|
|
Шлифовка фанерычем шлифовать фанеру? Шлифовка болгаркой, ручной ленточной шлифмашинкой и другими инструментами в домашних условиях Шлифовка фанеры необходима гораздо чаще, чем может показаться несведующим людям. Но очень важно перед началом этой работы выяснить, чем же шлифовать фанеру. В домашних условиях может производиться шлифовка болгаркой, ручной ленточной шлифмашинкой и другими инструментами — и важно учесть все их тонкости. Зачем нужна шлифовка?Все люди стараются получить максимально ровный и красивый пол, используя для этого различные финишные покрытия. Но сначала всё равно необходимо использовать черновой материал (подложку), который и обеспечивает первичную ровность. В качестве подложки очень часто используют фанерный лист. Он подходит под самые разные покрытия: Но в чистом исходном виде применение фанеры бывает затруднено. Даже хороший продукт часто имеет шероховатости, препятствующие оптимальному контакту. И потому может возникать различное количество стыков на полу. Ожидать, что сверху покрытие ляжет ровно, не приходится. Выход есть — как раз то самое шлифование фанерной поверхности. Для работы применяют профессиональное шлифующее оборудование. С его помощью гарантированно устраняются все недостатки и отклонения. Поверхность делается максимально гладкой, полностью пропадают все перепады высоты.
Стоит указать на негативные последствия выкладки лицевых покрытий без шлифовки:
Проверка ровности пола производится с помощью длинного «правила» или иной ровной планки длиной 1,5-2 м. При прикладывании к хорошо выровненному основанию зазор не превысит 2,5 мм. Фанера может применяться и как завершающее покрытие. Для этого её окрашивают красками и покрывают лаками. Но всё равно необходимо тщательно отшлифовать поверхность, иначе добиться позитивного эффекта нельзя; ещё стоит упомянуть, что такая процедура нужна и при использовании материала в декоративных целях. ИнструментыИтак, сама необходимость шлифовки сомнения не вызывает. Однако нужно ещё разобраться, как и чем это делать. Судя по отзывам на форумах, первичная доработка фанеры может производиться орбитальными шлифующими машинками. Техника Makita даёт неплохой результат. Последовательно применяют шкурки с зерном:
В итоге поверхность будет не просто отшлифована, а буквально отполирована. Её почти невозможно узнать, и даже возникает поначалу мысль, что это не фанера. Вибрационные машинки дают также неплохой результат. Работать ими гораздо практичнее, чем ручной ленточной шлифмашинкой.
А вот небольшие куски фанеры комфортнее обрабатывать с помощью вибрационных шлифмашинок. Важно: у них должно быть сравнительно малое поле. Некоторые мастера отмечают следующее:
На предприятиях процесс автоматизирован на 100%. Там стоят станки с вальцевой подачей материала. Некрупные заготовки часто шлифуют вообще вручную. Для этого используют не только наждачную бумагу, но и бруски. Необходимо тщательно следить, насколько сильно прижимается абразив. Получить фанеру для мебели (и тем более обработать саму мебель) проще и удобнее всего эксцентриковым аппаратом. Этапы работВ бытовых условиях фанерные листы несложно отшлифовать грубым наждаком. Зерно должно быть 80-е или 100-е. Для более тонкой обработки затем берут наждачную бумагу с меньшим размером зёрен. Шлифовка под лак проводится мелкозернистой бумагой. Двигать её надо в продольной плоскости. На производстве и при крупном строительстве поступают так:
Полезные советыОбработать фанеру своими руками правильно в домашних условиях не так-то просто. Она отличается особенной структурой, из-за которой лучше работать с максимальной осторожностью. Если при работе будет чрезмерно затронут верхний уровень шпона, появится «ожог», то есть выступит наружу более тёмная глубокая масса. При укладке под паркет и другие материалы это, впрочем, безразлично. А вот когда фанера будет демонстрироваться открыто, можно проявить оригинальность. Ряд необычных эффектов достигается при помощи чередования «обожжённых» на различную глубину и «чистых» участков. Чередование тонов в конкретном случае подбирают индивидуально. Если нет желания изменять цвет вовсе, ставят карандашные или маркерные метки, заменяющие маячки.
Как шлифовать фанеру, смотрите в видео. Способы обработки строительной фанерыОдним из наиболее популярных строительных материалов для возведения легких конструкций была и остается фанера строительная. Подобную приверженность к данному строительному материалу можно объяснить рядом его достоинств. Итак, фанера вполне доступна по цене, проста в установке, надежна в эксплуатации и легка в обработке. Вот как раз на последнем ее достоинстве остановимся более подробно. Итак, обработку любой деревянной поверхности нужно начинать, прежде всего, со шлифовки. В случае обработки строительной фанеры, лучше для этой цели использовать наждачную бумагу средней зернистости. Проводить шлифовку следует поперек волокон круговыми движениями среднего размаха. Если шлифовка проводится с целью дальнейшей лакировки поверхности, то лучше остановить свой выбор на наждачной бумаге с мелкозернистым покрытием. В таком случае фанера строительная шлифуется не поперек, а вдоль волокон. По окончанию шлифовки, можно приступать к конечной обработке фанеры. Для этого существует несколько методов. Фанеру можно пропитать специальным раствором, лакировать или окрасить. В зависимости от дизайнерского решения фанеру можно задрапировать тканью или обоями. Какой бы способ отделки фанеры вы не выбрали, следует соблюдать определенные правила. Фанера должна быть хорошо высушена, только в этом случае поверхность дерева будет иметь хорошее сцепление с отделочным материалом. Далее, хорошо просушенную фанеру необходимо тщательно отчистить от частиц пыли и сора. Перед финишной обработкой фанеры не помешает нанести на нее грунтовку. Это убережет поверхность древесины от щелей и трещин, а также придаст ей определенную долю гибкости. При желании можно воспользоваться грунтовкой с антисептиком. Делают это чаще всего при условии повышенной влажности в помещении. Что касается обработки торцов, то её следует проводить рубанком непосредственно после распила фанеры. Делать обработку нужно от краев к центру, для того, чтобы не допустить расщепления уголков фанерного листа. Для более аккуратного внешнего вида края фанеры можно дополнительно отшлифовать наждачной бумагой. Одним из наиболее популярных способов обработки строительной фанеры является окрашивание. С помощью краски можно придать фанере вид благородной деревянной поверхности без особых физических и материальных затрат. Окрашивание также открывает большие возможности для дизайна помещения. Поверхность фанеры может быть окрашена полностью или частично с привлечением трафаретного узора. В зависимости от способа нанесения краски можно изменить визуальную структуру поверхности. Для стойкости краски обязательно обработайте поверхности раствором для лучшей адгезии. Альтернативой окрашивания может стать лакировка. Ее используют в случае обшивки помещения фанерой высшего сорта без видимых дефектов. Таким образом, вот основные способы обработки строительной фанеры, с помощью которых можно добиться изумительного результата без лишних затрат. Обеспечивает ли шлифовка фанеры допуски по толщине?Процесс шлифовки древесных плиток осуществляется с целью получения более гладкой и эстетически привлекательной поверхности. После обработки фанеры покрытие становится ровным, дефекты удаляются, а изделия приобретает большую устойчивость к повреждениям. Чтобы не ухудшить эксплуатационные свойства листа необходимо учитывать допуски по толщине при лущении шпона, а также оборудование, которым предстоит работать. После тщательной шлифовки древесина приобретает улучшенные характеристики:
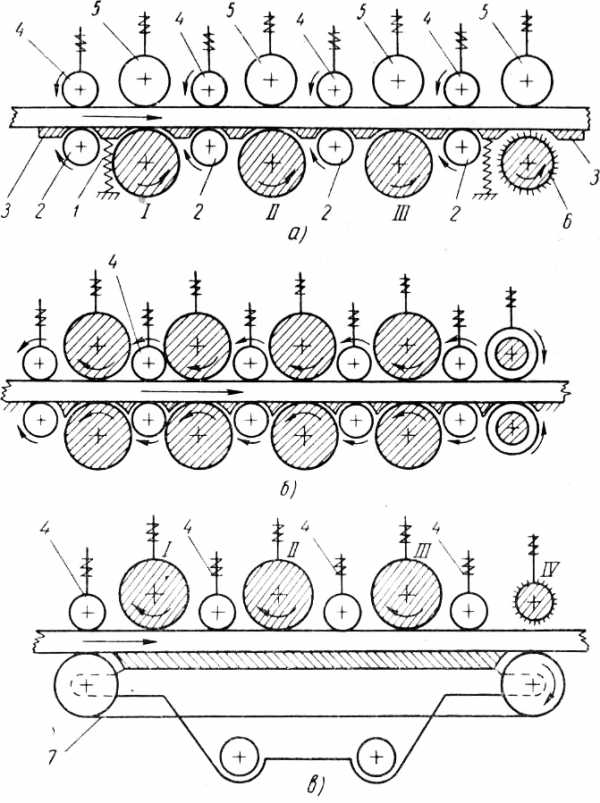
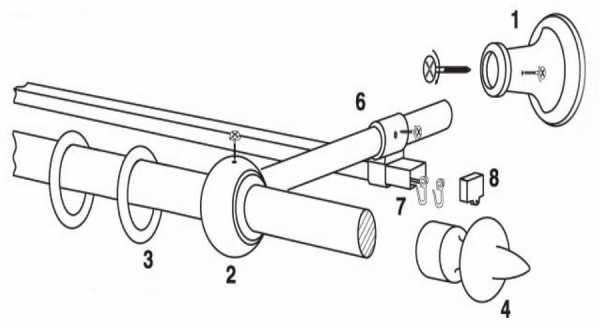
Перед обработкой фанерного листа важно учитывать его нормативные показатели толщины. Существуют модификации с минимально допустимой толщиной обработки (6,5 мм), с 9 мм, 12 мм и более. Максимально допустимый показатель составляет 30 мм. Готовая отшлифованная паркетная доска используется при укладке пола, также материал применяется при изготовлении мебели и других декоративных изделий. Оборудование для шлифовки фанерыПроцесс технологического лущения древесного шпона производится при помощи шлифовальных машинок или циклевочных станков. При работе мастер удаляет любые неровности, сучки срезаются, а поверхность становится идеально гладкой. Процедура лущения занимает немного времени. Процедуре подвергаются не только древесные листы, но также готовая паркетная доска с имеющимися дефектами. Современная технология циклевки и лущения осуществляется с минимальным количеством пыли и других отходов. Наиболее популярной среди отечественных мастеров является циклевочная машинка CO–206. Технология обработки фанерыПри шлифовании древесного шпона используется абразивная бумага с грубой текстурой. Процесс срезания дефектных участков производится перпендикулярно расположению волокон. После крупнозерновой абразивной бумагой используют мелкозерновую для завершения технологии. В завершении необходимо обработать края фанерного листа. Для этого торцевые участки следует немного обстрогать. Чтобы не повредить материал строгать нужно строго перпендикулярно волокнам древесины. Процесс шлифования фанерной доски прост и в большинстве случаев выполнить его можно своими руками. Шлифование фанеры и применяемое оборудованиеШлифование фанеры и применяемое оборудование Категория: Производство клееной фанеры Шлифование фанеры и применяемое оборудование Для создания гладкой поверхности листа и выравнивания его по толщине, устранения загрязнений и царапин клееную фанеру шлифуют. Эту операцию выполняют на шлифовальных станках, которые бывают трех- и четырехбарабанные — для одностороннего шлифования, шести- и восьмибарабанные — для двустороннего шлифования. Для подшлифовки пепрошлифованных мест используют ленточные станки. На фанерных заводах обычно применяют трехбара-банные шлифовальные станки. По своей конструкции трехбарабанные станки могут быть с верхним или нижним расположением барабанов. Различаются они по способу навивки шлифовальной шкурки на барабан и механизму подачи — вальцовой, гусеничной или ленточной. На рис. 1 показаны схемы основных видов шлифовальных станков: с вальцовой подачей и нижним расположением шлифовальных цилиндров, с гусеничной или ленточной подачей и верхним расположением цилиндров. Шлифовальные цилиндры I, II, III вращаются против подачи. Первый вал выполняет черновую шлифовку, снимая грубые неровности, а также выравнивает поверхность; второй шлифовальный вал удаляет следы от грубых зерен первого вала, а третий окончательно зачищает поверхность, снимая ворс и шероховатости,«оставленные вторым валом. Пыль с листа фанеры снимает щеточный валик. У станков с вальцовой подачей лист движется по плите, которая может быть закреплена жестко или на пружинах. Через прорези в столе выступают нижние подающие валики. Верхние валики подают материал, а подпружиненные валики прижимают лист фанеры к шлифовальным барабанам и создают необходимое давление для шлифования.
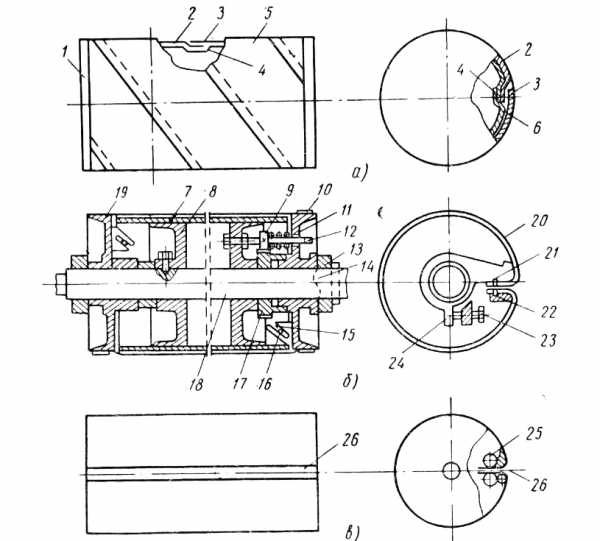
Рис. 1. Схемы барабанных шлифовальных станков: а — с вальцовой подачей и нижним расположением цилиндров, б — двусторонний станок с вальцовой подачей, в — с гусеничной или ленточной подачей и верхним расположением цилиндров; 1 —рама, 2 — нижние подающие валики, 3 — плита станка, 4 — верхние подающие валики, 5 — прижимные вальцы, 6 — щеточный валик, 7 — конвейер; I II, III — шлифовальные цилиндры Станок с гусеничной или ленточной подачей имеет шлифовальные цилиндры I, II, III, расположенные над столом. Лист фанеры лежит на поверхности конвейера. Прижимные вальцы располагаются между шлифовальными цилиндрами. Шлифовальные цилиндры регулируют по высоте для создания необходимого рабочего давления шлифовальной шкурки на изделие. Для одновременного шлифования фанеры с двух сторон применяются двусторонние шести- или восьмибарабанные станки с вальцовой подачей. Шлифовальный трехбарабанный станок с вальцовой подачей ШлЗВ имеет три шлифовальных барабана, укрепленных в подшипниках на станине и соединенных с электродвигателями эластичными муфтами. Электродвигатели установлены на отдельной станине. Для улучшения качества шлифовки и увеличения производительности шлифовальные барабаны получают осевое колебательное движение от специальных устройств, укрепленных на балке. Электродвигатель служит для привода щетки. Подают листы клееной фанеры восемь вальцов, из которых четыре укреплены на нижнем столе, а остальные в верхней части станка И. Вальцы приводятся во вращение от электродвигателя через редуктор и зубчатые передачи. Для создания прижима между шлифуемым материалом и барабанами в станке имеются прижимные ролики. Для вертикального перемещения верхней части станка служит винтовой механизм подъема, приводимый в действие от электродвигателя 5 через редуктор. Точная установка верхней части и регулировка силы прижима роликов выполняется вручную с помощью маховика. Верхняя часть поднимается, чтобы можно было менять фетр и шлифовальную шкурку на барабанах. По способу крепления шлифовальной ленты различают шлифовальные барабаны с винтовой и с цилиндрической навивкой. При винтовой навивке абразивная лента шириной 300—450 мм навивается по винту так, что край первого витка нахлестывается на край следующего витка. Утолщение, образуемое нахлесткой, утопляется в винтовой паз, образованный в барабане. В этом же пазу помещается край фетровой ленты, навиваемой также по винту. Концы навитой ленты крепят затяжным бандажом, а специальный пружинный механизм внутри барабана создает натяжение и компенсирует ослабление ленты.
Рис. 2. Способы крепления шлифовальной ленты на цилиндрах: На рис. 2,б показано устройство шлифовального барабана с винтовой навивкой абразивной ленты. Стальная лента (бандаж) закреплена на шайбах, посаженных на валу. Поворотная шайба служит для крепления концов шлифовальной ленты и ее натяжения. На внешних торцах шайб насажены неподвижный и подвижный пальцы, на которые надеваются концы стальной ленты, закрепляющей край навитой шлифовальной ленты. Натягивают стальную ленту винтом, который, нажимая на выступ рычага, поворачивает его вокруг оси вала. Для закручивания по винту и тугого натяжения навитой шлифовальной ленты служит механизм поворота и смещения по оси концевой шайбы. Стержни с квадратной головкой несут шестерню, при повороте которой через зубчатый венец шестерни происходит поворот шайбы вокруг оси вала. Через винтовой паз на внутренней поверхности обода и пальца, связанного с поворотной шайбой, одновременно с поворотом шайбы происходит и осевое ее перемещение. Пружины поддерживают натяжение ленты во время работы. При повороте шайбы, опирающейся на упорный выступ, натяжная шайба займет исходное положение. При цилиндрической навивке концы ленты зажимаются между двумя валиками, и она натягивается на барабане при помощи натяжного механизма. При этом концы шкурки не стыкуются. Между ними образуется зазор 26 шириной 2—3 см по всей длине барабана. Этот зазор нарушает равномерность работы шлифовального барабана. Но при этом значительно упрощается метод навивки ленты и снижается время установки шлифовальной ленты по сравнению с методом винтовой навивки. Для нормальной работы станка необходимо в зависимости от расположения барабанов правильно подбирать номера шкурки. Для двухстороннего шлифования клееной фанеры шлифовальные трехбарабанные станки с нижн-им расположением барабанов устанавливают спаренно один за другим, но со смещением по оси. После шлифования на первом станке фанера поступает на устройство, которое переворачивает фанеру шлифованной стороной кверху и опускает лист на рольганг. С рольганга фанера поступает на второй шлифовальный станок, на котором шлифуется ее вторая сторона. При установке спаренных шлифовальных станков с нижним, а затем с верхним расположением барабанов поворотного устройства для фанеры не требуется. При шлифовании фанеры возможны следующие дефекты: сошлифовка верхних рубашек (особенно углов) до клеевого слоя; недошлифовка; грубое шлифование; неравномерная толщина фанеры; загар. Сошлифовка верхних рубашек может происходить из-за неравномерной толщины фанеры, неправильного обжима при шлифовании, неисправности станка (изношенность подшипников вала барабана), неправильной намотки шлифовальной ленты, изношенности фетра. Грубое шлифование происходит из-за плохого качества шлифовальной ленты и недостаточного рабочего давления. Загар (черные пятна на листе) возникают при работе с изношенной шлифовальной лентой. Недошлифовка фанеры происходит в основном по тем же причинам, что и сошлифовка. Для того чтобы шлифовальный станок работал нормально и производил качественное шлифование, необходимо выполнять ряд требований. Отклонения по толщине листов фанеры до шлифования не должны превышать ±0,5 мм. Замеры толщины фанеры перед станком рекомендуется производить предельными калибрами. Скорость шлифования (окружная скорость шлифовальных барабанов) должна быть в пределах 18—24 м/сек. Скорость подачи при шлифовании фанеры рекомендуется 7—8 м/мин. Регулируют прижимные валики на ходу станка при пропуске через станок первых листов. Прижим определяется по величине силы тока, для чего каждый электромотор привода барабана должен быть снабжен амперметром. Рекомендуемая сила тока —в пределах 8—12 а. Во избежание срыва шлифовальной шкурки на первом барабане рекомендуется производить подачу листов фанеры в станок под углом 25—30° к оси барабанов. На рабочем месте станочника не должно быть посторонних предметов и материалов. Нужно, чтобы все части станка были легко доступны для осмотра и управления. После работы станок следует тщательно убирать. Вблизи станка должен находиться шкаф с необходимым инструментом для наладки, предметами для уборки станка и рабочего места, смазочными материалами и др. В целях безопасной работы на шлифовальном станке нужно выполнять следующие правила. Шлифовальный станок должен быть оборудован хорошо действующей установкой для отсасывания пыли. Необходимо, чтобы ременная передача станка, электродвигатель и приводные шкивы имели ограждения. Пол у станка должен быть ровным, чистым и нескользким. Чистка и регулировка станка должны производиться только во время его остановки. Нельзя останавливать (притормаживать) шлифовальные барабаны руками. В состав бригады входят два станочника, но при шлифовании фанеры толщиной более 9 мм бригада увеличивается еще на два рабочих. В обязанности рабочих, обслуживающих шлифовальный станок, входит подача вагонеток с фанерой к станку и их откатка на расстояние до 5 м. Производительность шлифовального трехбарабанного станка при толщине фанеры 3—18 мм при одностороннем шлифовании (скорость подачи 8,6 м/мин) составляет 1900 листов в смену, а при двустороннем шлифовании 950 листов.
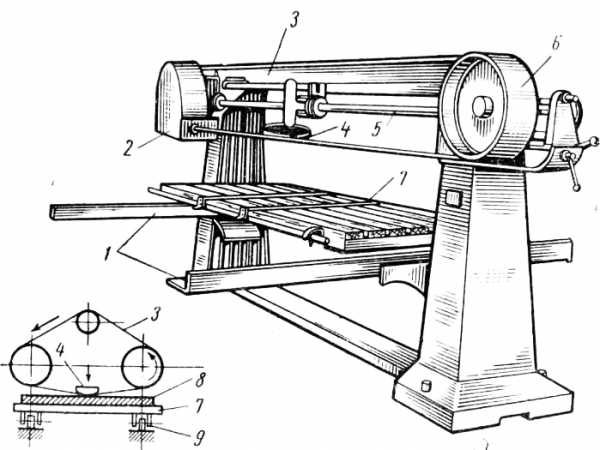
Рис. 3. Ленточный шлифовальный станок ШлПС-2М: После обработки листов фанеры на барабанных шлифовальных станках иногда необходимо выполнить ее дошлифовку. Для этого используются ленточные шлифовальные станки. На рис. 77 показан станок ШлПС-2М с шириной шлифовальной ленты 350 мм. Такой станок имеет двухтумбовую станину, на которой консольно закреплены два шкива, один из которых приводной. Натяжной шкив, которым натягивается лента, перемещается винтовым механизмом. Между тумбами в специальных направляющих закреплены опорные балки, по которым на роликах можно вручную передвигать стол станка. На цилиндрической направляющей подвижно укреплен кронштейн с утюжком, который прижимает шлифовальную ленту с тыльной стороны к детали. Для компенсации неровностей, имеющихся на детали и ленте, контактную поверхность утюжка покрывают фетром. Шкивы ленточного шлифовального станка должны свободно вращаться в подшипниках. Несколько смещая холостой шкив в сторону приводного, снимают шлифовальную ленту и вручную поворачивают шкивы, наблюдая за их вращением. Один конец ленты длиной 50 мм перед склеиванием тщательно очищают от абразивных зерен. Надевать ленту на шкивы следует так, чтобы наружный конец в шве был расположен по ходу движения шкива. Регулируют натяжение ленты, перемещая холостой шкив. Так как лента в начале работы (первые 10—15 мин) вытягивается, ее необходимо натягивать перемещением шкива, чтобы получить нужное натяжение. Затем устанавливают и закрепляют ограждения шкивов. Стол должен свободно перемещаться по направляющим под действием легкого нажима. Поднимая и опуская стол, проверяют механизм его подъема. При настройке стола на него укладывают лист фанеры и устанавливают его по высоте так, чтобы он отстоял от нижней ветви шлифовальной ленты на 10—15 мм. При холостом ходе лента должна идти ровно, не хлопать и не смещаться в сторону с обода шкива. Убедившись в правильном ходе станка, включают отсос и производят пробную шлифовку. При шлифовке лента не должна скользить на шкивах и смещаться в сторону. Для шлифования большеформатной фанеры можно использовать ленточные шлифовальные станки. Для сошлифовки загрязнений, недошлифовок, для снятия пятен при починке фанеры используются ручные переносные шлифовальные машинки. Шлифовальный станок должен быть оборудован хорошо действующей установкой для отсасывания пыли. Приемник шлифовальной пыли одновременно должен служить ограждением для шкива шлифовальной ленты. Электродвигатель и приводные шкивы должны иметь ограждения. Чистка, регулировка станка и надевание шлифовальной ленты должны производиться только во время остановки станка. После шлифования фанеры обнаруживаются дефекты склеивания, которые возможно исправить. На многих фанерных предприятиях заделка сучков, трещин производится специальными пастами. Паста разогревается, намазывается на дефектное место и затвердевает. Затвердевшая паста зачищается циклей и зашлифовывается. Для устранения пузырей верхнюю рубашку подрезают по длине волокна, в надрез вдавливают связующее и зажимают лист фанеры до затвердения связующего. Реклама:Читать далее:Циклевание фанеры
Статьи по теме:ШЛИФОВКА ФАНЕРЫ не дорого ЖМИТЕ!Для чего шлифуют фанеру?На фанеру укладывают штучный паркет, массивную или паркетную доску. Эти напольные материалы очень требовательны к ровному основанию. По этому, сама фанера тоже должна бить ровной! - Фанера и так ровная - скажете Вы и будите абсолютно правы! Но здесь есть 2 нюанса: Во первых - фанера может попасться не калиброванной, т.е. она будет не одинаковой толщины (разница 1-2 мм). Это может не бросаться в глаза, но на деле обернуться неприятностями. Во вторых - бетонная стяжка, на которую укладывается фанера, сама по себе бывает не ровной. В данном случае, речь идет о таких неровностях стяжек, как бугры, выбоины. Иногда бывает, лежат две ровные плиты перекрытия, а на их стыке шов. Сделать её ровной стоит неоправданно больших денег. Люди на этом экономя. В итоге, когда фанер распущена, приклеена и прибита, между листами вылезают перепады от 1 до 5 мм. Что бы убрать эти перепады, как раз и нужна шлифовка! Квартира. В коридоре и на кухне уже уложена плитка. Когда подошло дело Или второй вариант. В завершении можно сказать следующее: Закажите у нас шлифовку фанеры по телефону: +7 499 375-92-25 Какое оборудование применяется для шлифовки фанеры? При шлифовки фанеры мы используем крупнозернистый абразивный материал! Можно ли шлифовать фанеру - ЗнанияЕсли вы выбираете электрическую или орбитальную шлифовальную машину для легкой шлифовки, будьте осторожны, шлифуйте в несколько этапов и не шлифуйте тонкий внешний слой фанеры. Поскольку многие энтузиасты-любители часто используют слои из хвойной древесины, рассмотрите возможность шлифовки поверх более тонких внешних слоев фанеры и шлифовки с помощью шлифовальной машины. Начните с мелкой зернистости, например, 150, и прокрашивайте сторону песка до окончательной шлифовки, например, 180–220.При нанесении морилки хорошо отшлифовать скребками, так как это сделает пятно более грязным. При шлифовании плоской поверхности используйте плоский брусок для защиты наждачной бумаги и переходите к следующему, более тонкому зерну. Удалите шлифовальную пыль той же наждачной бумагой, которая использовалась для последней машинной шлифовки. Наиболее эффективным способом является использование одного или нескольких зерен, которые можно использовать для более длительного помола.Если вы используете один из трех методов шлифовки, вы также можете удалить песок с поверхности с помощью шлифовальной машины. Перед нанесением отделки отшлифуйте рисунок наждачной бумагой с зернистостью от 150 до 180 для окончательной обработки и наждачной бумагой толщиной от 1/4 дюйма до 1,5 дюйма для окончательной обработки. Будьте осторожны при шлифовании с помощью электрической шлифовальной машины, так как слой фанеры довольно тонкий, поэтому нижние слои можно легко шлифовать, не зная, что происходит.Держите песок на одной линии с волокнами древесины в направлении нанесения песка, чтобы избежать видимых рубцов на волокнах. После завершения шлифования протрите пыль влажной тканью и дайте заготовке высохнуть. Осмотрите заготовку и решите, что считаете нужным, а когда найдете в пределах досягаемости, точите столько, сколько нужно. Если используемый цвет имеет сильный блеск, поверхность может нуждаться в полировке, поэтому ударьте по ней еще раз. Верхний край затем шлифуется шлифовальным блоком в месте, где он соприкасается с фанерной пилой для обрезки фанеры.Большинство деталей, которые я построил из ламината, имеют лицевую рамку, закрывающую края, но не все. Я шлифую и фанерную сторону, и кромку 80% шлифовальной тарелки, поэтому шлифую шпон практически на любой поверхности столешницы. На самом деле есть немного закругленный край, если вы не «не ищите его, и я не чувствую», что он вообще может отклеиться. На нижней стороне, где я оставил лишний шпон, я использовал шлифовальный брусок.Стороны дерева и края обработаны пескоструйной обработкой. Его часто шлифовали для окончательного достижения желаемого блеска, но это того стоило ради внешнего вида столешницы. Влага от герметика увеличила текстуру древесины, сделав древесину снова шероховатой, поэтому я протер ее тряпкой. Затем пришло время опробовать железный шпон, но на этот раз способом, отличным от предыдущего метода шлифования. Герметизация несложная, но на фанеру нужно нанести больше морилки. Рекомендуется протестировать герметик на дополнительном куске ламинированного дерева и нанести морилку, чтобы увидеть, как будет выглядеть окончательный результат.Хотя процесс наполнения и измельчения может показаться утомительным, готовый продукт может выглядеть намного лучше. Когда дело доходит до покраски, выбор материалов намного проще, чем с морилками и лаками, потому что цвет шпаклевки не обязательно должен совпадать с цветом дерева. В целях обсуждения предположим, что вся мебель для использования в вашем доме изготовлена из фанеры. Если вы хотите использовать древесину, которую вы не используете, например, древесину из хозяйственного магазина, вам нужно предположить, что вместо этого ваш проект будет сделан из дерева. Сухой строительный шлам является особенно хорошим наполнителем поверхности, если вы используете строительную фанеру C или D и хотите получить гладкую поверхность. Даже недорогая строительная фанера может отлично выглядеть с небольшим количеством грязи. Широким шпателем для гипсокартона (10 – 12 дюймов) протрите всю поверхность, стараясь довести гипсокартон до конца. Дайте раствору полностью высохнуть, затем отшлифуйте наждачной бумагой с зернистостью 120 с помощью ножа для гипсокартона шириной 1/4 дюйма (10–12 дюймов). Если вам нужен слой, особенно в плохих местах, нанесите его и дайте ему высохнуть, прежде чем снова шлифовать. Помните, что шпаклевка для дерева, которую вы используете, дает усадку при высыхании, поэтому при необходимости отшлифуйте ее еще раз. В некоторых случаях каждый слой необходимо отшлифовать наждачной бумагой с зернистостью 120 перед нанесением второго слоя на гладкую ровную поверхность. Обязательно отшлифуйте и заполните концы досок, так как доски часто бывают шероховатыми, а большинство фанерных досок имеют ямочки. .Наждачная бумага по дереву– какую выбрать для шлифовки?Не существует идеального шлифовального листа для дерева. На рынке представлено множество различных решений, и выбор конкретного типа и его градации будет зависеть от того, для чего именно мы хотим его использовать, а также какую работу нам предстоит выполнять. Выбор подходящей наждачной бумаги также зависит от типа обработки. Будет ли это ручная обработка или это будет делаться с помощью болгарки? Для каждого из этих решений потребуется совершенно другой абразив.В случае с болгаркой это будет, например, лепестковый диск для шлифовки дерева, а для ручной обработки подойдет наждачная бумага в рулоне. Надо также иметь в виду тот факт, что для обработки различными видами приспособлений понадобится более тонкий абразив, чем для ручной обработки. При выборе наждачной бумаги для шлифования дерева необходимо учитывать множество аспектов. На какие вопросы стоит обратить внимание, что учесть и ни в коем случае не забыть? Какая наждачная бумага по дереву лучше? На эти и многие другие вопросы мы отвечаем в статье ниже.Приглашаем к чтению! Какая бумага для наждачной бумаги по дереву?Прежде всего, при поиске наждачной бумаги мы должны прежде всего обратить внимание на то, какая из них предназначена для дерева. Производители четко маркируют свою продукцию, потому что для каждого материала требуется немного другой тип абразива. К сожалению, многие забывают обращать на это внимание и выбирают наждачную бумагу интуитивно, что не всегда хорошо заканчивается.При наждачной бумаге по дереву очень важную роль играет градация, т.е. зернистость. Его следует выбирать в зависимости от типа обработки. Как вы можете это проверить? Ну крупное зерно, т.е. самое острое, от 40 до 60, среднее зерно от 80 до 120, мелкое зерно от 150 до 180, очень мелкое зерно от 220 до 240, а сверхмелкое зерно от 280 и выше. Наждачная бумага для дереваПри шлифовании дерева и других материалов очень важна градация.Мы не можем сразу перейти к мельчайшей детализации. Начните с большего и постепенно переходите к меньшему и меньшему, что в конечном итоге приведет к гладкой поверхности. Этот принцип распространяется как на ручную, так и на машинную обработку древесины. Более того, при шлифовании древесины приспособлениями, предназначенными для этого, мы должны обращать особое внимание на зернистость, так как ошибка может стоить нам обгорания материала. Использование только одной зернистости наждачной бумаги также не позволит достичь желаемых результатов обработки.Кроме того, неправильно подобранный абразивный материал и его градация могут привести к более быстрому износу или царапанью обрабатываемого материала. Любой специалист подтвердит, что нужно постепенно переходить от одного абразива к другому, начиная с более мелкой зернистости, переходя к следующему, не пропуская ни одного шага. Почему это стоит делать, хотя это может показаться более трудоемким? Одним из самых больших преимуществ этого решения является тот факт, что оно исключает риск забивания и пригорания материала, а также позволит удалить оставшиеся частицы предыдущего материала и положительно скажется на качестве обработки и его точность.Благодаря такой постепенной шлифовке царапины, появившиеся во время предварительной обработки, можно очень легко удалить. Сортировка наждачной бумаги – на что следует обратить внимание?Как на время обработки, так и на ее качество очень сильно влияет выбор градации наждачной бумаги. Это шаг, который вы ни в коем случае не должны пропускать и выбирать случайный тип абразива. Хотя поначалу это может показаться проблематичным, достаточно усвоить несколько ключевых правил и выбор правильных решений не станет для нас проблемой. Выбор градации наждачной бумаги зависит от того, какую работу нам предстоит с ней выполнять и какого эффекта мы хотим добиться. В случае с древесиной очень важно определить, является ли она твердой, средней или мягкой. Также важно, покрыта ли древесина таким веществом, как краска, или нет. Для необработанной древесины лучше всего подойдет наждачная бумага с градацией от 80 до 100. Это хороший абразив для предварительной обработки. Наждачная бумага по дереву будет служить для придания формы, а дальнейшие этапы обработки послужат лишь устранению неровностей и царапин, образовавшихся при предварительной обработке.В этом случае обработка, скорее всего, завершится наждачной бумагой с зернистостью 220. Она обеспечит гладкую поверхность и подготовит древесину к дальнейшей работе. Однако, если древесину нужно покрыть лаком на водной основе, необходимо будет использовать бумагу с градацией от 240 до 280. Какой наждачной бумагой снимать лак с дерева?Когда древесина покрыта лаком или краской и мы хотим снять с нее старое покрытие, приходится выбирать наждачную бумагу, которая будет подходить не только для дерева, но и для снятия краски.Когда дело доходит до градации, важно не просто смотреть на нее, чтобы она была резкой, так как это может привести к разрушению деревянного элемента. Начните с мелкой наждачной бумаги. Хотя это займет больше времени, зато качество обработки улучшится. Также важно выбрать как зернистость бумаги, так и соответствующий метод работы. В следующих статьях мы описали: Шлифовка древесины - как шлифовать древесину? .Шлифовальная лента и шлифовальная насадка 13 мм, зернистость 60 Истирание 9000 1Для чего нужен рабочий инструмент? Шлифовальные ленты в основном используются для удаления отделки и материала (дерева или других мягких материалов). Эти ленты также используются для (грубой) формовки и сглаживания или удаления ржавчины. Если вы хотите удалить только финишное покрытие, рассмотрите возможность использования менее агрессивного инструмента, такого как скребок.лепестковый круг (№ 502 или 504) или чистовой абразивный круг, например, № 511С/512С или 511Э/512Э. Как использовать рабочий инструмент? Внешний вид ленты показывает, что она зернистая. Чем больше неровностей на поверхности полосы, тем меньше зернистость. Шлифовальные ленты доступны с зернистостью 120 и 60. Чем меньше зернистость, тем больше материала удаляет инструмент. Используйте боковые поверхности лент для шлифовки. Шлифовальные ленты со временем изнашиваются, и их можно заменить, ослабив винт в верхней части шлифовальной оправки. Используйте шлифовальную насадку DREMEL EZ SpeedClic, чтобы менять ленту еще быстрее. Материалы, которые можно обрабатывать с помощью насадки Эти ленты можно использовать для шлифования/выравнивания мягких материалов, таких как твердая и мягкая древесина, пластик, стекловолокно и алюминий, а также для удаления ржавчины с различных металлов, напримерстали. Рекомендуемая скорость Паркетная древесина: 10-35000 Полка из фанеры JelonekНастройки файлов cookie Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить. Функциональный Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта. Аналитический Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей. Поставщики аналитического программного обеспечения Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper. Маркетинг Благодаря этим файлам мы можем проводить маркетинговые мероприятия. .Шлифование | РОНЕЛЬ | Дистрибьютор товаров для мебельной и деревообрабатывающей промышленности1727 Сиават ФК Шлифование лакокрасочных покрытий на фигурных поверхностях. Подготовка к полировке поверхности до зеркального блеска. Нанесение высокоглянцевых лаковых покрытий в диапазоне 1729 сиалакПромежуточное шлифование в промышленных лакокрасочных системах. Подготовка к полировке поверхности до зеркального блеска.Межоперационная шлифовка лакового покрытия для вырезания возникающих древесных волокон. Ликвидация дефектов покраски. 1749 сера fШлифование кромок и поверхностей из МДФ, ХДФ и ДСП. Черновая и чистовая обработка композитов, синтетических пластиков и поверхностей GKF. Окончательная шлифовка поверхности. Межоперационная шлифовка лаковых покрытий. Окончательное шлифование при обработке камня. 1796 сиалакШлифование и матирование грунта.Межоперационное шлифование тонкослойных лаковых покрытий. Окончательная шлифовка в качестве подготовки к полировке. Для тонкослойных и трудношлифуемых лакокрасочных покрытий. 1913 сиават Используется для промасленных поверхностей. Шлифование лакокрасочных покрытий на фасонных элементах. Подготовка к полировке поверхности до зеркального блеска. Доработка лакокрасочных покрытий до высокого блеска в пределах мелкой зернистости. Выполнение (выравнивание) лаковых покрытий. 1919 siawood TopTecКалибровка, начальная и окончательная шлифовка поверхностей. Выравнивание кромок, палочек и припусков. Измельчение и матирование почвы. Межоперационная шлифовка лаковых покрытий. Идеальные поверхности благодаря технологии TopTec. 1939 сиавудШлифование заподлицо (заподлицо с широкими поверхностями) краев, стержней и припусков. Калибровка, начальная и окончательная шлифовка поверхностей. Выравнивание ребер и палочек.Предварительное выравнивание для чистовой обработки массивной древесины и шпонированных поверхностей. 2812 сульфал хВыравнивание излишков и дерева на лбах ("краях"). Выравнивание ребер и палочек. Черновая обработка волокнистых материалов и древесины твердых пород. От черновой до окончательной обработки при производстве паркета, фанеры и проклейки. 2918 Сиапан изПромышленная черновая обработка различных марок. Черновая и шлифовка в производстве фанеры. Черновая обработка до окончательного размера. 2920 сиавудПлоское шлифование кромок и фальца. Окончательная шлифовка поверхностей и кромок. Грубая шлифовка для окончательного изготовления фанеры. Грубая шлифовка до окончательного размера. Шлифовка старого лака и краски. 2921 сиавудШлифовка старого лака и краски. Выравнивание кромок и палочек. Сбор лишней твердой древесины. Оптимальный продукт для ручного шлифования и ручных шлифовальных лент. 2933 сиатурГрубое и окончательное шлифование кривых и профилей. Шлифовка старой краски. Ровное шлифование кромок, фальцов и припусков. Предварительная обработка и отделка поверхностей и кривых. Специально подходит для пневматических барабанов. 2936 сиатур джейПрофильное и окончательное шлифование профилей и профилей. Межоперационное шлифование кривых и профилей. Подходит для пневматических барабанов. Специально адаптированы для головок щеток. .Стоит ли выбирать мебель из фанеры? - ОЧЕНЬ ПРОСТОСтоит ли выбирать мебель из фанеры?Фанера - материал, не ассоциирующийся у всех с роскошью и лучшим качеством. К сожалению, в Польше это не было воспринято как добрая слава, но, к счастью, мнение о фанере со временем меняется. Несмотря на это, многие до сих пор считают его устаревшим материалом. Возможно, это связано со временами Польской Народной Республики, где фанерная мебель была очень популярна. Стоит отметить, что те времена давно прошли и вряд ли вернутся, а фанера обрела новую жизнь, что гораздо больше свидетельствует о ее хорошем соотношении цены и качества.Это может быть связано с производителями в их руках, потому что они решили выбрать только самую качественную фанеру. Как нетрудно заметить, сегодня фанерная мебель намного дешевле, чем изготовленная из 100% дерева, к тому же качество и долговечность фанеры с каждым годом только увеличивается. Что такое фанера?Прежде чем принимать решение о выборе изделий из фанеры, стоит начать с азов и узнать, что же такое фанера на самом деле.Это название обозначает композиционный материал, что указывает на то, что он состоит из нескольких компонентов, образующих гетерогенную структуру. Фанера, используемая для изготовления мебели или дверей, состоит из нескольких очень тонких слоев древесины, расположенных попеременно. Благодаря использованию такой компоновки фанера становится более прочной. К сожалению, сам процесс производства фанеры достаточно трудоемкий, длительный и относительно сложный. Сама гидротермическая обработка древесины занимает несколько часов, и стоит отметить, что это лишь один из этапов производства фанеры.Кроме того, сырье подвергается окорке, распиловке бревен, разделке, лущению и сушке, исправлению дефектов, кондиционированию, склеиванию и прессованию, шлифовке - и каждый из этих этапов требует соответствующего количества времени. В производстве фанеры чаще всего используют древесину березы, ольхи, сосны и тополя, реже используют бук или экзотические деревья. Виниры соединяются между собой с помощью специального клея. А гидрофобные свойства придаёт только покраска и закрепление полученного изделия лаком или маслом. Все, кто заботится о благополучии окружающей среды, должны выбирать изделия из фанеры, потому что это экологичный, возобновляемый материал, а значит, безвредный для окружающей среды. Кроме того, этот тип сырья характеризуется высоким порогом гибкости, благодаря чему его можно легко адаптировать к ожидаемым формам. Это означает, что мебель из фанеры часто имеет более оригинальные формы, чем мебель из других материалов. Одной из самых оригинальных идей использования фанеры в прошлом было использование ее для строительства самолетов.Во время Второй мировой войны из этого материала был изготовлен британский самолет De Havilland Mosquito, что является доказательством его высокой прочности. До сегодняшнего дня авиационная фанера используется в авиастроении, но со временем ее стали использовать в строительстве только второстепенных элементов. Использование фанеры в производстве мебелиФанера является одним из наиболее часто используемых материалов в мебельной промышленности. Для производителей это в первую очередь очень устойчивый к повреждениям материал.Кроме того, он обладает дополнительными эстетическими качествами, которых нет у других материалов этого типа. Кроме того, столы из фанеры экологически безопасны. Фанера — отличный и привлекательный элемент, который придает характер любому предмету мебели. . |