

|
|
Ремонт тисков слесарных своими рукамивосстановление слесарных тисков своими руками. Как отремонтировать и чем покрасить? Слесарные тиски — незаменимый помощник для домашних и профессиональных работ. Со временем любой инструмент может выйти из строя. Не стоит спешить покупать новое приспособление. Тиски можно отремонтировать своими руками. В данной статье речь пойдет о причинах и признаках поломки, а также о том, как можно восстановить инструмент. Признаки и причины поломкиГлавной причиной поломки слесарных тисков является приложенное мастером чрезмерного усилие при затягивании заготовок. Второй причиной может послужить использование инструмента не по назначению . Обнаружение поломки происходит позже, спустя несколько лет или даже больше. Как правило, деформации подвержены чугунные модели слесарных тисков. Признаки того, что тиски сломались:
После выявления признаков поломки следует произвести ремонт тисков. Сделать это можно в домашних условиях. Как отремонтировать?Перед тем как починить инструмент своими руками, его нужно разобрать и помыть каждую деталь. Если приспособление покрыто налетом ржавчины, её необходимо удалить. Для этого можно использовать как профессиональный преобразователь ржавчины, так и домашние средства. Избавиться от налета поможет уксус или керосин. Изделие следует замочить в жидкости и оставить на некоторое время. Позже следует пройтись по инструменту жесткой щеткой. Полировать тиски следует до появления родного блеска металла. После процедур очистки и разбора следует приступить к самому процессу ремонта. Если причиной поломки является прокручивание винта в гайке, то необходимо разрезать гайку вдоль на 3 части и обновить резьбу. Для этого потребуется болгарка. Затем нужно восстановить целостность гайки путем приварки отрезанных частей на свои места.
Теперь нужно заново собрать инструмент. Порядок действий при сборе тисков таков:
Если тиски в запущенном состоянии, то для выкручивания ржавых болтов и деталей рекомендуется использовать керосин. Следует смазать детали и подождать несколько минут. После чего заржавевшие болты начинают постепенно прокручиваться. После ремонта можно отшлифовать приспособление. Вручную этого делать не стоит. К тому же на это уйдет много времени. Для шлифовки берут специальную щетку для болгарки. Во время работы необходимо использовать защитные очки. Для устранения незначительных дефектов (царапины, неглубокие трещины) поверхность изделия требуется зачистить или запаять. ВосстановлениеПосле выполненного ремонта тиски нужно отреставрировать. Для того чтобы инструмент принял надлежащий вид, его нужно смазать и покрасить. Перед смазыванием тисков поверхность необходимо обезжирить. Для этого используют ацетон или любой другой растворитель. Для смазки используют обыкновенное смазочное масло. Также можно применить силиконовую смазку или литол с солидолом. Так как приспособление не имеет узлов, работающих при большой нагрузке, то для смазки подойдет практически любое средство. Для смазки инструмента нужно сделать следующее:
Далее следует собрать тиски и прокрутить ручку. Если механизм идет плавно, то больше ничего делать не нужно. Если же тисы ходят туго, то дополнительно можно смазать маслом раздвижные лапки. После смазывания слесарные тиски необходимо оставить на некоторое время.
Чем покрасить?Средства для покраски слесарных тисков могут быть такими.
Те детали, которые не планируется красить, можно заклеить скотчем. Некоторые мастера советуют использовать намыленную газету. Она тоже отлично приклеивается к поверхности. Не нужно красить резьбу и те места, где какие-то детали двигаются или вставляются. При дальнейшем использовании прокручивать рукоятку будет достаточно проблематично. Как видим, восстановить слесарный инструмент вполне возможно в домашних условиях. Безусловно, не стоит доводить приспособление до плачевного состояния. Но некоторые рекомендации помогут отреставрировать даже те инструменты, которые долго не использовались и покрылись налетом ржавчины.
Также при выполнении работ необходимо соблюдать технику безопасности. Стоит помнить, что работать с лакокрасочными средствами и шлифовальным инструментом следует в маске и защитных очках. Реставрация слесарных тисков представлена на видео далее. Как отремонтировать слесарные тиски своими рукамиИногда бывает так, что ручка тисков крутится, а подвижная губка стоит на месте. Понятное дело, что работать таким инструментом не получится. Впрочем, это изъян можно исправить. В данном обзоре мастер показывает, как отремонтировать слесарные тиски своими руками.
Первым делом тиски нужно будет разобрать. Конкретно в данном случае нас интересует винт и гайка.
1 Читайте также: Делаем классную вещь: медный топор своими руками
Винт прокручивается в гайке, и поэтому подвижная губка остается на месте при вращении ручки.
Теперь, когда неисправность выявлена, можно приступать к ее устранению. И для этого нужно будет сначала разрезать гайку вдоль на три части.
1 Читайте также: Доработка винтового домкрата своими рукамиРекомендуем также прочитать статью: доработка плоскогубцев с целью повышения их функционала. Основные этапы работНа следующем этапе при помощи болгарки с отрезным диском необходимо «обновить» резьбу.
После этого целостность гайки нужно будет восстановить. Для этого просто привариваем вырезанные куски на свое место. Сварные швы необходимо будет зачистить лепестковым кругом. Или можно просто окультурить их напильником по металлу. 1 Читайте также: Как сделать металлические губки для слесарных тисов
Собираем тиски, и теперь все работает нормально. Вот так просто и быстро можно самостоятельно решить подобную проблему. Подробно о том, как отремонтировать слесарные тиски своими руками, можно посмотреть в видеоролике на нашем сайте. Мне нравится1Не нравится  Андрей Васильев Задать вопрос Тиски слесарные и станочные | Инструмент и оборудованиеОсновное отличие станочных тисков от слесарных в высоте губок для зажима и более жесткой конструкции. О том, где применяются тиски, каких видов они бывают и какие возможности предоставляют, читайте в статье. Обработка изделий, изготовленных из различных материалов, включает в себя целый спектр работ. Однако для получения лучшего результата деталь должна быть не только удобно установлена, но и надёжно закреплена. Именно с этой целью когда-то были придуманы, а затем и усовершенствованы тиски — приспособление, состоящее из корпуса и двух зажимных губок. Фиксация изделий обычно осуществляется путём вращения рукоятки винта или с помощью различных механизмов: клиновых, диафрагменных, эксцентриковых и др. Существуют и пневматические параллельные тиски, в которых для перемещения и прижатия подвижной губки используется сжатый воздух. В зависимости от сферы применения различают тиски слесарные и тиски станочные. Станочные тиски. Тиски станочные предназначены для жесткого закрепления деталей при фрезеровании, сверлении, строгании и др. операциях, осуществляемых на станках. В случаях, когда изделие требуется зафиксировать под определенным углом, тиски устанавливают на поворотную платформу, обеспечивающую свободное вращение вокруг вертикальной оси. После выбора нужной позиции зажимной инструмент притягивается к основе специальными болтами. Поворотная основа — удобное вспомогательное устройство, однако она несколько снижает жесткость конструкции, поэтому использовать её следует только при необходимости. Для установки обрабатываемой детали под углом к плоскости стола применяются синусные тиски. С учётом нужного угла по специальной формуле рассчитывается высота проставки (базовый набор этих изделий обычно входит в комплект, а дополнительные изготавливаются по мере необходимости), которая затем вставляется на подвижной части между нижней опорой и цилиндрической втулкой. Существуют и двухпозиционные синусные тиски — благодаря своей универсальности они приобрели большую популярность у мастеров. Устройство этого инструмента даёт возможность установки детали с наклоном в двух взаимно перпендикулярных плоскостях. Для фиксации обрабатываемого изделия под любым углом в трёх плоскостях применяют трёхкоординатные тиски. Этот инструмент является самым сложным и дорогим, однако и возможностей предоставляет гораздо больше, чем другие виды зажимных устройств. При работе с крупными деталями используются отдельные половинки прижимов, которые закрепляются прямо на рабочем столе. При этом одна губка имеет небольшой ход, благодаря которому возможна прочная фиксация обрабатываемого изделия. Одновременная обработка двух деталей становится вполне реальной, если в деле применяются двойные станочные тиски. Отдельный инструмент создан и для зажатия двух заготовок под прямым углом. Возможно, это не самые распространённые устройства, но «в природе» они существуют, и даже пользуются спросом в определённых областях работ. Слесарные тиски. Тиски слесарные, как и следует из названия, широко применяются при различных видах слесарных работ. Зажимной инструмент устанавливают на верстаках и используют в случаях, когда при обработке детали её неудобно или просто опасно держать руками. В отличие от станочных, слесарные станки актуальны для работы с довольно мягкими материалами — древесина, пластик и т.п. Оба вышеописанных вида тисков могут выпускаться в различных размерах, с разной величиной хода подвижной губки. Однако станочные тиски имеют меньшую высоту губок, а конструкция инструмента более жесткая, чем в слесарных моделях. Компания «Кибер» предлагает широкий выбор слесарных и станочных тисков. Фирма, работающая по всей России почти два десятка лет, специализируется на поставке и продаже различных инструментов, комплектующих и расходных материалов к ним. «Кибер» сотрудничает с такими всемирно известными производителями инструмента, как Stanley, Sparky, Makita, Griff. Богатый опыт работы, знание профессиональных тонкостей, популярных и новых моделей, а также богатый ассортимент товаров позволяют компании удовлетворить практически любые запросы своих клиентов.
Ремонт станочных тисков с дополнением. - Законченные проектыТут я задумался о целесообразности применения тарельчатой пружини в тисках такого типа. Преимущество выжу в том, что упорную поверхность в корпусе допускается изготовить относительно неточно и пружина скомпенсирует эти неточности. Также при зажиме тисков сила зажима увеличивается относительно постепенно, но существенно ли это. Расматривая разные схеми с пружиной пришёл к мнению, что пружина не должна прикасаться к шейке винта, что между пружиной и кольцом подшипника должна находиться довольно мощная, твёрдая и точная шайба, но это увеличивает длину всей системи, что в конкретном случие требует увеличения проточки в корпусе основания, но это снижает материалоемкость в задней части корпуса, тем самим снижает сопротивление от нагрузки зажима к изгибу названной части.
Решил отказатся от применении пружины вообще. Для этого убрал заусенец от пружины на шейке винта и проточил плечо винта на максимально возможный диаметр так, чтоби образовались 3 места, за которые возможно удержать винт в трехкулачковм патроне. Получил диметр 33,3
Проточил диаметр 29,99, аксиально на 2мм. Получил размер от плеча до начала шейки 10,9мм. Толщина (высота) плеча осталась 4,8мм.
Проверил качество всего винта. Качество по точности низкая. Резьба – Трап. Ф28, шаг – 5, левая. Резьба шлифованая, но неточная.
Поставил в токарном станке на центрах. Конус центра в патроне проточен и после не переставлялся. Биение на задней шейке 0,02 (нормально).
Радиальное биение впадины резьбы у задней шейки около 0,4 мм.
Радиальное биение впадины резьбы у передней шейки около 0,12 мм.
Биение на передней шейке тоже 0,02 (нормально). Диаметр шейки – 21,90, диаметральный зазор в опоре – 0,12. При том биение подвыжного центра меньше 0,005.
Биение наружного диаметра резьбы 0,02 по всей длине (нормально). Наружный диаметр резьбы у задней шейки – 27,82, у передней – 27,91. Это неправильно, но на точность тисков не повлияает.
Самое неприятное, это биение впадины резьбы, что означает что и сама резьба имеет такое биение, при том по длине резьбы биение меняется. Даже не представляю, почему так получилось. Ясно только то, что шейки и наружный диаметр резьбы шлифовались на круглошлифовальном а сама резьба на резьбошлифовальном станках. Можно посчитать аксиальную составляющую этого биения. dX = tg 15deg x 0,4 = 0,11 (ближе к упорному подшипнику) dX = tg 15deg x 0,12 = 0,03 (дальше от упорного пошипника) Хотя винт надо считать браком, но понимая, что резьба работает только на зажим и что после 30 летнего пользования резьба винта кое-как уже приработалась к гайке и аксиальное биение уже снизилось и при том, что точный винт мне недостать и прошлифовать каленную резьбу не могу, я должен пользоватся тем что имею. Но могу при себе поругатся на изготовителя, что и делаю.
Выставил основание тисков на столе фрезерного станка и померил как лежит винт на своём месте. Мерил по наружному диаметру резьбы принимая в расчете разницу наружного диаметра резьбы и принимая, что зазор в опорах немешает измерению от давления щупа индикатора на винт. Мерил вертикальное и горизонтальное смещение.
Таким образом установыл, что относительно передней опоры задняя радиальная опора винта смещена примерно на 0,05 в левую сторону и примерно на 0,04 вниз. Это возможно от свободной шабровки направляющих, от деформации основания от старения чугуна и от неточности изготовления. Вынул винт и выравнил задную поверхность основания. Величина подачи заводской фрезеровки меня удивила.
Решил поступить так, чтобы винт при работе смог (если захочет) принять положение при котором эти величины смещений снизились в два раза. Так как эфективная длина измерений почти совпала с нижней базовой длины или диаметра пятки, под задней части подложил алюминевую фольгу толщиной в 0,02 и развернул основание по часовой стрелке так, чтобы боковие направляющие на длину 190мм показывали разницу в 0,025 на индикаторе. Виставыл центр шпинделя по центру задней опоры.
Выясняется, что ось освобождения для подшипника и пружин и ось опоры не совпадают. Пришлось увеличить размер от Ф54 до Ф54,5.
Упорная «плоскость» для пружины не перпендикулярна при том имеет конусность. Пришлось вглубиться на 0,6 от прикосновения резцом. Слесарные тиски - советы покупателю
Назначение слесарных тисковНачнем с того, для чего же нужен этот инструмент? – На самом деле, он предназначен для того чтобы удобно фиксировать и закреплять деталь, которая будет обрабатываться. То есть, во время работы с металлическими изделиями, деревянными или пластмассовыми заготовками, для хорошей и качественной обработки, необходимо чтобы эта деталь была крепко фиксирована. Крепко удерживать деталь руками, просто не получится, поэтому для этой цели как раз и был изобретен такой инструмент, как тиски. Существует несколько видов тисков, которые имеют практически одинаковое назначение, но вместе с тем, в своей конструкции имеют некоторые отличия. Так, существуют слесарные и станочные тиски, а также ручные и столярные. Кроме того, они могут быть, как с ручным приводом (деталь закрепляется вращением ручки, своими руками), так и с механизированным приводом. Наиболее популярным типом тисков, являются поворотные слесарные тиски, которые также часто используются и в качестве столярных тисков, хотя разница между столярными и слесарными все же есть.
При покупке тисков, чаще всего обращают внимание именно на слесарный тип, так как он является наиболее универсальным, простым и практичным. На сегодняшний день, цена слесарных тисков может быть совершенно разной. Заключается это в конструктивных и технических отличиях, о которых мы сейчас и поговорим.
Какие лучше выбрать слесарные тиски при покупке?Теперь о том, каких советов придерживаться во время выбора слесарных тисков в магазине, покупая их с рук или заказывая в интернет магазине. Есть несколько критерий и деталей, на которые необходимо обратить пристальное внимание. Среди этих деталей, выделим следующие: - размер слесарных тисков; - материал, из которого они изготовлены; - шаг резьбы поворотного механизма; - размер губок и их структурная поверхность; - наличие дополнительных функций. Размер тисков. Прежде всего, во время покупки, вам нужно обратить внимание на размер вашего будущего слесарного инструмента. Если вы уверены в том, что будете всегда работать с небольшими деталями или заготовками, лучше всего обратить внимание на небольшие тиски, которые будут удобны в таком случае, удобны при переноске, и стоить на порядок меньше, чем тиски большого размера. То есть, нет никакого смысла переплачивать за большой инструмент, если вам нужны маленькие тиски. Это первое, и, пожалуй, самое очевидное.
Материал тисков. Второе, на что нужно обратить внимание, так это на материал, из которого изготовлены тиски. В преимущественном большинстве, слесарные тиски изготавливаются из стали – в более чем 96% случаев. Но, тут есть небольшая деталь – это качество стали, из которых они изготовлены. Поэтому, чтобы купить слесарные тиски, необходимо обращать внимание на производителя. Как правило, известные бренды и компании, занимающиеся выпуском слесарных тисков, делают свой инструмент из качественной стали. Отечественные производители, к большому сожалению, сегодня предлагают не самое лучшее качество стали. Сюда же можно включить и китайские тиски, которые не могут похвастать своим качеством. Поэтому, обращайте внимание на эту деталь.
Шаг резьбы поворотного механизма. Тут всё просто – при покупке, вам необходимо обратить внимание на то, насколько большой шаг фиксирования у тисков. Если же вам нужно выполнять точечные работы, то вам нужны тиски с мелким шагом, которые позволят подобрать оптимальный зажим. Если же нужен грубый зажим – сгодятся тиски с широким шагом.
Размер и структура губок. Деталь зажимается в специальных губках, которые имеют как разные размеры, так и различную структуру поверхности. Так, цена слесарных тисков, как правило, будет зависеть от размера губок – чем он больше, тем и цена их будет выше. Обратите внимание и на структуру – губки могут иметь сеточную или точечную поверхность. Так, после зажима детали (например, деревянной) в тисках, после работы на ней могут остаться следы этой структуры. Поэтому, лучше присмотреться к слесарным тискам с плоскими губками.
Дополнительные функции. В число дополнительных функций, входит, например, возможность использовать поворотные слесарные тиски в качестве наковальни. Это будет полезно во время мелких слесарных работ, что позволит закрепить деталь, и до конца работать с ней. Так как в противном случае, вам придется каждый раз вынимать деталь из тисков, обрабатывать, и вновь зажимать. С наличием данной функции, такой необходимости нет. Что же, теперь вы знаете все о том, как сделать правильную покупку в отношении такого инструмента, как слесарные тиски. Данные знания помогут вам не ошибиться, где бы и как не происходила покупка – в магазине, на барахолке, приобретая их в состоянии «б/у», или выбирая их из Интернета – приобретая данный товар в каком-нибудь интернет-магазине. Еще о зажимных инструментах: - Струбцина столярная – виды и какую где применять - Зажим строительный Еще по теме, где применяются тиски: - Самодельный ручной листогиб - Стойки и направляющие для дрели - Ленточный шлифовальный станок из дрели своими руками - Циркулярная пила из дрели загрузка... 🛠 Тиски своими руками: варианты, особенности, изготовлениеТиски являются одним из важнейших приспособлений для облегчения труда любого мастера хоть при обработке металла, хоть при работе с деревом. Зажав деталь в тисках, мастер освобождает свои руки для инструмента. К тому же, тисками можно крепче удерживать деталь, чем вручную. Более того, повышается точность изготовления. Тиски бывают разные – общего назначения (универсальные) и специализированные (для определённых работ).  Тиски настольные обычные, тиски настольные малые, тиски ручные ювелирные Тиски настольные обычные, тиски настольные малые, тиски ручные ювелирныеФОТО: Леонид Шальман Содержание статьи Основные элементы тисков для домашней мастерскойТиски состоят из нескольких деталей. Основными элементами являются губки – подвижная и неподвижная, между которыми и зажимается обрабатываемая деталь. Неподвижная губка выполнена как одно целое с основанием. В подвижной губке закреплена гайка, сквозь которую проходит мощный ходовой винт. На одном конце винта установлена рукоятка, за которую его вращают, другой конец свободно вращается в неподвижной губке. При вращении за рукоятку подвижная губка перемещается в сторону неподвижной. Основание может быть выполнено из двух деталей. Нижняя крепится наглухо к рабочему столу (верстаку), на верхней собран весь механизм тисков. Некоторые модели могут поворачиваться вокруг вертикальной оси. Основные элементы тисковФОТО: usamodelkina.ru Тиски слесарные своими рукамиТиски заводского изготовления можно купить в инструментальном магазине. Но за них нужно заплатить немалые деньги. К тому же, у настоящего мастера всегда к инструменту и приспособлениям есть набор индивидуальных требований. Вот поэтому многие умельцы делают тиски своими руками. Но для выполнения такой работы надо многое уметь: делать грамотные чертежи, быть хорошим слесарем и сварщиком, работать на токарных, фрезерных и сверлильных станках. Зато и тиски можно сделать уникальные, каких ни у кого нет. Материалы и инструментыОтличительный признак всех самоделок от фирменных изделий в том, что они сделаны из того материала, который был доступен. И конструкция разрабатывается с учётом имеющихся старых деталей. И всё-таки, слесарные тиски должны быть очень прочными, поэтому они делаются из металла. Конечно, чугунную отливку в домашних условиях сделать нереально, но сварить конструкцию из нескольких подходящих железок можно. Поэтому в дело пойдут обрезки уголка примерно 50 номера, кусок швеллера 60 номера, стальной лист толщиной 4 – 6 мм, болты М6, М8 с гайками и шайбами, длинный болт диаметром 12 – 14 мм с крупной резьбой с гайками, кусок арматуры диаметром примерно 10 мм. В качестве ходового винта лучше всего использовать таковой от старых поломанных тисков. Из инструментов потребуется молоток, ножовка по металлу, доступ к сверлильному станку и сварочному аппарату, измерительный инструмент. И, конечно, чужие слесарные тиски. ЧертежиПосле того, как сформировался примерный образ будущего изделия, необходимо вычертить комплект чертежей – эскиз общего вида, сборочный чертёж, чертежи всех деталей. Иначе собрать окончательное изделие не получится. Вариант чертежа слесарных тисковФОТО: usamodelkina.ru Инструкция по изготовлениюИзготовление тисков ведётся поэтапно. Сначала по чертежам изготавливаются все детали. В торце подвижной части закрепляется конструкция с гнездом для вращающегося ходового винта. Ходовая гайка может быть закреплена на неподвижной части тисков. Ходовой винт при вращении за рукоятку ввинчивается в гайку, перемещается сам и перемещает подвижную губку. Тиски своими руками для сверлильного станкаТиски для сверлильного станка отличаются от обычных слесарных тисков своей общей высотой. Они значительно ниже. Материалы и инструментыМатериалы и инструменты используются такие же, как и в предыдущем случае. ЧертежиЧертежи отличаются только в части выбранной конструкции и размерами деталей. Инструкция по изготовлениюТехнология изготовления определяется тем, что идёт работа с металлом. Конкретные детали изготавливаются по конкретным чертежам. Между вариантами разных моделей тисков принципиальное отличие может быть лишь в том, где устанавливается ходовая гайка – на подвижной или неподвижной части. Этим определяется способ закрепления ходового винта. И ещё нюанс, тиски для сверлильного станка обычно свободно перемещаются по рабочему столу.  Тиски для сверлильного станка Тиски для сверлильного станкаФОТО: usamodelkina.ru Столярные тиски для верстакаДля столярных и плотницких работ вполне подойдут деревянные тиски. Им придётся воспринимать значительно меньшие нагрузки, чем при работе с металлом. Материалы и инструментыВ качестве исходных заготовок можно взять три бруска сечением от 40×40 мм² до 60×60 мм² и длиной 250 – 300 мм. Размеры определяются из требований к величине будущих деталей. Ещё нужен ходовой винт с гайками, подойдёт покупная шпилька с резьбой М10 – М12. Для основания можно использовать лист фанеры толщиной 10 – 12 мм и размером 300×500 мм. В качестве крепежа потребуются саморезы диаметром 6 мм и длиной не менее 40 мм. Инструменты обычные столярные и плотницкие: ножовка по дереву, рубанок, дрель. ЧертежиКонструкция видна из фотографии.  Деревянные тиски для верстака Деревянные тиски для верстакаФОТО: youtube.com Инструкция по изготовлениюБрусок с гайкой ходового винта привинчивается наглухо к основанию саморезами. Неподвижная губка может переставляться по основанию в разные положения, в зависимости от размера обрабатываемой детали, и закрепляться болтами с гайками. Упорный конец ходового винта крепится к подвижной губке с помощью накладки от старого офисного кресла на колёсиках.  Соединение ходового винта с подвижной губкой Соединение ходового винта с подвижной губкойФОТО: youtube.com Как сделать самодельные трубные тискиТиски для зажима труб отличаются от обычных слесарных и внешним видом, и особенностями эксплуатации. Подвижная губка перемещается по вертикали. Зажимать в этих тисках приходится предметы круглой формы, а потом газовым ключом с усилием крутят прикипевшую муфту или плашкой нарезают в трубе резьбу. Тиски при этом должны удержать деталь от проворота. А затягивать трубу надо крепко, но аккуратно, чтобы не помять её. Для выполнения этих требований в обеих губках делают вырез в виде треугольника с высотой 30 – 40 мм с насечкой по боковым сторонам.  Тиски трубные Тиски трубныеФОТО: sdelairukami.ru Материалы и инструментыВ качестве исходных материалов для изготовления тисков нужны несколько обрезков труб диаметром 0,5 и 1,5 дюйма и длиной до 200 мм, обрезки профильных труб сечением 50×30 мм, 40×25 мм и 30×20 мм. Для подвижной губки нужен кусок листовой стали толщиной 10 – 15 мм. Для ходового винта трапецеидальная резьба нарезается на прутке 10 – 12 мм. ЧертежиНиже приводится схема работы трубных тисков. Размеры выбираются под индивидуальные требования.  Схема трубных тисков Схема трубных тисковФОТО: Леонид Шальман Инструкция по изготовлениюКруглые трубки используются в качестве вертикальных стоек рамы тисков, профильные применяются как горизонтальные составляющие. На верхней перекладине приваривается короткий обрезок профильной трубы для формирования резьбы под ходовой винт. Губки вырезаются из кусков толстого листа. Ходовой винт лучше не делать самому, а найти готовый, например, от старой задвижки. Чтобы захватывать тонкие трубы, верхнюю губку надо по ширине сделать меньше, чем нижнюю. Прочие идеи для изготовления тисков из подручного материалыУмельцы предлагают много своих конструкций. Каждый мастер творит из того материала, который ему достался. Но есть и принципиально непохожие конструкции. Интересная идея представлена на фото ниже. Деталей мало, зато можно зажимать две заготовки разного размера.  Тиски с перемещением подвижной губки под углом Тиски с перемещением подвижной губки под угломФОТО: usamodelkina.ru  Ещё одна версия двухместных тисков Ещё одна версия двухместных тисковФОТО: usamodelkina.ru ЗаключениеВ мире много людей, которые любят и умеют делать полезные вещи своими руками. Они и инструмент, и всякие приспособления делают для себя сами. Это очень увлекательное занятие. ПредыдущаяСвоими рукамиУдивительное рядом: мастер-классы по изготовлению поделки «Ёжик из шишек» СледующаяСвоими рукамиКак сделать нож своими руками в домашних условиях: удобная вещь для себя Понравилась статья? Сохраните, чтобы не потерять! ТОЖЕ ИНТЕРЕСНО: ВОЗМОЖНО ВАМ ТАКЖЕ БУДЕТ ИНТЕРЕСНО: Быстрозажимные эксцентриковые тискиБез слесарных тисков невозможно представить авторемонтную или домашнюю мастерскую независимо от того, с каким материалом приходиться работать: металлом, пластиком или деревом. Обычно везде пользуются классическими тисками с воротком, которые медленно зажимают и разжимают детали.Совершенно нетрудно и в короткое время можно изготовить самодельные металлические тиски с эксцентриковым зажимом, которые отличаются компактными размерами, а также позволяют быстро и надежно фиксировать заготовки. Быстродействие тисков особенно будет полезным при выполнении больших объемов работ, отличающихся однообразием и монотонностью. Сделать самые простые металлические тиски с эксцентриковым зажимом можно своими руками из недорогих подручных материалов – остатков металлолома, которые практически всегда найдутся в домашней мастерской или гараже. Поэтому на материалах не будем останавливаться. Если будет необходимость оговорить их особенности, уточним это в процессе работы. Нам для работы понадобятся самые обычные инструменты:
Приступаем к изготовлению тисковЧтобы работа спорилась, не мешает себе мысленно представить конечный результат работы, к которой мы только что приступаем: готовые быстрозажимные эксцентриковые тиски, радующие нас своей компактностью, цветовым разнообразием и поразительными возможностями быстро и надежно зажимать любые заготовки. Ну, а теперь – к работе, чтобы мечта превратилась в реальность. Находим остаток ни к чему негодного швеллера, размечаем его с помощью линейки и маркера и отрезаем при помощи болгарки необходимый кусок. Он станет основание для подвижной и неподвижной губки наших тисков. Из подходящего по размеру равнополочного уголка после разметки отрезаем два одинаковых по длине куска, которые в тисках станут основанием губок наших самодельных тисков. В середине полки одного из уголков – будущей подвижной губке тисков, намечаем центр отверстия, которое просверливаем на сверлильном станке. На перемычке заготовки швеллера по ее центральной оси ближе к одному концу намечаем границы прорези, по которой будет двигаться подвижная губка наших тисков. Отмеченные точки накерниванием и сверлим отверстия, которые и будут концами прорези. Вырезаем с помощью болгарки полоску металла в перемычке швеллера между этими двумя отверстиями и выбиваем ее сужающимся бойком молотка. Эта прорезь будет задавать пределы перемещения подвижной губки тисков. Отрезаем болгаркой из подходящей металлической полосы два куска, длина которых равна ширине полки уголка. Они будут служить ограничителями для подвижной губки при ее движении вдоль прорези. Далее соединяем уголок и швеллер с помощью болта и гайки в положение, которые они будут занимать в готовых тисках. Зажимаем эту конструкцию в слесарные тиски и привариваем к уголку поперечно с двух сторон швеллера ограничители, придерживая их клещами. Чтобы их случайно не приварить к полкам швеллера, между ними на время сварки помещаем тонкий кусок резины, пластика или другого диэлектрического материала. Затем из отслужившего свое молотка с круглой головкой отрезаем болгаркой цилиндрическую болванку по высоте примерно равную диаметру – заготовку будущего эксцентрикового зажима. Намечаем на его торце точку с некоторым эксцентриситетом – отступом от центральной продольной оси цилиндра. По метке сверлим сквозное отверстие, параллельное оси нашей заготовки. Из толстой полосы металла после разметки вырезаем два куска по длине и высоте равных полке равнополочного уголка. Это будущие накладки на губки быстрозажимных тисков. Сверлим в этих накладках по два отверстия по центру ближе к краям. Развертываем их с лицевой стороны под головки крепежных винтов. С помощью болгарки наносим насечку и зачищаем их. Пробуем качество закрепления накладок к полкам уголков (губкам) двумя болтами и гайками. Один уголок (неподвижную губку) привариваем поперечно к перемычке швеллера со стороны, противоположной прорези. Вновь устанавливаем накладки на неподвижную и подвижную губки и уже окончательно прикручиваем их по месту, пользуясь ключом и отверткой. Из довольно толстого металла вырезаем полоску по размеру равную длине уголка, а по ширине – расстоянию между концами полок по диагонали. Также и привариваем ее для обеспечения прочности и жесткости неподвижной губки. Теперь берем более толстую полосу металла и сверлим с одного конца отверстие и нарезаем в ней резьбу с помощью метчика. Затем отрезаем от нее кусочек с резьбовым отверстием прямоугольной формы, чуть отличной от квадрата. Эта самодельная прямоугольная гайка будет удерживать эксцентрик на подвижной губке, и позволять им двигаться по перемычке швеллера (направляющей) в ту или другую сторону. Чтобы гайка не вращалась под перемычкой швеллера, с двух сторон от нее продольно вдоль всей прорези с небольшим зазором отрезаем и привариваем два направляющих прута-ограничителя. В эксцентрике сбоку примерно посередине его высоты сверлим глухое отверстие и нарезаем в нем резьбу под крепление ручки. Собираем подвижную губку тисков с заранее приваренными ограничителями, прикручивая к уголку двумя болтами готовую накладку с насечками. Находим кусок листового железа достаточной толщины для обеспечения жесткости. Намечаем на нем контуры основания восьмиугольной формы с двумя отметками под отверстия для крепления. С помощью болгарки вырезаем его. Привариваем к нему швеллер (направляющую) с неподвижной губкой. Обрабатываем сварные швы и поверхности болгаркой для удаления ржавчины, наплывов металла, шероховатостей и округления граней. Заклеиваем накладку губки и продольную прорезь с запасом по бокам строительным скотчем. Красим с помощью аэрозольного баллончика основание, направляющую и неподвижную губку в черный цвет, подвижную губку (кроме накладки) – зеленой краской, а эксцентрик – бронзовой. После высыхания краски и снятия скотча, все части наших эксцентриковых тисков в принципе готовы и только ждут окончательной сборки. Для этого нам достаточно установить эксцентрик и подвижную губку на направляющую, пропустить через отверстия болт и снизу под направляющей установить прямоугольную гайку и завернуть в нее болт. В эксцентрик сбоку вкручиваем ручку, а основание тисков двумя винтами закрепляем к прочному деревянному основанию. Наши быстрозажимные эксцентриковые тиски собственного изготовления полностью готовы к работе. С их помощью одним движением ручки эксцентрика можно закрепить в них любые заготовки быстро, надежно и без лишних усилий. Замечания в концеПоскольку придется работать с болгаркой, сварочным аппаратом, сверлильным станком, то необходимо пользоваться индивидуальными средствами защиты, по крайней мере, очками для защиты глаз и перчатками на руки. Чтобы подвижные части эксцентриковых тисков работали без заеданий, их можно время от времени смазывать графитовой смазкой, а рычаг эксцентрика для удобства снабдить деревянной ручкой. Смотрите видеоСлесарные тиски с системой быстрого скольжения 125 Unior (621482) 721Q / 6 Официальный дистрибьютор Unior Tools Магазин велосипедных инструментовНастройки файлов cookie Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить. Функциональный Эти файлы позволяют использовать другие функции веб-сайта (кроме необходимых для его работы).Их включение предоставит вам доступ ко всем функциям веб-сайта. Аналитический Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям пользователей. Продавцы аналитического программного обеспечения Эти файлы используются поставщиком программного обеспечения, под управлением которого работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Цель сбора этих файлов - выполнить анализ, который будет способствовать развитию программного обеспечения. Вы можете узнать больше об этом в политике Shoper в отношении файлов cookie. Маркетинг Благодаря этим файлам мы можем проводить маркетинговую деятельность. .Слесарные тиски - Официальный дистрибьютор Unior Tools Магазин велосипедных инструментовНастройки файлов cookie Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить. Функциональный Эти файлы позволяют использовать другие функции веб-сайта (кроме необходимых для его работы).Их включение предоставит вам доступ ко всем функциям веб-сайта. Аналитический Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям пользователей. Продавцы аналитического программного обеспечения Эти файлы используются поставщиком программного обеспечения, под управлением которого работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Цель сбора этих файлов - выполнить анализ, который будет способствовать развитию программного обеспечения. Вы можете узнать больше об этом в политике Shoper в отношении файлов cookie. Маркетинг Благодаря этим файлам мы можем проводить маркетинговую деятельность. .ЦехПлощадь гаража - это зона товаров, рекомендованных послом бренда NEO - Михалом «Мичу» Есионовски - автомобильным энтузиастом, создателем популярного канала на YOU TUBE - «Любители четырехколесных автомобилей своими руками» и владельцем « М4К Гараж »сеть гаражей. Здесь вы найдете профессиональные автомобильные инструменты от NEO Tools: механические инструменты, инструменты для мастерских, оборудование для мастерских, пневматику, электрические инструменты, сварочные аппараты, здоровье и безопасность. В дополнение к этому видео, советы и рекомендации от самого Майкла.
ПРЕЗЕНТАЦИЯ ЯЩИКА ДЛЯ ИНСТРУМЕНТА M4K GARAGEВ набор входят инструменты, специально отобранные Амбассадором NEO, и выбор был обусловлен идеей создания набора, обеспечивающего базовое обслуживание автомобилей. КУПИТЬ
ШКАФ ДЛЯ ИНСТРУМЕНТОВ NEO CUSTOM PRONEO Custom Pro - это инновационная система, которая позволяет дополнить шкаф для инструментов в соответствии с вашими потребностями и предпочтениями.Система состоит из корпуса и 15 элементов, таких как: колеса, столешницы, ящики и аксессуары. Завершите свой шкаф
ПРЕДСТАВЛЕНИЕ УДАРНОГО КЛЮЧА NEO 08-600предназначен для работ, связанных с заменой колес, ремонтом подвески и тормозов. Купить набор
ВСТРЕЧА С ФАНАТАМИ В NEO GARAŻ29 июня 2019 года состоялась встреча с болельщиками в NEO Garaż - уникальном месте для автолюбителей, где они могут поставить в гараж и отремонтировать свой автомобиль самостоятельно.
БАБУШКА PRA PRA PRA PASSAT ПОСЛЕ 60 ГОДАРекламный бюлик от VERTO на подъемнике M4K Garage
. Организация рабочего места своими рукамиГараж в первую очередь нужен для хранения автомобиля. Однако опытные, грамотные водители используют помещения для технического осмотра, ремонта и обслуживания машин. И умеют не только заливать масло, но даже делать довольно сложные с технической точки зрения работы, ремонтировать любимую машину. В результате гараж из простого склада превращается в настоящую мастерскую. И здесь у вас должно быть все необходимое для работы оборудование.В этом случае верстак в гараже просто незаменим. Чем полезен верстак, что это такое? Дело в том, что рабочий стол - это особый рабочий стол с множеством функций. На нем вы сможете эффективно выполнять электромеханические, монтажные и слесарные работы в удобных условиях. Этот стол идеально подходит для обработки всех видов материалов. При этом любой желающий, если ответственно подойдет к задаче, сможет своими руками сделать надежный верстак в гараже. Рассмотрим верстак поближе. Его часто сравнивают со столом. Он максимизирует человеческие возможности, поскольку дает прекрасную возможность эффективно использовать прочную рабочую поверхность. При этом доступно достаточное количество секций для хранения необходимых предметов, инструментов и деталей. Это такой настоящий верстак, дополненный многочисленными полками и ящиками, который максимально эффективен и удобен для работы в гараже. Перечислим основные конструктивные элементы верстака.
Обратите внимание на важный момент. Размещая стол в гараже, позаботьтесь об уровне освещенности. Заранее продумайте альтернативное освещение для вашего рабочего места. Например, можно использовать разные типы осветительных приборов.Установите на потолок дополнительный источник света и прикрепите гибкий светильник с направленным световым лучом к стене или столу. Хорошее освещение необходимо для более эффективной работы и соблюдения правил техники безопасности. Виды верстаковПеред тем, как устанавливать в гараже конкретный верстак, стоит задуматься, что это за типы рабочих столов. Верстаки принято делить на слесарных и рабочих.
Слесарная мастерская в гараже больше подойдет. Именно он привлекает надежностью, долговечностью, повышенной износостойкостью и универсальностью.Главный секрет - прочная металлическая столешница. На нем можно комфортно работать с деталями из любых материалов, в частности, металла. В слесарных мастерских шлифуют и режут, затачивают и распиливают. Верстак также имеет то преимущество, что он стабилен, потому что при работе с металлическими частями на столешницу иногда оказывается большое давление. Инструменты лучше хранить на полках, ящиках верстака. Материалы: дерево и металл, конкурсХотите самому сделать верстак в своем гараже? Затем нужно выбрать основной материал: такие столы бывают из металла и дерева.В результате готовые конструкции отличаются уровнем надежности и устойчивости. Конечно, металлический верстак более функциональный, устойчивый и долговечный. Отметим основные особенности верстаков из различных материалов.
Хотите, чтобы в вашем гараже был собственный верстак, вы хотите сделать его сами, но не используете его слишком часто? Тогда лучшим решением будет традиционный деревянный рабочий стол. Просто сделайте столешницу толще, надежнее. Очень важно обеспечить устойчивость к механическим воздействиям. Процесс приготовленияРазберемся, как сделать верстак в гараже своими руками.Для начала нужно подготовиться к работе. В первую очередь определитесь с оптимальной конструкцией, размерами и формой вашего будущего верстака. Скажем, иногда лучший вариант - установить верстак в углу гаража. Это позволит эффективно использовать пространство и создать комфортное место для работы.
Хорошее решение - оснастить верстак подходящими инструментами.Например, к столешнице крепится лобзик, циркулярная пила. Выбираем инструменты, материалыСразу поясним список материалов и инструментов. Для работы понадобится дрель и сварочный аппарат, рулетка и спиртовой уровень, болгарка с электролобзиком. Обязательно запастись следующими материалами.
Если сделать верстак из этих материалов, он будет очень прочным, долговечным и устойчивым, простым в использовании. Верстак для самостоятельной сборкиРассмотрим алгоритм создания верстака для гаража.
Если вы хотите, чтобы верстак стоял максимально надежно, вы можете прикрепить его к полу, приварив к ножкам металлические уголки. Если подойти к задаче максимально ответственно, следовать технологиям и использовать полезные советы, то ваш верстак ни в чем не уступает готовым десктопам из магазина. Видео: изучаем процесс создания верстака в гаражеХотите наглядно рассмотреть все ключевые моменты, алгоритм работы при изготовлении мастерских столов для гаража? Теперь у вас есть прекрасная возможность увидеть всю полезную информацию в видео. Здесь вы просто почувствуете себя непосредственным участником событий! Можно будет судить о сложности, последовательности работ. В фильмах упор сделан на все самые важные нюансы. После просмотра, если отнесетесь к делу ответственно, вы сможете самостоятельно установить такой функциональный рабочий стол в гараже. Удачи! Имейте в своем гараже надежный и эффективный верстак. С ним работа превратится в удовольствие.
Основная задача гаражной мастерской - создать эргономичное рабочее место слесаря и плотника.В статье описаны типы настольных компьютеров и особенности их конструкции. В следующем материале представлена информация о преимуществах и недостатках деревянных и металлических моделей, а также об особенностях их комплектации. Вы узнаете о критериях выбора оборудования и организации рабочего места.
Полный порядок на рабочем месте Источник mcahamilton.org О типах рабочих столовАвтовладельцы постоянно сталкиваются с необходимостью проведения различных ремонтных работ.Для тех, кто работает в плотницком и слесарном деле (независимо от того, работает ли он на профессиональном или любительском уровне), грамотное оборудование рабочего места помогает более экономно распределять энергию и время, а также обеспечивает лучший результат. Верстак играет роль универсального оборудования, подходящего для работы в гараже. Изначально верстак создавался как столярная по дереву. С появлением разнообразного оборудования (в том числе электрического) и разделения профессий верстак стал специализироваться.Сегодня, помимо столярных, существуют столярные и слесарные столы, а также комбинированные разновидности.
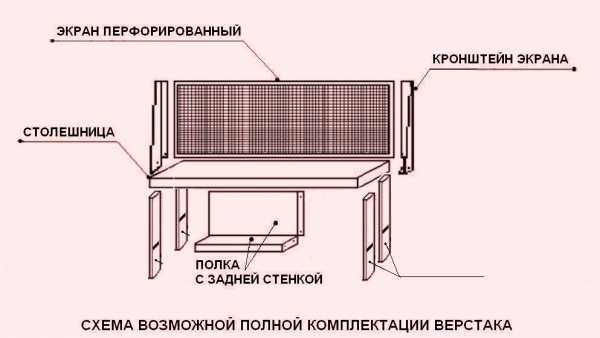
Прадед современных моделей Источник pinterest.com Базовая комплектацияВерстак в гараже представляет собой оборудованный верстак, состоящий из различных модульных элементов, в том числе: Каркас металлический (стол). Его конструкция рассчитана на солидный вес от 70 до 300 кг (в зависимости от модели). Столы, предназначенные для работы с тяжелыми и крупными деталями (например,Колеса) были усилены дополнительными диагональными разъемами. Столешница для столярных и слесарных работ. В зависимости от выполняемых функций он может быть из оцинкованной или нержавеющей стали, ДСП, фанеры. Запас прочности столешницы рассчитан на устойчивость к динамическим и ударным нагрузкам, контакту с химически активными соединениями. Принадлежности ... Верстак - это не только место для работы, но и место для хранения инструментов, запчастей и прочего оборудования.Поэтому обязательными элементами конструкции являются плинтусы, ширмы, контроллеры (ящики), полки, навесные ручки.
Все на своих местах Источник interstroy.info Критерии выбора: дерево или металлДля многих автолюбителей гараж - второй дом, поэтому его обустройству уделяют должное внимание. Особенно важный момент - покупка верстака; критерием выбора может быть цель, для которой он предназначен. В большинстве случаев такое оборудование устанавливается для выполнения следующих работ: Для регулярного технического обслуживания и для поддержки государства автомобиля. На мелкие слесарные работы, мелкий ремонт, устранение неисправностей, связанных с содержанием дома и прилегающей территории. Если водопроводчик или столярные изделия - часть вашего хобби . Первый вопрос, который возникает при выборе - это материал изготовления. Существуют деревянные (чаще всего самодельные) и металлические верстаки различных производителей, как отечественных, так и зарубежных.
Рабочее место для души Источник nw1ab.ru Верстаки деревянныеВерстак деревянный гаражный, полностью или частично сделанный из дерева, пригодный для периодических и краткосрочных работ с простыми деталями; плохо подходит для сложных металлических элементов. Каркас таких моделей изготавливается из твердых пород дерева (бук или дуб) и крепится саморезами. Устойчивость стола обеспечивают дополнительные распорки поперечной или Х-образной формы. Деревянные модели обычно комплектуются полками или ящиками для хранения вещей.Край деревянной столешницы отделан металлом. Типовая модель - это конструкция из двух массивных плинтусов, соединенных столешницей. Этот вариант выглядит довольно практичным, поскольку он решает большинство проблем с размещением инструмента. Несмотря на относительную дешевизну и неплохой (хотя и несколько ограниченный) функционал, многие считают, что верстак в деревянном гараже имеет существенные недостатки: Слесарный стол деревянный не рассчитан на большие нагрузки . При увеличении использовать срок службы рамы значительно усаживается .
Верстак деревянный Источник whilesafe.blogspot.com На нашем сайте вы можете найти контакты строительных компаний, которые предлагают услуги по монтажу металлических конструкций. Пообщаться напрямую с представителями можно, посетив выставку домов Малоэтажная дачная. Область таблицы не позволяет публиковать несколько типов оборудования одновременно. Деревянная поверхность столешницы, подверженная воздействию химических веществ (красок, растворителей) и металлической пыли , со временем приходит в негодность , а следы масел остаются навсегда. Древесина - пожароопасная ; в сочетании с находящейся поблизости химической коллекцией это свойство приумножается. Верстаки металлическиеДля сборки функционального слесарного стола по металлу потребуется специальное оборудование и навыки работы с металлом (фрагменты соединяются сваркой).Установленные в мастерской металлические модели отличаются солидностью и современным дизайном. Несмотря на более высокую цену из-за стоимости металла и более сложный процесс сборки, металлическое оборудование имеет множество преимуществ, в том числе: Длительный срок службы ... Модели из нержавеющей стали имеют отличный срок службы - 50 лет.
Верстак металлический Источник shkaf-nsk.ru Большой выбор моделей и их конфигураций. Производители предлагают варианты как универсальные, так и узкоспециализированные. Многофункциональный ... Вы можете выполнять любую работу, в том числе токарную, отрезную, шлифовальную. Мобильность и компактность ... Многие модели можно разобрать (полностью или частично) и, при необходимости, добавить новые инструменты (тиски, зажимы). Легкий вес при сохранении прочности. Столешница устойчива к деформации и повреждениям (царапинам). Минимальный уход ... Конструкция отличается повышенной устойчивостью к процессам коррозии и не требует покраски.Удаление металлической пыли и стружки с поверхности столешницы не займет много времени. Описание видеоОб обзоре мастерской на видео ниже: Параметры цехаЧтобы определиться с размерами верстака, нужно понимать, сколько площади в гараже вы готовы выделить под рабочее место. Выбор конструкции обустройства гаража основывается на нескольких показателях: Глубина ... Большинство гаражей компактны. С учетом этого ограничения для домашнего использования предпочтительны слесарные столы с глубиной (шириной) столешницы не более 0,5-0,6 м. Длина ... Важный параметр, который нельзя уменьшать без крайней необходимости. Чем длиннее столешница, тем удобнее выполнять слесарные работы и устанавливать вспомогательные инструменты. Если вы собираетесь использовать циркулярную пилу или электрический лобзик, вам также придется выбрать часть столешницы для этих работ. На практике большинство владельцев гаражей предпочитают устанавливать верстаки длиной около 1,5-2 м.
Компактность - одно из преимуществ источника коффкиндом.ru Верстак высотой в гараже. Он определяется удобством для владельца и зависит от его роста. В среднем комфортным считается положение столешницы на уровне центра руки (если вы стоите рядом). Технический инструктаж ... Для качественной уборки удобно, чтобы нижняя часть конструкции была приподнята на 15 см над полом. force ... Сварные конструкции с несущей рамой на 6-8 опор обладают необходимой прочностью.Поскольку большинство работ по обслуживанию автомобилей - это слесарные работы, лучшим выбором будет металлический верстак. Функциональность ... Просторной столешницы недостаточно для комфортной работы. Стеллажи, полки и ящики приобретают все большее значение. Все они должны находиться на удобном расстоянии от рабочей зоны; хорошо, когда инструменты, розетки, материалы и контейнеры для мелких предметов не мешают работе, а всегда под рукой. Описание видеоО слесарном верстаке на видео ниже: Организация рабочего местаВ среднем гараже не так много свободного места.Помимо компактности, критерием, влияющим на параметры рабочего стола, является объем работы, которой вы собираетесь посвятить свое время. Если вам предстоит не только сверлить и забивать гвозди, но и выполнять более сложные манипуляции, то вам стоит подумать о более крупном столе. Периодическую обработку деталей или заготовок удобнее проводить, если тиски и заточный или сверлильный станок собраны. Владельцу гаража предстоит найти решение еще нескольких проблем: Хранилище ... В связи с ограниченным пространством на верстак возлагается еще одна важная задача - обеспечение удобных условий хранения. Подходящий верстак служит не только верстаком, но и удобным хранилищем расходных материалов, деталей и инструментов.
Когда все под рукой Источник tr.pinterest.com Выбор места ... Конкретная задача в гараже - это выбор места для рабочего стола. Должны быть выполнены два условия.Во-первых, расстояние между машиной и верстаком и гаражными полками должно быть не менее одного метра. Второе условие - комфортная работа рядом с машиной, без риска ее повредить. Электрические соединения ... Электрификация должна быть безопасной с учетом воздействия влаги и агрессивных жидкостей, которые часто встречаются в мастерских. Электропроводку необходимо проложить в огнестойкой гофре или спрятать в канавке. Если распределительное устройство имеет металлический корпус, оно должно быть безупречно заземлено.
Автомобиль не должен быть препятствием Источник yasminroohi.com Освещение ... Учитывая, что в гараже всегда есть затененные участки (от машины, полок и полок), комбинированная система из нескольких источников могла бы быть практичным вариантом фонарей, предназначенных для разных задач. Над верстаком, на рабочем месте, удобно установить яркий поворотный светильник, защищенный абажуром. Лампа разбирается; его также удобно интегрировать в верстак, а не монтировать на стене - если вы захотите переместить стол, проблем с электрификацией не возникнет. Особенности моделейСерийные верстакиудобны тем, что их характеристики определяются в процессе производства и соответствуют их предполагаемому использованию. В зависимости от технических условий, в которых будет работать данный верстак, разные модели могут иметь следующие параметры: Материал столешницы ... Влагостойкая фанера или плита МДФ, покрытая оцинкованным металлом. Толщина столешницы составляет 24-30 мм.
Профессиональный подход Source extxe.com ... Серийные модели допускают нагрузку 300-350 кг. Верстак усиленной серии рассчитан на 400 кг и более. - 20-30 кг, на полке скамейки - до 40-50 кг.Защита ... Бордюр может быть оборудован замком, ключом или: повышенной безопасности (штифт). комплектующие ... Различные полки, ручки, ширмы и крючки. Сборные верстаки поставляются в разобранном виде; В принципе их можно разделить на три группы: Бестумбов ... Идеальный небольшой верстак для небольшого гаража. Несложная в сборке конструкция отличается достаточным размером рабочей поверхности, которую при необходимости можно сложить (раскладной верстак). Устойчивость обеспечивают регулируемые ножки. Модели высшего класса могут быть дополнительно укомплектованы ящиками на подшипниковых направляющих. Описание видеоОб организации рабочего места в видео ниже: Колонна одинарная ... Надежная сборная конструкция с усиленным верхом весом 96-105 кг.Такой верстак укомплектован как удобной рабочей поверхностью, так и тумбой с приводами (выдвижными ящиками на шариковых направляющих разной высоты) или регулируемыми полками. Ящики закрываются на центральный замок. Некоторые модели оснащены приборной панелью. Конусы двойные ... Вес этих моделей 100-115 кг; оснащены двумя динамиками с коробками разной высоты. Максимально допустимая нагрузка на ящик (при равномерном распределении) составляет 30 кг.В комплект может входить перфорированный экран - панель, предназначенная для крепления ручек и крючков.
Связанная рабочая среда Источник searsoutlet.com ПриложениеРабочий стол для гаража - это такая промышленная мебель, которая должна иметь повышенную стойкость к истиранию и быть удобной в повседневном использовании. Эти свойства помогают владельцу полностью сосредоточиться на работе, тем самым снижая риск случайной травмы. Верстак для гаража будет наиболее эффективным, если его характеристики (грузоподъемность, габариты, оснащение) будут соответствовать решаемым задачам. Машине очень мало места для работы. Стоит что-то надеть а места совсем нет. Однажды я снял старый шкаф. Рука не поднялась, чтобы поднести его к корзине, и не зря. Для стола нам понадобится: Первым делом нужно отметить уровень таблицы. Делаем маркеры с помощью уровня. Это обычная конструкция или вода из водопровода. Я использовал последнее. Я отметил две точки и, прикрепив блок, отметил линию, по которой буду зажимать. Затем разметьте места для установки углов на штанги ног. Рога из того же старого шкафа. В углу две дырочки.Один раунд, другой со счетом. Углы привинчиваются к мебельным гайкам. Все орехи были взяты из одного старого шкафа. Просверлите отверстия и закрутите гайки в ножки. Аналогичным образом разметьте отверстия в столешнице. Закручиваем гайки. Прикрепляем петли к нашей штанге. Сначала прикручиваем к штанге, затем прикручиваем столешницу и прикручиваем к ней петли. Вот как выглядят ножки с болтовым креплением. Чтобы удалить их, просто поверните винты несколько раз, и ножки будут сняты. Полностью открутить болты невозможно. Винты поступают из одного шкафа и имеют потайную головку. Чтобы наш стол оставался сложенным и не упал, его необходимо закрепить на стене. Для этого берем небольшой блок. Размечаем на нем отверстия и прикрепляем к стене. У нас в качестве держателя будет простая защелка. Таким образом, стол ведет себя в сложенном состоянии и почти не занимает места в гараже. Ножки снимаются и откладываются в сторону. Так выглядит стол в разложенном виде. В заключение отмечу. Практически все основные части стола были взяты из старого шкафа. Кто не был выкинут, но осторожно стоял в углу и ждал своего часа, теперь его время. Стол выдерживает вес около 85 кг, думаю выдержит сотню) Подробную инструкцию по сборке, как всегда, можно посмотреть на видео: Гараж - многофункциональное помещение.В нем вы можете поставить и отремонтировать автомобиль, спроектировать и изготовить различные вещи и механизмы своими руками. Если кто-то любит проводить время в гараже, делая ремонтные работы, обустройте свое рабочее место как следует. Верстак - это многофункциональный верстак, на котором можно обрабатывать различные материалы, выполнять слесарные, электромеханические и монтажные работы. Также в конструкции верстака можно подумать о полках и ящиках для хранения инструментов и других предметов.
Виды верстаковВерстаки предназначены для обработки металла (слесарные работы) и дерева (столярные изделия). Выкройки отличаются материалом столешницы. У слесарных моделей столешница обязательно должна быть металлической, так как работа с металлом требует использования машинного масла и других жидкостей, которые могут оставлять следы на деревянной поверхности.
Кроме того, при обработке металлических деталей часто требуются усилия, использование острого инструмента, поэтому лучше всего оснастить верстак металлической столешницей.
Строительство верстакаЕсли оформление рабочего стола в гараже выполняется вручную, то в первую очередь нужно хорошо продумать каждую деталь, выяснить, где будут размещаться инструменты, какие работы будут производиться на верстаке. От этого зависит модель стола в гараже.
Стандартные модели часто оснащены ящиками, которые могут быть деревянными или металлическими.Также дизайн стола можно дополнить полочками, силовым кожухом для навесного инструмента, который всегда будет под рукой. Но самое главное, верстак должен быть устойчивым, прочным и надежным.
Инструмент
Шлифовальный станок с отрезным диском по металлу и шлифовальным диском. Сварщик и электроды. Сварочная спецодежда и средства защиты. Материалы
Уголок 50 мм на 50 мм, толщина 4 мм, длина 6,4 м. Квадратная труба 60 мм на 40 мм, толщина 2 мм, длина 24 м. Уголок 40 мм на 40 мм, толщина 4 мм, длина 6,75 м. Стальная полоса шириной 40 мм, толщиной 4 мм, длиной 8 м. Листовая сталь для столешницы 2200 мм на 750 мм. Толщиной 2 мм. Листовая сталь для ручек ящиков. Толщиной 2 мм. Деревянные доски для столешниц.Толщиной 50 мм. Фанера для ящиков, боковых и задних стенок стола. Толщина 15 мм 9000 3 Направляющие для ящиков. Винты для крепления фанерных ящиков. Саморезы по металлу. Анкерные болты. Краска по дереву и металлу. 90 127
Первый шаг в создании верстака - разрезание существующего материала на части. Профильная труба предназначена для изготовления каркаса. Стальной уголок предназначен для создания ребер жесткости. Его разрезают на части и из него делают силовой каркас. Кроме того, стальной уголок нужен для обрамления столешницы, на которую будут укладываться доски. Лента стальная предназначена для изготовления направляющих, по которым будут крепиться боковые панели.Также этот материал пойдет на кронштейны для крепления ящиков и фанеры. Ящики письменного стола изготовлены из фанеры. Второй этап - сварка силовой рамы верстака. Сначала свариваются элементы столешницы - 2 трубы длиной 2200 мм и 2 трубы длиной 750 мм каждая. Каркас следует приварить так, чтобы можно было приварить к нему еще один каркас из углов, к которому будут укладываться доски столешницы. Для усиления столешницы необходимо приварить еще несколько стальных труб по 40 см, которые будут служить ребрами жесткости.
Затем по краю верстака привариваются 4 боковые ножки. Их длина 900 мм. Между ног ввариваются силовые перемычки, укрепляющие конструкцию.
После того, как фундаментная рама готова, можно приступать к сварке коробчатой конструкции. Для этого квадратные рамы формируются из стальных труб, которые привариваются к столешнице с обеих сторон стола. Рамы усилены продольными ребрами жесткости. Третий этап - изготовление каркаса для столешницы.Для изготовления каркаса понадобятся два стальных уголка длиной 2200 мм и еще два длиной 750 мм. Конструкция сваривается так, чтобы внутри нее лежали деревянные доски.
Угловой каркас устанавливается на каркас из труб и сварен. Получается армированная столешница высотой 8 см с внутренними ребрами жесткости.
Металлический каркас верстака практически готов, осталось сварить панельный ящик для крепления инструмента.Для этого потребуется один металлический уголок длиной 2200 мм и 4 угла длиной 950 мм. По бокам конструкции крепятся два элемента и два посередине для усиления. Ящик для инструментов приваривается к столешнице.
Каркас из уголков и труб готов. Можно приступать к укреплению конструкции. К боковым сторонам стола привариваются кронштейны и вырезаются из стальной полосы. Всего нужно 24 детали. В центре каждого кронштейна просверливается отверстие. С помощью этих отверстий боковые и задняя стенки фанерного стола будут прикреплены к металлическому каркасу верстака.
Четвертый этап - производство ящиков для стола. Фанера разрезается на заготовки, которые скручиваются саморезами. Количество ящиков зависит от того, что будет храниться в столе. Если есть мелкие детали, можно построить 3 ящика, если большие - то 2. Все зависит от личных предпочтений.
Ящики можно размещать по обеим сторонам стола, выдвижные блоки - на одной половине, а обычные открытые полки - на другой. После установки ящиков приварите металлические полосы с отверстиями между сторонами профилей ящиков.К этим отверстиям изнутри будет прикреплена направляющая для направляющих ящика.
Пятый шаг - оформление досок в каркас столешницы. Доски толщиной 50 мм разрезают на кусочки определенной длины. Если в наличии длинная доска, то вам потребуются три заготовки шириной 245 мм и длиной 2190 мм. Если длинных досок нет в наличии, заготовки можно ставить на стол. Для этого древесину шириной 205 мм разрезают на 10 кусков длиной 740 мм.
Затем необходимо окрасить всю металлическую конструкцию верстака. Это защитит металл от коррозии. Лучше всего использовать вариант покрытия, устойчивого к погодным условиям и коррозии. Особо тщательно прокрашивайте сварные швы. Перед покраской рекомендуется тщательно очистить металл от капель и неровностей.Сделать это можно с помощью угловой болгарки с металлическим диском.
После высыхания конструкции можно приступать к раскладке досок на столешнице. Не забивайте ими раму слишком сильно. Это связано с тем, что дерево имеет тенденцию расширяться и высыхать при изменении температуры и влажности. Между досками лучше оставить небольшой зазор в несколько миллиметров. Поверхность дерева следует отшлифовать, чтобы лист было легче укладывать на дерево. Доски по периметру стола прикручиваются к каркасу саморезами.
Шестой шаг - закрепить верхнюю стальную пластину. Его можно приварить к столешнице, но внутри конструкции есть дерево, которое может загореться в процессе сварки. Поэтому лучше всего крепить листовой металл к доскам скрытыми саморезами. Перед этим металл необходимо окрасить с двух сторон преобразователем ржавчины. Этот укрывной материал выглядит как прозрачное лакокрасочное покрытие, легко восстанавливается и надежно защищает металл от ржавчины.Также можно покрасить металлическую столешницу краской, покрывающей каркас. Будет красиво, но со временем краска может поцарапаться и стол будет выглядеть не очень новым.
Заключительный этап - установка ящиков на направляющие и прикрепление фанеры к боковым стенкам., Полки и силовой щит перед столом. Эту работу можно назвать верстаковой отделкой. После завершения работы с фанерой ее необходимо покрыть составом, который защитит материал от воздействий окружающей среды.Также не стоит забывать о конструкции кожуха электроинструмента. К нему можно прикрепить специальные крючки или шурупы, на которые будут вешаться необходимые вещи.
Видео - процесс создания рабочей средыУстановка тисков на слесарный верстакТиски - непременный атрибут слесарной мастерской.Не рекомендуется прикреплять к самой столешнице крепежный инструмент весом в несколько десятков килограммов. Между столешницей и инструментом лучше всего разместить металлическую прокладку толщиной 1 см. Для прокладки необходимо просверлить отверстия под анкерные болты. Затем в тех же местах просверлите в столешнице отверстия такого же размера. Все крепится анкерными болтами.
Требования безопасности к конструкции домашнего верстака
Фанера для щита
Видео - Верстак в гараже своими рукамиЧтобы работа гаража была максимально комфортной, к его обустройству стоит подойти со всей ответственностью. Большинство автолюбителей проводят много свободного времени в гараже. Для создания комфортной и комфортной обстановки стоит в комнате соорудить раскладную комнату.Такой дизайн мебели особенно актуален для небольшого гаража. Если вы собираетесь сделать в гараже компактный и удобный столик, заранее определитесь с его расположением. Прежде всего, в месте его установки должно быть хорошее освещение. Во-вторых, продукт не должен загораживать проход. Совет : при сборке складной модели можно встроить многочисленные ящики и полки у стены для хранения аксессуаров и необходимых вещей. В любом случае раскладной стол порадует своей функциональностью, эргономичностью и удобством использования. Что такое дерево или металл?Что касается выбора материалов для изготовления, то здесь допускается несколько вариантов. Самое главное, чтобы выбранный материал имел: TO преимущества Деревянные модели включают: Но такое изделие не справится с большими нагрузками, и срок его службы, в отличие от металлических моделей, будет намного короче. Важно : металлический стол, несмотря на сложность конструкции, выдерживает более высокие нагрузки. Сразу стоит отметить, что вариантов изготовления рабочего стола в гараже гораздо больше. Одни автолюбители предпочитают делать полностью деревянные модели, другие укрепляют их сверху листом металла. Кто-то выбирает деревянно-металлический каркас, а кому-то нравится цельнометаллическое изделие. Особых требований к изготовлению складного гаражного стола нет. Самое главное, чтобы хозяевам было комфортно работать и ухаживать за ним. Но помните: ЧертежПримечание : Перед изготовлением и сборкой складного стола сделайте соответствующий чертеж.В нем должны быть указаны габариты изделия и материалы, из которых оно изготовлено. Вы можете найти готовый чертеж в Интернете и изменить его в соответствии с вашими потребностями. ИнструментыДля создания компактного и удобного складного стола в гараже необходимо подготовить следующие расходные материалы материалы :  Из инструментов нам понадобятся: Как сделать раскладной стол?Таким образом, производство предмета мебели начинается с его изысканности. По ранее нарисованному чертежу вырезаем нужные нам элементы:  Это весь несложный процесс создания раскладного стола в гараже. С таким изделием могут выполняться различные виды работ: сверление, распиловка, резка, шлифование. Другими словами, прочный складной стол может полностью заменить верстак. Совет : после изготовления прочной и надежной столешницы, пространство вокруг нее необходимо оборудовать розетками, дополнительным освещением настенными светильниками.На стенах можно сделать дополнительные полочки для хранения инструментов. Чистовая обработкаПосле того, как стол готов, его необходимо обработать различными материалами. Если заготовка металлическая, то обрабатывают антикоррозионными средствами . Если стол деревянный, то нужно обрабатывать грунтовку и краску ... Это не только улучшает внешний вид продукта, но и продлевает срок его службы. ФотоВ зависимости от используемых материалов и решаемых задач результат может вас удивить: Полезное видеоПодробное описание производственного процесса можно увидеть в следующее видео: ЗаявкаПодводя итоги, следует отметить, что сделать практичный и надежный складной стол в гараже своими руками вполне реально.Главное - правильно выбрать нужный тип конструкции, сделать продуманный чертеж изделия, подготовить расходные материалы и инструменты. В результате вы получите высокопрочный предмет мебели, который будет полностью соответствовать не только вашим личным требованиям и предпочтениям, но и габаритам и характеристикам помещения. В контакте с .Июнь | 2014 | ЗнаниеНаиболее часто используемый метод, в основном в менее механизированных солодовнях, - это метод замачивания воздухом / водой. Современные солодовни используют множество модификаций этого метода. ИНТЕНСИВНЫЙ ПРОЦЕСС ВСАСЫВАНИЯ ЗА ОДИН МАКИЯЖ Методы ... Подробнее ... Эта запись была опубликована в разделе "Процессы" 21 июня 2014 г. пользователем lncc.Молотки. Основной слесарный инструмент - молоток.Он состоит из молотка, закрепленного на деревянной ручке. Молотки выпускаются различных типоразмеров. У каждого молотка есть головка, насечка и отверстие для ... Подробнее ... Эта запись была опубликована 1 июня 2014 г. в рубрике Сырье, автор: lncc.Зажим заготовки в тисках. Для зажатия объекта в губках тисков необходимо сильное сжатие винтом, затянув его ручкой. Объект следует размещать в центре челюсти, и ни в коем случае не с… Читайте дальше... Эта запись была опубликована 1 июня 2014 г. в категории Устройства в категории Устройства в разделе "Процессы" автором lncc.Количество автомобильной техники, требующей профессионального обслуживания, быстрого и дешевого ремонта, постоянно растет. Поэтому возникла необходимость в строительстве современных производственных и ремонтных предприятий, оснащенных специальными станками. Чтобы управлять ими, нужно было ... Читать дальше... Эта запись была размещена 1 июня 2014 г. в разделе "Процессы" автором lncc. .90,000Запасные части - Инструменты в Подляском воеводстве | Другие объявленияПоказано 33 объявлений из .Показано 33 объявлений из.Ваше объявление находится наверху списка? Выделять! | |
|
90 107 | |  | Ключи торцевые YATO 8 частей Головки длинные 1/4 5,5-13 мм YATOИнструменты »Наборы инструментов | 24 злотых | Ломжа 6 декабря | |








 Распространенным инструментом в слесарном или столярном деле, являются тиски, или как их еще называют – тисы. Без этого инструмента, во время проведения необходимых работ, обойтись очень сложно, а порой и вовсе невозможно. Поэтому, слесарные тиски становятся очень частым объектом для покупок. В этой статье мы подробно расскажем о том, что собой представляют тиски, какие особенности они имеют, как и какие купить слесарные тиски лучше таким образом, чтобы не ошибиться, и приобрести то, что нужно.
Распространенным инструментом в слесарном или столярном деле, являются тиски, или как их еще называют – тисы. Без этого инструмента, во время проведения необходимых работ, обойтись очень сложно, а порой и вовсе невозможно. Поэтому, слесарные тиски становятся очень частым объектом для покупок. В этой статье мы подробно расскажем о том, что собой представляют тиски, какие особенности они имеют, как и какие купить слесарные тиски лучше таким образом, чтобы не ошибиться, и приобрести то, что нужно.























 В гараже у каждого водителя должно быть хорошо спланированное рабочее место. Стол с механизмом раскладывания не только поможет правильно организовать свободное пространство, но и порадует своей функциональностью. Может использоваться как:
В гараже у каждого водителя должно быть хорошо спланированное рабочее место. Стол с механизмом раскладывания не только поможет правильно организовать свободное пространство, но и порадует своей функциональностью. Может использоваться как:  Собрать стол в гараже можно из:
Собрать стол в гараже можно из: 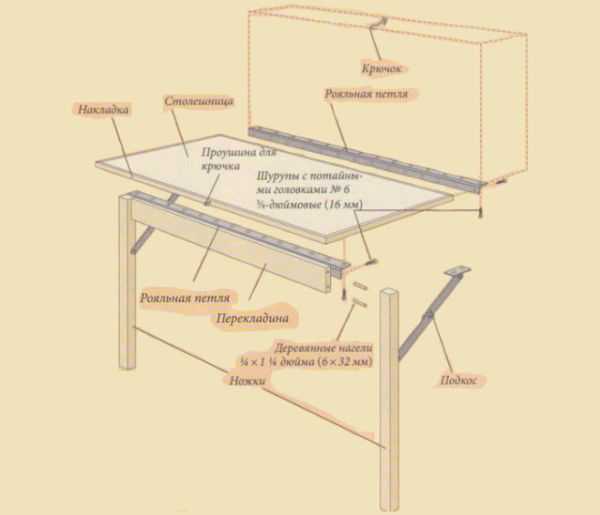






Запчасти для бетоносмесителя с коробкой передач
Инструменты »Мастерские
750 злотых
Вести переговорыChmielewo 5 декабря
 | Husqvarna 440 частейИнструменты »Пилы и пилы | 70 злотых |
| Новости 4 декабря |
 | Запчасти на karcher k2Инструменты »Промышленные пылесосы и моечные машины. | 40 злотых |
| Белосток, Бояры 4 декабря |
 | Запчасти пила Einhell 2131Инструменты »Пилы и пилы | 100 злотых |
| Nowodworce 3 декабря |
 | Детали крыльев держателя самолета Junak M10Инструменты »Прочие инструменты | 40 злотых |
| Suwałki 2 декабря |
 | запчасти на перфоратор BOSCH GBH 5-40 DE ECCENTRIC WHEEL оригиналИнструменты »Перфораторы и перфораторы | 90 злотых |
| Zambrów 1 декабря |
 | Детали для перфоратора GBH 8-45 DV BOSCHИнструменты »Прочие инструменты | 80 злотых |
| Zambrów 1 декабря |
 | Детали буровой установки Milwaukee DCM2-350CИнструменты »Мастерские | 450 злотых |
| Zambrów 1 декабря |
 | ORGINAL STIHL Запчасти для MS 210 MS 230 MS 250 MS 20Инструменты »Пилы и пилы | 9,99 злотых Вести переговоры |
| Черный Белосток 1 декабря |
 | ORGINAL STIHL Запчасти для MS 341 MS 361Инструменты »Пилы и пилы | 9,99 злотых Вести переговоры |
| Черный Белосток 1 декабря |
 | ORGINAL STIHL Запчасти для MS 171 MS 181Инструменты »Пилы и пилы | 9,99 злотых Вести переговоры |
| Черный Белосток 1 декабря |
 | ORGINAL STIHL Запчасти для MS 170 MS 180 017Инструменты »Пилы и пилы | 9,99 злотых Вести переговоры |
| Черный Белосток 1 декабря |
 | ORGINAL STIHL Запчасти для MS 311 MS 362Инструменты »Пилы и пилы | 9,99 злотых Вести переговоры |
| Черный Белосток 1 декабря |
 | ORGINAL STIHL Запчасти для MS 260 MS 240Инструменты »Пилы и пилы | 9,99 злотых Вести переговоры |
| Черный Белосток 1 декабря |
 | Шайба Karcher WV2 на деталиИнструменты »Промышленные пылесосы и моечные машины. | 10 злотых |
| Белосток, Антонюк 29 ноя |
 | Бензопила долина пс 180 запчастиИнструменты »Пилы и пилы | 20 злотых |
| Соколка 28 ноя |

На запчасти Пресс John Deere
Инструменты »Мастерские
3,50 злотых
Zambrów 26 ноя
 | Деталь Бендер DIYИнструменты »Ручные инструменты | 50 злотых |
| Белосток, Ярошувка 24 ноя. |
 | Wietierok 8KM Тарелка клапана компл.другие запчастиИнструменты »Прочие инструменты | 100 злотых |
| Белосток, Высокий Сточек 23 ноя |
 | HILTI TE54, TE55, TE-54, TE-55, ST 1800 различные деталиИнструменты »Прочие инструменты | 10 злотых |
| Ломжа 23 ноя |
 | Абсолютный электронный суппорт Mitutoyo на запчастиИнструменты »Измерительные приборы | 120 злотых Вести переговоры |
| Белосток, Бояры 18 ноя |
 | Корпус бесшумного компрессора Stanley FatMax, деталейИнструменты »Компрессоры и компрессоры | 50 злотых |
| Хайнувка 18 ноя |
| Нет фотографии | Karcher k7 Smart Control ДеталиИнструменты »Промышленные пылесосы и моечные машины. | 1 злотых Вести переговоры |
| Кольно 18 ноя |
Celma Детали сверлильного станка
Инструменты »Электроинструменты
30 злотых
Белосток, Центр 17 ноя
 | Tajga моторная пила ВСЕ ДЕТАЛИИнструменты »Пилы и пилы | 10 злотых Вести переговоры |
| Suwałki 17 ноя |
 | Пильные полотна Dolmar повреждены на деталиИнструменты »Пилы и пилы | 250 злотых |
| Белосток, Старосельце 16 ноя |
 | Шайба Kranzle 1200 - по запчастямИнструменты »Водяные насосы | 1300 злотых |
| Василькув 15 ноя |
 | Электрические детали на продажу и масляный выключательИнструменты »Электроинструменты | 10 злотых |
| Suwałki 14 ноя |
 | Борона легкая трехсекционная 3-х частейИнструменты »Прочие инструменты | 420 злотых |
| черемуха 12 ноя |
 | Продажа запчастей к электроинструментам.Инструменты »Электроинструменты | 50 злотых |
| Августов 12 ноя |
Какие инструменты для ..?
Ручная обработка входит в объем слесарных работ и направлена на придание объектам желаемой формы и соответствующих размеров, а также на улучшение качества поверхностей, чаще всего обработанных ранее. Часто слесарные работы подразумевают монтажные работы, которые направлены на регулировку сложенных деталей и обеспечение их правильного взаимодействия.
Несмотря на значительный прогресс в области металлообработки, в частности в области механизации и автоматизации производственных процессов, ручная обработка не утратила своего значения. Роль и значение ручной обработки в промышленности подтверждается цифрами, определяющими процентную долю слесарных и сборочных операций по отношению к машинным операциям. В машиностроении роботы этого типа в среднем занимают около 30% времени, затрачиваемого на полную обработку продукта. Приведенное значение доли ручного труда в общем производственном времени относится к серийному производству.Эта доля намного больше, когда производство унитарно.
Основные слесарные работы:
разметка Ø,
резка Ø,
резка Ø,
правка Ø,
гибка Ø,
Ø резка,
распиловка Ø,
Ø
ручное сверление, ручное сверление нарезание резьбы,Ø зачистки,
Ø заклепки
Ø и различные монтажные работы.
Типичное рабочее место слесаря оснащено деревянным или металлическим столом. Столешница обита листовым металлом или линолеумом. Иногда к краям стола прибивают тяжелые рейки, чтобы мелкие предметы не падали на землю. К столешнице крепятся тиски, которые используются для закрепления в ней предметов при различных слесарных операциях. Параллельные тиски используются для фиксации предметов в типичных слесарных работах. Заготовка зажимается нажатием скользящей губки.Вставки в тиски используются для предотвращения повреждения мягких или хрупких предметов при зажиме в тисках.
Ручные тиски используются для обработки небольших деталей. Слесарный стол снабжен ящиками для хранения инструментов. Во время работы необходимые инструменты, приспособления и материалы следует размещать на столе слесаря в таком порядке, чтобы все действия можно было выполнять без усилий и лишних движений.
Измерительные инструменты и методы измерения:
Назначение и точность цеховых измерений:
Целью цеховых измерений является проверка правильности изготовления заготовки в соответствии с техническим чертежом.
Проверка формы заготовки обычно состоит из измерения длины кромки диаметров, измерения углов, то есть относительного положения плоскостей относительно друг друга, и определения шероховатости поверхности.
Измерительные инструменты:
Штангенциркуль - Штангенциркуль - это штангенциркуль, приспособленный для измерения внешних и внутренних размеров, а если он имеет удлинитель для глубиномера - также для измерения глубины. Штангенциркуль может производить измерения с точностью до 0,1 мм; 0,05 мм или до 0,02 мм.
Конструкция суппорта:
Стальная направляющая с миллиметровой шкалой
Фиксированные губки на направляющей
Ползун
Две губки (соответствуют фиксированным губкам).
9-миллиметровая шкала, называемая нониусом 5, состоящая из 10 равных частей (или более - в зависимости от точности)
Зажимной рычаг
Слайд ограничителя глубины
Результат измерения считывается на миллиметровой шкале, вырезанной на направляющей штангенциркуля, и на нониусной шкале .Считаем количество целых миллиметров по миллиметровой шкале. Число десятых долей миллиметра будет указано на нониусной шкале нониусной отметкой на нониусной шкале, которая совпадает с любой отметкой на направляющей.
Помимо штангенциркуля 0,1, мастерские иногда используют штангенциркуль 0,05 и 0,02 мм на длине 19 мм. С нониусом 0,02 он имеет нониус с 50 делениями, нарезанными на 49 мм.
Принцип считывания измерений одинаков для всех этих штангенциркулей.
Различные способы считывания размеров показаны ниже. Измерения производились с точностью до 0,1 мм.
Примеры положения нониусной шкалы штангенциркуля во время измерения: а) размер 0,0 мм, б) размер 80,1 мм в) размер 81,4 мм
Существуют различные типы штангенциркуля, в том числе с датчиком, и это выглядит так:
Микрометр - прибор, предназначенный в основном для измерения внешних размеров.Ход измерения аналогичен измерению штангенциркулем. Микрометр устроен следующим образом: на одной стороне серьги установлена опора, а на другом конце - втулка с гайкой, взаимодействующей с резьбой шпинделя. Цилиндр используется для грубого движения шпинделя, а муфта используется для точного движения. Зажим используется для фиксации шпинделя в определенном положении. Втулка в резьбовой части нарезана и, кроме того, имеет внутреннюю коническую резьбу, на которую навинчивается гайка.Когда эта гайка навинчивается на коническую резьбу, внутренняя резьба сжимается, и, таким образом, компенсируется люфт, который может возникнуть в результате длительной эксплуатации устройства. Винт шпинделя обычно имеет шаг 0,5 мм, так что один оборот винта перемещает опору шпинделя на 0,5 мм. При повороте обода барабана на 1 деление поперечной шкалы шпиндель перемещается на 0,01 мм.
Конструкция микрометра:
Скоба
Упор
Неподвижная втулка с продольной шкалой
Вращающийся барабан
Поперечная шкала
Шпиндель
Удерживающий зажим
Ручка фрикционной муфты
Примеры положения шкалы микрометра при измерении
a) положение втулки при контакте шпинделя с упором
(показание - 0,00 мм)
б) снятие показаний размера 7,50 мм,
в) показание размера 18,73 мм
г) показание размера 23,82 мм.
Для увеличения диапазона измерения между гильзой и неподвижным наконечником ввинчивается подходящий удлинитель или их набор. В комплекс входят пристройки 13, 25, 50, 100 и 200 мм. Диапазон измерения внутреннего диаметра без удлинителя составляет 75 ¸ 88 мм, а со всеми удлинениями - 75 ¸ 575 мм.
Глубиномер - для измерения глубины отверстий.
1) Опора глубиномера
2) Втулка микрометра
3) Направляющая резьба шпинделя
4) Шпиндель
5) Муфта
Датчики - это измерительные приборы, обычно используемые для определения отклонений от номинального размера.Диапазон измерения датчиков не превышает 1 мм, часто в пределах нескольких десятых долей.
Датчик установлен на вертикальной колонне (не показана), и ее можно перемещать вверх или вниз по этой колонне. Измеряемый объект помещается на измерительный стол так, чтобы измерительный наконечник опирался на поверхность объекта. На нашем чертеже высота измеряемого объекта строго соответствует размеру, на который установлен датчик. Диапазон измерения этого прибора составляет всего ± 0,2 мм.
Циферблатные индикаторы широко используются при измерениях в мастерских, особенно для приемки и контроля машин. Один из наиболее часто используемых индикаторов часового типа:
Внутренний микрометр используется для определения размеров отверстий, в основном диаметров, в диапазоне 75 ¸ 575 мм. Внутренний микрометр состоит из гильзы 1, шпинделя 6 с микрометрическим винтом, барабана 2, неподвижного наконечника 3 с измерительным штифтом 4 и удлинителя 5. Гильза имеет продольную метку и шкалу с диапазоном измерения 13. мм.На одном конце втулки имеется наконечник со сферической поверхностью, а на другом конце - резьбовое отверстие, в котором перемещается шпиндель с микрометрическим винтом с шагом 0,5 мм. На шпинделе установлен барабан с градуировкой с диапазоном измерения 0,5 мм, что позволяет считывать с точностью до 0,01 мм.
Сферическая поверхность втулки опирается на измерительный штифт, встроенный в корпус, прикрученный к втулке с помощью пружины, обеспечивающей соответствующее давление. Один конец шпинделя имеет сферическую измерительную поверхность и два регулировочных винта, закрепленных гайкой для регулировки нижнего предела диапазона измерения.
Внутренний микрометр: а) вид, б) удлинение, в) правильное (жирные линии) положение внутреннего диаметра в отверстии
Для увеличения диапазона измерения между гильзой и фиксатором ввинчивается соответствующий удлинитель или их набор. кончик. В комплекс входят пристройки 13, 25, 50, 100 и 200 мм. Диапазон измерения внутреннего диаметра без удлинителя составляет 75 ¸ 88 мм, а со всеми удлинениями - 75 ¸ 575 мм.
Отслеживание
Во многих случаях перед обработкой на заготовке следует отметить линии, на которых должен собираться излишек материала, или места, где следует просверлить или вырезать отверстия.Действия, связанные с определением таких линий или конкретных мест на заготовке, называются маршрутизацией. Трассировка необходима в многочисленных слесарных работах.
Для трассировки необходимы специальные приспособления и инструменты:
1 - стилус для трассировки линии по линейке или шаблону на трассируемом объекте;
2 - Штангенциркуль с основанием для разметки горизонтальной линии;
3 - маркер (состоит из основания, стойки и иглы) для тех же целей, что и штангенциркуль;
4 и 5 - маркеры с острыми ножками для обозначения окружностей, построения углов, нанесения размеров и т. Д.;
6 - штамп для разметки обозначенных линий;
7 - линейка с основанием, являющаяся вспомогательным устройством маркера и циркуля;
8 - квадрат для разметки вертикальных и горизонтальных линий;
9 - центр полотна для разметки центра на плоских поверхностях цилиндрических предметов;
10 - разметочный блок - как подставка для маркировки некоторых цилиндрических предметов
Помимо представленных инструментов, в оснащение маркирующей станции входит разметочная пластина, на которой выполняются практически все маркировочные работы.Перед трассировкой очистите объект, а затем раскрасьте его. Рисование увеличивает видимость линий, нарисованных пером на объекте. Мел, смешанный с водой с добавлением льняного масла, используется для окраски отливок и крупных необработанных предметов. Заготовки из стали или чугуна окрашиваются водным раствором медного купороса. Затем на их поверхности образуется тонкий слой меди, осаждаемой железом из раствора. Линии, проведенные на таких подготовленных предметах, хорошо заметны и прочны.
Все работы по трассировке можно разделить на плоскостную и пространственную трассировку.
Маркировка на плоскости выполняется аналогично черчению на бумаге. Отметьте центры отверстий на пластине, которые затем будут просверлены на сверле. Для этого расстояние между центрами отверстий и краями пластины измеряют штангенциркулем и отмечают царапиной. Обозначенные таким образом меры следует пометить штампом.
Пространственная трассировка - это создание линий, которые определяют пределы, до которых должен собираться материал, когда линии лежат в разных плоскостях.Пространственная трассировка начинается с определения главных осей детали, относительно которых затем определяются все остальные оси и линии. В зависимости от формы отслеживаемого объекта он располагается непосредственно на пластине, на отслеживающей призме или - во многих случаях - в специальном устройстве. При отслеживании объекта устанавливают на пластину.
Маркер устанавливается на соответствующую высоту и перемещается по пластине рядом с объектом, он рисует горизонтальную линию, параллельную основанию.При разметке роликов следует использовать призму, позволяющую удобно размещать объекты данного типа. Затем вы можете легко отметить, например, положение шпоночной канавки с помощью маркера и квадрата.
а), б), в) следующие шаги
ПРЯМКА И ГИБКА
Выпрямление материалов и предметов, которые были согнуты в предыдущих технологических процессах. Вы можете выпрямлять пластически обработанные материалы, такие как листы, полосы, профили и все виды стержней.Также можно выпрямлять ранее закаленные или литые изделия.
Некоторые незатвердевшие предметы выпрямляют на наковальне или плоской пластине - после того, как предметы были размещены выпукло вверх - путем систематических ударов по выпуклости головкой молотка. Самый простой способ - выпрямить бруски, полосы и ленты. Рабочий, защищенный перчатками от травм, держит в левой руке изогнутую планку, а в правой - молоток, которым ударяет по выпуклой части планки. Результат выпрямления обычно оценивают «на глаз», глядя на стержень вдоль его оси.
Правка листов намного сложнее, чем правка прутков или полос. Для расправления листы кладут на доску выпуклой стороной вверх, а затем мелом или карандашом отмечают места загибов. Уложенный на плиту лист расправляют частыми ударами молотка, меняя места ударов по прямой, идущей от края листа в сторону выпуклости.
После достижения линии, окружающей выступы, наносится еще одна серия ударов от края пластины на некотором расстоянии от ранее нанесенных точек.Сила ударов по мере приближения к выступу должна уменьшаться, а количество ударов - увеличиваться.
Металлические молотки используются для правки листов, а деревянные молотки - для тонких листов. Очень тонкие листы расправляют на плоской пластине деревянным бруском, ударяют молотком и вручную перемещают по пластине.
Цель гибки - придать изготовленным объектам желаемую форму и размеры. Перед гибкой следует определить размеры исходного материала, чтобы после гибки изделие соответствовало размерам, указанным на чертеже.Иногда технические условия определяют размеры исходного материала, но чаще слесарю приходится определять их на основе чертежа готовой детали.
Размеры заготовки можно определить, разделив объект, показанный на чертеже, на прямые элементы, а затем определив длину прямых линий и закруглений. Искомый результат будет суммой компонентов, рассчитанных ранее.
После расчета размеров исходного материала можно приступать к гибке. Гибка слесарными методами происходит в тисках с помощью молотка и зажимных колодок.
РЕЗКА, РЕЗКА, РЕЗКА
Ручные резцы доступны для резки металлов. Пробойники используются для вырезания канавок и углублений.
Обрезаемые предметы зажимаются в тисках, затем инструмент помещается в соответствующее место, а излишки материала удаляются ударами молотка.
Резка может производиться на уровне губок тисков или по разметкам, ранее нанесенным на заготовку.
Срезание узких плоскостей материала: а) на уровне губок тисков,
б) по царапинам, ранее нанесенным на заготовке
В случае резки на уровне губок тисков материал захватывается в тисках таким образом, чтобы только слой материала выступал над уровнем челюстей, подлежащих обезглавливанию.Толщина этого слоя не должна превышать 4 мм. Если необходимо собрать более толстый слой с предмета, стрижка выполняется несколько раз - каждый раз удаляя не слишком толстый слой металла, выступающий над губками тисков. После обрезки первого слоя заготовку нужно вынуть из тисков на толщину следующего слоя. Эта операция повторяется до тех пор, пока не будет удален весь лишний материал.
Сдвиг по царапинам над уровнем тисков поясняется на рис. На заготовке имеется несколько параллельных царапин, по которым следует одну за другой разрезать материал.Поместите объект в тиски так, чтобы все царапины находились над челюстями и были параллельны им.
Для резки широких плоскостей сначала используются фрезы, а затем фрезы. Первые параллельные бороздки нарезаются фрезой, а фрезой - срезаются получившиеся выступы. После удаления выступов поверхность заготовки сглаживается путем срезания еще одного очень тонкого слоя материала или оставшиеся неровности запиливаются напильником.
Иногда необходимо вырезать канавки сложной формы на плоских или вогнутых поверхностях.
Разделка производится на наковальне или пластине. Предмет кладут на плоскую поверхность наковальни или пластины, а резак, удерживаемый левой рукой, устанавливают перпендикулярно материалу. Затем материал режут ударами молотка.
При прорезании положение объекта на поверхности основания (наковальни или пластины) меняется.
Резка выполняется многолезвийным инструментом, называемым пилой (ручной или механической). Рабочая часть пилы называется пильным полотном.Это тонкая зубчатая стальная полоса, прикрепленная к корпусу. Пильные полотна с мелкими зубьями используются для резки твердых материалов. Лезвия с крупными зубьями используются для резки мягких металлов и пластмасс.
Примеры распиловки шариком:
а) длинные заготовки, б) по изогнутой линии, в) листы
При ручной распиловке заготовка зажимается в тисках таким образом, что разрезаемая деталь выступает за челюстями тисков.
Цельные предметы, разрезанные ручным мячом, следует помещать в тиски так, чтобы разрез находился рядом с губками тисков. Это позволяет избежать вибрации заготовки во время резки.
Зажатие трубок непосредственно в губках тисков может привести к раздавливанию предмета. По этой причине тонкостенные трубы следует закреплять в тисках с помощью деревянных крышек или специальных держателей.
Металлические материалы с большим поперечным сечением режут бензопилами.Обычно используется рамная пила.
ПИЛКА
1. Пила
a) Общие
Распиловка выполняется напильником, цель которого - удалить излишки материала с заготовки, чтобы придать ей правильную форму и размеры, а также придать поверхности определенную гладкость. .
б) Напильник
Структура файла
Напильник (рис. 7) состоит из рабочей части 1 и стержня 2, встроенного в деревянную ручку 3.На рабочей части делаются надрезы, то есть зубья. Размер файла определяется длиной рабочей части L. Файлы изготовлены из инструментальной углеродистой стали.
Рис. 7 Файл
1 - рабочая часть, 2 - ручка, 3 - деревянная ручка, 4 - ряд последовательных зубцов, образованных путем нарезания верхнего пропила нижним
Зубья на рабочей части выполнены машинным способом резка долотом, фрезерованием или протяжкой. В зависимости от способа исполнения зубья имеют разную форму и разную геометрию лопаток (рис.8). Зубья, нарезанные долотом, имеют задний угол a = 36 °, угол зуба b = 70 °, передний угол g = 16 °, угол резания d = 106 °. Зубы, изготовленные другими методами, имеют следующие углы: a = 20¸25 °, b = 60¸63 °, g = (+2) ¸ (-10 °), d = 80¸90 °.
Рис.8 Зубья напильника:
a) Углы зубьев
b) зубья нарезаны долотом
c) зубья фрезерованы,
d) зубья протянуты через
Существует пять типов нарезания напильником (Рис. ).Одинарные пилки используются для распиловки мягких материалов. Они собирают стружку, равную ширине файла, что потребует больших усилий при распиловке твердых материалов.
Двойные пропилы наклонены к оси пилки на 35 °, верхние на 20 °. Нижний разрез является основным разрезом, а верхний разрез имеет только вспомогательное значение (он разделяет один основной разрез на множество участков). В результате вместо одной стружки одинаковой ширины получается мелкая стружка, что снижает физические усилия при распиловке.
Рис. 9. Нарезы напильником:
a) одинарный однорядный,
b) одинарный многорядный,
c) одинарный многорядный винт,
d) двойной однорядный,
e) двойной многорядный -row
деление файла
Распиловка выполняется напильником, чтобы удалить излишки материала с заготовки, чтобы придать ей правильную форму и размеры, а поверхности - определенную гладкость.
В слесарных работах используются напильники, форма которых представлена в стандарте PN-90 / M-64660, а виды нарезов - в стандарте PN-90 / M-64580.
Напильники: а) одинарная, б) двойная поперечная, в) кровельная, г) криволинейная
Напильники, используемые в слесарном деле, подразделяются на:
скребков Ø, классов Ø
, Ø
планки
Øи тутовые шелкопряды, различающиеся плотностью надрезов и высотой зубцов.
Объем работ, выполняемых с напильником, широк.Он включает в себя резку плоских и изогнутых поверхностей, как внешних, так и внутренних, а также соответствующие сопрягаемые компоненты.
В процессе пиления различают
Ø грубого пропила
Ø и чистовую обработку.
В зависимости от типа обработки следует использовать напильники соответствующей формы, размера и размера.
В зависимости от формы поперечного сечения различают напильники:
Ø плоский,
Ø круглый,
Ø полукруглый,
Подождите пожалуйста... .









