|
|
Сварка полипропиленаСварка полипропилена сделать самому своими рукамиПластиковые трубы сегодня всё увереннее вытесняют металлические изделия. По этой причине их сварка остается одной из насущных проблем каждого, кто решил заменить в доме трубопровод. Собрать пластиковую систему коммуникаций можно, руководствуясь определенной схемой действий. При этом элементы должны быть соединены между собой, дополнены запорной и крепежной арматурой, а также герметизированы. Для справкиВ продаже можно встретить элементы, которые обеспечивают возможность сборки трубопровода любой сложности и конфигурации. В качестве единственного минуса таких трубопроводов выступает необратимость, ведь демонтаж сварного соединения невозможен. Поэтому с полипропиленовыми трубами следует работать с особой внимательностью, в противном случае придется осуществлять их замену. Оборудование для сваркиСреди прочих инструментов для сборки системы вам понадобится аппарат для сварки труб из полипропилена. С его помощью можно осуществить нагрев деталей и выполнить их соединение. Фиксация элементов должна осуществляться до остывания сварного шва. Прочность и герметичность окажутся довольно высоки, поэтому трубопровод будет способен работать даже при довольно внушительном давлении. Аппарат для сварки полипропилена прост конструктивно, он состоит:
Плита обычно обладает двумя отверстиями для крепления сварных элементов или насадок. Если ближе ознакомиться со стандартным набором для сварки труб, то можно понять, что в комплект входят четыре сварные насадки, с помощью которых можно решить любые задачи, связанные с укладкой полипропиленового трубопровода. Дополнительно о насадкахНасадки для сварки полипропилена обычно обладают диаметром в пределах от 20 до 40 мм. В качестве промежуточного значения выступают 25 и 32 мм. Рабочие поверхности насадок обладают тефлоновым напылением, поэтому сварочные элементы изготовить самостоятельно нет возможности, так как к незащищенной поверхности пластик будет прилипать. Сварка трубПодготовить трубы можно методом обезжиривания торцов. Некоторые домашние мастера игнорируют эту рекомендацию. Трубы при этом сварятся, но качество соединения окажется более низким. Перед началом сварки необходимо обработать внутреннюю сторону фитинга спиртом. Это касается и наружного конца трубы. Это позволит устранить частицы пыли и абразива, которые способны повредить тефлоновое покрытие насадок. Для того чтобы не повредить оборудование для сварки полипропилена, насадки следует обработать спиртом, что исключит налипание пластика и повреждение тефлона. Разметка глубины посадкиВ качестве ещё одного довольно важного момента выступает разметка глубины посадки трубы в фитинг. Последние могут обладать разным калибром, а значит, определенной глубиной свариваемого соединения. Поэтому перед началом работ необходимо произвести замеры с помощью линейки или штангенциркуля. Это позволит исключить введение трубы слишком глубоко. Игнорируя данную рекомендацию, вы можете повлечь сужение сечения отверстия или спровоцировать запайку трубы. Приспособление для разметкиЕсли вами будет осуществляться сварка труб из полипропилена, то для разметки можно использовать специальное приспособление, которое позволит сэкономить время и нервы. Его можно выполнить самостоятельно из трубы, диаметр которой составит 32 мм. Элемент подойдет для 20-мм трубы. По той причине, что глубина посадки такой трубы равна 15 мм, от 32-мм куска необходимо отрезать заготовку, ширина которой составит 15 мм. Это приспособление может быть использовано для разметки линии глубины. Применять заготовку очень удобно, если предполагается сваривать трубы одного диаметра. Мерное кольцо можно улучшить методом приклеивания к нему картонного или пластикового дна, это позволит упростить процесс разметки. Если сварка труб из полипропилена осуществляется вами довольно часто, то специалисты рекомендуют изготовить такие медные кольца под все диаметры. Рекомендации по сваркеЕсли вы свариваете трубы по месту их расположения, то вам понадобится помощь ещё одного человека, который будет удерживать сварочный аппарат. Тогда как вы в это время сможете стыковать трубу и фитинг со сварными насадками, а после – между собой. Довольно часто некоторые домашние мастера передерживают нагревательные элементы, это приводит к сужению просвета трубы. Для того чтобы знать время нагрева и остывания, необходимо воспользоваться рекомендациями производителя. Прежде чем будет осуществлена сварка полипропилена, необходимо определиться, где будут уложены трубы. Это позволит снизить количество свариваний на весу. Специалисты рекомендуют собрать элементы на ровной поверхности, а после зафиксировать их в системе. Для соединения труб края элементов нагреваются. Внутренняя стенка – в муфте, а трубы следует прогреть с внешней стороны. Для этого их почти до конца надевают на насадку и удерживают в течение нескольких секунд. Затем элементы нужно соединить между собой. У вас будет всего лишь пара секунд, чтобы отцентрировать их. Обычно эти работы осуществляются на глаз. Прокручивать элементы по отношению друг к другу не стоит. Ширина шва и толщина пластика будут определять время сварки. Сварка полипропилена позволит получить надежное соединение, если материал был нагрет до нужной температуры. Перед свариванием труб кран на муфте следует открыть, в противном случае воздух будет выталкивать его из насадки. Часть пластика при соединении выходит, образуя наплыв на муфту. Если при надевании возникнут проблемы, а пластик сильно деформируется, рекомендуется снять фаску с кромки. Методика проведения работЕсли следовать немецким нормам, то зачистка должна иметь угол, равный 15°, при этом углубление достигает 3 мм. Российские специалисты руководствуются другими правилами, они гласят, что скос фаски равен 45°, тогда как углубление - трети толщины. На практике подойдёт любая фаска в упомянутых пределах, но главным условием при этом выступает ее равномерность. Когда выполняется сварка полипропилена своими руками, следует оставлять аппарат на подставке, которая имеет вид специальной струбцины. На регуляторе выставляется температура, равная 260 °C, однако для скорости этот параметр может быть увеличен до 280 °C. Если использовать другой температурный предел, то это может стать причиной снижения надежности соединения, поэтому при покупке агрегата необходимо выбирать модель с терморегулятором. На нагревательную насадку элементы надеваются с трудом, поэтому их необходимо повернуть по оси. Однако вставлять трубы нельзя до упора, в противном случае они могут оплавиться внутри. Для того чтобы избежать таких неприятностей, рекомендуется делать отметки карандашом, однако со временем вы будете чувствовать нужную глубину. Как только все элементы были собраны, можно приступать к сварке на весу. В данном случае речь идёт о переходах между стенами, вводах водоснабжения и соединениях с батареями. Как избежать ошибокПластиковые трубы обычно используются для системы холодного водоснабжения, под давлением они работать не должны. При прокладке систем отопления следует использовать полипропиленовые армированные трубы. Для их сварки необходимо снять часть армирования с помощью шейвера. При подходе трубы к котлу в этих зонах не должно быть пластика. Для этого используются переходники, которые позволяют заменить сварное соединение резьбовым. Перед новым участком обязательно устанавливается запорный вентиль, это позволит облегчить работы при установке новой точки или при ремонте. Как только новый отрезок будет запущен, вы поймёте, правильно ли прошёл процесс пайки. После открытия запорного вентиля все соединения следует проверить на отсутствие протечек. Общие правила сваркиСварка полипропилена может осуществляться в раструб или в стык. Отрезки и аппарат должны быть очищены не только от загрязнений, но и жира, а также масел, последние из которых особенно опасны. Использовать для обезжиривания можно спирт, ацетон или другие растворители. Что касается инструмента, то его можно очистить спиртом. Важно позаботиться о том, чтобы ветошь для обезжиривания не оставляла волокон. К загрязнениям следует отнести слои полимера, разрушившиеся под воздействием ультрафиолета и воздуха. Их следует убрать механически. С поверхности труб при необходимости удаляется конденсат, а элементы хорошо просушиваются. Сварка полипропилена не должна сопровождаться охлаждением шва с помощью воды или холодного воздуха. В этом случае процесс произойдёт слишком быстро, что станет причиной напряжения и снижения прочности шва. Если сварка велась при низких температурах, то охлаждение следует замедлить с помощью ткани или утеплителя. Сварка листового полипропиленаСварка полипропилена листового феном предполагает нагрев кромок и расположение между полотнами полипропиленовой проволоки. Все три элемента должны быть соединены друг с другом. Выбирая фен, вы должны предпочесть тот, что имеет довольно внушительную мощность. Что касается проволоки, то она должна быть изготовлена из того же материала, который предстоит соединять, в противном случае элементы будут плавиться неравномерно. Для начала листы следует уложить на ровную поверхность и обработать кромки наждачной бумагой. Используя фен для сварки полипропилена, необходимо действовать по принципу, который схож с применением плавкого электрода. Это указывает на то, что оператору необходимо перемещать оборудование вдоль шва, заполняя стык плавящимся материалом, из которого состоит пруток. Через 7 минут сваренные листы можно будет использовать по назначению. Применяя описываемую технологию для сварки листового полипропилена, следует помнить о том, что слишком медленное воздействие может стать причиной сильного нагрева, это приведет к деформации шва. Поэтому следует действовать оперативно. Перед началом работ нужно оценить достоинства и недостатки такой сварки. Таким образом, созданный шов будет обладать наименьшей прочностью по сравнению с теми, которые были созданы при использовании других технологий. Максимальный коэффициент прочности при таком плавлении не достигает значения, равного 0,7. Это говорит о том, что соединять детали по такой методике можно лишь в том случае, когда они имеют не слишком толстые кромки в пределах 6 мм. Для быстрого плавления тонких деталей этот подход может стать лучшим решением. Дополнительные рекомендации по использованию паяльникаЕсли вы решили осуществить сварку полипропилена паяльником, то для начала необходимо перекрыть подачу воды и демонтировать старую систему трубопровода. Затем оборудование устанавливается на ножки и хорошо фиксируется в этом положении. Время нагрева и охлаждения для разных диаметров труб будет разным. Например, если наружный диаметр составляет 16 мм, то время разогрева такой трубы должно быть равно 5 секундам, соединять элементы необходимо в течение 4 секунд, а охлаждать – 2 секунды. Проходной диаметр при этом должен составить 3/8 дюйма. Если наружный диаметр увеличивается до 40 мм, то время разогрева и соединения должно быть равно 12 и 6 мм соответственно. Охлаждать такие трубы необходимо в течение 4 секунд. С увеличением наружного диаметра до 90 мм время разогрева и соединения будет равно 40 и 8 секундам соответственно. Охлаждать трубы в данном случае необходимо в течение 8 секунд. При использовании паяльника температура нагрева обычно составляет 260°C. Важно использовать описываемое оборудование совместно с розеткой, которая имеет заземляющий контакт. После включения паяльника на корпусе следует нажать специальную кнопку. При этом загорится индикатор зеленого цвета. После того как лампочка станет красной, важно дождаться, пока она погаснет, это укажет на то, что достигнута нужная температура нагрева. ЗаключениеСварка полипропиленовых труб в домашних условиях сегодня достаточно распространена. Если у вас есть в наличии специальное оборудование, вы можете заняться прокладкой пластикового трубопровода самостоятельно. После завершения всех работ необходимо удостовериться в качестве и герметичности соединений. Для этого определенный отрезок продувается. Если воздух проходит беспрепятственно, то спаек не образовалось. выбрать из 172 мастеров по ремонту, изучив отзывы на ПрофиМоника оставилa отзыв Пять с плюсом Очень понравился мастер. Быстро приехал, быстро и качественно все сделал (делали сварку замков на воротах и калитке), все необходимое оборудование и инструменты были у него с собой. Вежливый, приятный в общении. В дальнейшем за услугами по сварке буду обращаться только к нему 25 сентября 2021 · Ленинский Сварка ворот Регина оставилa отзыв Пять с плюсом Денис приехал со своим инструментом, все сделал быстро и качественно. После основной работы попросили сделать ещё дополнительную сварку, не отказался. Мало того, сам соорудил из подручных материалов все необходимое и таким образом сэкономил наши средства, не пришлось идти в... ещё7 апреля 2021 · Ленинский Сварка Арсений оставил отзыв Хороший мастер, шустрый, порядочный, мне понравилось работать с ним. 2 июня 2020 · Советский Сварка Эмиль оставил отзыв Пять с плюсом Все отлично 7 октября 2021 · Советский Сварка ворот Эмиль оставил отзыв Пять с плюсом Серьёзный подход, быстро сработано, качество проделанной работы. 26 сентября 2020 · Калининский Аргонная сварка Рустам оставил отзыв Все четко посчитано, договор составлен, работа сделана быстро и качественно. Специалист помог с монтажом. 5 марта 2021 · Советский Сварка металлоконструкций Irshat Пять с плюсом Работу специалиста оцениваю на отлично. Сделал все качественно, надежно с применением качественного материала и со знанием технологии ремонта. Отремонтировал быстро. Очень опытный мастер. Рекомендую. 24 января 2022 · Дёмский, Кировский, Ленинский, Октябрьский, Советский Сварка пластика Элина оставилa отзыв Пять с плюсом Оперативно отреагировали, сделали все быстро и аккуратно! Спасибо большое 11 сентября 2021 · Калининский, Советский Монтаж навесов, Установка рулонных штор, Монтаж мягких окон Ruslan Husainov оставил отзыв Пять с плюсом Сергей - отличный профессионал своего дела!!!💪💪💪 БЕЗ ВРЕДНЫХ ПРИВЫЧЕК!!! 🚭🚱🔞😇Работает, что называется "под ключ"🗝️. Заказывали ему штукатурить стены 🧱по маякам в частном доме🏡, а в итоге попутно сделал еще много чего🧰: грунтовку стен в два этапа и покраску железного профиля🖌️,... ещё16 октября 2021 · Дёмский, Кировский, Октябрьский, Октябрьский-Юг Штукатурка стен по маякам Услуги сварки пластиковПолипропилен и полиэтилен – наиболее распространенный тип пластика, который пользуется популярностью и востребованностью не только в быту, но и на производстве. Благодаря качественным техническим характеристикам, полимер имеет широкую сферу применения. Однако при возникновении трещины или скола пластикового резервуара, использовать его больше не представляется возможным. Как найти оптимальный выход из ситуации? Качественная сварка полипропилена Услуги сварки пластиков подразумевает скрепление двух однородных масс без образования шва и стыка. Любой мастер знает, что без специализированного оборудования произвести сварку полипропилена нельзя. Наша мастерская имеет в распоряжении собственную материально-техническую базу, благодаря которой мы реализуем даже самые сложные проекты. Сварка пластика может осуществляться только на основе одной технологии – горячего воздуха. Холодная сварка или клеящиеся составы не смогут склеить поверхность, так как полипропилен, как и любой химический элемент, негативно реагирует на низкие температурные показатели. Оптимальный диапазон температуры, при котором его положительные качества сохраняются, колеблется от -15 до +120 градусов Цельсия. Сварка листов из пластика может потребоваться при ремонте бассейна, резервуара для воды, септика и прочих изделий. Полипропиленовые емкости чаще всего используются в следующих областях:
Качественная герметизация! С нами выгодно сотрудничать по многим причинам. Во-первых, у нас имеется мощное оснащение в виде современного оборудования, благодаря которому все заказы выполняются быстро и качественно. Минимально сжатые сроки исполнения заказа зависят от объема и уровня сложности предполагаемой работы, поэтому, как и цена, устанавливаются в индивидуальном порядке. У нас вас всегда ждут только лояльные цены без надбавок и переплат, потому что мы ценим наших клиентов. Наши консультанты всегда рады ответить на все интересующие вас вопросы в режиме реального времени. Для этого позвоните по указанному на сайте номеру. Мы работаем 24 часа в сутки, 7 дней в неделю, поэтому готовы приступить к выполнению заказа немедленно. Помимо услуг ремонта, мы также занимаемся изготовлением изделий из пластика. В нашем каталоге – широкий ассортимент продукции с наглядными фото. Используйте удобный поиск, чтобы максимально быстро найти интересующий вас продукт. В работе мы используем только качественные полимеры различного цвета: в наличии всегда белый, синий, зеленый, черный и серый тон. Сотрудничая с нами, вы получаете первоклассного исполнителя, который выполнит всю работу качественно, а главное – точно в указанный срок! Как правильно паять полипропиленовые трубы1. Приготовьте материалы и инструменты
2. Составьте схему трубопровода YouTube‑канал «Ремонт своими руками» YouTube‑канал «Ремонт своими руками»Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа. Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов. Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки. 3. Подготовьте паяльникВообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.  YouTube‑канал «Дважды отец Дмитрий» YouTube‑канал «Дважды отец Дмитрий»Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз. Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
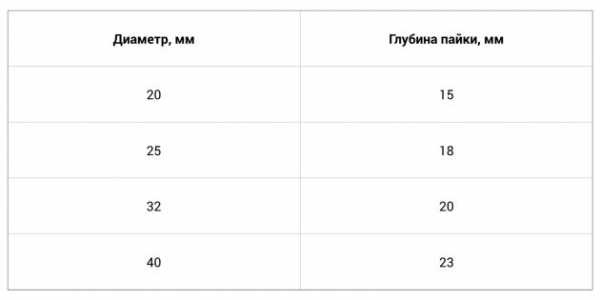
4. Сделайте разметкуПока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.  YouTube‑канал FV Miano YouTube‑канал FV MianoЧтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.  termpro.ru termpro.ruНапример, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь. 5. Отрежьте трубуДля резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.  YouTube‑канал «Сергей Ефимов» YouTube‑канал «Сергей Ефимов»Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется. Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
6. Обезжирьте деталиСогласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.  YouTube‑канал «КаЮТ Компания» YouTube‑канал «КаЮТ Компания»Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
7. Нагрейте трубу и фитингПри работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше. 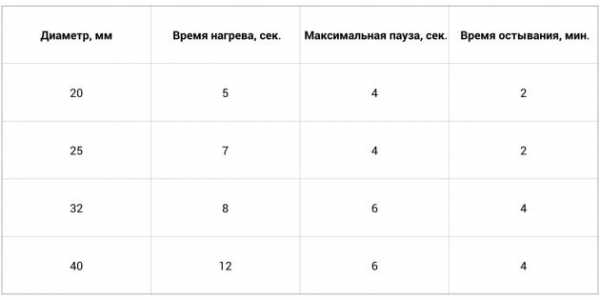 Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.  YouTube‑канал «Дважды отец Дмитрий» YouTube‑канал «Дважды отец Дмитрий»Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
8. Сварите стыкНе проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.  YouTube‑канал FV Miano YouTube‑канал FV MianoПодержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение. Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
9. Проверьте соединение YouTube‑канал FV Miano YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение. Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри. Читайте также 🛠🏠 Сварка листов из полипропилена и ПНДКонструкции из листового полипропилена (емкости из полипропилена)? Это просто!Наша компания изготавливает монолитные и облегченные композитные листы и плиты, сварочный пруток из блок-сополимеров, а также профильные трубы. Мы предлагаем изделия из полимеров, емкости из полипропилена, ударопрочный полистирол, АБС-пластик. Высокое качество продукции достигается за счет использования передовой технологии экструзии и нового способа подвспенивания центрального слоя полипропиленового листа. На производстве работают экструзионные линии из Италии. Для изготовления продукции применяются морозостойкие, ударопрочные марки сополимеров из Германии. Композитные листы и плиты, сварочный пруток, профильные трубы, большой выбор изделий из полимеров, емкостей из полипропилена в Москве по приемлемым ценам. Изделия из полимеровЛистовой полипропилен ЛЕГКО обрабатывается, не давая сколов и расщепов.
Для изготовления конструкций лист удобно комбинируется с прямоугольной полипропиленовой трубой. Во многих применениях полипропиленовый лист заменяет: фанеру, МДФ, листовую сталь и латунь, текстолит, винипласт. Низкая (пока!) применяемость данного материала объясняется только слабой информированностью потенциальных потребителей. Пример №1 успешной замены традиционных материалов — изготовление емкостей. Ниже перечислены недостатки классических материалов, благодаря которым листовой полипропилен применяется для изготовления емкостей во все возрастающих количествах. Недостатки металла. -Низкая коррозионная стойкость (особенно - в кислых средах) Необходимость коррозионной защиты удорожает изделия.
Недостатки древесины и ее производных (фанера, МДФ и другие плиты). -низкая водостойкость и стойкость к многим жидкостям (пористость)
Недостатки железобетона. -хрупкость
Эти недостатки классических конструкционных материалов делают применение листов из облегченного полипропилена очень перспективным для изготовления емкостей. Но для полного успеха такого применения нужно учитывать ряд особенностей:
Пример №2 успешного применения листового полипропилена — устройство гидроизоляции. Недостатки классических гидроизоляционных материалов, благодаря которым листовой полипропилен очень перспективен для устройства гидроизоляции (погребов, подвалов, смотровых ям гаражей, тоннелей.): Недостатки стали. -Очень высокая цена, так как из-за низкой корозионной стойкости приходится использовать толстый лист.
Недостатки бетона (со специальными добавками типа Кальматрон). -хрупкость
Недостатки рулонных наплавляемых материалов. -Низкая прочность.
Недостатки полиэтиленовой пленки. -Низкая прочность — легко повреждается, требует надежной механической защиты.
Другие применения, в которых листовой полипропилен захватывает «место под солнцем»:
Купить полипропилен в МосквеСварка полипропилена - полипропилен - ВидеоурокМы показали сварку полипропилена на примере ПП пластин толщиной 10-12 ммСварка ППпредставлена на уже знакомом некоторым из вас аппарате для сварки пластика, а именно - высокомощном аппарате для сварки пластика типа BOSITE-D. Для этого нам нужно запомнить строку связующего ПП.Для сварки полипропилена вам также понадобятся насадки:
Также пригодятся рыхлители, скребки и шлифовальная машина для наждачной бумаги. Почему ? Это необходимо для правильного укрепления и прочности – то есть подготовки поверхности (подробнее см. видео). Собранные оксиды с поверхности материала облегчат нам работу. Начинаем работу с сужающей насадкой и насадкой для предварительной сварки.Выставляем температуру в пределах 350 градусов Цельсия. Важным элементом является правильный нагрев устройства. Итак, давайте подождем 2-3 минуты, пока сопло не нагреется до нужной температуры. Сварка полипропилена - с Bosite-D и насадкой для предварительной сварки. Обратите внимание на угол сварки. На следующем этапе мы будем сваривать расплавленную поверхность, которую мы готовим. Лучше всего стыковать элемент с двух сторон, чтобы увеличить его прочность.Помните, что сварщик пластика должен находиться под углом 45 градусов. После начальной прочности смените насадку на быструю сварку и затем отмерьте соответствующую длину связующего для свариваемого элемента с учетом примерно 5 см излишка. Следующим этапом сварки является применение насадки для быстрой сварки. Лишний клей (излишки), который необходимо обрезать, чтобы отшлифовать или покрасить поверхности. Все зависит от того, заботимся ли мы об эстетических аспектах поверхности/материала.В видео-уроке - так же можно посмотреть метод качания без использования вышеперечисленных насадок. Щелкните и воспроизведите обучающее видео по сварке полипропилена — чтобы увидеть все ПОДПИСАТЬСЯ . Сварка пластика - что за сварочный аппарат, сколько стоитСварка и металлообработка являются обычными и обычно связанными процессами. Однако мало кто знает, что пластики также подвергаются сварке , например пластик. Термопласты, подвергнутые сварке, можно свободно трансформировать, модернизировать и ремонтировать. Производство новых элементов, соединенных с помощью технологии сварки, позволяет совершенно по-новому взглянуть на сварочные услуги.Итак, как выполняется сварка пластика и на что следует обратить внимание? Что такое сварка пластмасс?Вообще говоря, процесс сварки включает в себя соединение краев нескольких пластиковых деталей с помощью связующего вещества. Расплавленные края элементов, подвергнутых предварительному воздействию высокой температуры, укладываются в нужный узор. Сварка термоклея, который, несомненно, пластичен, заключается в создании соединений между элементами с целью получения определенной формы.Пластифицированный пластик связывается со связующим (или другим элементом жесткости) благодаря действию давления и высокой температуры. Температура регулируется в зависимости от типа свариваемого материала.Сварка вызывает смешивание частиц пластика и связующего вещества, благодаря чему они прочно соединяются. Узнайте также, что такое сварка алюминия и чем она характеризуется. Это такая же сложная тема, как и сама обработка пластика. Температура плавления пластикаПластмассы, подвергающиеся воздействию высокой температуры, меняют свое физическое состояние с твердого на гибкое полужидкое.Это означает, что жесткий термопластический материал становится восприимчивым к склеиванию с элементами, подобными ему по структуре, а возникающая при этом эластичность позволяет придавать ему определенную форму. Температура плавления зависит от типа пластика, так как каждый материал имеет различный тепловой эффект. В случае полиэтилена значения колеблются между 270 и 300 градусами Цельсия , полипропилену или поликарбонату нужно 300-350 градусов, а полиамиду даже требуется 400 градусов тепла. Как сваривать пластмассу или методы сварки пластмассСварка термопластов осуществляется с помощью специальных инструментов.Стандартные методы включают использование обогревателя или тепловой пушки. Эффективным методом будет сварочный аппарат для соединения пластмасс и пластмасс . Одним из самых современных и неинвазивных методов обработки материалов также является лазер. Способы сварки делятся на прямые, непрямые, газовые, динамические, радиальные и электрические. Выбор метода зависит от предполагаемого использования работы, области работы, типа свариваемых термопластичных деталей и температуры. Сварочный аппарат для пластика - какой выбрать? Подробнее о нем можно узнать в этой статье: Сварочный аппарат для пластика - какой будет лучше и какой купить? Сварочный аппарат для пластмасс плавит соединяемые кромки , затем соединяет пластифицированные формы и тщательно прижимает их друг к другу . Задача устройства – прочно скрепить элементы, не подвергая их повреждениям. Выбирая сварочный аппарат, спросите себя.Будет ли аппарат использоваться в качестве хобби, или для сварки пластмасс, например в мастерской или на производстве – ручные устройства будут лучше дома, а мастерскую прекрасно дополнит стационарная форма сварочного аппарата. сварочный аппарат. Также стоит обратить внимание на размер и мощность устройства и возможность его регулировки. Другими важными характеристиками являются частота использования, время работы и характеристики свариваемых элементов (толщина, размер). Дополнительным преимуществом будет легкая доступность запчастей и удобство работы – устройство должно быть практичным и функциональным. Принадлежности, которые могут вам понадобиться :Клей для пластика Так называемый сварочные электроды. Сварочный электрод изготовлен из термопластичных материалов и имеет форму стержня. Изготовлены из пластмасс с различной маркировкой и широким диапазоном температур плавления. Пластмассовый клей — это элемент, используемый для соединения отдельных частей вместе.Он обеспечивает постоянное соединение элементов, создавая таким образом стабильный каркас. Что нужно помнить при сварке пластмасс? При сварке пластмасс обратите особое внимание на наиболее важные особенности, которые гарантируют успех процесса сварки. Ошибки в определении вида основного материала и связующего материала. Неправильно подготовленная поверхность или неправильный выбор температуры свариваемых материалов повышают риск срыва операции.Важными характеристиками также являются сила зажима, соответствующая типу свариваемых поверхностей, и одновременный нагрев обоих соединяемых элементов. О них необходимо помнить в процессе сварки термопластов. Правильный выбор связующегоПодбирайте связующее для свариваемого материала – чем более схожа молекулярная структура обоих материалов, тем прочнее и легче их соединение. Точное определение типа материала помогает в правильном выборе типа и твердости связующего. Заблаговременное знакомство с делением материалов значительно облегчит выбор сырья. Подготовка поверхностиПозаботьтесь о правильной подготовке поверхности свариваемых элементов – благодаря такой обработке вы можете быть уверены в прочном соединении деталей. Для этого свариваемые детали следует очистить от любых загрязнений, например, с помощью шлифовальных инструментов, скребков или средств для очистки поверхностей, содержащих изопропанол, спирт или ацетон. Выбор температурыПодберите правильную температуру свариваемого пластика - оптимальная температура нагрева для типа свариваемого пластика позволяет получить прочное и долговечное соединение элементов.Для каждого материала требуется индивидуальная регулировка температуры обжига, так как слишком низкая или слишком высокая приводит либо к перегреву материала, либо к проблемам со склеиванием обоих элементов. Сколько стоит сварка пластика?Стоимость сварки пластмасс зависит от габаритов ремонтируемых деталей, количества используемых элементов и используемого материала. Размер цены тесно связан с методом сварки, который выбирается в зависимости от степени и типа повреждения.В зависимости от области деятельности стоимость профессиональной услуги может варьироваться от нескольких десятков до нескольких сотен злотых. Решение о самостоятельной сварке порождает отдельные затраты на покупку сварочного аппарата и материалов, необходимых для выполнения работ. .Экструдеры Leister: параметры для сварки пластмасс экструдерамиПараметры для сварки экструдерами Leister приведены в качестве исходных параметров. Они могут различаться в зависимости от производителя связующего, внешних условий при сварке, используемого оборудования, свойств свариваемого материала и т. д. Всегда следует выполнять пробную сварку.Примечание: Ориентировочные параметры. Leister Technologies AG и Heisslufttechnik Flocke Sp. о.о. не несет ответственности за неправильно выполненные сварные швы с использованием следующих параметров . You can also download the table by clicking on the link: Welding parameters with Leister extruders
1) , измеренный с помощью термометра на выходе устройства 2) , измеренный на 5 мм вниз по форсунке, в центре 3) Объем холодного воздуха в окружающем давлении 5 3) Объем холодного воздуха в окружающем давлении 9 . 4) PE 63, PE 80, PE 100 5) Зависит от предварительного нагрева 6) Эмпирические значения LEISTER См. также наш раздел «экструдеры» для сварки пластика Leister. .Сварной полипропиленовый профиль PP Etraprop Grey элемент по чертежу сварка пластика POLBERIS товары для промышленностиНастройки файлов cookie Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить. Функциональный Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта. Аналитический Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей. Поставщики аналитического программного обеспечения Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Подробнее об этом можно прочитать в Политике домашних файлов cookie. Маркетинг Благодаря этим файлам мы можем проводить маркетинговые мероприятия. .Сварка полиэтилена-полипропилена экструдером, Ожаров Мазовецки, МазовецкиСварка полиэтилена-полипропилена экструдером и горячим воздухом. Как производитель и совладелец линии для экструзии и коэкструзии пластиковых пластин, преимущественно из группы полиолефинов, таких как полиэтилен низкой, средней и высокой плотности, ПЭ 80 высокой плотности, ПЭ 100 (молекулярная плотность 300) и полипропиленового гомополимера PP-H и сополимера PP-C, мы предлагаем возможность производства, поставки и продажи плит в листах, например, 2 х 1 м или 3 х 1,5 м, другие по согласованию с заказчиком.
Мы предлагаем короткие сроки поставки, макс. 2-3 недели, типичные панели доступны без остановок с многоярусного склада - центральный в Ожарове-Мазовецком в формате 3000 x 1500 мм, изготовлено:
Мы также предлагаем модифицированные платы и нестандартные варианты, например,
Благодаря сотрудничеству со страховыми компаниями финансового сектора, мы можем быстро принимать решения о предоставлении товарного кредита.
Имеем необходимые гигиенические допуски Национального института гигиены, сертификаты и декларации соответствия, а также паспорта безопасности на выпускаемые полуфабрикаты.
Для строительства различных типов накопительных, технологических и удерживающих резервуаров (например, резервуаров для питьевой воды на открытом воздухе, в помещении, в подвалах, подвалах, в производственных цехах, станциях водоподготовки, бассейнах, школах, мастерских, автомойках, цехах порошковой окраски, ТЭЦ, деминерализационные станции, пищевые и промышленные предприятия и др.) помимо плит в плоских листах, мы предлагаем инновационный продукт - ребристые конструкционно-армированные кассеты - Quatro MOD 20, Vario IMG.
Дополнительно изготавливается из того же отечественного материала - всегда только оригинальный гранулят полиэтилен полипропилен мостен, литий, даплен, типплен - проволока сварочная, круглого сечения 3, 4, 5 мм, треугольного 5, 7 мм, овального и др. по запросу - в упаковке по 3 или 10 кг в катушке для использования при выполнении экструзионной сварки или ручной симисторной сварки.
Производственное предложение включает в себя также настилы платформы wema vema, антикоррозионный химически стойкий полипропилен PP-C белого цвета тип S, A, D, ротоформовочные баки, газонную решетку PP.
Любая дополнительная информация - по запросу, по телефону, факсу или электронной почте.
Не стесняйтесь связаться со мной через форму. Сварные системы PE, PP, PVDF, ECTFE, PBПолипропилен (PP), полиэтилен (PE), поливинилиденфторид (PVDF), фторполимер ECTFE и полибутилен (PB) представляют собой полукристаллические термопласты, используемые в строительстве систем напорных трубопроводов компанией Georg Fischer + GF +, которые соединяются во время сварки. процесс. Большинство из них (кроме PVDF и ECTFE) являются неполярными материалами (PE, PP и PB), они не растворяются и не набухают в обычных растворителях, поэтому их нельзя склеивать между собой.Их можно только сварить, возможно сварить.
Сварные трубы из ПП, ПЭ, ПВДФ, ПБ и ECTFEПредлагаем широкий ассортимент сварных пластиковых трубопроводов (включая сварные трубы PP, PE, PVDF, PB, ECTFE) от Georg Fischer+GF+, каждый из которых имеет специфические свойства и особенности.
Сварка труб – методыПроцесс сварки , который прочно, надежно и герметично соединяет вышеуказанные термопласты, заключается в одновременном нагреве соединяемых элементов (муфт/труб) до соответствующей температуры с помощью соответствующих инструментов (сварочных аппаратов) с тем, чтобы они склеились под давление, создающее однородное соединение.
В зависимости от материала, его диаметра, среды и самого сварочного аппарата различают следующие способы сварки.
Сварка враструб (полифузионная, полидиффузионная)При этом конец трубы и раструб, фитинги нагреваются с помощью нагревательного элемента (так называемых камней) в форме втулки и патрубка, а затем труба вставляется в раструб . Конец трубы, нагревательный элемент и соединительная втулка муфты рассчитаны таким образом, чтобы в процессе соединения создавалось давление, что приводит к формированию однородного сварного шва.Трубы и фитинги из одного материала свариваются между собой. Муфтовая сварка трубопроводов
Промышленные трубопроводы от Georg Fischer + GF +, подлежащие раструбной сварке:
Стыковая сваркаВ этом процессе соединения термопластов нагреваются «грани» труб и фитингов одинакового диаметра и толщины стенки.В процессе соединения нагревательный элемент (так называемый поддон) доводит зону сварки до соответствующей температуры, после чего под воздействием контролируемого давления производится однородное соединение.
Сваривать можно только одинаковые материалы. Толщины стенок свариваемых элементов должны быть одинаковыми в зоне сварки. Стыковая сварка труб
Сварка встык выполняется исключительно с применением специализированных сварочных аппаратов, с разным процессом автоматизации и рассчитанных на разные диапазоны диаметров.
Промышленные трубопроводы от Georg Fischer+GF+, подлежащие стыковой сварке:
ИК-сварка (инфракрасная)В этом процессе сварки поверхности соединяемых компонентов (трубы, фитинги или клапаны) нагреваются до точки плавления без контакта с нагревательным элементом с использованием инфракрасного излучения.Благодаря использованию такой технологии время нагрева намного короче . Кроме того, он образует гораздо меньший шов, чем в случае стыковой сварки, и создает более низкое термическое «напряжение» в месте сварки, что приводит к большей прочности самого соединения . Он в основном предназначен для приложений высокой чистоты.
Производственная программа Georg Fischer+GF+ включает сварочные полуавтоматы и автоматы, которые значительно облегчают процесс сварки, делая его безопасным и обеспечивая высочайшее качество и чистоту соединений . ИК сварка
Промышленные трубопроводы от Georg Fischer + GF +, подлежащие инфракрасной сварке IR:
Безпламенная сварка BCF PlusДля этого способа подключения требуется специализированное устройство (доступно в предложении + GF +).Сварка выполняется с использованием нагревательных элементов в форме вырезанных цилиндров, которые подают точно определенное количество тепловой энергии на соединяемые концы труб или фитингов. При этом гибкий элемент («баллон») растягивает внутреннюю зону сварного шва, препятствуя образованию грата.
Полученная поверхность сварки практически идентична поверхности труб или фитингов. Благодаря этому отсутствуют мертвые зоны, а шероховатость поверхности сварного шва аналогична шероховатости соединяемых элементов.
Промышленные трубопроводы Georg Fischer+GF+, подлежащие сварке BCF Plus:
Электромуфтовая сваркаСпособ, при котором сварка осуществляется с использованием специальных муфт, в которые заделана медная резистивная проволока, и муфт с длинными насадками. Сварка элементов осуществляется путем подключения к электромуфтовым соединителям тока (для этого используется специальное устройство), который нагревает и расплавляет внутреннюю часть соединения, создавая тем самым герметичное соединение.У каждого фитинга есть карточка товара с кодом, который позволяет сканировать данные в сварочный аппарат. Это позволяет подобрать соответствующие параметры передаваемого тока и самого времени сварки. Электромуфтовая сварка промышленных трубопроводов
Промышленные трубопроводы от Georg Fischer + GF + подлежащие электромуфтовой сварке:
Независимо от выбранного метода сварки, для получения правильных и герметичных соединений необходимо следовать рекомендациям производителя, а процедуры подготовки выполнять с должной тщательностью. Вы можете найти больше информации об инструкции по слиянию здесь - Инструкция по слиянию.
Выбор подходящего метода сварки зависит от многих факторов. Самые важные из них:
Сварка является наиболее распространенным методом соединения термопластов, таких как PP, PE, PVDF, PB и ECTFE .Предложение Georg Fischer + GF + также включает в себя механические / торсионные соединения, не требующие дополнительных устройств. . Сварка пластмасс - Plastechopedia 9000 1является, после сварки, самым популярным методом соединения термопластов. Сварка термопластов заключается в пластификации соединяемых поверхностей и соединительного материала (связующего, сварочного прутка) с помощью тепла и давления. Поверхности нагреваются выше точки плавления и соединяются вместе под давлением, чтобы соединение было максимально однородным. При сварке пластмасс происходит диффузия частиц пластифицированного материала и связующего.После охлаждения образуется постоянное когезионное соединение. В идеале склеиваемый материал и связующее должны иметь одинаковую температуру плавления и химическую структуру. Соответственно, лучше всего, чтобы связующее было из того же полимера, что и соединяемый материал. Однако есть исключения, например, полиметилметакрилат (ПММА), который можно комбинировать с размягченным поливинилхлоридом (ПВХ). Возможные другие комбинации материалов с высокой свариваемостью: ПММА-ПС, ПММА-АБС, ПС-АБС. Методы сварки термопластов
Применение пластиковой сварки
Сварка используется для термопластов и термоупругих материалов. Термоэластики и термоэластичные материалы с поперечными связями не плавятся, поэтому они являются текучими. . |