|
|
Сварочный инвертор для начинающих какой выбратьКак выбрать сварочный аппарат. Рейтинг лучших сварочных инверторов для дома и дачи.Сварка – это один из самых эффективных способов соединения металлических изделий. По этой причине сварочное оборудование широко используется не только профессионалами, но и любителями. Это не случайно. Даже с простым агрегатом вы сможете самостоятельно заменить трубопровод, отремонтировать металлический забор, сварить каркас для парника, подлатать корпус автомобиля и т.д.
СодержаниеВ первую очередь определимся с типом сварочного оборудования. Есть три варианта: Сварочный трансформатор - отголоски прошлого
Для многих трансформаторы являются устаревшими аппаратами, место которым на заводах утилизации, но не все с этим согласны. Попробуем разобраться. Этот тип сварочных аппаратов появился раньше всех. Он использует переменный ток для сварки. Применяется для работы с черными металлами. Сварочный трансформатор имеет очень простую конструкцию, поэтому его легко обслуживать и ремонтировать. Агрегат имеет низкую цену, при этом довольно надежен и неприхотлив. Использовать его также очень просто. Даже новичок сможет справиться с работой. К сожалению, из-за нестабильной сварочной дуги тяжело получить качественный шов. Другим минусом сварочного трансформатора является большая нагрузка на электросеть во время работы. По этой причине крайне не рекомендуется подключать аппарат к бытовой электросети. Это чревато перепадами напряжения или даже выбиванием пробок. Кроме того, сварочный трансформатор громоздкий и имеет вес от 20 кг. Поэтому его неудобно хранить и перемещать с места на место. Сварочный выпрямитель – настоящий компромисс
По своей конструкции и принципу работы он находится ровно посередине между ветераном сварочного движения трансформатором и устройством нового поколения в виде инвертора. Cварочные аппараты этого типа считаются более качественными и профессиональными. Для сварки используется постоянный ток. Работать можно как с черными, так и с цветными металлами. Благодаря более стабильной дуге, увеличенной глубине проплавления и улучшенной схемой регулирования тока проще сформировать хороший шов. Однако стоимость таких агрегатов заметно выше, а для работы требуется навык и опыт. Например, непрофессионалу тяжело избежать постоянного перегрева аппарата во время работы. Конструкция выпрямителя также гораздо сложнее, чем у трансформатора. Поэтому самостоятельное обслуживание и ремонт вызовет ряд сложностей у новичка. Сварочные выпрямители имеют хорошую систему защиты от влаги, пыли и инородных предметов. Заметно снижено искрообразование во время работы. Сварочный инвертор – современное решение
Отличается малым размером и весом. Одинаково эффективно работает с черными и цветными металлами. Вероятность обрыва дуги и залипания электрода минимальна. Даже начинающему сварщику достаточно легко добиться высокого качества шва. А широкий диапазон регулировок позволяет настроить аппарат практически под любую задачу. Сварочный инвертор не сильно нагружает электросеть, так что о мигании света и выбивании пробок можно не беспокоиться. При этом агрегат имеет небольшой вес (от 3 кг) и размеры. Поэтому его удобно хранить и можно без проблем переносить с места на место. Более того, инверторы – самые многофункциональные сварочные аппараты из всех. Только они позволяют использовать разные типы сварки. ВЫВОД Сварочный трансформатор слишком громоздкий, поэтому его неудобно хранить и перемещать. Кроме того, он сильно нагружает электросеть, что может быть опасно. Уже это не позволяет рекомендовать его для дома и дачи. А при учете низкого качества шва, он оказывается неконкурентоспособным. Сварочный выпрямитель уже лучше, но требует навыков и опыта. Далеко не все могут похвастаться знанием тонкостей сварки. Прибавите к этому высокую стоимость. Поэтому мы рекомендуем выбрать для дома и дачи сварочный инвертор. Он сочетает в себе простоту, безопасность, компактность и эффективность. То, что нужно для бытовых условий. Большинство аппаратов позволяет применять лишь один тип сварки. Однако есть и многофункциональные инверторы. Купив такой агрегат, можно получить многофункциональный сварочный аппарат. Другое дело, что это не всегда нужно. Не смысла переплачивать, если вы все равно не собираетесь использовать весь функционал устройства. Давайте подробно рассмотрим те типы сварки, которые лучше всего подходят для дома и дачи: Ручная дуговая сварка MMA
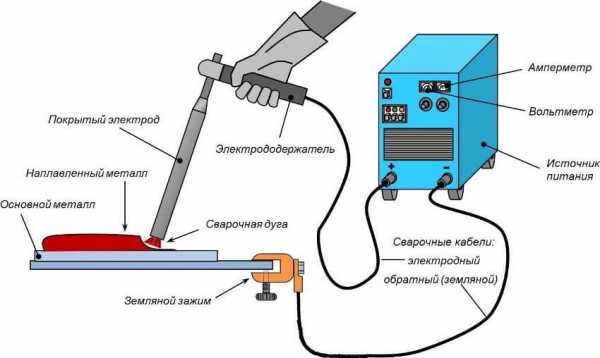
Чаще всего используется в бытовых условиях. Ее главное преимущество – простота во всем. Для работы не требуются ни особые навыки, ни дополнительное оборудование. Вам понадобится только сам сварочный аппарат MMA и электроды с обмазкой. Агрегат подключается к электросети. Кабель обратной полярности фиксируется на свариваемой детали, а кабель прямой полярности крепится к электроду. При подаче электричества образуется дуга, плавящая рабочую поверхность и электрод. Так формируется сварочная ванна. Во время плавления электрода его обмазка выделяет пар, который защищает металл от окисления и растрескивания. Оборудование для MMA сварки дешевое и неприхотливое. Обычно используются компактные агрегаты, которые удобно хранить и переносить. Таким и должен быть сварочный аппарат для дома и дачи. MMA сварка подходит для работы с разными металлами, но лучше всего справляется с низкоуглеродистой сталью. Толщина детали не должна быть меньше 2 мм. Работать с агрегатом для дуговой сварки можно даже в труднодоступных местах. При выборе сварочного аппарата обратите внимание на его силу тока. Это определяет толщину деталей, с которыми вы сможете эффективно работать. Для большинства бытовых задач требуется до 200 Ампер. Этой силы тока достаточно для сваривания деталей от 2 до 6 мм толщиной. Вам понадобится электрод до 4 мм диаметром. Сварочный аппарат на 200-300 Ампер позволит работать уже с деталями 6-10 мм толщиной. В этом случае используется электрод 5-6 мм в диаметре. Более мощные аппараты почти никогда не применяются в быту. Устройству тяжело удерживать стабильную дугу на своем верхнем значении сварочного тока. Сформировать хороший шов в таких условиях почти невозможно. Потому для комфортной работы со сварочным аппаратом желательно иметь запас по силе тока в 50 Ампер. Достоинства:
Ограничения:
Полуавтоматическая сварка MIG/MAG
Это дуговая сварка в среде защитного газа с использованием «бесконечной» присадочной проволоки. В быту полуавтоматическая сварка используется не так часто, так как требует особого навыка владения именно этим типом сварки. Однако аппараты MIG/MAG позволяют работать не только со сталью, но и с многими другими металлами: медь, алюминий, титан и т.д. Есть и другие преимущества, которых нет у MMA сварки. Во-первых, это гибкая регулировка практически всех параметров, что позволяет настроить аппарат для любых нужд. Есть режимы работы для толстых и тонких деталей, а также для декоративных швов. Во-вторых, дуга легко зажигается и удерживается. Благодаря этому легче добиться высокого качества сварки. В-третьих, проволока подается так, чтобы не прилипать к рабочей поверхности и не ввариваться в горелку после остановки. С аппаратом MIG/MAG можно долго работать без перерывов. Присадочная проволока намотана на барабан и постоянно подается к месту сварки. Электрическая дуга образуется между концом проволоки и рабочей поверхностью. Так образуется сварочная ванна, благодаря чему можно сформировать шов. Для защиты металла от окисления и образования дефектов к месту сварки подается газ. В полуавтоматической сварке используется два вида газов: MIG – Metal Inert Gas, т.е. для защиты используется инертный газ. Он не только предотвращает окисление металла, но и уменьшает зону воздействия сварочной дуги. Это позволяет создавать аккуратные швы и избежать ненужной деформации металла. Такой способ защиты больше подходит для сварки цветных металлов. Чаще всего используется аргон, гелий или их смесь. Для работы с медью и кобальтом лучше использовать азот. MAG – Metal Active Gas, т.е. для защиты применяется активный газ, чаще всего углекислый газ. Благодаря активному взаимодействию с металлом снижается расход проволоки. Обычно активный газ применяют для защиты стали. Однако защитить металл можно не только с помощью газа. В этом случае понадобится флюсовая проволока. Сгорая, флюс образует защитное облако, которое не дает металлу окисляться. Cила сварочного тока аппарата MIG/MAG для работы с металлами до 3 мм должна быть до 200 Ампер. Диаметр электрода при этом должен быть 0,8-1,4 мм. 200-300 Ампер и электрода диаметром 1,2-2 мм позволит работать с металлом 3-8 мм толщиной. Также помните про запас в 50 Ампер. Достоинства:
Сварка с газом:
Сварка флюсовой проволокой:
Ограничения: Сварка с газом:
Сварка флюсовой проволокой:
ВЫВОД Абсолютное большинство устройств для сварки в бытовых условиях – это ручные дуговые аппараты MMA. Их проще всего использовать и обслуживать, причем для этого не требуются особые навыки. Кроме того, такое оборудование дешевое и компактное. Аппараты MIG/MAG используются заметно реже, так как для работы требуется специальные навыки. Однако такие агрегаты позволяют получать швы высокого качества. Также они могут работать как с черными, так и с цветными металлами. Сила тока сварочных аппаратов для дома и дачи редко превышает 200-300 Ампер. Этого с запасом хватает для решения абсолютного большинства задач. Более мощные агрегаты считаются профессиональными и в быту используются очень редко. Продолжительность включения (ПВ) – это отношение времени работы к времени, необходимое для охлаждения аппарата. Очевидно, что чем больше этот показатель, тем дольше устройство сможет работать без остановки и тем меньше времени ему потребуется на охлаждение. Выражается продолжительность включения в процентах, где за 100% берется 10 минут работы без перерывов:
Учтите, что эти цифры были получены при температуре 40 C°. Если температура окружающей среды ниже, то и продолжительность включения будет выше. И наоборот. Кроме того, надо понимать, что речь идет о работе на максимальном токе без перерывов, т.е. когда дуга не гаснет ни на секунду. Если во время работы дуга горит не все время или не используете максимальный ток, то вы сможете реже делать перерывы. От входного (питающего) напряжения сварочного аппарата зависит то, от какой электросети он может работать. В домашних условиях особого выбора нет, поэтому обычно берут устройство на 220 В. Сварочные аппараты, питающиеся от сети на 380 В, практически не используются в быту. Однако у сварочных аппаратов также есть параметр напряжения без нагрузки или напряжения холостого хода. Чем выше эта характеристика, тем легче зажечь и поддерживать дугу. С другой стороны, это повышает расход электроэнергии. Начинающему сварщику лучше использовать аппарат с напряжением холостого хода около 70-90 В. Это значительно упростит работу. Более опытному сварщику легче удерживать дугу, поэтому можно сэкономить на электроэнергии. Вам хватит напряжения 40-60 В. При выборе сварочного аппарата важно обратить внимание на его защиту. От этого зависит, в каких условиях вы сможете его использовать. Класс защиты в первую очередь предотвращает попадание внутрь аппарата воды, пыли, грязи и инородных предметов:
Класс изоляции определяет устойчивость сварочного аппарата к перегреву во время работы:
Здесь все довольно очевидно: чем выше класс защиты и класс изоляции, тем лучше. Однако лучшая защита повышает цену устройства. Поэтому нет смысла брать аппарат, рассчитанный на тяжелые условия работы, если вы собираетесь работать в гараже. Мы отобрали 8 лучших сварочных аппаратов, которые вы можете купить на нашем сайте.
ПЛЮСЫ
МИНУСЫ
код: 7231 Срок поставки: 7 дней Срок поставки: 7 дней
ПЛЮСЫ
МИНУСЫ
код: 3660 Срок поставки: 7 дней Срок поставки: 7 дней
ПЛЮСЫ
МИНУСЫ
код: 7252 Срок поставки: 7 дней Срок поставки: 7 дней
ПЛЮСЫ
МИНУСЫ
код: 7246 Срок поставки: 7 дней Срок поставки: 7 дней
ПЛЮСЫ
МИНУСЫ
код: 7235 Срок поставки: 7 дней Срок поставки: 7 дней
ПЛЮСЫ
МИНУСЫ
код: 7254 Срок поставки: 7 дней Срок поставки: 7 дней
ПЛЮСЫ
МИНУСЫ
код: 3635 Срок поставки: 7 дней Срок поставки: 7 дней
ПЛЮСЫ
МИНУСЫ
код: 9135 Срок поставки: 7 дней Срок поставки: 7 дней
Как выбрать сварочный инвертор – советы по выбору инверторного аппаратаДаже в бытовых условиях нередко требуется оборудование для работы с металлом, поэтому вопросом о том, как выбрать сварочный инвертор, сейчас задаются и неспециалисты. Предшественниками этого устройства были сварочные трансформаторы, которые не отличались стабильной работой и обладали приличными габаритами и массой. Именно эти характеристики являлись сдерживающими факторами для того, чтобы такое оборудование приобретали для собственных нужд частные пользователи. Как не ошибиться при выборе инвертора? Преимущества сварочных инверторовСовременный инверторный сварочный аппарат – это компактное устройство, которое отличается высокой надежностью и простотой эксплуатации. В таком оборудовании реализованы передовые технические разработки, благодаря которым оно становится эффективным и максимально функциональным. Характеристики бытовых сварочных аппаратов позволяют получать на их выходе сварочный ток различной величины. Это позволяет производить с их помощью сварочные работы с разными металлами и с деталями, отличающимися различной толщиной. Современный бытовой аппарат для сварки отличают следующие преимущества.
Большим преимуществом такого оборудования является его исключительная универсальность. С его помощью можно успешно сваривать как обычную сталь, так и металлы, сложно поддающиеся сварке. Быстро обучиться работе на таком устройстве может даже человек, достаточно далекий от сварочного производства. Недостатки инверторов для ручной сваркиКак у любой техники, у инвертора тоже есть недостатки. Одним из наиболее значимых минусов является наличие специальных требований, касающихся хранения аппарата. Правильные условия хранения предполагают в первую очередь его защиту от пыли, которая может нанести устройству серьезный вред. Именно из-за подобных требований к условиям хранения производственные компании и строительные организации выбирают сварочные аппараты, которые не так чувствительны к состоянию внешней среды. Такие устройства, к которым относят сварочные трансформаторы и генераторы, можно спокойно оставлять на открытом воздухе, не переживая за то, что это серьезно отразиться на их технических характеристиках. Минусом инверторов можно считать и их стоимость, которая превышает цену сварочных трансформаторов. Выбор инверторов сегодня весьма обширен Кроме того, инверторы требуют соответствующего обслуживания. В частности, для поддержания устройств в рабочем состоянии их необходимо тщательно чистить и продувать после длительного периода эксплуатации, чего не требуют обычные сварочные трансформаторы. Также важно правильно приступать к работе на таком аппарате, если его только что занесли с улицы. Важно знать, что подключать инвертор к сети и начинать работу с его использованием, можно только спустя 1,5–2 часа после его переноса в теплое помещение. Такое требование обусловлено тем, что на элементах аппарата, занесенного с улицы в тепло, скапливается конденсат, который может послужить причиной нарушений в его работе. Правила выбора сварочного инвертораЗадаваясь вопросом, как выбрать сварочный инвертор, многие руководствуются стоимостью рассматриваемого оборудования. На современном рынке представлены две основные категории подобных устройств: недорогие — произведенные на китайских предприятиях, и более дорогие — инверторы, выпущенные под известными европейскими торговыми марками. Перед тем как выбрать инверторный сварочный аппарат европейской марки, следует иметь в виду, что большая часть комплектующих в таком оборудовании также может иметь китайское происхождение. Именно поэтому важно ориентироваться не на стоимость выбираемого оборудования, а на его технические характеристики. Основным параметром любого подобного устройства, позволяющим выбрать его правильно, является его мощность. Принцип работы такого оборудования основан на формировании в нем высокочастотных импульсов, которые поступают от специальных транзисторов, работающих под большим напряжением (силовые ключи). Данные транзисторы предназначены для того, чтобы увеличивать силу тока в случаях, когда в питающей электросети оно понизилось. Для того чтобы такие элементы инвертора не перегорели при значительных скачках напряжения в сети, в нем должны быть предусмотрены защитные устройства. Как правило, в недорогих моделях инверторов такие защитные устройства не предусмотрены, что может послужить причиной выхода из строя оборудования в случае, если скачки напряжения в вашей электросети бывают достаточно часто. Поэтому ориентироваться при выборе аппарата необходимо и на такие факторы, как качество электроснабжения в месте, где будет использоваться сварочное оборудование. Если такое качество не очень высокое, то лучше выбрать более дорогой аппарат, который оснащен всеми необходимыми защитными системами. Некоторые из популярных моделей сварочных инверторов На правильный выбор инвертора оказывает влияние и такой параметр, как потребляемая им мощность. Особенно важно учитывать этот параметр, если сварочное оборудование будет использоваться на максимальных значениях сварочного тока. В таком случае электрическая сеть, к которой будет подключаться данное оборудование, может просто не выдержать повышенных нагрузок и выйти из строя. В инструкции, снабжающей каждый бытовой аппарат для сварки, обязательно указывается, предохранитель с какими характеристиками должен быть установлен в электрической сети, от которой он будет запитан. Не следует экспериментировать и использовать предохранитель с другими характеристиками, так как вы можете столкнуться с тем, что самые слабые участки вашей электрической проводки просто выйдут из строя. Прежде чем выбирать инверторный аппарат для сварки, важно также узнать допустимую длительность его непрерывной работы, которая указана в паспорте на оборудование. Такой параметр означает то, как долго можно бесперебойно работать на устройстве при максимальном значении силы сварочного тока. Обычно производители указывают данный параметр в процентах. Еще несколько моделей, представленных на российском рынке Так, если в паспорте на аппарат указано, что длительность его включения составляет 30%, то это означает, что из 10-ти минут на максимальном токе он будет работать только 3, а на остальные 7 минут автоматически отключится и будет остывать. Бывают инверторы с показателем длительности включения и 60%, но их приобретение для домашнего использование не имеет смысла, так как редко кто в бытовых условиях использует подобное оборудование на максимальных силах тока. Дополнительные рекомендации по выбору оборудованияВыбор сварочного инвертора требует внимания к такому параметру данного оборудования, как величина номинального тока. Номинальным считается такой ток, при котором сварочное оборудование работает без перегрузок и не перегревается. Выбирать сварочное оборудование по значению номинального тока следует с некоторым запасом. Так, к примеру, если вы преимущественно будете использовать аппарат при значениях тока в 120 Ампер (сварка деталей толщиной до 4 мм электродом с диаметром 3 мм), то выбрать стоит инвертор, номинальный ток которого составляет 160 Ампер (на 30–50% больше). Соблюдать такое правило следует еще и потому, что в наших электрических сетях часто случается значительное понижение напряжения, что сразу влечет за собой и снижение силы сварочного тока. Выполнить качественную сварку в таких случаях, если вы подобрали сварочное оборудование без учета запаса по номинальному току, будет практически невозможно. Оказывать влияние на снижение сварочного тока может и длина проводов, с помощью которых вы подключаете оборудование к электрической сети. При выборе аппарата важно также оценивать степень его защиты от влаги и пыли. Для этого недостаточно просто взглянуть на фото такого оборудования, а вот узнать о том, какому классу соответствует его защита, стоит. Для бытового использования вполне подойдут модели, класс защиты которых обозначается IP21. Есть модели инверторов с классом защиты IP23, которые могут эксплуатироваться даже под косым дождем, но переплачивать за такую опцию нет смысла, потому что мало кто будет выполнять сварочные работы в таких погодных условиях, да и хранят подобное оборудование не под открытым небом. Инверторный аппарат от известного производителя Ресанта Существует еще несколько немаловажных характеристик, на которые следует обращать внимание при выборе сварочного аппарата. Учитывайте следующее.
Как видите, если правильно подойти к выбору сварочного инвертора, то можно приобрести аппарат, который даст вам возможность эффективно и качественно решать задачи, связанные со сваркой различных металлических конструкций. Как выбрать сварочный инвертор для домашнего пользованияСодержание статьи: Выбрать и купить сварочный инвертор для дома значит обеспечить себя постоянной работой, в плане подработок и шабашек. Однако при выборе, многие люди не знают какой сварочный инвертор лучше, тот, который подойдёт именно для их нужд.Приобретение инверторного аппарата на сегодняшний день является оптимальным вариантом для людей, занимающихся сваркой. Однако даже опытные работники не всегда знают, на что обращать внимание при покупке. На что следует в первую очередь смотреть выбирая сварочный инвертор? Какие характеристики нужно знать, чтобы выбрать надежный инструмент для сварки? Читайте в данном обзоре строительного журнала samastroyka.ru. Как выбрать сварочный инверторЧтобы выбрать правильно такой инструмент для сварки как инвертор, нужно понимать, какие именно работы им предстоит делать в дальнейшем. На сегодняшнее время существуют следующие виды сварочных инверторов:
В зависимости от класса меняется цена, мощность, а также продолжительность рабочего цикла. Так, в случае редкого использования сварочного аппарата, рекомендуется приобретать бытовой инвертор, который и стоит намного дешевле. Его максимальное время работы без перерыва составляет примерно 20 минут.
Также определяется необходимость полупрофессиональных и профессиональных моделей. Последние сварочные аппарата инверторы способны выдерживать до 8 часов беспрерывного использования. Именно этот фактор является основным при выборе, ведь использование профессиональных инверторов для единичной сварки станет совершенно невыгодным. Во-первых, они намного мощнее, а значит, используют больше электроэнергии, а во-вторых, из-за толстых электродов профессиональные аппараты требуют особой сноровки в использовании. Также обязательно следует обратить внимание и на мощность приобретаемого сварочного инвертора. В большинстве случаев неопытные сварщики полагают, что оптимальными являются модели, мощность которых не более 4 кВт. Какой сварочный инвертор лучше подходит для домаОднако для некоторых сварочных работ (сварка толстого металлопроката) такие сварочные аппараты не всегда подходят. Поэтому выбор сварочного инвертора следует выбирать от поставленных целей.
Также недостаток мощности может привести к быстрой поломке инвертора. Таким образом, рекомендуется приобретать модели, мощность которых равна 5 кВт. Такие сварочные инверторы способны работать даже при питании на низком уровне. Ещё один важный момент – напряжение холостого хода. Самые лучшие модели оснащены устройством поджога, но также неплохие инверторы такую функцию. Так, учитывая все эти параметры, можно с лёгкостью выбрать качественный аппарат для сварки дома. Оценить статью и поделиться ссылкой:Виды сварочных аппаратов: как выбрать, какие бывают методы сваркиТрансформаторы считаются одними из самых дешёвых разновидностей агрегатов для сварки. Отличаются простотой конструкции: среди всех внутренних элементов главный — сердечник. На нём присутствуют первичная и вторичная обмотки: первая остаётся статичной, в то время как вторая движется относительно неё. Подачу тока можно регулировать механически, от его максимальной величины зависит вес устройства. Самый лёгкий трансформатор весит от 20 кг, при этом толщина электродов не должна превышать 4 мм, что не позволяет сваривать крупные детали. Большие масса и габариты — не единственный минус такого оборудования. Главный недостаток связан с переменным током, который вырабатывают приборы: сварочная дуга мерцает, ведёт себя нестабильно, «скачет» по материалу. Из-за этого не получается сделать аккуратный шов, т. к. происходит разбрызгивание металла. Также отмечают сильную нагрузку на электрическую сеть и высокий уровень шума. Применение аппарата инверторного типа позволит избежать вышеперечисленных проблем. Такие инструменты выступают преобразователями переменного тока 50 Гц в постоянный. В результате преобразования получаются ровные аккуратные швы, глубокий провар и малое количество брызг. При выборе инверторного аппарата необходимо иметь понятие об используемых в нём транзисторах:
Преимущества сварочных инверторов многочисленны: высокий КПД и производительность до 95%, функция «горячий старт», лёгкость розжига (зависит от параметров напряжения холостого хода), компактный размер и масса 3-6 кг, стабильный ток и ровная электрическая дуга, управление с помощью электроники и ручная регулировка. Как выбрать сварочный инвертор, какой сварочный аппарат выбрать | Блог StartTools 04.12 Содержание:
С помощью сварки металла можно изготовить огромное множество разнообразных предметов, полезных в быту, а также произвести ремонт не менее важных вещей. К примеру, именно сварка дает возможность соорудить калитку или забор, огородив дом или дачный участок, соединить несколько элементов трубы в одну или отремонтировать автомобиль, залатав образовавшуюся дыру. Перечень возможностей, осуществляемых благодаря сварке, действительно очень велик. Когда необходимо выполнить ту или иную работу по металлу дома или на даче, вы можете обратиться за помощью к специалисту, но такая услуга может быть дорогостоящей. Если же такие работы необходимы вам довольно часто, то лучше выполнить их самостоятельно, предварительно разобравшись со всеми нюансами. Но стоит понимать, что достичь высокого качества сварочных работ можно лишь при условии наличия необходимого оборудования и его высокой функциональности. В данном случае начинающему или уже имеющему опыт мастеру необходимо подобрать высококачественный сварочный аппарат. Для тех, кто ранее не имел дела с подобным оборудованием, крайне важным является грамотный и продуманный выбор сварочного аппарата. Руководствуясь несколькими советами и рекомендациями от опытных мастеров, можно сделать действительно правильный выбор. Прежде чем совершить покупку агрегата, следует разобраться в принципах его работы. Если ранее мастера, в основном, пользовались сварочным трансформатором, то в последнее время его активно вытесняют инверторы, пользующиеся большой популярностью. Секрет кроется в его компактности и небольшом весе, в отличие от громоздкого трансформатора, что позволяет удобно транспортировать и переносить аппарат, а также в легкой обучаемости, что делает его лучшим вариантом для бытового использования. Особенность данного предмета кроется уже в его названии – в основе его функционирования лежит инверторный принцип. Для работы бытового сварочного аппарата инверторного типа требуется сеть переменного тока напряжением 220 В, а также частота тока 50 Гц. В дальнейшем сварочный ток, поступивший в инвертор, постепенно сглаживается и становится постоянным благодаря прохождению через фильтр. Следующий шаг – это прохождение электрической энергии через блок транзисторов. Результатом этого процесса становится получение вновь переменного тока, частота которого составляет уже от 20 до 50 кГц. В результате наблюдается преобразование напряжения тока и снижение его до показателей около 70-90 В. За счет этого параллельно повышается сила тока сварки, которая на выходе составляет 100-200 ампер. Когда все процессы проходят правильно и слаженно, в итоге получается шов, который по своей прочности не только не уступает обрабатываемому металлу, но и может его превзойти. Активное использование и высокая востребованность современных сварочных инверторов обусловлена целым рядом преимуществ – как технических, так и технологических. Среди них можем выделить наиболее значимые:
Стоит отметить, что такое изобилие преимуществ характерно лишь для высококачественного оборудования. Чтобы получить максимальную эффективность в работе, стоит заранее узнать, как выбрать сварочный инвертор для дома. Несмотря на подавляющее большинство положительных сторон, у сварочного аппарата инверторного типа существуют и недостатки. Перед тем как выбрать сварочные инверторы для нужных вам целей, стоит взвесить все «за» и «против» и принять обдуманное решение. Сварочные инверторы обладают такими минусами, которые также необходимо упомянуть:
Если вы планируете покупку сварочного инвертора, заранее учтите все эти нюансы и подготовьтесь к их оперативному решению, чтобы не возникло неприятных сюрпризов. Тем не менее, положительные стороны в несколько раз превышают негативные, поэтому такой аппарат и является чрезвычайно востребованным. При хорошем выборе изделия, а также его правильной эксплуатации и своевременном обслуживании такой аппарат прослужит вам не один год, будет продуктивно работать и справляться со своими функциями. Сейчас на рынке существует несколько видов сварочных аппаратов инверторного типа, обзор которых поможет вам понять, какой инвертор лучше выбрать. Все оборудование данного типа условно разделяется на три группы, которые различаются между собой целью своего применения:
Кроме того, существует и классификация, основным критерием отличия которой является тип сварки. С учетом такого параметра выделяют следующие виды сварочных инверторов:
Среди всего разнообразия подвидов сварочных инверторов каждый мастер сможет подобрать именно тот, который сможет выполнить все необходимые функции. Перед приобретением изделия непременно ознакомьтесь со всем перечнем его возможностей, чтобы не прогадать и сделать действительно правильный выбор. Значение сварочного тока имеет чрезвычайную важность, так как именно от него зависит продуктивность аппарата. Более высокий ток на выходе способен сварить наиболее толстый слой металла, что, в свою очередь, указывает на высокую мощность прибора. Но на данный показатель не всегда нужно обращать внимание домашнему мастеру, так как в бытовых условиях это не будет использоваться в полной мере, и вы попросту переплатите за ненужные вам функции. Подавляющее большинство тех сварочных аппаратов инверторного типа, которые представлены в настоящее время на рынке, имеют показатели тока в пределах от 160 до 500 А. Как утверждают профессионалы, для работы дома или на дачном участке оптимальным вариантом станет тот прибор, который выдает 210 А. Необходимое значение сварочного тока зависит от тех материалов, которые нужно сваривать. Значение максимального тока напрямую зависит от выполняемых нагрузок. Об этом пользователь может узнать, ознакомившись с инструкцией и указаниями от производителя оборудования. Если же вам требуется работать с тонким металлом, то в таком случае будет нужен, наоборот, малый ток. Для этого стоит обращать внимание и на показатели минимального сварочного тока. Силу тока можно регулировать самостоятельно, и делается это двумя способами:
Делая выбор в пользу того или иного вида сварочных инверторов, мастеру необходимо уделить внимание таким важным параметрам:
Пользуясь советами опытных мастеров, даже новичок сможет овладеть навыками сварки с удобным и легким в эксплуатации сварочным инвертором. Как выбрать сварочный аппарат инвертор для гаража?Конечно, с тех пор как изобрели инвертор, инверторные блоки питания для сварочного оборудования прошли ряд усовершенствований, появились надежные "электронные мозги" - микропроцессоры, что привело к их удешевлению и достаточно высокой надежности. Это, в свою очередь позволило многим авторемонтникам купить инвертор к себе в гараж. А вот какой выбрать инвертор для гаража вы узнаете прочитав статью до конца. Но, для начала... Немного теории и проблема выбораНаибольшее распространение получило сварочное оборудование с инверторными блоками питания совмещающие сварку MMA + TIG + CUT или MIG/MAG + TIG + MMA. Встречаются также и другие комбинации работы инверторных источников питания для сварки. Работа инверторного блока питания осуществляется на принципе сдвига фазы (иначе говоря - инверсии) напряжения. Данный способ успешно реализуется электронной схемой, с микропроцессором, путем покаскадного усиления тока. Более подробную информацию о том, как работает инверторный блок питания можно найти в сети Интернет, полностью разжеванной и даже с электрическими схемами. Инверторный блок питания может применяться практически для любого типа сварочного оборудования, будь то полуавтомат, дуговая сварка или любой другой аппарат использующий напряжение 220 Вольт или трехфазную сеть. Поясню на примере дуговой сварки. Так, при сварке электродом диаметром 3 мм обычный трансформатор потребляет не менее 6 -7 кВт, а любой, даже самый простенький инвертор не более 4 кВт. Чувствуете разницу? Инверторный блок питания имеет значительно более широкий, чем у обычного трансформатора, диапазон регулировок сварочного тока и это, особенно важно, при сварке тонкими электродами (1,6 или 2 мм) - дуга на малых токах просто «шепчет», нет фонтана брызг, шов просто «красавчег» - одним словом - не сварка, а сплошной позитив и буря положительных эмоций. Также как и в классическом трансформаторе, в инверторе происходит преобразование напряжения, только это достигается электронным микропроцессором, который может менять коэффициент преобразования напряжения в зависимости от условий работы, подстраивая ток и напряжение на выходе под требуемые параметры сварки. И это, является огромным достоинством данного способа питания сварочного оборудования. Наверняка каждый из вас сталкивался с проблемой скачущего напряжения у себя в гараже или на даче. Процессор инвертора отслеживает, эти провалы напряжения и корректирует их таким образом, что на выходе, напряжение остается всегда постоянным, что естественно скажется на качестве дуги и выполняемой работе. Все, кто сталкивался с классической дуговой сваркой, знают, как долго и мучительно нужно учиться держать электрод в нескольких миллиметрах от свариваемой поверхности, чтобы получить качественный шов. Ведь если дотронуться электродом до свариваемых материалов, то он тут же прилипнет и произойдет короткое замыкание. И если не оторвать приварившийся кончик электрода, то, или обмотка трансформатора начнет гореть или сработает защита от короткого замыкания. При работе сварочника с инверторным питанием процессор отслеживает короткое замыкание и моментально реагирует увеличением тока, что в свою очередь подплавит электрод в точке касания, и вы даже не заметите, что коснулись поверхности. Если вы намеренно создаете короткое замыкание, ну например, в качестве эксперимента, то система защиты просто отключит питание и не даст трансформатору и мозгам сгореть. Также, такой важный процесс, как поджиг дуги, если вы работаете дуговой сваркой. Сколько новичку приходится тратить сил, чтобы освоить этот стартовый процесс? И еще пару слов о достоинствах данного источника питания для сварочных аппаратов.
Во-первых, это конечно пока еще высокая стоимость. Почему пока? Потому, что цена реально год от года падает и скоро такой сварочник станет по карману даже простому дачнику. Производством сварочных инверторов сейчас занимаются практически все известные мировые производители сварочного оборудования. Второй неприятный аспект, это выход из строя весьма дорогостоящего процессора с платой управления. Но, как показывает практика, причиной выхода из строя процессора часто является вина самого владельца, нарушающего предписанные условия эксплуатации и хранения. Этот вопрос рассмотрим чуть ниже. Если подвести некий итог, то конечно полупроводниковый инвертор значительно упростил выполнение сварочных работ настолько, что даже новичок без особого навыка сделает сварной шов на уровне профи. Вес, габариты и удобство работы инверторным аппаратом не оставляет традиционному сварочному трансформатору никаких шансов на будущее. Тут хочется внести маленькую ложечку дегтя. В результате мы получаем негативные отзывы владельцев и потенциальных мастеров, сомневающихся в покупке инвертора - чему отдать предпочтение? Поэтому, при покупке лучше ориентироваться на известных производителей, но тут, не буду заниматься рекламой и навязывать свое мнение. Условия эксплуатации и хранения инверторного сварочного аппаратаСоблюдение простейших условий при гаражной эксплуатации позволит продлить жизнь вашему инверторному сварочнику достаточно долго, чтобы он вам уже когда-нибудь надоел....
Если соблюдать данные выше, весьма нехитрые правила, то вы можете рассчитывать на долгую и продуктивную совместную работу. Поэтому, сразу решите для себя - сварочный инвертор, как всякий хороший и дорогостоящий инструмент, надо беречь и лелеять, об землю не бросать, кому попало не давать, чаще продувать от пыли и не напрягать без меры. Видеоролик о том, как выбрать инвертор для гаража.Бытовой сварочный аппаратПри выборе сварочного инвертора для дома или дачи обычно решающим фактором является цена аппарата. Мы рассмотрим различных производителей сварочного оборудования в низком ценовом сегменте и докажем, что сварочные инверторы Страт - это наилучший выбор в данном случае. Как выбрать сварочный инвертор для дома?Критерии выбора сварочного инвертора достаточно очевидны для более или менее опытного сварщика, но для начинающих это вполне полезная информация. Итак, выбрать сварочный аппарат для дома можно исходя из следующих правил:
Бытовой сварочный аппарат - РемонтопригодностьВообще все сварочные инверторы можно разделить на 2 типа - одноплатные и многоплатные. Внешне одноплатники можно вычислить по кабельным розеткам, которые расположены не горизонтально, а вертикально(одна под другой). Чем плохи одноплатные инверторы? Ответ прост - если что-то ломается - в 100 % случаев необходима замена этой единственной платы и по цене это очевидно выходит как цена нового аппарата. Более того износостойкость таких аппаратов значительно ниже многоплатных, т.к. все силовые элементы закреплены на одну плату, а они довольно тяжелые и в случае механических воздействий или работы при высокой температуре воздуха (нагрев) - плата не выдерживает нагрузки и выходит из строя. Так что вполне себе симпатичные и маловесные китайские сварочные аппараты на деле часто ломаются и отправляются в мусорный бак после диагностики в сервисном центре, т.к. цена ремонта равна цене нового аппарата или даже превышает её. Между прочим, одноплатные инверторы производят не только в Китае, но и в Европе и в России. Будьте внимательны, если решите покупать европейский аппарат (хоть его цена и значительно выше китайских и русских) - обращайте внимание на расположение кабельных розеток. Стоимость бытового сварочного аппаратаВот мы и добрались до цены. Тут тоже все довольно просто: Цена не одноплатных европейских аппаратов - зашкаливает. Цена китайских одноплатных инверторов примерно такая же, как и у русских. Вывод - российское оборудование - это на данный момент времени - лучший выбор, а инверторы Страт - лучший выбор среди российских, т.к. никто больше не производит сварочные аппараты с корректором коэффициента мощности (серия КС - работа при пониженном напряжении в сети). Мы производим Страт-160КС и Страт-200КС уже более 10 лет и знаем что нужно русскому человеку в нелегких условиях работы в нашей стране. Мы не голословно утверждаем - Страт-160КС - это лучший бытовой сварочный аппарат для дома или дачи. Он сочетает в себе все необходимые параметры, перечисленные в статье. Повторим:
Запрошенная страница не существует. Сварочный полуавтомат инвертор: схема, инструкция. Как выбрать сварочный полуавтомат: отзывы специалистовДля сварочных работ огромное количество оборудования. С помощью этих устройств можно работать с покрытыми электродами или со специальной проволокой, которая постоянно подается в рабочую зону. Это эффективные устройства, а среди недостатков отмечают только большие и неудобные габариты. Также это снаряжение будет сложно освоить новичкам. Кроме того, не все работы можно выполнять с такими трансформаторными устройствами.Недавно появился новый вид оборудования - сварочный полуавтомат инверторный. Попробуем разобраться в принципах работы, узнать о схеме этого устройства, а также особенностях этой группы устройств. Принцип работы инвертораОдин из самых молодых и очень перспективных аппаратов. Их серийный выпуск стартовал только в 80-х годах. Это были выпрямители, оснащенные транзисторным инвертором. В этом устройстве электричество может менять свои характеристики даже несколько раз. Полуавтоматическая система сварки позволяет увидеть все это более четко. Ток сначала выпрямляется при переходе полупроводника. Затем выполняется сглаживание с помощью системы фильтров. Кроме того, постоянный ток стандартной частоты меняет свое состояние на переменное, но его частота значительно выше. При изменении частоты ток подается на небольшой трансформатор, где напряжение падает, а ток увеличивается. Затем подключаются высокочастотные фильтры и выпрямители, которые создают электрическую дугу.Преимущества инверторных сварочных аппаратовСреди преимуществ масса.Это достаточно компактные устройства. Здесь можно использовать разные виды электродов. Это позволяет работать по чугуну и цветным металлам. Инверторы также имеют более высокий КПД. Он может достигать 85%. К преимуществам также относится экономичность и возможность плавной регулировки рабочего тока, стабильная дуга, подходящая для всех видов операций. Для начинающих сварка полуавтоматических инверторов значительно облегчает работу. В руках профессионала этот высокочастотный аппарат способен производить качественные и максимально надежные швы. НедостаткиОсновной недостаток - достаточно высокая цена. Стоимость обычно значительно превышает цену трансформаторного оборудования. Также дорого выйдет и ремонт, если устройство вдруг выйдет из строя. Например, блок силовых транзисторов составляет треть стоимости устройства.Кроме того, устройство не любит пыль. В случае с кулерами они устанавливаются для охлаждения — пыль поглощается в большом количестве. В воздухе может присутствовать металлическая пыль, которая может вызвать короткое замыкание. Еще среди недостатков специалисты отмечают композитную электронику, которая очень чувствительна к низким температурам воздуха и влажности.Существует риск образования конденсата. Зимой тоже могут быть проблемы с работой, а устройство требует правильного хранения. Полуавтомат сварочный инверторныйОт простых инверторных сварочных аппаратов Полуавтоматы отличаются наличием механизма подачи специальной электродной проволоки к месту сварки. Чтобы начать кормление, эксперт нажмет специальный триггер. Помещение, в котором выполняются работы, обязательно продувается защитными газами.Это может быть гелий, аргон или углекислый газ для систем MAG или MIG. Бытовая техника работает на углекислом газе. Аргон для работы дома слишком дорог, а для работы с алюминием или нержавейкой нужен. ПолуавтоматКакой сварочный полуавтомат вы выберете, состоит из источника для создания электрической дуги, редуктора и двигателя, горелки с рукавом, кабеля для соединения с деталью с зажимом.Также имеется шланг подачи газа, баллон с редуктором и система управления. Преимущества оборудованияЭтот вид полуавтоматической сварки позволяет работать в различных условиях - для этого аппарат имеет широкий диапазон настроек. С их помощью можно просто выбрать нужный режим работы. Дугу можно наблюдать при любом положении горелки. Плюс, в частности, инверторных моделей – возможность работы в любом положении. Это необходимо для работы в труднодоступных местах.Эта машина может работать с тонкими листовыми материалами или такими материалами, которые не поддаются сварке.Если есть необходимость сварить более массивные детали, то можно работать и без газа. Газ предназначен для удаления кислорода, чтобы предотвратить окисление металла. Реакция с кислородом во время сварки приводит к зашлакованию шва, фольге и другим проблемам, влияющим на надежность. С этой камерой можно использовать различные типы проводов. Настройки позволяют регулировать токи в достаточно широких пределах. Так вот, используя полуавтоматную сварку такого типа, можно добиться ровной работы кузова.При сварке нужна высокая точность - такую точность обеспечивает инверторный аппарат. НедостаткиПервый минус это цена. Тогда и цена на расходники, в частности стоимость газа, тоже довольно высока. Для использования такой технологии сварки необходимы газовые баллоны, либо необходимо подключение оборудования к газовой сети. Также почти полное отсутствие подвижности. Кроме того, сварочный полуавтомат не позволяет работать с ним на улице, а по возможности очень неудобно - приходится защищать горелку от ветра. Как правильно выбрать модельКак и любое другое оборудование, оборудование здесь тоже условно делится на профессиональное и любительское. Но я не думаю, что любительские устройства имеют урезанный функционал. Нет, это не так. По функциональности домашние модели мало чем уступают профессиональной группе. Все просто, любительский инвертор рассчитан на небольшие нагрузки. Работа включает краткосрочные подходы. Отечественная модель не выдерживает 8-часовой смены.Многие устройства оснащены дополнительными функциями, облегчающими и улучшающими работу с ними. Многие электроприборы на рынке можно приобрести для гаража или дома. Система сварочного полуавтомата может работать от бытовой электросети. Если есть необходимость выполнения работ вне розеток, устройство оснащено функцией работы с дизельными генераторами. Выбор необходим по некоторым важным факторам. Давайте рассмотрим их поближе. НапряжениеПолуавтоматы питаются от однофазной или трехфазной сети. Но для домашнего использования необходимо устройство на 220 В.Многие продукты, представленные сегодня на рынке, очень чувствительны к нестабильным нагрузкам. Они регулярно выходят из строя или просто не горят. Ремонт сварочного полуавтомата – удовольствие дорогое, поэтому производители оснащают свои устройства защитой от перенапряжения. Домашний блок часто отличается расширенным 15% диапазоном. Профессиональные могут работать при напряжении 165-270 В. Есть модели инверторов, которые хорошо работают при низких тарифах. Напряжение холостого ходаЭто более важно для обычного сварочного оборудования. Эта характеристика показывает, как та или иная модель может загореться, а затем поддерживать горение дуги. Эти параметры ограничены ГОСТом на уровне 80 В для переменного тока и 90 В для постоянного. Практика показывает, что устройство может зажечь дугу и на 30 В. Это интеллектуальные системы с электронным управлением. Среди сварщиков считается, что чем выше напряжение холостого хода, тем качественнее устройство. ЭнергопотреблениеДанное руководство к сварочному полуавтомату содержит всю информацию об аппарате. Там же указана максимальная потребляемая мощность для данного типа работы. Это число также соответствует уровню пиковых нагрузок в сети. Эта мощность указывается в кВт или в кВА. Первый вариант — активная мощность, второй — полная мощность. Если знать, сколько потребляет то или иное устройство, можно тщательно контролировать правильность подключения. Несмотря на то, что машина может работать при нормальном низком напряжении, производительность может ухудшиться.Зная это, рекомендуется приобрести более мощный сварочный полуавтомат (выбор которого зависит от целей). По мнению экспертов, запас хода должен быть не менее 30%. Кроме того, не используйте устройство на полную катушку. Реальную мощность можно определить только по силе тока, который он может распределять. От этой особенности зависит толщина металла, с которым может работать та или иная модель. От этого зависит и максимальная толщина электрода. Для бытовых целей достаточно агрегата до 250 А.Что может полуавтомат? Отзывы владельцев позволяют нам понять, чего ожидать. Таким образом, максимальная толщина металла - 6 мм, а диаметр электрода - 4 мм. Время работыЭто самая полезная и самая важная информация для тех, кто выбирает это оборудование. Этот параметр позволяет оценить производительность. Инженеры участвуют в рабочем цикле, который ограничен по времени и делится на процент - сколько данная модель может работать без перерыва и сколько она должна отдыхать, чтобы не пришлось ремонтировать сварочный полуавтомат.Например, в европейских странах нужно считать 10 минут. В нашей стране основой является 5 минут. Если ПВО 30%, европейская модель отключится через 3 минуты непрерывной работы, а перезапустить устройство можно будет только через 7 минут. Конечно, практика показывает, что так никто не работает. Возможность работы от генератора и дополнительные функцииПитание от генератора - правильный вариант. Однако не в каждом устройстве он есть. Современное сварочное оборудование часто оснащается и другими приятными опциями.Например, инверторным системам присущи Hot Start, Arc Force, Anti-Adherence и другие. Не обращайте на них внимания - они по умолчанию. Если вам нужна полуавтоматическая сварка, какую выбрать? Тот, что имеет широкий диапазон регулировки, систему защиты от перегрузок. Кроме того, устройство должно быть безопасным, простым в обслуживании, эргономичным.МеханикаУстройства различаются комплектацией, уровнем, стоимостью. Механика также различается по типу.Так, для бытовой техники в качестве механизма подачи проволоки используется выталкивающий механизм. В этом случае система просто проталкивает сварочную проволоку в гильзу, из-за чего иногда могут возникать заедания. В держателе горелки находится тяговый механизм, а также в моделях среднего ценового диапазона. Трос идет либо от катушки, расположенной в корпусе, либо от маленькой, которую можно установить в ручке. Также есть двухтактный привод. Ими оснащены дорогие профессиональные модели.Здесь оба устройства работают синхронно. Что касается проволоки, то большинство профессионального и любительского оборудования может работать с проволокой от 0,6 до 1 мм. Кроме того, сварочный полуавтомат без газа изолирован. Это очень удобный вариант, учитывая цену аргона. Механизмы подачи могут быть оснащены одной или двумя парами роликов. Наиболее популярны однопарные механизмы. Применяются с горелками с длиной рукава до 3,25 м.Каждый полуавтомат оснащен регулятором скорости подачи проволоки.Доступны как ступенчатые исправления, так и плавные. Некоторые модели подают провод в зависимости от напряжения. Лучшие моделиЛучший сварочный полуавтомат, который я рекомендую, очень сложный. Это группа устройств, где универсальной модели для всего просто не существует. Однако можно купить недорогие устройства, которые подойдут как новичкам, так и профессионалам. Так вот, и те, и другие хвалят модель «Аврора». Бренд предлагает широкий ассортимент различных полуавтоматов. р >>.Функции инверторной сварки для начинающих. Фото и видео, показывающие, как научиться варить сварочным инвертором для начинающих Как выбрать сварочный ток при сварке инверторомЕсли вы не знаете, как научиться варить сварочным инвертором, видео и подготовленная пошаговая инструкция помогут вам разобраться во всех нюансах этого процесса. Нередко начинающие сварщики берут в руки станок для сварки кузовов автомобилей, латания дыр в металлоконструкциях и т.д.
Можно научиться варить кузова автомобилей или другие детали для начинающих сварщиков с помощью инвертора. Правильно использовать сварочный инвертор не так сложно, как многие думают. Даже если вы никогда не брали в руки этот инструмент и плохо разбираетесь в видах электродов, он не станет преградой на пути к самостоятельному ремонту автомобиля или изготовлению какой-либо металлоконструкции. Есть много причин научиться готовить с инвертором.Имея в своем распоряжении Сварис 160, Сварис 200 или любой другой хороший аппарат, освоить сварочное дело будет еще проще. Аппарат, используемый в процессе сварки, играет не последнюю роль. Весь процесс разделен на три основных этапа:
Обучение
Инвертор сварочный аппарат. Это устройство предусматривает соединение металлических элементов путем их сварки между собой.Благодаря этому вы сможете правильно сварить кузов собственного автомобиля, заделать дыры в металлическом заборе, отремонтировать оконные решетки и выполнить множество других бытовых задач. Подготовка состоит из нескольких этапов.
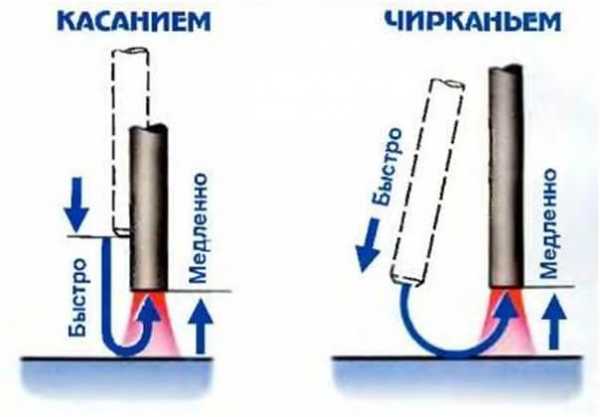
инвертор дугиСледующим шагом является зажигание дуги инвертора. Здесь следуйте нескольким рекомендациям, чтобы заставить устройство делать то, что вы от него ожидаете.
СваркаПомимо сварного шва, нужно понимать суть сварочной ванны. Только так можно добиться желаемого результата.
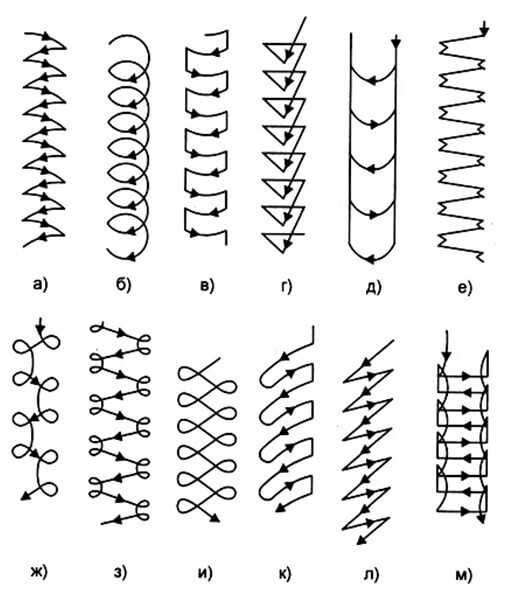
Движение электродаМногие новички, которые впервые начинают варить пиво, ошибочно думают, что Swaris 160 или 200 сделает за них всю работу. Не спорим, Сварис 160 и Сварис 200 действительно хорошие инверторы. Но одного качественного устройства недостаточно для качественного выполнения работы. Основная ошибка - прямолинейные движения при создании шва. Профессионалы так не готовят. Для того чтобы отремонтировать кузов автомобиля или выполнить ряд других операций, необходимо научиться правильно пользоваться устройством и соблюдать шов.
Сварка по праву считается одной из самых популярных технологий соединения металлов.Без сварки не обходится ни одно строительство, а сварочный аппарат – незаменимый предмет в арсенале любого домашнего мастера. Сварить калитку, забор, арматурный каркас, сварить петли, собрать основу для теплицы, собачьего вольера, поставить калитку - везде пригодится сварка. Одним из основных технологических элементов также является сварка. Но с чего начать сварку, а главное – на какие нюансы следует обратить внимание? В этой статье мы ответим на следующие вопросы:
Сварочные работы - необходимый теоретический минимум 90 118 Вы должны научиться сваривать по самой популярной технологии - ручной дуговой сварке (сокращенно ММА - от английской аббревиатуры "Manual Metal Arc"). Кроме того, необходимо варить инверторным сварочным аппаратом.Почему инвертор? Инверторы вырабатывают постоянный ток с высокой степенью стабилизации. Они легкие, портативные (их можно носить, перекинув ремень через плечо). Они позволяют произвести все настройки «под себя», даже начинающему сварщику. Инверторы, в отличие от обычного сварочного трансформатора, хорошо выдерживают колебания напряжения, а при работе слабые электрические сети не «проседают».
Существуют и более совершенные технологии сварки.Например, TIG (сокращение от Tungsten Insert Gas). Это ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (аргона). И МИГ-МАГ (металлический инертный/активный газ). Это ручная дуговая сварка с автоматической подачей плавящегося электрода (электродной проволоки) в защитной среде инертного/активного газа. Данный вид сварки в силу высокой стоимости применяемого оборудования и оснастки, а также требований к квалификации сварщика больше подходит для профессиональной работы в ремонтных мастерских или на предприятиях.Например, для кузовного ремонта, восстановительных работ, сварки тонких металлических деталей, соединения цветных металлов с повышенными требованиями к качеству шва. Для большинства работ в сельской местности оптимальна ручная дуговая сварка инверторным сварочным аппаратом. Но, несмотря на кажущуюся простоту (купил инвертор и вари), есть много нюансов, которые необходимо учитывать, чтобы получить качественный и прочный шов.Начать следует с выбора сварочного аппарата. Как это сделать? На дачном участке чаще всего приходится сваривать т.н. черные металлы. Отсюда: сначала определяемся с типом и толщиной свариваемого металла. От этого зависит тип и диаметр сварочного электрода. Диаметр сварочного электрода определяет величину сварочного тока. И только потом, в зависимости от этого значения, подбираем сварочный инвертор. Зависимость диаметра электрода от толщины металла представлена в таблице ниже. Чем толще металл, тем больше диаметр электрода и тем больше должен быть сварочный ток. Каждый электрод (в зависимости от его диаметра) имеет нижний предел тока. Если ток снижается ниже этого предела, качественный сварной шов уже не может быть получен. Для ясности настройки сварочного тока приведены в таблице ниже.
В среднем, в зависимости от предполагаемой работы, на каждый 1 мм диаметра электрода требуется сила тока 25-30 ампер. Перед началом сварки также оцените допустимую нагрузку на электрическую сеть. При токе около 110А потребляемая мощность инвертора составит от 3 до 4 кВт. В обычной электрической сети имеются предохранительные выключатели на 16А, 3,5кВт. Следовательно, при превышении этих значений автомат отключит ток. Вывод: либо не превышать допустимую мощность, либо, если есть необходимость варить на больших токах, например, электродом 5 мм, т.н.«Пять», поставьте более мощный автомат и увеличьте сечение проводки. Для большинства работ при строительстве подходит сварочный аппарат с максимальным сварочным током 140 ампер (лучше взять аппарат с небольшим запасом по току, на 160-165 А, а не впритык). Мощности такого инвертора хватит на глаза, чтобы сварить один из самых популярных электродов диаметром 3 мм — т. н. "тройка". Еще одним фактором, влияющим не только на выбор инвертора, но и на удобство работы с ним, является PV (On Duration).Почему важно обращать внимание на этот показатель? Рабочий цикл определяется как отношение времени работы сварочного аппарата под нагрузкой (чистое время сварки) к общему времени цикла сварки (время сварки + время перерыва). Суммарное время цикла сварки обычно принимается как:
Оптимальное значение PV составляет 60%. Те. работаем 6 минут (в 10-минутном цикле) - отдыхаем 4 минуты.Например, если ПВ меньше 60%, то всего 15%, значит, после 1,5 минут работы нужно будет отдохнуть 8-9 минут. Это приведет к простою. Попытка продлить время непрерывной работы приводит к срабатыванию тепловой защиты устройства. Если сварочный аппарат имеет рабочий цикл 60% при максимальном токе, этого более чем достаточно для работы даже при повышенных температурах. На практике сварка в течение этих 6 минут происходит не непрерывно (электрод не так сильно горит), а с перерывами, необходимыми для замены электрода, очистки рабочего стыка от шлака и визуального осмотра свариваемых элементов. Сварочное производство Качественная сварка начинается с подготовки рабочего места и необходимого оборудования. Лучше всего приобрести сварочный стол. На него укладывают металлические заготовки и крепежные элементы: хомуты, уголки и т.п., которыми скрепляются свариваемые детали.
Ивен Пользователь FORUMHOUSE По своему опыту могу сказать, что при сварке иногда очень нужна плоскость, то есть ровная поверхность, на которую можно что-то приварить.Вы должны быть привязаны к этому самолету. Мой первый сварочный стол был изготовлен из листового металла 1250х2500х3 мм, высотой 75 см, а в качестве ножек я использовал профильную трубу 20х40х2 мм. В качестве столешницы можно использовать любой кусок металла. Например, берем лист 1000х2000х4 – это будет столешница. Из другого листа меньшего размера – 1000х2000х2 мм – делаем среднюю полку. Благодаря собственному дизайну и производству сварочного стола есть много места для творчества.От качества сварки во многом зависит удобство работы за столом. Следовательно, многие умельцы делают сварочный стол «под себя». 90 207 Продолжай. Первыми помощниками каждого сварщика являются всевозможные струбцины, крепежи и уголки. Без них невозможно закрепить свариваемые детали на столе, выдерживая необходимые допуски и геометрию изделия. Пользователи FORUMHOUSE предпочитают самодельные зажимы, изготавливаемые под каждый конкретный случай сварки, а не заводские зажимы.Это оправдано в случае большого объема работ.
Sergeyb3 Пользователь FORUMHOUSE Сварочные работы заключаются в сварке воздуховода, уголка, трубы и т.д. В каждом случае хомут уникален. Продуманный и качественно сделанный зажим превращается в третью, поистине универсальную «руку» сварщика. 90 207 Одной из основных трудностей любого начинающего сварщика является соблюдение прямых углов свариваемых деталей.Нередки случаи, когда тщательно размеченные и вырезанные объекты (например, прямоугольные) после сварки «выводят» и превращаются в параллелограмм. Как этого избежать? Металл дает усадку при охлаждении. С какой стороны швов больше, а где они толще, туда и направит металл. Поэтому сначала нужно прихватить свариваемые изделия временно, а не проварить начисто со всех сторон. Для крепления уголков под углом 90 градусов вместо уголков можно использовать металлические «косынки» или штанги из профильной трубы.Кроме того, стрелы сварены не встык, а внахлест. Еще одно эмпирическое правило: если уголки и зажимы помогают поддерживать прямой угол, плоскостность можно обеспечить только путем монтажа на плоской поверхности. Перед началом сварки проверьте диагонали, если таковые отсутствуют, внесите соответствующие коррективы. Вы можете использовать квадраты для управления прямыми углами. Также при сварке пространственных конструкций, не несущих повышенной нагрузки - вольер для собак, каркас теплицы и т.п.- не стоит увлекаться полной сваркой всех мест, так как 1 мм2 шва выдерживает нагрузку около 40 кг. Чем меньше швов в таких конструкциях (в разумных пределах), тем меньше вероятность того, что при остывании металла их поведет.
Nikola1 Пользователь FORUMHOUSE Приваривал петли на ворота. Сначала взялся за 2 половинки створок, проверил легкость открывания - открываются легко. Затем обварила петли непрерывным швом, проверяю на легкость открывания - открываются плотно.Что я сделал не так? Это может произойти из-за того, что оси верхнего и нижнего шлейфа не совпали, повело металл, шлейф при сварке перегрелся, его геометрия сбилась.
svar4ik Пользователь FORUMHOUSE Если дверь без проблем открывается после склейки, но не после сварки, петли тянут из-за остаточных сварочных напряжений. Делаем так:
Сварка чугуна Сварка чугуна считается сложной задачей. Чаще всего дуговую сварку чугуна проводят «горячим» способом. Для этого свариваемые элементы предварительно нагревают до температуры 600-650°С. В бытовых условиях так наз. «холодный» метод сварки – без нагревания деталей и с использованием специальных электродов.
Клез Пользователь FORUMHOUSE Чугун можно сваривать электродами из нержавеющей стали.Сколько я их варила, ничего не сломалось, не улетело. "Унками" на "прямой" полярности тоже варится, но если рутил, то сварка рвется по шву. Подробнее о типах электродов можно прочитать в статье. . 90 207
Mictlayotl Пользователь FORUMHOUSE Чугун свариваю так: место сварки зачищаю, кромки обрезаю и свариваю деталь ЦЧ5 или УОНИИ. Разницы в переполюсовке не увидел.Сварку провожу на минимальном токе, периодически охлаждая свариваемые детали на воздухе. При сварке чугуна «в холодную» не допускайте перегрева свариваемых деталей. Поэтому сварку ведут короткими участками длиной 30-40 мм, не сваривая сразу всю деталь, с тщательной проковкой полученных швов молотком. Ковка металла снимает остаточные напряжения в металле, что предотвращает растрескивание сварного шва. Также важно подготовить детали перед сваркой – сделать надрез.
makar4ic Пользователь FORUMHOUSE Однажды я уронил на пол чугунный котел. Появилась трещина см 5, казан жалко выбрасывать, решил заварить. Участник форума сделал это:
Основная проблема при сварке чугуна в том, что получается серый ковкий чугун высокой прочности. Кроме того, повышается хрупкость металла в месте шва. Поэтому каждый случай требует индивидуального подхода. Если нет специальных электродов, можно изготовить самодельный, намотав по спирали медную проволоку диаметром 1,2-2 мм на электрод, предназначенный для сварки стали (УОНИ 13/45, АНО-4). Сварка оцинкованного металла
Тимаквал Пользователь FORUMHOUSE Решил сварить лестницу из оцинкованных труб.У меня проблема - не могу сварить детали с первого раза. Перед сваркой цинк удаляли чистящим кругом. Какие еще секреты?
Пашник: Пользователь FORUMHOUSE Оцинкованные трубы - это тот же черный металл, только оцинкованный. Место сварки необходимо зачистить до блеска, полностью сняв слой цинка. Место, где цепляется «крокодил», также нужно зачистить и надежно закрепить на трубе. Следует помнить, что в процессе сварки цинк интенсивно испаряется.Выделяемые пары цинка опасны для здоровья. Поэтому сварку оцинкованных изделий необходимо проводить в помещении, оборудованном принудительной вентиляцией, или на открытом воздухе. Если цинк нельзя удалить, выбор электродов следует тщательно обдумать. Для сварки мягких сталей лучше использовать электроды с рутиловым покрытием. Например: Для сварки низколегированных сталей - электроды с покрытием основного типа:
Приготовление с возвратно-поступательным движением электрода.Это способствует преждевременному выгоранию цинка. Если слой цинка на заготовке больше 40 микрон, для получения качественного сварного шва необходимо полностью удалить слой цинка. Удлинитель для сварочного инвертора Часто приходится проводить сварочные работы на большом удалении от электросети (например, при сварке забора). Вам понадобится удлинитель длиной 30-50 метров, а то и больше. Какой размер проволоки выбрать для нормальной работы сварочного инвертора? Исходя из практического опыта форумчан, можно сделать вывод: для удлинителя берем медный гибкий (витая пара) двухжильный шнур.Сечение жилы провода - 2,5 мм2. Если предполагается заземление, берем трехжильный провод такого же сечения. Нагрузка подключается к отдельному выключателю на 16 или 20А. И в конце статьи - Руководство начинающего сварщика от FORUMHOUSE:
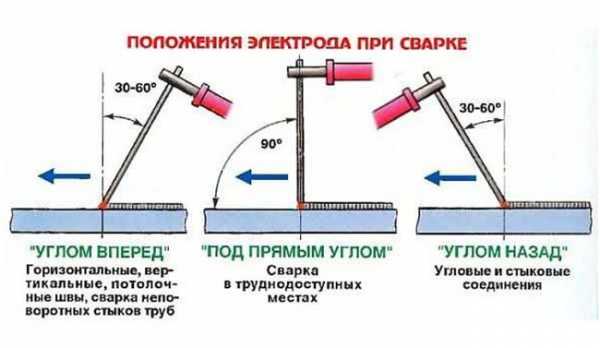
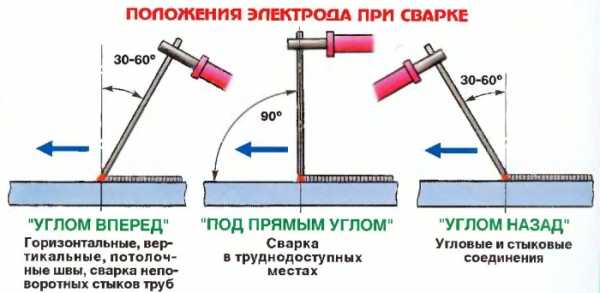
Соединение под сварку встык. Если толщина металла соединяемых элементов более 5 мм, то перед сваркой на элементах необходимо снять фаску. В случае сварки деталей встык оставляйте зазор 1-2 мм. Сначала обхватываем детали обжимными инструментами, а уже потом варим их по всей длине. Угловое/тройниковое сварное соединение. Сварочный шов имеет форму треугольника. Для получения качественного шва его толщина должна быть равна толщине свариваемого металла.Если за один проход невозможно сварить требуемую толщину шва (металл толстый), делаем несколько проходов. Сварка вертикального шва. При таком типе подключения устанавливается меньший ток (подбирается индивидуально), чем, например, при сварке горизонтально. В противном случае металл будет сильно нагреваться и течь, и качественного шва не получится. Электрод лучше вести снизу вверх т.к. в этом случае расплавленный металл удерживается уже застывшим снизу металлом. Сварка с прямой и обратной полярностью. 90 118 Прямая полярность: до "+" заземление подключено к инвертору. Ручка подключается к «-». Обратная полярность: земля подключена к "-". Держак - на "+". По каким критериям выбирать сварочный аппарат, рассказывается в этом видео. Узнайте обо всех преимуществах работы со сварочным инвертором в этом видео. Сварка – наиболее распространенный сегодня способ соединения двух отдельных металлических деталей. Со стороны приготовление пищи кажется простым и незамысловатым, но на самом деле профессия сварщика достаточно сложна и требует определенных навыков. Прежде чем приступить к процессу сварки, нужно многому научиться и многое обдумать. Для начинающих сварщиков и профессионалов, работающих на высоте, в продажу поступили компактные современные аппараты для электродуговой сварки - инверторы. Сварочное оборудованиеСварщик работает с источником тока и электродами. Существует два типа устройств: Трансформаторные устройства просты в эксплуатации, но они тяжелые и громоздкие, прочные и долговечные, очень надежные. Для работы требуется переменный ток. Для сварки применяют плавкие электроды из фтористого кальция или рутила. У агрегата низкий КПД , а сварка, выполненная трансформаторным устройством, среднего качества.При работе с этим видом электросварки требуется высокая квалификация сварщика. Инвертор — это электросварочный аппарат, который работает на постоянном токе , в отличие от трансформатора. На входе схемы аппарата входное напряжение преобразуется из постоянного в переменное, которое затем поступает на трансформатор. Основное отличие данного вида сварки заключается в следующем:
Инверторы очень экономичны при использовании устройства , потери энергии в десять раз ниже , чем в случае трансформаторных моделей. Устройство имеет КПД от 85 до 90 процентов. С инвертором можно комбинировать как маленькие, так и большие металлические изделия. Инверторы в наше время стали большим прорывом в области сварочного оборудования, старые, громоздкие трансформаторы постепенно вытесняются из повседневного обихода из-за своих размеров и сложности в использовании.Инвертор доступен как по цене, так и по классификации каждому сварщику, нужно лишь знать основы и правила самого процесса сварки, чтобы он работал. Электричество, потребляемое этим небольшим сварочным аппаратом, идет исключительно на работу самой дуги, которая непосредственно осуществляет процесс сварки. Основы работы с инвертором Для сравнения: при включении старый трансформаторный сварочный аппарат выдавал максимальный и сильный импульс тока, что вызывало сбой сети в вашем доме. В инверторе, напротив, установлены накопительные конденсаторы, которые сначала накапливают электроэнергию, затем обеспечивают бесперебойную работу электрической сети и плавно поджигают электрическую дугу. Уроки инверторной сварки вы можете освоить самостоятельно в доступной форме. Со своей стороны, мы можем дать вам несколько полезных и необходимых предложений, если у вас есть какие-либо вопросы. В этой статье вы узнаете, на что нужно обратить внимание в первую очередь перед началом сварочных работ. Важно понимать, что потребляемая инвертором мощность напрямую связана с диаметром электрода. Чем больше диаметр используемого электрода, тем больше энергии он потребует.Поэтому перед началом работы вам необходимо рассчитать примерное максимальное значение электроэнергии, потребляемой вашим устройством , чтобы не сжечь проводку или технику в вашем доме. Кроме того, для каждого используемого диаметра электрода требуется минимальная рекомендуемая сила тока, то есть при желании уменьшить силу тока сварка будет невозможна. Если вы хотите поэкспериментировать и увеличить силу тока, шов сам по себе получится, а электрод может сгореть или прилипнуть очень быстро.Как вы уже поняли, важной частью процесса сварки является правильный подбор электрода и тока аппарата. Конструктивно электрод состоит из металлического стержня, на который напылен специальный порошковый состав. Порошковая окраска является необходимым барьером для доступа стыка к окружающему воздуху. Среда отрицательно влияет на формирование сварного шва , окисляя его, что снижает качество шва. Порошковое покрытие также необходимо для поддержания нормального процесса дугового разряда. Электроды УОНИ, МР, АНО, ОЗС применяются для инверторной сварки. Качество приобретаемых электродов во многом зависит от условий транспортировки и хранения. Диаметр необходимого электрода варьируется от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей. Пошаговая инструкция для начинающих по использованию инвертораДлина дугиЭто расстояние, которое образуется между металлом и электродом в процессе сварки. При сварке важно соблюдать правильное расстояние. малый зазорНаличие небольшого зазора приведет к тому, что металл не успеет полностью прогреться , при этом шов выйдет выпуклым и не приклеится по бокам. Большой зазорНаличие большого зазора приведет к перекрытию дуги, препятствующей проплавлению, а значит, наплавленный горячий металл ляжет неравномерно. Необходимо правильное расстояниеОбеспечение правильного постоянного расстояния обеспечит хорошее проникновение и отличное формирование шва. Благодаря опыту вы сможете правильно контролировать длину дуги для достижения наилучших результатов. Дуга, проходя через зазор, образует сварочную ванну, одновременно расплавляя основной металл. Это также обеспечивает попадание расплавленного металла в ванну. Правильно сформированный сварочный шов и его дефекты Идеальный сварной шов поможет создать зигзагообразные и круговые движения. Совершая круговые движения, нужно следить за швом, равномерно распределяя ванночку. При движении электрода в разные стороны в зигзаге создается хороший шов , и необходим контроль за формированием шва.При этом шов создаем сначала с левого края, затем по центру ванны, затем с левой стороны и т. д. Помните, что ванна следует за теплом. Подрез возникает при отсутствии электродного металла, при заполнении ванны и при перемещении поперек. Во избежание образования подреза необходимо соблюдать внешние границы шва, тщательно следить за ванночкой и при необходимости тоньше. Напряжение дуги подается на регулятор ванны на конце стержня электрода.При наклоне штанги ванна не тянется, а толкается. Помните, что чем более вертикально расположен электрод в процессе сварки, тем менее выпуклым будет сварной шов. Когда держишь электрод вертикально, ванна прижимается, так как все тепло концентрируется на ней. При этом хорошо растекается и хорошо тает. При небольшом наклоне электрода вся сила отводится и шов приподнимается (поднимается). При большом угле наклона электрода сила прикладывается по вектору шва, что делает невозможным управление горячей ванной. Если необходимо вывести ванну или получить ровный шов, используйте наклон электрода под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет контролировать ванну и нормально сваривать. Обратная и прямая полярность при сварке инверторомПри обратной полярности к изделию поступает меньше тепла. Зона плавления неглубокая, хотя и достаточно широкая. Можно наблюдать эффект катодной очистки поверхности сварного шва . При прямой полярности снижается подвод тепла к металлу. Зона плавления глубокая и в то же время узкая. Процесс сварки инвертором тонкого металлаИнвертор удобен для начинающих сварщиков, так как имеет ряд особенностей, в том числе:
Для получения хорошего качества сварного шва на тонком листе и отсутствия пригаров на свариваемых листах необходимо следить за тем, чтобы шов был виден в процессе сварки. Электрод следует выбирать меньшего диаметра и располагать как можно ближе к металлу. Затем ждем, пока не начнет образовываться красное пятно, под ним образуется капля металла, которая соединит между собой тонкие металлические заготовки. Медленно проводя электродом по поверхности тонких металлических деталей, образуются капли металла, которые склеивают детали, образуя сварной шов. Прочитав нашу статью, вы узнаете, как правильно эксплуатировать электросварочный инвертор.Мы надеемся, что процесс сварки покажется вам легким и приятным. Перед началом сварочного процесса ознакомьтесь с инструкцией и рекомендациями к инвертору от производителя, чтобы уберечь не только сварочный аппарат, но и свое имущество от порчи. На даче, в гараже или в собственном доме всегда есть потребность в каком-то ремонте. Наличие соответствующей техники не менее важно. Одним из таких устройств является сварочный инвертор.С его помощью выполняются все работы, связанные со сваркой металлов, а также их резкой. Это позволяет обойтись без привлечения дорогостоящих специалистов, если нужно выполнить небольшой объем работ, и мы рассмотрим, как правильно варить с помощью инверторной сварки. Инверторная сварка для начинающих становится сложной, если не пройти теоретическую подготовку и предварительную практику. Сварочное оборудование инверторного типа вполне доступно по цене, имеет разнообразные классы как для новичков и любителей, так и для профессиональных сварщиков для выполнения трудоемких процессов.Процедура сварки инвертором немного сложнее работы на обычном электросварщике, но вполне доступна даже для начинающих электросварщиков. Принцип работы сварочного инвертораИнверторное устройство получило свое название из-за принципа работы. На корпусе устройства имеется выключатель питания, индикаторы наличия питающего напряжения и перегрева, специальные разъемы для подключения кабелей, регулировочное устройство для плавного или постепенного переключения тока.Все модели оснащены ручками для удобства переноски. Кроме того, некоторые образцы поставляются с дополнительными индикаторами величины сварочного электрического тока. Для ознакомления с устройством, а также для выполнения работы посмотрите соответствующие видео-уроки по выполнению инверторной сварки для начинающих. В инверторном аппарате переменное напряжение 220 В преобразуется в постоянный ток, после чего сглаживается через специальный электрофильтр. Затем в блоке внутри устройства постоянный ток преобразуется в высокочастотный переменный ток.Приводится до необходимого значения напряжения для возможности получения электросварочного тока 120-200 А. Для этого двойного преобразования необходимы малогабаритные трансформаторы, позволяющие значительно снизить вес аппарата. Этот метод имеет высокий КПД (около 90%), а также значительно экономит электроэнергию. Для питания используется бытовая электрическая сеть 220В или промышленная электрическая сеть 380В для использования в производстве. Профессиональные копии работают в нескольких режимах и рассчитаны на длительную работу без перерывов. Принципы работы инвертораРабота на электросварочном аппарате этого типа проводится так же, как и на обычном аппарате. Прежде чем готовить с инвертором, нужно подробно изучить технологию работы. Плавление металла происходит под действием горячей электрической дуги. Он образуется между свариваемым металлическим изделием и электродом. Для этого их подключают проводами к клеммам «+» и «-» на инверторе. Научиться пользоваться электросварочным оборудованием инверторного типа в домашних условиях совсем не сложно, хотя как правильно сварить металл инвертором для новичков часто становится проблемой. Специальный регулятор на корпусе аппарата устанавливает необходимый сварочный ток. Его величина зависит от толщины свариваемого изделия и его материала. Значение силы тока контролируется индикатором или электронной индикацией на корпусе электросварочной горелки. Дуга зажигается путем прикладывания электрода к заготовке под небольшим углом. Активация происходит при прикосновении к металлическому участку. После появления сварочной дуги стержень находится на небольшом расстоянии от детали, примерно равном ее диаметру, и происходит сварка металла.По окончании процесса окалину, а также шлак удаляют с поверхности шва путем постукивания молотком или другим металлическим предметом. Видео поможет лучше понять процесс, в котором подробно описана инверторная сварка. Подготовка к работе (рабочее место, электроды, оборудование)Перед началом процесса электросварки должным образом подготовить рабочее место и необходимое оборудование. Готовить можно на специальном металлическом сварочном столе или на небольшой свободной поверхности.Заранее подготавливаются зажимы и держатели для надежной фиксации соединяемых деталей. Рабочее место хорошо освещено и проветривается. В нем нет посторонних предметов, а также жидкостей, которые могут загореться от случайных искр. Сварщик должен работать на специальном деревянном помосте, предохраняющем от возможного поражения электрическим током. Электрод следует выбирать в зависимости от типа свариваемого металла, а также его толщины. Качество электросварки зависит от правильного подбора и настройки аппарата.Профессиональные сварщики также учитывают расположение самого шва (горизонтально или вертикально), его глубину и другие параметры. Для каждой марки металла выпускается свой тип электрода. Они отличаются по составу и назначению. Для сварки нержавеющей стали, чугуна или обычного стального изделия необходимо правильно подобрать тип электродов. Возможны существующие типы и типы. УОНИ, АНО, МР, ОЗС диаметром от 2 до 5 мм применяются для электросварки инвертором. На качество используемых электродов влияют условия их хранения и транспортировки.Подготовительный процесс, а также сама сварка для начинающих показана на видео с инвертором в качестве электросварочного оборудования. Работа инвертораДля более четкого понимания основ применения инверторной электросварки необходимо понимать физическую природу создания стыкового шва. Металлические изделия сваривают электродами. Они состоят из металлического сердечника и специального покрытия – оболочки. Этот состав служит для закрытия зоны сварки от попадания кислорода. Электрическая дуга возникает при контакте сердечника электрода с металлической поверхностью. Под воздействием тепла покрытие начинает плавиться и покрывать свариваемый участок. При этом часть его испаряется, превращаясь в газы. Расплавленное покрытие покрывается сверху жидким металлом, который создает еще один защитный слой от действия кислорода. После остывания образовавшийся шлак в месте сварки необходимо удалить. Зажигание дугиДуга загорается только при надевании специальной защитной маски.Это требуется для защиты сетчатки глаза от возможных ожогов. Болевые симптомы появляются через некоторое время и сопровождаются жжением, а также другими неприятными ощущениями. Если вы планируете работать со сварочным аппаратом, вам необходимо знать. Воспламенение происходит одним из двух способов: ударом и прикосновением. Совершая ударные движения по поверхности, зажигается дуга. Удар происходит непосредственно на металлическом интерфейсе или рядом с ним. После этого движения стержень электрода поднимается над поверхностью на необходимое расстояние для поддержания дуги.При касании производится постукивание по металлическому участку в начале будущего шва до появления электрической дуги. Движение электродаПосле зажигания дуги выполняется тренировка движения. На металлической пластине мелом наносится линия, имитирующая затирку. После зажигания дуги металл начинает плавиться и появляется слой расплавленного шлака. Эта область называется сварочной ванной. Именно она начинает разучивать движения начинающего электросварщика.Для перемещения стержень электрода наклоняют под углом примерно 45-50°. Это значение условное и влияет на ширину сварочной ванны. Электросварочный шов ведется тремя способами:
Прямоугольное перемещение применяется для электросварки в труднодоступных местах. В результате получается симметричная ванна, которая не очень удобна.Пропаривание с заднего угла дает возможность лучше наблюдать за процессом и контролировать качество. Этот метод используется для нижних швов, а также при изготовлении канцелярских кнопок. Использование сварки под прямым углом позволяет получить хорошую глубину сварочной ванны в самом начале сварного шва. При этом видно, как дуга сжимает металл и не дает ему покинуть ванну. Широкий тип шва требует циклических движений. Перемещение стержня электрода осуществляется одним из нескольких способов, показанных на рисунке. Следует помнить, что необходимо заваривать широкие швы с постоянным уклоном. При этом не кончик самого стержня, а весь электрод перемещается за рукоятку электрододержателя. Проверка дугового зазораОдним из важнейших факторов, влияющих на качество электросварки, является дуговой промежуток. При небольшом его значении (до 2 мм) получается укороченная дуга. Он не нагревает соединение, создавая неглубокое проникновение.На расстоянии более 3 мм длина электрической дуги увеличивается. Он становится неустойчивым и не выдерживает нужного направления плавления. Кроме того, защитный слой не полностью покрывает ванну расплава и увеличивается разбрызгивание расплавленного металла. У начинающего электросварщика такое же правило - расстояние дуги 2-3 мм. При использовании инверторных моделей с соответствующими функциями для облегчения процесса электросварки это расстояние уже не нужно.В этом случае достаточно вести электрод вдоль поверхности металла. Правила создания ровных швовНа качество сварного соединения влияет правильный нахлест шва. Это зависит от правильности выбранного электрода, угла его наклона, а также длины дуги. Оптимальное расстояние от поверхности металла до кончика стержня 2-3 мм. При меньшей длине шов получается слишком выпуклым из-за малой поверхности нагрева. Это значительно снижает прочность сварного соединения.Большой дуговой промежуток вызывает скачки и недостаточно нагревает место сварки. Полученный участок соединения будет ненадежным, а сварной шов будет размытым. Установка полярности и сварочного токаПодключение электрода к положительной клемме называется прямым, а к отрицательной клемме – обратным. Оба метода сварки применяются для соединения металлических изделий, но разной толщины. Металлы до 3 мм лучше сваривать обратным методом, а толстые – прямым.Однако такой подход не является фиксированным правилом, поэтому использовать сварочный аппарат можно с любым подключением. В общем, ознакомившись с основными принципами и сутью сварочного процесса, несложно понять, как именно работать с инвертором. Физика - перенос электродов с отрицательного на положительный. При этом они передают энергию поверхности, повышая ее температуру. Это означает, что часть, соединенная с плюсовой клеммой электросварки, нагревается сильнее.Этот процесс важен при сварке изделий значительной толщины. В результате они хорошо прогреваются и получают качественный шов. При работе с тонким металлом не требуется сильного нагрева металлических изделий, поэтому их подключают к минусовому контакту инвертора, а электрод к плюсовому. Значение сварочного тока выбирают исходя из толщины и вида свариваемых изделий. В том случае, если получаются несплошные полосы шва с заданным значением, необходимо увеличить значение электрического тока.Если ванну с расплавленным металлом передвигать сложно, уменьшите значение тока на приборе. Настройки процесса электросварки напрямую зависят от электрода, выбранного для электросварки, а также от типа инверторного устройства. Используйте таблицу, чтобы помочь вам выбрать текущее значение.
Безопасность на работеПеред началом процесса электросварки позаботьтесь о технике безопасности. Для этого подбирается защитное снаряжение, состоящее из перчаток на толстой негорючей поверхности, сварочной маски, искрозащитного костюма и соответствующей обуви.Специальные очки на маске должны защищать глаза от воздействия электрической дуги различных токов. Удобным вариантом является использование «Хамелеонов», которые автоматически подстраиваются под силу лука. Не забывайте об опасности поражения электрическим током и мерах пожаротушения. Знакомство с процессом работы при инверторной сварке следует начинать с изучения техники безопасности при выполнении электросварки. Кабели должны иметь неповрежденную изоляцию, все электрические соединения и соединения должны быть закрыты.Поставьте на пол сухую деревянную основу и используйте сетку с защитными приспособлениями. Огнетушитель, песок и вода всегда помогут потушить возникший случайный пожар. Всегда помните, что от соблюдения техники безопасности зависит не только целостность оборудования, но и здоровье и жизнь электросварщика. В домашнем хозяйстве часто возникает потребность в надежном соединении каких-либо металлических деталей. В таких случаях лучшим решением является сварка, позволяющая выполнить работу быстро и качественно.Сварочные аппараты инверторного типа примерно в два раза эффективнее своих классических предшественников. О том, как работать с ними самостоятельно, вы можете узнать, ознакомившись с предложенной инструкцией. Что подготовить:
В сварке, как и в любом хорошем деле, все дело в опыте. Продолжая практиковаться, вы будете становиться лучше с каждой последующей сваркой. Овладение секретами сварки облегчит решение многих проблем, всегда возникающих дома или на даче. .Paton VDI-250E - купить сварочный инвертор: цены, отзывы, характеристики > цены в магазинах Польши: Варшава, Краков, Лодзь, Вроцлав, ПознаньГорячий старт. Форсирование дуги. Работа при низком напряжении (до 170 В). Кабели длиной 3 метра. Компактный размер и легкий вес. Вполне себе классический представитель современных сварочных аппаратов инверторного типа. В первую очередь стоит обратить внимание на то, что максимальный сварочный ток Патона ВДИ-250Э достигает 250 А, но при этом потребляемая мощность возрастает до 8,8 кВт, что уже предъявляет повышенные требования к электромонтажу.Тем не менее производитель заявлял о возможности работы под напряжением (до 170 В). Аппарат может работать с достаточно широким диапазоном электродов – диаметром от 1,6 до 5 мм. Но время простоя составляет 60% времени безотказной работы машины. Модель одета в классический чехол, весит 5 кг и имеет удобный ремешок для переноски. г. Киев ОЗСО КЭС им. Э.О. Патона — лидер украинского рынка сварочного оборудования с солидным опытом работы. Одним из лучших достижений завода является сварочный инвертор ВДИ-250Э для домашнего использования. Удобство использованияМодель собрана в компактном корпусе со скошенными краями для весовой категории «до 5 кг». Единственный орган управления на передней панели аппарата - , механический регулятор сварочного тока от 32 до 250 А. Вокруг шкалы сообщения о рекомендуемых типах электродов, которые следует использовать при выбранных значениях тока , «раствориться». Камера всеядна в своем роде. Главное, чтобы диаметр используемых электродов укладывался в рамки 1,6-5 мм. Функциональные ресурсыИнверторный сварочный аппарат легко выполняет швы, практически не оставляя окалины. К функциональным значениям аппарата относятся опции горячего пуска, дожигания дуги и антипригарного электрода - стандартный джентльменский набор для каждого уважающего себя сварщика. Работоспособность аппарата сохраняется при снижении напряжения в питающей сети до 170 В. Сборка высшего классаСборка Патон ВДИ-250Э полностью и полностью адаптирована на мощностях отечественного производителя со строгим соблюдением качества контроль. В результате в последние годы гарантийный срок бренда на многие модели сварочных аппаратов увеличен с 3 до 5 лет.В габаритных характеристиках комплектных кабелей сохранилась цифра «3» - кабели питания , электрододержателя и заземления (с клеммой заземления) имеют длину ровно 3 метра, что не накладывает ограничений на работу в удаленных местах. .Сварка латуни - как и чем сварить латунь?Латунь — один из цветных цветных металлов, который используется во многих отраслях промышленности. Его сварка считается очень сложной, поскольку необходимо, в том числе, определение температуры плавления. Это означает, что вам нужно хорошо подготовиться к работе. Как сварить латунь и о чем нужно позаботиться? Мы объясняем все в статье. Что такое латунь и каковы ее свойства?Латунь — один из самых распространенных металлов.Это сплав, содержащий цинк и до 45% меди. Он часто обогащается различными добавками, такими как кремний, хром, олово, марганец, железо, свинец или алюминий. Металл можно узнать по характерному желто-золотистому цвету (его интенсивность зависит от содержания цинка). Плотность этого материала около 8,4-8,7 кг/дм3, он немного тяжелее стали. Различают несколько видов латуни в зависимости от количества и вида легирующих элементов:
Латунь является одним из основных металлов, используемых в промышленности. Используется, среди прочего в автомобильной промышленности, электротехнике и строительстве. Это материал, из которого изготавливаются винты, шайбы, резьбовые стержни, некоторые музыкальные инструменты, фурнитура и даже предметы быта, например, столовые приборы. Сварка латуни - возможно ли это?Распространено мнение, что латунь лучше паять, чем сваривать.В основном это связано с быстрым нагревом сплава, а также с трудностями определения соответствующей температуры плавления, которая во многом зависит от состава металла. Обычно она составляет 850-950 градусов С, то есть в несколько раз меньше температуры, до которой нагреваются другие материалы при сварке (например: температура плавления нержавеющей стали 1510 градусов С). Иногда присадки в сочетании с медью и цинком также представляют проблему, так как некоторые из них выделяют вредный газ. Однако пайка латуни также не является безупречным решением.Это требует использования хорошего флюса, чаще всего выбирают серебряные припои, которые не являются самыми дешевыми. Кроме того, такая работа занимает много времени, из-за чего все больше профессионалов пытаются сварить латунь. Важно хорошо подготовить его к работе, поэтому тщательно очистите и удалите бесцветный лак, придающий металлу блеск. Чистую латунь следует протереть спиртом и отложить на просушку, после чего можно приступать к работе с выбранным методом сварки.
Сварочные аппараты MIG на allweld.pl Как сваривать латунь методом MIGМетод MIG, т.е. дуговая сварка в среде инертного газа плавящимся электродом, применяется для работы с цветными металлами. В случае с латунью применяется относительно редко, но возможно. В качестве связующего необходимо использовать благородные защитные газы, а также экранирующую проволоку. Также важно выбрать правильное связующее вещество, чтобы избежать обесцвечивания шва.Большинство сварщиков выбирают проволоку CuAI8, содержащую медь и 8% алюминия. Хотя он и не обеспечивает идеального цвета, полученный совместный оттенок считается приемлемым. При сварке латуни методом MIG соблюдайте общие правила, применимые к нему. Рекомендуемым защитным газом является смесь аргона и CO2 или чистый аргон. Кроме того, следует использовать технику сварки стежком, в этом случае сделать одно непрерывное соединение не получится.Короткая зона сварки позволяет уменьшить количество образующегося оксида цинка (он вреден для здоровья). Это решение также позволяет охлаждать сварочную ванну, и латунь не будет подвергаться воздействию очень высоких температур в течение длительного времени. Применение метода МИГ позволяет снизить затраты, но необходимо учитывать, что качество выполненных сварных швов может оказаться неудовлетворительным. Сварщики также могут столкнуться с трудностями при выборе подходящей проволоки. По этой причине метод TIG чаще используется при сварке латуни. Как сварить латунь с помощью Tigiem?Метод TIG (дуговая сварка неплавящимся электродом в среде инертного газа) обеспечивает точность при выполнении работ. Он позволяет использовать постоянный или переменный ток, а сам процесс сварки может быть ручным, полуавтоматическим или автоматическим во всех положениях. Наиболее часто используемыми газами, также в случае латуни, являются аргон или смесь аргона и гелия. Интересно, что метод TIG используется при работе с чугуном, который также считается трудно свариваемым. Для сварки латуни методом TIG необходимо установить правильную силу тока, которая зависит как от толщины материала, так и от диаметра электрода. Хотя на изготовление прочного соединения уходит много времени, качество сварного шва немного лучше по сравнению с методом MIG. Для хороших результатов рекомендуется использовать инвертор переменного тока с 30-секундными импульсами в секунду. Лучше всего использовать минимальное количество тепла для создания сварочной ванны, и время от времени следует делать перерывы, чтобы избежать перегрева металла.Для получения соответствующего оттенка сварного шва используйте сварочные прутки CuSn6. После завершения сварки горячий участок латуни необходимо некоторое время защитить аргоном до полного остывания. Воздействие на металл атмосферы может способствовать пористости сварного шва. Метод TIG не позволяет получить очень эстетичный шов, но после обработки он должен выглядеть относительно хорошо. Сварочный аппарат TIG в магазине allweld.номер Какой сварочный аппарат для латуни выбрать?Если вы решили сваривать латунь мигоматом, вам следует найти аппарат с достаточно высоким, максимальным сварочным током. Отдельно стоит обратить внимание на такие моменты, как скорость подачи проволоки, возможность сварки импульсным током или синергетическим управлением (повышение эффективности работы). Оборудование, которое часто покупают для этой цели, среди прочего Magnum MIG 240 Dual Puls Synergia или Paton 270 PSI 15-4 400V . Устройство, предназначенное для сварки латуни методом ВИГ, должно обеспечивать свободную регулировку таких параметров, как: сила тока, полярность и род тока, а также толщина материала и диаметр неплавящегося электрода.Также стоит убедиться, что это надежное оборудование с функциями, облегчающими работу, например, бесконтактный розжиг дуги (ВЧ-ионизатор). Рекомендуемые сварочные аппараты для сварки латуни: SPARTUS 320 AC DC и MAGNUM THF 202P SYNERGIA PFC . Источники: https://weldingheadquarters.com/how-to-weld-brass/
Смотрите другие интересные статьи из нашего блога: - Сварка цинком - вся самая важная информация о сварке цинком - Сварка алюминия - вся важная информация о сварке этого металла - Сварка чугуна - вся самая важная информация о сварке этого металла - Сварка электродом - вся самая важная информация по сварке электродом ММА - Инверторные сварочные аппараты - Все об инверторных сварочных аппаратах — зарядное устройство — см. рекомендуемые зарядные устройства .- Обозначение сварных швов - Посмотрите, какие виды сварных швов бывают Руководство по закупкам: - Сварочный аппарат для любителей и начинающих любителей рукоделия - Инверторный сварочный аппарат до 500 злотых - Инверторный сварочный аппарат до 1000 злотых - Инверторный сварочный аппарат от 1000 до 2000 злотых - Как правильно выбрать сварочный аппарат для ваших нужд . |




























 . Вы можете нажать на эту ссылку.
. Вы можете нажать на эту ссылку.  Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, что немаловажно для новичков, не имеющих опыта сварщиков.Для начала нужно понимать, что инвертор — это электронный сварочный аппарат , поэтому основная нагрузка при работе с ним будет идти на вашу электрическую сеть.
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, что немаловажно для новичков, не имеющих опыта сварщиков.Для начала нужно понимать, что инвертор — это электронный сварочный аппарат , поэтому основная нагрузка при работе с ним будет идти на вашу электрическую сеть.  В процессе сварки при быстром движении электрода образуется дефектный шов. Линия ванны ниже, чем линия поверхности основного металла.Если зажженная дуга проникает глубоко и интенсивно в свариваемый металл, она отталкивает ванну и создает сварной шов. Поэтому в процессе необходимо следить за тем, чтобы сварочный шов находился на уровне свариваемого металла.
В процессе сварки при быстром движении электрода образуется дефектный шов. Линия ванны ниже, чем линия поверхности основного металла.Если зажженная дуга проникает глубоко и интенсивно в свариваемый металл, она отталкивает ванну и создает сварной шов. Поэтому в процессе необходимо следить за тем, чтобы сварочный шов находился на уровне свариваемого металла.  Все Эти функции автоматически активируются в непредвиденных чрезвычайных ситуациях, что позволяет новичкам выполнять сварочные работы на хорошем уровне.
Все Эти функции автоматически активируются в непредвиденных чрезвычайных ситуациях, что позволяет новичкам выполнять сварочные работы на хорошем уровне.