Главная » Разное » Сварочный аппарат с подачей проволоки
Сварочный аппарат с подачей проволоки
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Устройство аппарата полуавтоматической сварки
Выбираем газ для сварки полуавтоматом
Проволока для сварки полуавтоматом
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
Настройка полуавтомата для сварки на живом примере
Подготовительный этап и процесс сварки аппаратом
Направление и скорость движения для идеального сварочного шва
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример,
INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Материал
Газ
Конструкционная сталь
СО2
Конструкционная сталь
CO2 + Ar
Нержавеющая сталь
CO2 + Ar
Легированные стали (низкоуглеродистые )
CO2 + Ar
Алюминий и его сплавы
Ar
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Диаметр проволоки
1 - 3
0,8
4 - 5
1,0
6 - 8
1,2
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО!Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
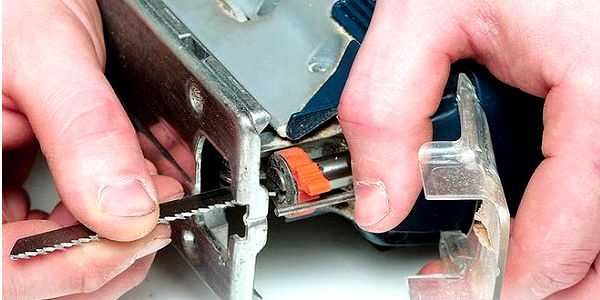
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин - для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги - корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Толщина металла
Сила тока
Диаметр проволоки
1,5 мм
70 - 80 А
0,8
2,0 мм
90-110 А
0,8
3 мм
120 - 140 А
1,0
4 мм
140-160 А
1,0
5мм
160 - 200 А
1,2
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Частые проблемы MIG-сварки и способы решения
Сварка сварка сплошной проволокой в среде защитного газа (GMAW): самые распространенные проблемы и возможные способы решения Перепечатано с разрешения журнала Practical Welding Today из выпуска за сентябрь-октябрь 1997 года. Авторские права: 1997, The Croydon Group, Ltd., Rockford, IL
Точно так же, как автоматическая трансмиссия упростила вождение автомобиля, сварка сплошной проволокой в среде защитных газов (GMAW) упростила процесс сварки. GMAW считается самым легким в освоении и применении методом сварки. Это обусловлено тем, что источник питания для процесса GMAW берет на себя практически всю работу, автоматически регулируя параметры сварки в зависимости от постоянно меняющихся условий работы – точно так же, как это делает электроника автоматической коробки передач.
Благодаря тому, что таким процессом можно пользоваться даже с относительно низким навыком сварки, GMAW позволяет создавать швы приемлемого качества даже операторам с минимальным опытом работы. Однако те же самые операторы попадают в неприятную ситуацию, когда у них получаются некачественные швы и они оказываются неспособны выявить и исправить свои ошибки. Это руководство поможет начинающим операторам научиться создавать высококачественные швы. Оно может оказаться полезным даже для опытных операторов, которые уже работали с процессом GMAW на протяжении нескольких лет.
Самые распространенные проблемы со сваркой делятся на четыре категории:
пористость металла наплавления;
неправильная форма сварного шва;
недостаточное сплавление;
проблемы с подачей проволоки из-за неправильной настройки и обслуживания оборудования.
1. Пористость металла наплавления
Причина возникновения пористости №1: неадекватное состояние поверхности Самая распространенная причина появления пористости в металле наплавления – это неадекватное состояние поверхности металла. Например, наличие масла, ржавчины, краски или смазки на металле основы может вызвать недостаточное проплавление и тем самым привести к образованию пористости. Процессы сварки с образованием шлака, например, ручная дуговая сварка покрытым электродом (SMAW) или сварка порошковой проволокой (FCAW), более терпимы к загрязнениям, чем GMAW, так как составляющие шлака помогают очистить поверхность металла. В случае сварки GMAW единственной защитой от воздействия окружающего воздуха являются содержащиеся в проволоке химические вещества.
Возможные способы решения Для того, чтобы устранить пористость, можно использовать проволоку с содержанием какого-либо раскислителя, например, кремния, марганца или минимального количества алюминия, циркония или титана. Химический состав проволоки можно определить по ее классу согласно Американскому обществу сварки (AWS).
Чтобы подобрать оптимальный состав для какой-либо конкретной задачи, рекомендуется по очереди протестировать все доступные вам типы проволоки. Начать лучше всего с самого распространенного типа проволоки ER70S-3 (Lincoln L50) с содержанием марганца 0,9-1,4% и кремния 0,45-0,75%. Если это не помогло и в полученном металле по-прежнему присутствует пористость, можно перейти к проволоке с еще более высоким содержанием кремния и марганца, например, ER70S-4 (Lincoln L54) или ER70S-6, которая имеет самое высокое содержание кремния (0,8-1,15%) и марганца (1,4-1,8%). Некоторые операторы пользуются проволокой с тройным раскислением, например, ER70S-2 (Lincoln L52), которая, помимо кремния и марганца, также содержит алюминий, цирконий или титан.
Кроме использования другой проволоки с пористостью можно бороться чисткой поверхности шлифмашиной или химическими растворителями (например, обезжиривателем). Однако при использовании растворителей нужно помнить, что возле зоны сварки категорически запрещено использовать хлористые обезжириватели, например, трихлорэтилен, потому что они могут выделять токсичный газ, вступив в химическую реакцию с дугой.
Причина возникновения пористости №2: неадекватная газовая защита Вторая самая распространенная причина появления пористости в металле наплавления – это неадекватная газовая защита. Сварочный процесс GMAW целиком основан на предположении, что поступающий извне защитный газ обеспечит физическую защиту сварочной ванны от воздействия окружающего воздуха и выступит в роли стабилизатора дуги. Но при возмущении такого облака защитного газа возникает риск атмосферного загрязнения сварочной ванны, что в конечном итоге может привести к появлению пористости.
Возможные способы решения Расход защитного газа зависит от диаметра проволоки, силы тока, способа переноса металла и скорости ветра. Обычно он составляет примерно 0,8-1,1 куб. м. в час. Поэтому нужно проверить показания счетчика расхода и убедиться, что газ подается в достаточном количестве. Сегодня на рынке предлагается широкий выбор счетчиков расхода газа от простых циферблатных индикаторов до современных компьютеризированных моделей. Некоторые операторы ошибочно полагают, что все, что им для этого нужно – это регулятор давления. На самом деле он никак не влияет на расход газа.
При использовании 100-процентного защитного углекислого газа вам потребуются особые счетчики, специально предназначенные для углекислого газа. Эти специальные счетчики не подвержены воздействию «изморози», которая может образовываться при переходе углекислого газа из жидкого состояния в газообразное.
При сильном ветре, который может сдуть облако защитного газа над местом сварки, придется установить ветровые экраны. Согласно Кодексу структурной сварки AWS при скорости ветра более 8 км/ч сварки методом GMA лучше избегать. Если сварка происходит в помещении, на газовой защите может сказаться работа систем вентиляции. В таком случае поток воздуха нужно направить в сторону от места сварки. При необходимости в отведении дыма нужно использовать специально предназначенные для этого устройства, например, вытяжные рукава системы вентиляции MAGNUM™ от Lincoln Electric. Они способны обеспечить вытяжку дыма без нарушения облака защитного газа.
Проблемы с пористостью также могут быть вызваны турбулентностью потока газа из горелки. В идеале защитный газ должен ровной завесой покрывать всю сварочную ванну. Турбулентность может быть вызвана слишком сильным напором газа, чрезмерным разбрызгиванием горелки или скоплением брызг в газовом диффузоре.
Отклонения в подаче газа также могут быть вызваны повреждениями горелки, кабелей, газопроводов, шлангов или не до конца закрепленными кабельными соединениями. Из-за таких повреждений может возникнуть так называемый «эффект Вентури», который приводит к всасыванию воздуха через эти отверстия и падению скорости потока.
И наконец, проблемы с газовой защитой могут быть вызваны сваркой углом назад или левым способом сварки. Попробуйте варить углом вперед или правым способом сварки. Таким образом облако газа будет ложиться перед дугой и сможет проникнуть внутрь соединения.
Причина возникновения пористости №3: особенности основного металла Иногда появление пористости может объясняться особенностями состава основного металла. Например, металл основы может иметь повышенное содержание серы.
Возможные способы решения К сожалению, если проблема с пористостью заключается именно в особенностях состава основного металла, сделать можно совсем немного. Лучшее решение в такой ситуации – использовать другую сталь или прибегнуть к процессу сварки с образованием шлака.
2. Неправильная форма шва Если сварной шов принимает выпуклую или вогнутую форму, это может указывать на недостаточный уровень тепловложения или неподходящий метод сварки.
Причина неправильной формы шва №1: недостаточное тепловложение Сварные швы выпуклой или «волнистой» формы указывают на то, что выбранные параметры были слишком «холодными» для сварки материала данной толщины. Другими словами, тепла оказалось недостаточно для проникновения вглубь металла основы.
Возможные способы решения Если проблема вызвана слишком «холодной» сваркой, оператор должен определить, подходит ли выбранная сила тока для данной толщины материала. Крупные производители, в том числе и Lincoln Electric, всегда предоставляют руководства по регулировке силы тока в зависимости от конкретных параметров сварки.
Если сила тока достаточно высока, нужно проверить напряжение. Слишком низкое напряжение обычно сопровождается еще одним симптомом: повышенным уровнем разбрызгивания. С другой стороны, при слишком высоком напряжении оператору будет сложнее контролировать рабочий процесс, а наплавление станет более уязвимо к подрезанию.
В частности, о напряжении тока можно судить на слух. Правильно настроенная дуга издает звук определенного тона. Например, при переносе металла короткой дугой со слишком низкой силой тока дуга будет издавать ровный глухой гул. При переносе металла при слишком высокой силе тока дуга начнет потрескивать. Звук дуги также может указывать и на другие проблемы – ровное шипение говорит о слишком высоком напряжении и высокой вероятности подрезания, а резкий, скрежещущий звук – о слишком низком напряжении.
Причина неправильной формы шва №2: Техника сварки Выгнутая или вогнутая форма шва также может быть вызвана неподходящим методом сварки. Например, сварка углом вперед или правый метод сварки обычно позволяет создавать швы более правильной формы, чем сварка углом назад или левый метод.
Возможные способы решения Чтобы получать швы правильной формы, рекомендуется вести сварку углом вперед под наклоном 5-10 градусов.
Причина неправильной формы шва №3: некачественный рабочий кабель Использование неисправного рабочего кабеля может привести к неприемлемому напряжению сварочной дуги. Характерными симптомами проблем с кабелем являются перегрев и неправильная форма шва.
Возможные способы решения Слишком тонкие или сильно изношенные кабели имеют тенденцию перегреваться. При замене кабеля лучше всего воспользоваться специальной таблицей для определения подходящего диаметра кабеля в зависимости от его длины и подаваемого тока. Чем выше сила тока и чем больше длина кабеля, тем большая от него потребуется толщина.
3. Недостаточное сплавление Если сварочный материал не смог должным образом объединиться с металлом основы, возникает так называемое недостаточное сплавление. Недостаточное сплавление приводит к созданию низкопрочных, некачественных соединений, которые в итоге могут вызвать образование структурных дефектов в конечной продукции.
Недостаточное сплавление: натеки при переносе металла короткой дугой
При переносе металла короткой дугой проволока непосредственно соприкасается со сварочной ванной. Из-за возникающего при этом короткого замыкания кончик проволоки плавится и от него отделяется капля металла. Такое короткое замыкание может происходить от 40 до 200 раз в секунду. Недостаточное сплавление может возникать, когда металл в сварочной ванне удается расплавить, но остающейся энергии оказывается недостаточно для того, чтобы должным образом сплавить его с основой. В таких случаях внешний вид наплавления ничем не отличается от обычного, но фактически соединения металлов не происходит. Так как недостаточное сплавление достаточно сложно выявить визуально, для этого нужно провести проверку проникающей жидкостью с красителем, ультразвуком или сгибанием образца.
Возможные способы решения Чтобы гарантировать должное сплавление материалов, нужно убедиться в правильном выборе напряжения и силы тока. Если после внесения всех поправок оператор по-прежнему сталкивается с проблемами, можно воспользоваться другим методом сварки. Например, можно воспользоваться порошковой проволокой или методом струйного переноса металла. При струйном переносе металла дуга никогда не гаснет, поэтому наплывов металла и недостаточного сплавления удается избежать. При этом сила тока достаточно велика для того, чтобы расплавить кончик проволоки и запустить каплю металла через дугу в сварочную ванну.
4. Проблемы с подачей проволоки Перебои с подачей проволоки или дребезжащий звук изнутри горелки могут указывать на неполадки в системе подачи проволоки. Большинство проблем, связанных с подачей проволокой, объясняется неправильной настройкой и обслуживанием оборудования.
Причина проблем с подачей проволоки №1: контактный наконечник Среди операторов наблюдается тенденция использовать наконечники слишком большого размера. Это может приводить к сложностям с контактом, нестабильности дуги, возникновению пористости и неправильной форме швов.
Возможные способы решения Убедитесь в исправном состоянии наконечника горелки и в том, что он имеет подходящий размер для сварки данной проволокой. Проведите визуальный осмотр наконечника. При слишком сильном износе (если он принял форму эллипса) его нужно заменить.
Причина проблем с подачей проволоки №2: направляющая горелки Размер направляющих горелок, как и контактных наконечников, должен соответствовать диаметру продаваемой через них проволоки. При перебоях с подачей проволоки направляющую нужно почистить или заменить.
Возможные способы решения Для очистки направляющей ее нужно продуть несильным потоком сжатого воздуха из контактного наконечника или же просто заменить.
Причина проблем с подачей проволоки №3: износ горелки Внутри горелки находятся очень тонкие жилы медной проволоки, которые со временем могут износиться или оказаться повреждены.
Возможный способ решения Резкое повышение температуры в какой-либо отдельной точке горелки во время сварки говорит о наличии внутренних повреждений и необходимости заменить горелку. Кроме этого, нужно убедиться, что горелка имеет достаточно большой размер для выполнения соответствующей задачи. Обычно операторы предпочитают использовать маленькие горелки, потому что они проще в обращении. Но если выбрать горелку слишком маленького размера, она будет перегреваться.
Причина проблем с подачей проволоки №4: приводной ролик Приводные ролики механизма подачи проволоки постепенно изнашиваются, поэтому их нужно регулярно заменять.
Возможный способ решения Обычно степень износа и необходимость замены приводных роликов можно оценить визуально по состоянию желобков. Также нужно убедиться в том, что приводной ролик обеспечивает должное натяжение. Чтобы проверить натяжение, от механизма подачи проволоки нужно отсоединить кабель питания или перейти в режим холодного питания. После этого нужно начать подачу проволоки и сжать ее большим и указательным пальцем. Если проволока при этом остановилась, то натяжение приводных валиков нужно увеличить. Если же остановить проволоку не удалось, это говорит о том, что натяжение отрегулировано правильно. В то же время слишком сильное натяжение привода может приводить к деформации проволоки, из-за чего она может слипаться (путаться) или прогорать (ситуация, когда дуга распространяется вверх по проволоке и сплавляет ее с наконечником).
Убедитесь, что приводные ролики и направляющая трубка расположены настолько близко, насколько это только возможно. Затем нужно проверить линию подачи проволоки от катушки до приводных валиков. Направление проволоки должно точно соответствовать ориентации направляющей трубки, чтобы проволока не терлась о края трубки. В некоторых механизмах подачи проволоки положение кассеты можно отрегулировать так, чтобы проволока была направлена точно параллельно трубке.
Причина проблем с подачей проволоки №5: спутывание и соскакивание проволоки с катушки Иногда проблемы с подачей проволоки возникают из-за того, что инерция кассеты с проволокой заставляет ее продолжать вращаться после отпускания спускового крючка.
Возможные способы решения Прокручивание кассеты приводит к ослаблению натяжения проволоки, из-за чего она может соскочить с механизма подачи или запутаться. Поэтому в большинстве систем подачи проволоки на катушку устанавливают настраиваемый тормоз. Этот тормоз можно отрегулировать так, чтобы не допускать проворачивания кассеты.
Соблюдение данного руководства позволит начинающим операторам сварки GMAW или даже опытным специалистам быстрее выявлять возникающие проблемы и устранять их до того, как они повлияют на качество работы.
Сварочный агрегат с подачей проволоки | Производитель сварочного оборудования MIG | Linlong
Основные характеристики Диаметр сварочной проволоки: FCAW (дуговая сварка трубчатым электродом), 0.8/0.9 мм, Fe:0.6/0.8 мм Используемое электропитание: однофазное Номинальное входное напряжение: 115В/220В Номинальная входная мощность: 2.кВт-3.3кВт Номинальный входной ток: 12.2A-40.7A Напряжение холостого хода: 30В/33В Степень защиты: IP23 Степень изоляции: H Система охлаждения: принудительное воздушное охлаждение
Как один из наших новейших аппаратов, сварочный аппарат MIG серии MIG135/175 MIG оснащен 1.5 кг катушкой сварочной проволоки и устройством подачи проволоки. Данная установка предназначена для работы с однофазным импульсным источником питания и имеет низкий уровень шума.. Подходит для сварки важных деталей, герметичных конструкций и деталей из конструкционной легированной стали.
Особенности
Сварочный аппарат MIG серии MIG135/175 MIG может использоваться вместе с проволочно-волочильным сварочным пистолетом (сварочная горелка SB8).
Сварочный аппарат идет в комплекте с устройством подачи проволоки, что снижает расходы клиента на приобретение дополнительных устройств.
Сварочные аппараты MIG имеют систему защиты от перегрева, сверхтока, перенапряжения и низкого напряжения гарантирует безопасность при эксплуатации.
Аппараты имеют небольшой объем и легкий вес. Оснащены инновационной цифровой наклонной панелью управления, обеспечивающая удобную регулировку параметров.
Технические характеристики
Модель
MIG1351
MIG1352
MIG1751
MIG1752
Номинальное входное напряжение
1P 115В
1P 230 В
1P 115В
1P 230 В
Частота
50/60 Гц
50/60 Гц
50/60 Гц
50/60 Гц
Номинальная входная мощность
2.0кВт
2.0кВт
3.3кВт
3.3кВт
Номинальный входной ток
24.4A
12.2A
40.7A
20.4A
Рабочий цикл (40°C 10 мин)
20%90A, 100%60A
20%90A, 100%60A
20%130A, 100%60A
20%130A, 100%60A
Напряжение холостого хода
30V
30V
33V
33V
Номинальный выходной ток
14-19A
14-19A
14-21A
14-21A
Эффективность
более 80%
более 80%
более 80%
более 80%
Коэффициент мощности
0.73
0.73
0.73
0.73
Вес нетто
29.0кг
29.0кг
38.0кг
38.0кг
Вес брутто
33.0кг
33.0кг
46.0кг
46.0кг
Размер упаковки
700×340×450 мм
700×340×450 мм
690×355×540 мм
690×355×540 мм
Разновидности
MIG135
MIG135
MIG175
MIG175
Производство на заказ Внешний вид, сварочный ток, руководство по эксплуатации и упаковка ручного сварочного аппарата MIG могут быть изменены согласно требованиям клиента
Детали
Сварочная горелка
Маска
Щетка-молоток
Провода (шланг) в полиуретановой оболочке
Катушка сварочной проволоки
Гаечный ключ
Как называется сварочный аппарат, который варит проволокой
Сварка является основным способом получения качественных соединений различных видов металлов. Для таких целей в основном используются специальные сварочные аппараты, которые имеют различный принцип действия.
Более подробно узнать технологию сварки можно на специальном сайте производителей подобной продукции. Сварочные аппараты можно приобрести здесь, где вам помогут подобрать оптимальный вариант.
Полуавтоматы, как основа для работы с проволокой
При сварке различных видов металлов могут использоваться разные компоненты, среди которых особое место занимает проволока. Для работы с подобными материалами используют специальные сварочные аппараты, которые называют полуавтоматами.
Состоят такие конструкции из нескольких основных компонентов:
Специальной системы для подачи газа, в которую входит емкость для его хранения и шланги для подачи.
Механизмы для размещения и подачи проволоки.
Газовая горелка и специальный трансформатор, который обеспечивает питание системы. Очень часто последние могут заменяться выпрямителями или инверторами.
Некоторые особенности работы
Принцип работы полуавтоматов заключается в оплавлении проволоки в месте стыка со свариваемой поверхностью. Чтобы исключить воздействие воздуха на материал, используют специальный газ, который предотвращает окисление.
При этом подача проволоки здесь осуществляется в автоматическом режиме. Существует несколько вариантов организации этого процесса:
Толкающий способ подачи предполагает выталкивание проволоки сквозь специальные рукава или каналы. Зачастую подобные системы располагают внутри корпуса сварочного аппарата.
Тянущий способ подачи. Принцип работы соответствует названию и организовывается с помощью специальной ручки, которая и тянет проволоку. Она зачастую располагается на ручке горелки.
Тянуще-толкающий способ совмещает в себе два предыдущих способов. Механизм подачи состоит из двух отдельных системы, работающих по вышеуказанным принципам.
Полуавтоматы могут работать с несколькими видами проволоки, среди которых можно выделить несколько материалов:
сталь;
стальная проволока, покрытая слоем меди;
алюминий и т.д.
Следует понимать, что каждый вид проволоки предназначается только для конкретных изделий и образования только конкретных видов швов. Поэтому при покупке подобных изделий следует использовать качественные и правильные материалы.
Как производится сварка полуавтоматом проволокой — в этом видео:
Твитнуть
как варит аппарат без газа с подачей проволоки? Аппараты холодной сварки медной проволокой и другие модели
С помощью сварки легко соединяется расплавленный металл между собой. Воздействию обычно подвергаются отдельные его части. Правильно выбранный сварочный автомат для домашней мастерской сможет обеспечить выполнение целого ряда задач с металлом, но перед покупкой стоит обратить внимание на несколько важных мелочей.
Общее описание
Видов сварочных аппаратов существует много, а в зависимости от способа обработки металла меняется и их сложность. В основном во всех моделях есть возможность как холодной сварки, так и с помощью подачи электрода на медной проволоке с защитой. Какой тип оборудования выбрать, напрямую зависит от мастера, но рекомендуется рассмотреть и взвесить все имеющиеся варианты.
Сварка с помощью трансформатора. Проволочный сварочный аппарат – один из самых простых и старейших типов конструкций, существующих на сегодняшнем рынке. Эта модель называется классической, потому варит металл без газа и какого-либо электронно-вычислительного центра. Она характеризуется большими габаритами и долговечностью. Конструкция обычно гидравлическая, поэтому работать можно как на тонколистовом металле, так и с чем-либо габаритным. Но стоит учесть, что работа потребует от мастера профильных знаний и навыков хотя бы в базовом уровне электротехники. Работа ведется только при переменном токе, поэтому манипуляции с большинством цветных и нержавеющих металлов в данном случае сразу отпадает. Результат может получиться слишком нестабильным, для этого лучше сразу приобрести что-то другое.
Сварочный инвертор и комбинированные модели более популярны у современных мастеров, так как оснащены электронно-вычислительным центром. Соответственно, они проще в настройке, и у них больше базовых функций, благодаря которым даже без баллона с газом можно работать с медной деталью или мягким алюминием. Управление таким аппаратом будет интуитивно понятно даже новичку. Габариты у инверторов гораздо меньше, и работают они быстрее и эффективнее классических трансформаторов. Наличие дополнительных функций позволяет облегчить работу, сделать её более тонкой.
Яркий пример инвертора с полезными опциями – полуавтоматические модели. Они работают как на проволоке, так и с помощью защитного газа. У них в качестве дополнительной функции есть возможность и обычной дуговой сварки. Проволока во время работы подается автоматически, отсюда и название модели. От сварщика требуется только работа с материалом и внимательность. Среди профессиональных есть и автоматическое оборудование, которое от обычного отличается степенью механических составляющих и точностью работы. И варить на таких можно заготовки из любых металлов. Что выбрать – зависит от мастера и потребностей домашней мастерской.
Устройство и принцип работы
Принцип работы данного агрегата устроен на создании электрической дуги. При выделении тепла происходят следующие процессы:
нагреваются металлические заготовки;
металл начинает плавиться в месте ключевого соединения деталей;
металлическая основа приобретает новую форму.
В работе активно используется электроток, идущий через специальную проволоку, появляется дуга, которая соединяет между собой деталь и электрод. Она обладает высоким уровнем сопротивления по сравнению с материалом проволоки, поэтому сам проводник не меняет своих свойств и формы. Тепловой поток направляется непосредственно на детали, которые нужно обработать.
Для того чтобы жидкий металл не разбрызгивался вне специальной сварочной ванны, используется гибкий и тонкий электрод. Глубокая сварочная ванна очень удобна в работе, особенно если приходится обрабатывать тонкие металлические листы. Такой способ обработки подойдет и для цветных металлов, таких как алюминий или медь, и для нержавеющей стали.
В процессе сварки температура может повышаться вплоть до нескольких тысяч градусов, возникает целый ряд окислительных процессов и реакций между металлическими соединениями, поэтому в работе обязательно нужно надевать защитную маску, которая обеспечит очищение воздуха от негативных реакций. Защитными могут считаться баллоны с газовыми смесями гелия или углекислого газа – и то и другое смягчает вдох во время работы. Сварочные аппараты в целом можно разделить на:
устройства для работы с флюсом;
прибор для работы с защитой в активном облаке газа;
прибор, в активной части которого применяется проволока.
Более широкое распространение получили 2-й и 3-й тип устройств, все из них могут использовать разные типы сварки. Есть модели с возможностью комбинированного метода обработки. В числе методов сварки применяются:
ручная сварка с одним электродом;
работа с помощью гелия и углекислого газа в комплекте;
порошковая проволока в качестве обработки.
Третий тип – работа с помощью порошкообразного флюса. Он потребует специальных знаний и навыков, а сам агрегат представляет собой полую трубку. В целом в работе любого сварочного аппарата участвуют несколько составляющих.
Трансформатор (обычно это выпрямитель или инвертор), преобразователь напряжения с блоком вычислительного управления и возможностью автоматической подачи электрода. Электроды в профессиональных моделях выполняются отдельно.
Важную роль в конструкции играет также возможность подачи газа в проволоку, шланг соединяется с горелкой.
Силовой электронный кабель для зажима заготовки.
Непосредственно сам баллон с газом, а также соединяющая его со всем остальным механизмом система.
Бытовое оборудование может быть переносного типа или транспортируемого. Последнее характерно для более профессиональных моделей. Некоторым из них недостаточно базового напряжения в 220 В, что нужно учесть перед выбором подходящего агрегата. Инструкцию по применению можно найти в любой выбранной модели.
Дуга зажигается с помощью вольфрамового наконечника. Когда зажглось пламя, остается только отрегулировать необходимые параметры для обработки. Роль обработчика для создания сварочного шва выполняет электрод или, как его ещё называют, тонкий гибкий стержень.
Обзор моделей
Выбирая модель для порошковой обработки металлических заготовок с автоматической системой контроля подаваемого напряжения, обратить внимание нужно как на выпрямители, так и на инверторы.
Выпрямители
Выпрямитель – деталь силового трансформатора, состоящая из механической части и блока электродов. Режимов работы у него может быть несколько:
с помощью проволоки со сплошным сечением;
с помощью композитной проволоки с защитным слоем;
с помощью порошкового электрода, представляющего собой полую трубчатую конструкцию;
режим точечной сварки – крайне контактный и профессиональный, его не встретить в обычных моделях.
Распространены в основном полупрофессиональные и профессиональные модели. Проволочная сварка может применяться в домашней мастерской, но есть несколько требований, которым такой агрегат должен соответствовать:
мощность не менее 10 киловатт;
сварочный ток до 250 ампер включительно;
холостой ход от 15 до 45 ватт;
вес до 35 кг (выше просто бессмысленно, если аппарат планируется использовать в домашних условиях).
Инверторы
Инвертор служит источником для создания электронной дуги. Он состоит из нескольких выпрямителей, которые играют первичную и вторичную роли в трансформаторе, туда же примыкает и блок вычислительного управления. Большинство функций инвертора автоматизированы, это:
ручная сварка с помощью электродуги;
сварка деталей между собой с помощью активного или инертного газа на выбор в зависимости от способа обработки;
сварка с помощью порошкового электрода, называемого активной проволокой;
чистая работа с электродом и проволокой, при этом газ может использоваться как вспомогательный элемент или не использоваться вовсе.
Такие модели с инвертором удобны надежностью, эргономичностью и более-менее постоянными характеристиками. Кроме того, они довольно устойчивы к перепадам напряжения и могут работать в стационарных условиях, максимальный показатель которых составит всего 220 В.
Советы по выбору
Выбирая подходящую модель, стоит учесть несколько факторов:
сложность поставленных перед мастером задач;
возможность работы с определенными типами металлов;
количество возможных режимов работы.
Исходя из этого будут меняться цена и характеристики рассматриваемых устройств.
Например, «Спец MAG-172» – модель полуавтоматическая, сварка возможна как с газом, так и без него. С его помощью можно работать с черными и цветными металлами, спокойно варить нержавеющую сталь.
А вот «Энкор 140 MIG 56731» подойдет для работы с низкоуглеродистой и профильной нержавеющей сталью. Здесь работа ведется с порошковым электродом, а также инертными и активными видами газа.
Всё это нужно учитывать, чтобы выбрать правильную модель, которая идеально подойдет под поставленные задачи в домашней мастерской и прослужит долгие годы.
Особенности использования
Оценивая особенности того или иного автомата, учитывается ряд фактор.
Необходимость и возможность работы в стационарных условиях с напряжением не более 220 В.
Мощность аппаратов. Для дома достаточно показателей в 10 киловатт.
Уровень максимального тока (обычный показатель не меньше 250 ампер).
Возможность инверторной сварки тонких листов металла с толщиной не более нескольких миллиметров.
Покупка для дома или мастерской – это тоже важный фактор. Чем шире спектр задач, тем оригинальнее понадобится агрегат пользователю.
Будет вестись обработка с газом или без газа – выбор каждого, но стоит помнить, что чем больше у устройства режимов, тем сложнее с ним работать, и тем выше будет его цена. Расширенные возможности должны окупаться, и приобретать такой аппарат имеет смысл только в сфере малого бизнеса.
В следующем видео представлен обзор проволочного сварочного аппарата.
Сварка TIG горячей проволокой с производительностью MIG
Преимуществом сварки неплавящимся электродом TIG является очень высокое качество сварного шва, она позволяет делать высококачественные сварные соединения с идеальным внешним видом шва.
При условии, что аппарат эксплуатируется квалифицированными сварщиками или процесс механизирован, отсутствие брызг, практическое отсутствие шлаков. Основным недостатком является низкая производительность процесса по сравнению с другими видами сварки. Из-за этого недостатка процесс TIG сварки часто отклоняется в пользу более производительных процессов. Вопрос о повышении эффективности TIG-процесса привел к разработке специального высокопроизводительного способа сварки TIG с присадкой горячей проволоки на сварочном оборудовании фирмы EWM.
На сегодняшний день в предложении EWM есть три варианта увеличения производительности процесса TIG сварки:
TIG сварка с автоматической подачей холодной проволоки
TIG сварка с автоматической подачей горячей проволоки
TIG сварка с автоматической подачей холодной либо горячей проволоки с системой колебания проволоки.
Первый вариант относительно прост, понятен и известен. Ниже кратко рассмотрим второй и третий вариант.
Для демонстрации процесса TIG сварки с механизированной подачей холодной/горячей проволоки - свяжитесь с нами. Демонстрация производится в г.Москва.
СВАРКА TIG ГОРЯЧЕЙ ПРОВОЛОКОЙ
Сварка TIG горячей проволокой представляет собой следующую ступень развития сварки TIG холодной проволокой. Присадочный материал нагревается от отдельного источника посредством резистивного нагрева проволоки с подводом тока к контактному наконечнику. За счет улучшенного теплового баланса метода по сравнению со сваркой холодной проволокой появляется много преимуществ.
Система TIG с горячей подачей проволоки
Оптимально согласованная мобильная система сварки горячей проволокой, состоит из следующих компонентов: - передвижной источник сварочного тока Tetrix; - устройство подачи проволоки Tetrix Drive; - источник сварочного тока для предварительного нагрева проволоки; - горелка для сварки горячей проволокой с устройством подачи проволоки и контактом с горячей проволокой.
Особенности
TIG сварка с горячей подачей проволоки - дальнейшее развитие TIG сварки с «холодным» подающим
Присадочный материал предварительно нагревается отдельным источником питания
Увеличение скорости сварки до 100%
Увеличение коэффициента наплавки до 60%
Снижение вероятности образования дефектов
Простота применения благодаря синергетическому управлению
Узкая зона тепловложения, снижение деформации
Отсутствие брызг
Универсальность применения как «холодной», так и «горячей» подачи присадочного материала
Область применения
Сварка легированных и высоколегированных сталей
Высококачественная и высокопроизводительная сварка в химической, пищевой, авиационной промышленности
Подходит для ручной, механизированной и роботизированной сварки
Преимущества сварки TIG горячей проволокой
Сварка TIG Hotwire (TIG горячая проволока) - значительное увеличение скорости сварки по сравнению с TIG Coldwire ( TIG холодная проволока)
Экономичное решение – коэффициент наплавки процесса TIG Hotwire сопоставим с показателями процесса MIG/MAG
Пример применения - сварка нержавеющей стали больших толщин.
Устройства холодной и горячей подачи проволоки для сварки TIG c системой колебания проволоки
Последней разработкой фирмы EWM стало устройства холодной и горячей подачи проволоки для сварки TIG c системой колебания проволоки в одном корпусе - TigSpeed drive. Теперь для подачи горячей проволоки не требуется использовать механизм подачи TIG Tetrix DRIVE 4 L и источник сварочного тока для предварительного нагрева проволоки. Сварка TigSpeed — логичное расширение возможностей сварки TIG холодной и горячей проволокой. Во время подачи проволоки происходит наложение непрерывного движения проволоки вперед и движений проволоки вперед-назад. Благодаря этому достигается стабильность сварочного процесса с высокой мощностью расплавления, который расширяет возможности применения данного метода сварки.
Tig Speed drive - в одном корпусе подающий и источник тока
Особенности
TigSpeed drive CW
TigSpeed drive HW
Сварка ТIG холодной проволокой с динамической системой подачи проволоки
Сварка ТIG холодной и горячей проволокой с динамической системой подачи проволоки
Увеличение скорости сварки
Повышение мощности расплавления
Более стабильный процесс и лучшая воспроизводимость результатов сварки
Более высокая скорость сварки и очень простое управление, наподобие импульсной сварки MIG/MAG
Увеличение скорости сварки и очень простое управление
Возвратно-поступательная подача проволоки для полного контроля сварочной ванны даже в неудобных пространственных положениях: во время подачи проволоки происходит наложение движений проволоки вперед-назад 1-15 раз/сек.
Регулируемый подвод тепла к проволоке с силой тока 70 А - 130 A (в зависимости от диаметра проволоки) для повышения мощности расплавления и снижения вероятности возникновения дефектов шва
Идеальная поверхность шва без брызг
spotArc и spotMatic
4-роликовый подающий механизм для стальной проволоки 1,0 мм + 1,2 мм
Возможность применения с аппаратами Tetrix
Технические характеристики
Скорость подачи проволоки
0,5 м/мин - 15 м/мин
Сетевое напряжение (допуски)
230 В
Сварочный ток
40 A - 180 A
Продолжительность включения 40° C
180 A / 35 % 150 A / 60 % 130 A / 100 %
Габариты устройства подачи проволоки (ДxШxВ), мм
624x342x480
Вес устройства подачи проволоки
29 кг
Видео. EWM сварка TIG горячей проволокой.
Техника и сварка - сварочное и строительное оборудование г. Курган
Спецодежда и обувь. Защитные свойства материалов: Тр – защита от искр, брызг, расплавленного металла, окалины. Тит – защита от теплового излучения и конвективной теплоты.К-80 – защита от кислот и щелочей. ...Подробнее
Баллоны, 40 л, "Кислород", "Углекислота", "АЗОТ", "Ацетилен" и др. ...Подробнее
Баллоны (заправленные), 40 л, "Гелий марки (А),(Б)". ...Подробнее
Карбид кальция.
Сварочный инвертор "Сварог" ARC 165 (Z119) предназначен для ручной дуговой сварки (MMA) и наплавки покрытым штучным электродом на постоянном токе... Подробнее...
Тепловая пушка Ballu 9000 C (обогрев помещения до 90 м2). Подробнее...
Компрессор воздушный Aurora GALE-50 Самый мощный компрессор из коаксиальных. Подробнее...
Сварочный выпрямитель LINKOR Semali 170Иаппарат инверторного типа. Подробнее...
Сварочный выпрямительинверторного типа BRIMA ARC 200B. Подробнее...
Сварочный аппарат инверторного типа ТСС САИ-190. Подробнее...
Сварочный аппарат РЕСАНТА 140 для ручной электродуговой сварки постоянным током.Подробнее...
Сварочный полуавтомат инверторного типа РЕСАНТА 220(САИПА). Подробнее...
Автоматическая система водоснабжения АСВ-1200/24. Подробнее...
Мойка HUTER W105P. Подробнее...
Кусторез HUTER GНT-60. Подробнее...
Механизмы подачи сварочной проволоки MIG/MAG ПАТОН: механизмы подачи проволоки для migomat, инверторный сварочный аппарат
Механизмы подачи сварочной проволоки представляют собой переносные устройства, используемые для стабилизации подачи проволоки в процессе сварки. Механизмы подачи проволоки, предлагаемые известными производителями, адаптированы для работы со сварочными полуавтоматами различных марок. Использование устройства подачи проволоки делает процесс сварки более эффективным и удобным. Более того, качественный механизм подачи сварочной проволоки обеспечивает стабильную подачу проволоки, независимо от типа держателя сварочного аппарата.
Механизмы подачи проволоки
Механизмы подачи проволоки Патона, предлагаемые в нашем магазине, являются профессиональными устройствами высочайшего качества. Наши питатели адаптированы для работы в сложных условиях. Благодаря встроенному, собственному блоку питания двигателя они не зависят от скачков сетевого напряжения, а также имеют плавную регулировку параметров сварки. Механизмы подачи проволоки, предлагаемые в нашем магазине, отличаются простотой использования, высоким качеством изготовления и надежностью. Мы ориентируемся на первоклассное оборудование, отвечающее ожиданиям как профессионалов, так и любителей-любителей.
Механизмы подачи проволоки для инверторного сварочного аппарата
Инверторные сварочные аппараты являются очень популярными устройствами, которые охотно используются профессионалами, а также любителями этого вида работ. Они позволяют выполнять сварку MIG/MAG, а также MMA/TIG. Благодаря небольшим габаритам и довольно малому весу, этот тип сварочных аппаратов очень компактен и удобен для переноски, благодаря чему может работать в самых разных местах. Инверторные сварочные аппараты отличаются низким энергопотреблением, высоким качеством связующего, а также совместимостью с такими аксессуарами, как электрогенератор или даже механизм подачи проволоки.Инвестируя в механизм подачи проволоки для инверторного сварочного аппарата, мы повышаем не только качество, но и комфорт и безопасность работы. В нашем интернет-магазине мы предлагаем профессиональные механизмы подачи проволоки Paton, предназначенные для инверторных сварочных аппаратов. Питатели Патона оснащены 4-мя прижимными роликами, регулируемой скоростью подачи проволоки - в пределах 2,0-16 м/мин и могут работать с проволокой диаметром от 0,6 до 1,2 мм. В фидерах также есть сварочная горелка MIG/MAG, а также ремень для переноски и рукоятка для массы 3 м.Механизмы подачи сварочной проволоки Патона
– преимущества
Механизмы подачи сварочной проволоки Патон отличаются замечательным качеством изготовления, точностью работы и надежностью. Механизмы подачи проволоки Патона оснащены качественным, герметичным металлическим механизмом подачи проволоки, а кроме того, разъемом КЗ-2 "евро" IC. Так называемый евроконнектор является стандартом во всем мире, позволяя пользователю менять держатель в соответствии со своими потребностями. Кроме того, механизм подачи проволоки Патона также имеет клапан, через который подается защитный газ.Механизмы подачи проволоки Патона оснащены внутренней системой управления, которая во время работы механизма подачи считывает сигналы с разъема К2, которые подаются с кнопки на ручке устройства. На этом основании система управления в нужный момент включает клапан, подающий защитный газ, а затем с учетом некоторой задержки подает сигнал на включение питания, после чего включает и выравнивает скорость мотор подачи. Механизмы подачи проволоки для инверторных сварочных аппаратов Патона имеют встроенный модуль защиты устройства от слишком высокого или слишком низкого напряжения.Вышеуказанные параметры доказывают, что механизмы подачи сварочной проволоки Патона являются высококлассными устройствами, отличающимися не только качеством, но и интуитивно понятным и безопасным управлением. К важнейшим преимуществам питателей Патона относятся:
- высокое качество
- автоматика управления
- плавная регулировка параметров сварки
- разъем "ЕВРО"
- защита от скачков напряжения
- гарантия 3 года
Профессиональные механизмы подачи проволоки MIG/MAG 9000 3 В нашем магазине мы предлагаем профессиональные механизмы подачи проволоки для инверторных сварочных аппаратов MIG/MAG.Авторитетный производитель кормушек гарантирует высочайшее качество, исключительный комфорт работы, а также безопасность и стабильность работы. Стоит делать ставку на проверенные и надежные решения, такие как механизмы подачи сварочной проволоки Патона. Благодаря использованию качественного оборудования, такого как профессиональный механизм подачи проволоки, процесс сварки станет намного проще, быстрее, а также безопаснее, что в свою очередь повысит комфорт и эффективность работы. Помимо профессиональных механизмов подачи проволоки, мы также предлагаем ряд сварочного оборудования и принадлежностей, таких как:.
Механизмы подачи проволоки в сварочном аппарате – типы и применение
Наиболее важной функцией механизма подачи проволоки в аппарате является стабилизация подачи проволоки во время сварки. Правильно подобранные могут значительно улучшить весь процесс. Кроме того, качественные кормушки обеспечивают больший комфорт работы. Питатели, как и любая другая запасная часть сварочного аппарата, должны быть изготовлены из высококачественных материалов и адаптированы к индивидуальным потребностям будущих пользователей.
В каких сварочных аппаратах используются механизмы подачи проволоки?
Предложения производителей Welder включают три типа сварочных аппаратов. Это сварочные аппараты TIG, MMA и MIG-MAG, также известные как мигоматы. В случае TIG-сварщиков процесс сварки происходит неплавящимся электродом, он чаще всего используется для сварки алюминия и высоколегированных сталей. В свою очередь, в аппаратах системы ММА сварка осуществляется с помощью электрода с покрытием.Они хорошо работают в местах с ограниченным доступом. Механизмы подачи проволоки используются только со сварочными аппаратами MIG-MAG. Работают с применением газовой защиты, а высокое качество получаемого сварного шва позволяет часто использовать их в домашних условиях. Применяются в основном для сварки более толстого алюминия и различных видов металлов, а также для работы с мелкими деталями.
Процесс сварки в сварочных аппаратах МИГ-МАГ заключается в подаче гладкой проволоки через механизм подачи и расплавлении ее в электрической дуге .Затем расплавленный материал и расплавленная проволока сливаются, а при удалении от сварочной дуги затвердевают. Так создается постоянная ссылка. Таким образом, в этом способе механизм подачи проволоки не только запускает процесс сварки, но и просто необходим для его выполнения.
Типы механизмов подачи проволоки
В зависимости от того, для каких целей будет использоваться сварочный аппарат и в каких условиях будет проходить процесс, хорошо могут работать разные питатели. По материалу изготовления механизмы подачи проволоки делятся на: пластиковые и металлические .Скорее, пластиковые предназначены для бытового использования, где пользователи могут вместить до 5 кг катушки с проволокой. В свою очередь, металлические кормушки намного прочнее и выдерживают до 15 кг шпули. Питатели могут быть также встроенными (в случае малогабаритных сварочных аппаратов) и отдельными . В последнем варианте сварщик может быть удален от источника.
.
Сварочный аппарат Migomat с механизмом подачи проволоки MIG/MAG 250A - Опт - Дистрибьютор
Название производителя: S-MIG 250P
Эффективный сварочный аппарат MIG MAG (мигомат) немецкого бренда Stamos Germany адаптирован для работы в мастерских и более мелкие заводы Производственные, кустарные, слесарные и т.д. Методом MIG удобно сваривать нержавеющую сталь, олово, медь и другие цветные металлы, а при сварке низколегированных, высоколегированных или конструкционных нелегированных сталей, режим MAG окажется полезным.
Рабочий цикл сварочного аппарата находится в пределах 60 % при КПД до 93 % и сварочном токе 250 А. Вместе с удобной функцией двойного действия (2Т) позволяет очень комфортно и эффективная работа. Таких результатов удалось достичь во многом благодаря использованию в устройстве технологии MOSFET, которая дополнительно стабилизирует сварочный ток, облегчая при этом создание прочного и точного сварного шва.
Двухроликовый механизм подачи проволоки отвечает за подачу проволоки и позволяет регулировать скорость подачи - диаметр проволоки должен быть в пределах от 0,6 до 0,8 мм.Дополнительно устройство оснащено специальным охлаждающим вентилятором и системой предупреждения о перегреве, что повышает безопасность использования. Мобильность оборудования, в свою очередь, обеспечивается удобной ручкой, компактными габаритами и малым весом.
Особенности и функции:
- Эффективность - ПВ 60 % с КПД до 93 % и сварочным током 250 А,
- Универсальность, позволяющая использовать методы сварки MIG - возможность использования методов сварки MIG для сварки различных металлов,
- Удобство - регулировка скорости и натяжения проволоки повышает удобство использования,
- Мобильность - компактные размеры, малый вес и удобная ручка облегчают переноску,
- Прочность - прочная и устойчивая конструкция,
- Безопасность - система предупреждения о перегреве.
Устройства STAMOS изготовлены в соответствии со строгими европейскими стандартами и прошли испытания на соответствие CE и RoHS. Это гарантирует долгий срок службы и высокое качество устройства.
- Максимальный диаметр ролика подачи проволоки - 200 мм
- Сварочный держатель - 80 90 Кабель заземления 2 м - 2,5 м
- Шнур питания - 1,2 М
- Кейс охлаждение - Вентилятор
- Метод охлаждения ручки - AIR
- Фактор мощности - 0, 93
- Фактор мощности - 0, 93
- 0, 60
- 0, 60
- 0, 60
- 0, 60
- 0, 69
. В условиях рейтинга) - ≥0,85
- Класс изоляции - F
- Класс безопасности - IP21
- Строительство в соответствии с - EN 60974-1 / EN 60974-10
- - 60974-1 / en 60974-10
- - en 60974-1 / en 60974-10 - - en 60974-1 / en 60974-10 - . с EG - CE
- Размеры (ДхШхВ) - 44 x 39 x 22 см
- Вес - 16 кг
- Габаритные размеры (ДхШхВ) - 02 3 x 09 см - 5 8
- Вес брутто - 17,9 кг
В комплекте:
- Сварочный аппарат MIG/MAG,
- Кабель заземления с зажимом - 2,5 м,
5 - MIG008
- Шнур питания - 1. горелка,
- Контактный наконечник - 3 шт.(1 х 0,6 мм, 2 х 0,8 мм),
- Газовая форсунка - 2 шт,
- Инструкция пл.
.
Как выбрать мигомат >> Справочник eSpawarka.pl
Как выбрать мигомат
ICD.pl 2 сентября 2015 Сварка MIG/MAG
Сварочная станция с полуавтоматической сваркой (мигомат) состоит из:
источник питания с системой управления,
механизм подачи проволоки - может быть встроен в источник питания или размещен снаружи,
композитный кабель - соединение механизма подачи проволоки с источником питания - необходимо только при механизм подачи проволоки находится вне источника питания,
многофункциональный кабель со сварочным током MIG/MAG , защитным газом, системой управления и дополнительной системой охлаждения,
кабель заземления с зажимом, соединяющим заготовку с источник питания,
источники защитного газа - газовые баллоны .При сварке самозащитной проволокой газ не требуется.
опционально - ручка системы водяного охлаждения - охладитель жидкости .
В традиционных сварочных полуавтоматах в качестве источников постоянного тока предлагаются диодные выпрямители и тиристоры . Сварочные полуавтоматы более высокого класса (мигоматы) питаются от инверторных выпрямителей, которые также допускают питание пульсирующим током. Инверторные полуавтоматы также намного легче, предоставляют больше возможностей и оптимизацию настроек и, как следствие, выполнение сварных швов гораздо более высокого качества.
Основные параметры и функции сварочных полуавтоматов (мигоматов)
Максимальный сварочный ток (сила тока) - является основным определителем мощности каждого мигомата. Он определяет толщину проволоки и материала, которые мы можем сваривать.
Рабочий цикл - определяется для заданного значения сварочного тока. Представляет собой процентное деление 10 минут на время, в течение которого аппарат может выполнять сварку с заданным значением сварочного тока и необходимым временем простоя.Перерывы в работе необходимы в связи с нагревом систем прибора. После превышения установленной температуры мерцание автоматически выключается, чтобы остыть. Рабочий цикл увеличивается по мере уменьшения сварочного тока. Например, мигомат может сваривать током 250А в цикле 35% и током 170А в цикле 100%.
Регулирование напряжения дуги - может быть ступенчатым или плавным. При ступенчатом контроле мигранты различаются по количеству ударов.
Регулировка скорости подачи проволоки - бесступенчатая в определенном диапазоне.
Регулировка сварочного тока - сварочный ток не является величиной, которую можно напрямую настроить на снимках. Это результирующее значение, зависящее от значения установленного напряжения и скорости подачи проволоки, а также от других параметров, например. диаметр проволоки, вид защитного газа.
Импульс - функция включения сварки импульсным током . Мигоматы более высокого класса позволяют производить сварку пульсирующим током и даже током двойной пульсации.Между проволокой и сварным швом горит маломощная дуга, питаемая базовым током и прерываемая импульсами тока очень большой силы. Все параметры подобраны таким образом, чтобы при слабом токе на конце проволоки образовывалась одна капля жидкого металла, а затем высокоимпульсным способом без короткого замыкания переносилась ее на сварной шов. Первоначально импульсная сварка применялась для сварки алюминия и нержавеющих сталей. Самым большим преимуществом импульсной сварки является сварной шов без брызг с правильным поперечным сечением и без пористости.В случае соединений никеля и других трудносвариваемых материалов это также облегчает работу сварщика. Благодаря функции импульсной сварки и возможности регулировки ее параметров мы имеем влияние на фокус дуги и форму сварного шва, а также возможность сварки тонких листов.
синергетический контроль ( синергетический ) - чтобы процесс сварки был оптимальным, сварщик должен согласовать многие параметры. Функция синергетического управления упрощает эту задачу: сварщик одной ручкой меняет мощность дуги, а функция автоматически выбирает остальные параметры сварки (например,напряжение дуги, скорость подачи проволоки) в соответствии с запрограммированными данными. Изначально нужно только задать исходные параметры: вид свариваемого материала, диаметр проволоки, вид защитного газа. Функция синергии особенно полезна при сварке импульсным током , когда настраиваются дополнительные параметры, связанные с формой волны тока. Как и функция «Импульс», функция синергетического управления имеется в профессиональных полуавтоматических машинах более высокого класса.
2/4 цикла - функция, позволяющая управлять циклом сварки в так называемом два или четыре раза. В 2-тактном однократное нажатие и удерживание кнопки в сварочной горелке запускает сварку, а отпускание кнопки завершает процесс. Итак, в 2 шаге мы свариваем с нажатой кнопкой и этот метод хорошо работает для коротких и точечных швов. В 4-тактном цикле сварка начинается нажатием и отпусканием кнопки.Повторение этого шага завершает процесс. Это удобный метод для выполнения длинных сварных швов.
Прочие функции - в зависимости от типа и класса аппарата доступен ряд дополнительных функций для управления ходом и параметрами сварки: время подачи газа до зажигания дуги, время подачи газа после окончания свечение дуги, функция включения повышенного пускового тока, функция снижения конечного тока.
Как выбрать мигомат?
Подбор мигомата следует начать с определения максимального сварочного тока , который мы хотим иметь в своем распоряжении.Для этого нам нужно знать максимальную толщину свариваемого материала. Ориентировочно можно принять, что на каждый миллиметр толщины свариваемого стального объекта требуется значение тока порядка 30÷40А.
Вторым очень важным и часто упускаемым из виду параметром является рабочий цикл , в котором мы хотим сваривать с предполагаемым максимальным сварочным током. Для полупрофессиональной работы она должна быть не менее 25÷35%. Если мы хотим работать с высокой эффективностью и не хотим, чтобы мигомат перегрелся и отключился, предполагаемый сварочный ток должен быть доступен в минимальном цикле от 60% до 100% в случае непрерывной работы. Не покупайте сварочное оборудование, рабочий цикл которого не указан! - может оказаться, что при заданном максимальном токе практически "не сварить". С другой стороны, не следует выбирать устройство, слишком большое по отношению к вашим потребностям, так как перекладывание дополнительной массы с одной станции на другую затрудняет работу и замедляет ее.
Для сварочных полуавтоматов с более высокими сварочными токами (свыше 300 А) можно приобрести компактный мигомат или мигомат с отдельным механизмом подачи проволоки .Отдельное устройство подачи обеспечивает большую свободу движений сварщика без перемещения всего устройства. Так что если мы будем сваривать объемные конструкции с большими габаритами, то отдельный питатель облегчит работу. Затем мы также можем выбрать длину композитного кабеля (соединяющего источник питания с фидером). Если же сварочная станция стационарная и рабочий диапазон длины рукоятки достаточен, можно остановить свой выбор на компактном мигомате (с питателем внутри аппарата) как более дешевом решении.
Если предполагается эффективная сварка токами выше 350А, рекомендуем мигоматы с водяным охлаждением рукоятки, обычно маркируются буквой «W».
Также стоит обратить внимание на количество роликов, направляющих сварочную проволоку. Обычные 2-роликовые податчики и 4-роликовые податчики (обозначены как 4x4) распространены. 4-роликовые питатели более долговечны и подают проволоку с большей точностью, без проскальзывания.
Основываясь на приведенной выше информации и предварительном выборе, вы можете перейти к соответствующей категории и сузить выбор до устройств с подходящим максимальным током и подходящим рабочим циклом.Однако даже полуавтоматы схожей мощности могут существенно отличаться по цене. Поэтому наш выбор должен учитывать дополнительные функции и возможность настройки дополнительных параметров.
Подбор оборудования и дополнительных материалов.
Сварочная горелка - обратите внимание, входит ли она в комплект поставки аппарата или ее необходимо приобретать отдельно. Если отдельно, то мы влияем на выбор длины кабеля - обычно 3 м, 4 м или 5 м. Параметры ручки - максимальный ток в заданном рабочем цикле - должны быть согласованы с параметрами мигомата.Как правило, держатели до 350 А охлаждаются газом, а более крупные — жидкостным. Ручки подключаются к источнику питания или кормушке с помощью стандартного т.н. Евро коннекторы. Помните, что контактный наконечник , расположенный на конце горелки, должен соответствовать диаметру сварочной проволоки.
Проволока сварочная - тип проволоки выбирается в зависимости от свариваемого материала. Сварочная проволока имеет следующие диаметры: 0,6 мм, 0,8 мм, 1,0 мм, 1,2 мм, 1,6 мм и выбирается в зависимости от толщины свариваемого элемента и положения сварки.В технических описаниях устройств есть информация о диаметре провода, который можно использовать для данного мигомата.
Газ защитный - поставляется в баллонах под высоким давлением. Защитные газы можно приобрести в пунктах продажи технических газов. Описание газа см.: Метод сварки MIG/MAG. При сварке самозащитной проволокой газ не требуется.
Регулятор газа - прикручивается к газовому баллону со стандартной резьбой.Важно, чтобы он был выбран в соответствии с типом защитного газа.
Сварка алюминия - комментарии
Алюминий можно сваривать даже с помощью простого полуавтомата, хотя это непросто и сварка может значительно отличаться от идеальной, особенно в случае листов толщиной менее 3 мм . Желательно, чтобы мигомат был оснащен 4-х роликовым механизмом подачи, обеспечивающим точную подачу проволоки без проскальзывания. Полуавтоматы с импульсным током идеально подходят для сварки алюминия, а в случае тонких элементов практически незаменимы.
Для регулировки мигомата для сварки алюминия:
замена направляющих роликов сварочная проволока для роликов адаптирована к алюминиевой проволоке (U-образный профиль паза) определенного диаметра,
замена спиральной направляющей в сварке держатель проволоки для тефлоновой направляющей ,
в сварочном держателе заменить контактный наконечник на наконечник, адаптированный к алюминиевой проволоке определенного диаметра.
Все вышеперечисленные действия просты в выполнении, хотя, если вы часто меняете свариваемый материал, например, со стали на алюминий, вам следует рассмотреть возможность использования двух сварочных держателей, отдельно предназначенных для стальной и алюминиевой проволоки.
Для сварки алюминия мы используем чистый аргон в качестве защитного газа. Также можно использовать смесь аргона и гелия , особенно когда требуется высокая степень проплавления, например, для угловых швов или при сварке очень толстых материалов.
.
Принадлежности: Устройство подачи холодной проволоки ABIDRIVE V2 для метода TIG
Уважаемый пользователь,
От 25 мая 2018 г. Регламент (ЕС) 2016/679 Европейского парламента и Совета от 27 апреля 2016 г. о защите физических лиц в отношении обработки персональных данных и о свободном перемещении таких данных, и отменяющая Директиву 95/46 / WE (именуемую «GDPR», «GDPR», «GDPR» или «Общее положение о защите данных»). Мы хотим, чтобы вы знали, какие данные мы обрабатываем и на каких условиях.Подробную информацию об этом вы найдете ниже. Пожалуйста, ознакомьтесь с ними, затем укажите данные, которыми вы хотите поделиться с нами, и дайте свое согласие, нажав кнопку «Я согласен».
Помните, что вы всегда можете отозвать свое согласие или изменить объем данных, щелкнув значок настроек в левом нижнем углу браузера.
Какие данные мы собираем?
Большинство данных, которые мы собираем, являются полностью анонимными, но это также могут быть данные об используемом вами устройстве, версии браузера, посещаемых вами подстраницах и том, что вы ищете на нашем веб-сайте.В случае предоставления маркетингового согласия это могут быть личные данные, такие как IP-адрес, адрес электронной почты или ссылки на профили в социальных сетях.
Кто будет администратором ваших данных?
Администратором ваших данных является RYWAL-RHC Sp. о.о., ул. Odlewnicza 4, 03-231 Варшава, NIP: 951-19-98-317.
Почему мы хотим обрабатывать ваши данные?
Прежде всего, чтобы предоставить вам все более и более качественный контент и лучший опыт использования нашего веб-сайта.Как это возможно?
Анализируя, например, то, что вы ищете на сайте, мы знаем, что вам нужно, и делаем все, чтобы вы нашли это у нас быстро и легко. Анализируя время, проведенное на сайте, мы знаем, была статья интересной или нет.
Подробнее об этом можно узнать в нашей политике конфиденциальности.
Делимся ли мы с кем-то вашими данными?
Мы можем раскрывать ваши данные только специализированным компаниям из нашей группы капитала и только для целей, тесно связанных с вашими потребностями, компаниям, действующим от нашего имени, например.в целях оптимизации работы веб-сайта или выполнения заказа или договора, а также лица, уполномоченные на получение данных на основании применимого права, например, суды или правоохранительные органы - конечно, только если они делают запрос на основании соответствующую правовую основу.
Что вы можете сделать с вашими данными?
Вы имеете право на доступ к своим данным, их изменение, ограничение обработки и удаление, если это не противоречит другим правам, например.в связи с исполнением договоров. Вы также можете изменить объем данных, которыми хотите поделиться с нами, отозвать свое согласие на обработку персональных данных или воспользоваться другими правами, перечисленными в нашей политике конфиденциальности.
На каком основании мы хотим обрабатывать ваши данные?
Основанием для обработки ваших данных является ваше согласие каждый раз, но в некоторых случаях также необходимость выполнения контрактов и законный интерес контроллера данных, т.е.обработка данных в целях собственного маркетинга.
В случае обработки данных в маркетинговых целях, т. е., среди прочего, профилирование будет происходить с вашего согласия, которое вы выражаете, принимая уровень маркетинговых данных в настройках.
В случае обработки данных для связи с вами мы попросим вашего согласия в контактной форме или при подписке на информационный бюллетень.
Как долго мы храним ваши данные?
Мы напомним вам о хранении ваших данных на сайте через 90 дней после предыдущего посещения.После этого вы сможете решить, что вы хотите с ними делать. Однако мы будем хранить данные, которые получаем от вас, в течение неопределенного времени, потому что благодаря историческим данным мы сможем лучше анализировать изменения в ваших предпочтениях.
Резюме
Пожалуйста, прочитайте вышеуказанную информацию. Затем, пожалуйста, дайте свое согласие на обработку этих данных, нажав кнопку «Я согласен».
Помните, что вы можете отозвать свое согласие или изменить объем данных, которые вы хотите нам предоставить, в любое время.
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.
Как сваривать Мигоматом? Основы сварки сварочным аппаратом mig mag
В домашней мастерской мы имеем дело с разными видами работ, работая одновременно с разными видами материалов. Часто бывает, что возникает необходимость обработки металлических деталей или элементов. В то время как у большинства людей нет проблем с их нарезкой - обычно достаточно хорошего качества шлифовального станка - их соединение становится немного более проблематичным. Решение состоит в том, чтобы приобрести собственный сварочный аппарат , который откроет совершенно новые возможности для каждого любителя своими руками.Проанализировав преимущества и недостатки отдельных решений, выбор чаще всего делается на мигоматы , т.е. полуавтоматы для сварки MIG MAG. Их преимуществом является широкий спектр возможностей и быстрая, эффективная сварка, которую в сегодняшнем напряженном мире невозможно переоценить. Сварка таким устройством не сложная, но и не всем очевидная. Изучите основы сварки мигоматом вместе с нами.
Методы MIG и MAG проще всего определить как сварку плавким электродом в среде защитных газов.Однако в этом случае функцию электрода выполняет не классический электрод, известный по сварочным аппаратам ММА, а сварочная проволока, подводимая к месту зажигания электрической дуги, возникающей между проволокой и свариваемым материалом. .
Однако следует помнить, что MIG и MAG на самом деле являются двумя разными методами, хотя их использование разрешено одним аппаратом. MIG — это аббревиатура от английского слова Metal Inert Gas — это означает, что защитный слой дуги и сварочная ванна в данном случае представляет собой химически инертный газ.Чаще всего это аргон или гелий, либо смесь этих газов. В свою очередь, в случае метода MAG - Metal Active Gas - мы имеем дело с активными газами, т.е. в основном с углекислым газом, иногда с добавлением кислорода.
Использование различных защитных газов связано с обработкой конкретных материалов. Техника МИГ будет уместна, если мы хотим сварить медь, нас интересует сварка алюминия или сплавов цветных металлов. Для работы со сталью, как нелегированной, так и высоколегированной, целесообразна сварка в активной газовой защите.
Ищете хороший мигомат или принадлежности для сварки? Проверьте здесь: https://sklep.powermat.pl/category/pl/spawarki-i-osprzet-osprzet-i-akoszenia
Миграционная сварка - самые большие преимущества
Но почему вы решили купить мигомат? Ведь конкурирующие устройства, работающие в режиме MMA или TIG, тоже можно найти в каждом хозяйственном магазине. Самым большим преимуществом сварки методом MIG MAG является высокая эффективность работы. Таким образом, мы будем сваривать быстрее, чем электродами с покрытием в случае ММА.При этом, однако, мы обеспечиваем высокое качество сварных швов, а также большие возможности. Мигоматы универсальны, они позволяют работать с большим количеством металлов и их сплавов, а также производить сварку во всех положениях. Кроме того, их отличает экономический аспект – затраты на сварку в этом случае ниже, чем при методе ММА. Методы MIG MAG также достаточно «чисты» — при сварке выделяется относительно мало шлака.
Как подготовиться к сварке MIG MAG?
Сварка мигоматом требует соответствующей подготовки.Важно понимать, с каким материалом мы имеем дело. Ведь мы выбираем для него правильный способ сварки, а также тип проволоки. Общее правило – качество проволоки должно быть выше качества свариваемого материала – так мы получим сплошной сварной шов. В зависимости от характера работы также подбираем диаметр проволоки и защитный газ. Его количество, измеряемое литрами в минуту, зависит именно от толщины электрода: его часто принимают в десять раз больше толщины проволоки, выраженной в миллиметрах.
Перед началом сварки не забудьте прикрепить кабель заземления к заготовке. Затем установите параметры сварки. Хотя со временем это станет формальностью, для новичков это может быть немного сложно.
Чрезвычайно важно правильно установить силу тока и дуговое напряжение. Первый параметр выбирается по толщине свариваемого материала, при более толстых листах он уменьшается. Более высокое напряжение дуги, в свою очередь, означает меньшую глубину вплавления электрода в материал, а значит, увеличивает риск прилипания или разбрызгивания.Однако перебарщивать с другой стороной нельзя, потому что весь процесс сварки не будет стабильным.
Также стоит обратить внимание на скорость подачи проволоки, которая подстраивается под характер работы и напряжение дуги. Мигомат автоматически продвигает электрод, так что вы должны это контролировать.
Миграционная сварка - что нужно помнить при работе?
После настройки параметров сварки можно приступать к работе. Начнем с зажигания электрической дуги, благодаря которой мы сможем начать вплавлять электрод в свариваемый материал.После этого сварка — это просто перемещение сварочной горелки вдоль шва. От наших движений зависит, насколько точным и быстрым будет весь процесс.
Специалисты рекомендуют перемещать ручку с постоянной скоростью. Это значение связано с силой тока и напряжением дуги, поэтому изменение скорости может отрицательно сказаться на качестве сварки. Если мы хотим изменить этот параметр, мы также должны исправить первоначальные настройки. При сварке мигоматом также важно соблюдать одинаковое положение и постоянное расстояние электрода от свариваемого материала.Наклон ручки в направлении сварки приведет к более глубокому проплавлению и более узкому шву, в противном случае все будет ровно наоборот. С другой стороны, если наконечник находится слишком близко к металлу, он легко к нему прилипнет.
Сварка MIG и MAG
позволяет наблюдать за формированием сварного шва и сварочной ванной вокруг рабочего электрода. Благодаря этому мы можем уменьшить количество ошибок. Внимательно следите за происходящим и быстро реагируйте. В случае возникновения проблем лучше выключить сварочный аппарат и возобновить работу после небольшого перерыва.Также не стоит забывать о технике безопасности – для сварки пригодятся специальные каски или очки, а также одежда, защищающая руки и кожу тела от брызг.
Если вы колеблетесь между покупкой сварочного аппарата MIG MAG и сварочного аппарата MMA, прочитайте следующую статью: https://powermat.pl/spawarka-elektrodowa-mma-i-inwertorowa-mig-mag-the most различия
194100 Россия, Санкт-Петербург,ул. Кантемировская, дом 7 тел/факс: (812) 295-18-02 e-mail:
Этот e-mail защищен от спам-ботов. Для его просмотра в вашем браузере должна быть включена поддержка Java-script