить и оптимизировать производственный процесс. Движение его рабочих органов обеспечивается приводными агрегатами. Каждая степень свободы робота имеет отдельный привод, позволяющий изменять координаты положения рабочей части (запястья). - Электромеханические приводы, - приводы электрогидравлические, - Пневматические или электропневматические приводы. Тип используемого привода в основном определяется назначением робота. При выборе привода обращают внимание на характер и величину приводной нагрузки, кинематические параметры робота, например скорость, точность позиционирования, ускорение, а также условия работы робота, например взрывоопасную зону или высокую рабочую температуру. Большинство современных роботов оснащены электромеханическими приводами. Они отличаются высокой эффективностью преобразования энергии, особенно приводы с двигателями постоянного тока с высоким крутящим моментом.Существуют также другие типы электродвигателей, такие как приводы переменного тока с асинхронными и синхронными двигателями и приводы с шаговыми двигателями. Роботы с электрогидравлическими приводами используются в потенциально взрывоопасных средах, а пневматические приводы используются там, где требуются очень высокие скорости, но относительно небольшие усилия. Большинство роботов, используемых для сварки, могут позиционироваться с точностью до 0,1 мм. Конечно, есть и более точные роботы, но при сварке это не единственный важный параметр.При сварке длинных швов важную роль играет фактическая траектория сварки. Расхождение между траекторией, заданной в программе управления роботом, и реальной траекторией возникает из-за многих элементов, например, связанных с конструкцией устройства и его способностью поддерживать точность и повторяемость. Но не только. Важны и более ранние технологии изготовления деталей, а значит - обеспечение повторяемости и жестких допусков на их выполнение. Принят метод так называемого«Сброс» робота, который время от времени (например, каждые несколько циклов, а иногда и каждый цикл) должен касаться установленной технологической базы для сброса (корректировки) системы управления роботом. Поэтому используются соответствующие системы отслеживания сварного шва и направления горелки во время сварки на правильную, реальную траекторию сварки. Иногда так наз. сварочной ванны, а иногда роботу достаточно локализовать и скорректировать начало и конец сварки в программе с простыми длинными швами (перед сваркой).Эта задача непростая и, несмотря на существующие системы коррекции траектории сварного шва, решить ее правильно удается не всегда.
Общий вид станции со стороны оператора Важной частью роботизированной сварочной станции также является узел очистки горелки от сварочных брызг. Время от времени необходимо удалять сварочные брызги с горелки, так как при использовании на кончике горелки образуются наросты брызг, которые мешают правильной сварке, а в крайних случаях даже препятствуют сварке.Для этого используется простая фрезерная машина с лезвиями из мягкого сплава, напоминающая более крупную кофемолку, в которую робот вставляет горелку и которая очень эффективно удаляет застрявшую на горелке стружку (как внутри, так и снаружи горелки). Иногда функции измельчения брызг совмещают с обнулением робота. Сборка и сборка сварочных приспособлений — это сложно. Он подчиняется известным принципам базирования, закрепления и закрепления, но сложность в том, что согласно этим принципам каждая деталь сварного узла должна крепиться отдельно.Кроме того, в зависимости от принятых технологий подготовки отдельных деталей сборки могут возникнуть проблемы с согласованием этих деталей в устройстве, например, с определением правильных зазоров для сварных швов. Эти проблемы чаще всего возникают в результате экономии на точности обработки отдельных деталей. Очень часто по этой причине детали в устройстве размещает и закрепляет работник (оператор), хотя эту операцию можно было бы и автоматизировать. Кроме того, возникают проблемы со сварочными усадками, что всегда необходимо учитывать при проектировании роботизированной станции.Сварочные усадки влияют как на качество, так и на работу инструмента. В крайнем случае они не только затрудняют извлечение сварного узла из устройства, но могут даже заклинить узел в устройстве или повредить устройство. Мы подробно описывали сварочные усадки в одном из предыдущих номеров нашего журнала (выпуск 3/2014). На точность сварки, выполняемой роботом, влияет позиционер, в который помещается аппарат с прикрепленными деталями свариваемого корпуса.Это тип поворотного круга с горизонтальной осью вращения с возможностью либо остановки вращения через каждые несколько или несколько градусов, либо в любом угловом положении - бесступенчато. Он служит для установки сварного узла в наиболее выгодное для сварки положение сварного узла, желательно в нижнее положение. Точность и повторяемость позиционера должны быть высокими, так как они могут иметь очень большое влияние на траекторию сварки и, следовательно, на качество процесса. Позиционер чаще всего управляется программой робота и тесно взаимодействует с ней для получения оптимального положения свариваемого объекта во время сварки.Чаще всего производитель (поставщик) робота предлагает и другие узлы, в том числе позиционеры, для построения полной роботизированной станции. На точность сварки также может влиять принятый способ конструирования и монтажа отдельных узлов роботизированной станции и их фундамента. В последнее время наметилась тенденция экономить на каркасе (основании или стальной плите), на котором крепятся остальные узлы станции, и монтировать их непосредственно на бетонный пол.Однако следует знать, что бетон подвержен тепловому расширению в пределах 1 ‰. При 5000 мм разница может быть даже 5 мм, в зависимости от температуры в зале. Возможны и другие деформации бетона - остаточная усадка бетона и ползучесть бетона, возникающая с течением времени. Конечно, таких экстремальных условий для расширения бетона в заводском цеху не бывает, но всегда стоит проверять и рассчитывать, ведь даже 1 мм плавающего пола может создать серьезную проблему для получения точности сварки.Во избежание этой проблемы рекомендуется использовать сварное основание из стальных профилей или сделать его из более толстого листового металла и установить его правильно к полу, с нивелированием. Сталь обладает гораздо большей устойчивостью к этим явлениям, чем бетон, особенно когда ничего не известно о ней, о ее армировании или даже вибрациях. Иногда при роботизированной сварке необходимо менять штангу горелки во время работы, когда одна горелка имеет ограниченную возможность достижения труднодоступных сварных швов.Сварные швы часто имеют сложную форму именно по этой причине, и все же случается, что все швы не могут быть сварены ими. На специальном стенде предусмотрено место для автоматической смены сварочных пистолетов в процессе работы. Имеются дизайнерские решения, которые позволяют это сделать. Используются и другие решения, например, оснащение станции проекционными сварочными аппаратами, под которые робот-манипулятор размещает предварительно сваренный узел для выполнения остальных сварных швов.Иногда в сварочном аппарате устанавливаются дополнительные сварочные аппараты или даже более сложные агрегаты для автоматического выполнения серии сварных швов, например линейных, для поддержки робота и сокращения времени сварочных операций. В прежние времена, когда не было обширных программ для проектирования формы пистолета, модели из мягкой проволоки часто использовались для определения и проверки размера и формы пистолета и возможности доступа к труднодоступным точкам сварки.Этот метод, когда-то очень эффективный, иногда может быть полезен и сегодня. Важным элементом роботизированной сварочной станции является отвод сварочного дыма. Эти испарения чрезвычайно вредны для здоровья рабочих, особенно при сварке или сварке элементов из оцинкованной стали. Многие крупные сварочные установки обычно имеют центральную систему удаления сварочного дыма с соответствующими фильтрами для очистки дыма и его вывода за пределы цеха. Иногда на отдельных станциях используется локальная система удаления сварочного дыма.После фильтрации дыма от такого устройства выброс воздуха происходит прямо в зал. Устройство использует соответствующие всасывающие сопла для удаления дыма в месте сварки или сварки, которые соединяются с устройством для удаления дыма соответствующими кабелями. Иногда на всю зону сварки применяют колпаки, а когда это станция, построенная в виде кабины из листового металла, то дымоотводящий канал располагается в потолке кабины.
Вид сверху на роботизированную станцию (слева) и секцию А-А, перевернутую на 90° (справа).С левой стороны вверху проекции - СТО. По диагонали - определенное положение трибуны от стойки зала Неразборным узлом роботизированного сварочного поста является ограждение. Роботы в силу своей динамичности работы и большой номенклатуры вооружений должны быть изолированы от окружающей среды. Это делается в программе управления, ограничивая их движение необходимыми рабочими движениями и движениями переключения, а также в виде ограждения, чтобы обеспечить максимальную безопасность для операторов и посторонних.Ограждения могут быть выполнены в виде алюминиевого каркаса, заполненного пластинами из негорючего макролона, проволочной сетки с соответствующими сетками, или из листового металла, в виде закрытой кабины. Чаще всего, кроме служебного доступа для оператора, ограждение включает еще и инспекционную дверь со специальным замком, соединенным с управлением - для входа в помещение сервисных специалистов, а иногда и оператора. Дверь можно открыть только после того, как робот остановился и управляется программой робота. Иногда в холле можно использовать ниши или разрывы поверхности, которые могут быть естественной частью ограждения.Их можно использовать для этой цели и немного сэкономить на расходах. Однако вы должны помнить о доступах для операторов и сервиса.
Сварочное устройство Отдельно стоит упомянуть элементы управления. Управление промышленными роботами может быть реализовано различными способами: от простого ЧПУ до очень сложных систем ПЛК, с использованием контроллеров и большого количества продвинутых входов и выходов, благодаря которым робот может управлять, например, захватом , позиционер, шторки безопасности, дверные замки и другие внешние инструменты. Говоря простым языком, можно сказать, что программирование роботов может включать в себя:
Контроллеры роботов в основном взаимодействуют с промышленными сетями: PROFIBUS, DEVICENET, CCLINK, INTERBUS.
Детали узла продольной балки, склеенные и сваренные на описанной роботизированной станции Примером классической роботизированной сварочной станции, хотя и несколько более сложной (это скорее небольшая роботизированная технологическая ячейка; иногда также используется название - роботизированная станция), может быть станция сварки сборок продольных балок, левая и правая , корпус кузова автомобиля, в котором производится точечная сварка, склейка и маркировка стенда (данный стенд представлен на фото и чертежах в статье). Заготовки загружаются, а готовые балочные сборки поднимаются вручную. Станция снабжена поворотным столом с вертикальной осью вращения, на котором установлены два двойных позиционера в позиционерах для доводки и зажима деталей с помощью электропневматических прижимов, одновременно для правой и левой балки. Устройства, расположенные на столе друг напротив друга, позволяют оператору собирать свариваемые детали на одном устройстве, в то время как другое устройство с противоположной стороны, на 180° за автоматически опускаемой и поднимаемой шторкой, уже находится в положении рабочая зона робота после вращения.Оператор размещает в устройстве только часть деталей. Остальные детали для сварки транспортируются конвейером, с которого они снимаются роботом handleow ego с захватом и передаются на клеевой стенд с фотоэлементом, где также имеется стол для хранения деталей, забракованных в процессе сварки. автоматический визуальный осмотр из-за некачественного клеевого тракта. Если путь хороший, то робот помещает детали, покрытые клеем, обратно в устройство, к остальным частям сварного узла, которые ранее разместил там оператор.За поворотным столом находится робот, оснащенный сварочным пистолетом, который используется для выполнения точечной и сборочной сварки. Помимо склейки и сварки, на стенде также производится маркировка готового изделия. Производственный процесс полуавтоматический, так как за загрузку деталей и сбор готовой сборки отвечает оператор, а после выполнения своей операции он должен нажать кнопку готовности. Он также занимается маркировкой собранных узлов. Въезд на станцию защищен роллетными воротами и горизонтальной световой завесой.Ограждение выполнено из листового металла и создает довольно плотно закрытую кабину. Все важные элементы станции монтировались на общей раме (базе), выполненной из секций, обшитых листом. За пределами станции расположены электрошкафы и блок подготовки среды ГИП для сжатого воздуха. Представляется, что за многолетнее строительство как одиночных станций, ячеек, так и роботизированных линий было разработано достаточное количество различных технологических и конструктивных решений.Однако оказывается, что это не так. Появилось множество новых решений для роботосварных узлов, которые имеют различные формы и различные, порой инновационные технологии соединения. В связи с этим к проектированию роботизированных сварочных станций всегда следует подходить новаторски и творчески. Разумеется, с учетом описанных выше универсальных принципов построения сварочных постов, являющихся суммой опыта многих компаний, занимающихся робототехникой. Александр Лукомский Чертежи и фотографии взяты из архива ТАСКОПРОЕКТ С.А. Статья взята из выпуска 11/12 (158/159) за ноябрь / декабрь 2020 г. .Санкционная политика — наши внутренние правилаЭта политика является частью наших Условий использования. Используя любой из наших Сервисов, вы соглашаетесь с этой политикой и нашими Условиями использования. Как глобальная компания, базирующаяся в США и осуществляющая деятельность в других странах, Etsy должна соблюдать экономические санкции и торговые ограничения, включая, помимо прочего, те, которые введены Управлением по контролю за иностранными активами («OFAC») Департамента США. казначейства. Это означает, что Etsy или любое другое лицо, использующее наши Сервисы, не может принимать участие в транзакциях, в которых участвуют определенные люди, места или предметы, происходящие из определенных мест, как это определено такими агентствами, как OFAC, в дополнение к торговым ограничениям, налагаемым соответствующими законами и правилами. Эта политика распространяется на всех, кто пользуется нашими Услугами, независимо от их местонахождения. Ознакомление с этими ограничениями зависит от вас. Например, эти ограничения обычно запрещают, но не ограничиваются транзакциями, включающими:
Чтобы защитить наше сообщество и рынок, Etsy принимает меры для обеспечения соблюдения программ санкций. Например, Etsy запрещает участникам использовать свои учетные записи в определенных географических точках.Если у нас есть основания полагать, что вы используете свою учетную запись из санкционированного места, такого как любое из мест, перечисленных выше, или иным образом нарушаете какие-либо экономические санкции или торговые ограничения, мы можем приостановить или прекратить использование вами наших Услуг. Участникам, как правило, не разрешается размещать, покупать или продавать товары, происходящие из санкционированных районов. Сюда входят предметы, которые были выпущены до введения санкций, поскольку у нас нет возможности проверить, когда они были действительно удалены из места с ограниченным доступом. Etsy оставляет за собой право запросить у продавцов дополнительную информацию, раскрыть страну происхождения товара в списке или предпринять другие шаги для выполнения обязательств по соблюдению.Мы можем отключить списки или отменить транзакции, которые представляют риск нарушения этой политики. В дополнение к соблюдению OFAC и применимых местных законов, члены Etsy должны знать, что в других странах могут быть свои собственные торговые ограничения и что некоторые товары могут быть запрещены к экспорту или импорту в соответствии с международными законами. Вам следует ознакомиться с законами любой юрисдикции, когда в сделке участвуют международные стороны. Наконец, члены Etsy должны знать, что сторонние платежные системы, такие как PayPal, могут независимо контролировать транзакции на предмет соблюдения санкций и могут блокировать транзакции в рамках своих собственных программ соответствия.Etsy не имеет полномочий или контроля над независимым принятием решений этими поставщиками. Экономические санкции и торговые ограничения, применимые к использованию вами Услуг, могут быть изменены, поэтому участники должны регулярно проверять ресурсы по санкциям. Для получения юридической консультации обратитесь к квалифицированному специалисту. Ресурсы: Министерство финансов США; Бюро промышленности и безопасности Министерства торговли США; Государственный департамент США; Европейская комиссия Последнее обновление: 18 марта 2022 г. . |




 Кроме инструментов нужно подготовить и материалы. Их количество легко посчитать опираясь на чертеж сварочного стола, но к полученной цифре стоит прибавить
15-20% материала на случай непредвиденных ситуаций (неожиданная порча или поломка деталей):
Кроме инструментов нужно подготовить и материалы. Их количество легко посчитать опираясь на чертеж сварочного стола, но к полученной цифре стоит прибавить
15-20% материала на случай непредвиденных ситуаций (неожиданная порча или поломка деталей):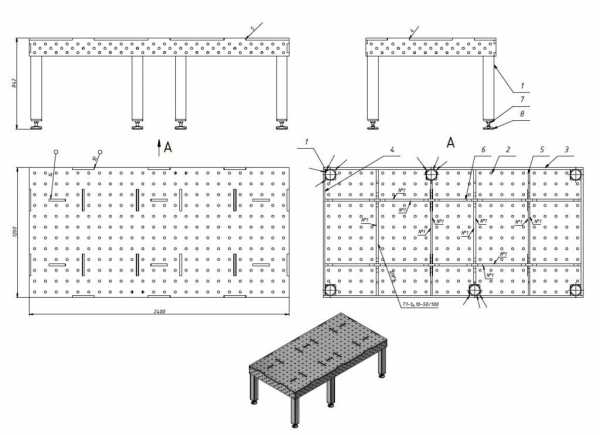 Все создание сварочного стола своими руками по чертежам сводится к шести этапам (смотри фото и видео, подробно иллюстрирующие весь процесс):
Все создание сварочного стола своими руками по чертежам сводится к шести этапам (смотри фото и видео, подробно иллюстрирующие весь процесс):