|
|
Приспособа для заточки сверлПриспособление для заточки сверлОдним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. д.) составляет приблизительно 120 градусов. Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла. В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки. Чтобы соблюсти параметры заточки без специальных приспособлений, необходимо обладать высокой квалификацией и опытом инструментальщика-заточника. Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно. Но, имея некоторые инструменты и простые материалы, можно изготовить не очень сложное, но надежное приспособление для заточки угла при вершине спирального сверла по твердому металлу. Что может понадобиться для работы над приспособлениемДля этого потребуются следующие инструменты:
Из материалов для работы необходимо иметь под руками:
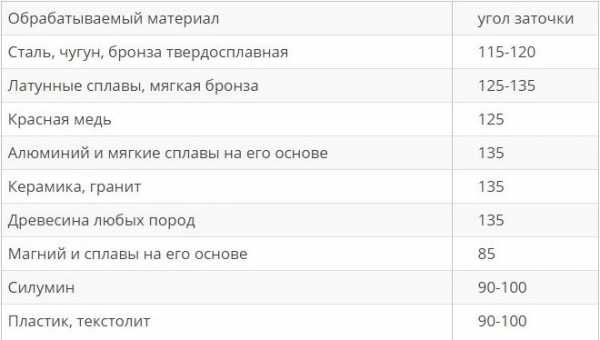
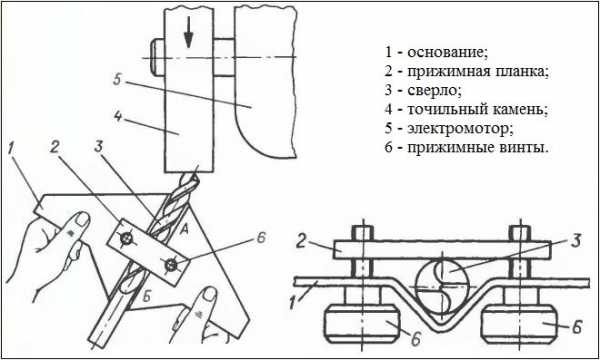
Процесс изготовленияОсобенностью шестигранной гайки является то, что две любые смежные ее грани сходятся под углом 120 градусов. Примерно такого же размера угол при вершине у спирального сверла для работы по твердым металлам. Это случайное совпадение можно использовать для изготовления приспособления для заточки спирального сверла. Для этого с помощью штангенциркуля и маркера на гайке намечаем линии реза, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющей два противоположных угла гайки. В нее будет продольно укладываться сверло перед процессом заточки. Для выреза намеченного треугольного паза в гайке, она зажимается в тиски и болгаркой осуществляются прорези по заранее проведенным линиям. Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами. Далее берется корончатая гайка и своим основанием приваривается к первой гайке со стороны вырезанного паза. Причем необходимо соблюсти их абсолютную соосность, поскольку, когда будут затачиваться сверла маленького диаметра, болт, пройдя насквозь корончатую гайку, начнет вкручиваться в нижнюю гайку для того, чтобы прочно зажать сверло в ее пазу. Теперь в корончатую гайку вкручиваем соответствующий болт, который будет надежно прижимать сверло, уложенное в паз для заточки на наждаке заточного станка. Остается лишь заточить сверло на наждачном круге, используя грани нижней гайки в качестве шаблона. Для этого просто стачиваем выступающую часть сверла заподлицо с гранями гайки, с чем без труда справится даже ученик профтехучилища первого года обучения. После окончания заточки, болт ослабляется, сверло вынимается из самодельного приспособления и может быть использовано по назначению. Дополнения и улучшенияВ процессе сварки гаек возможно попадание брызг жидкого металла на резьбу корончатой и обычной гайки. Чтобы исключить эту неприятность, в них необходимо ввернуть болт и, тем самым, защитить резьбу. Поскольку с помощью одного приспособления не удастся охватить все сверла по диаметру, потребуется, по крайней мере, два зажима-шаблона: одно – для мелких сверл, другое – для больших изделий. Соответственно, в первом случае гайки будут небольшими по размеру, а во втором – крупными. Смотрите видеоПриспособление для заточки сверл своими руками: чертежи, видеоПри сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых. Заточка сверла на самодельном приспособлении Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки. Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата. Для изготовления высокоточного приспособления требуются металлообрабатывающие станки На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками. Варианты изготовленияНа каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы. Таблица 1. Углы заточек сверл Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента. В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки. Приспособление-держатель для заточки сверла Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
Схема простейшего приспособления из деревянного бруска Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга. Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции. Довольно серьезное приспособление, обеспечивающее хорошую точность заточки Чертежи деталей приспособления Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново. После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром. Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
Как изготовить станок для заточки спиральных сверлВ качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
Приспособление для заточки сверл в сборе При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат. Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы. Детали приспособления Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки. Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства. Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения. Направляющий паз пластины Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов. Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется. Установка сверла в направляющий паз пластины Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла. Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете. Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами. Несколько рекомендаций по выбору наждачных круговДля того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды. При заточке сверл с помощью точильного круга очень важно следить за тем, чтобы рабочая поверхность абразивного инструмента набегала на обрабатываемое сверло, то есть двигалась сверху вниз, а не наоборот. Самодельные приспособления для заточки сверл. Приспособление для заточки сверл должно быть в арсенале любого домашнего мастера Приспособление для заточки сверл из напильниковТехнологический процесс механической обработки материалов включает множество разнообразных операций, для проведения которых требуется качественный и острый инструмент. Так, в механическом цеху на любом машиностроительном предприятии может использоваться набор из токарных, фрезерных, сверлильных и более сложных станков. В них используется свой тип инструмента, для каждого из которых есть и определенный способ заточки. Особенности работы сверлМеханическая обработка металла связана с огромными нагрузками на инструмент. Вообще, он состоит из трех основных частей: присоединительной, корпусной и режущей. Так вот режущая часть - это небольшой клинообразный элемент, предназначенный для проникновения в металл и снятия его части с заготовки.
Если, например, в токарном резце или дисковой фрезе с формой и конструкцией режущей части все понятно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, поэтому нужно знать, как правильно заточить сверло. Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке. Основные элементы режущей части сверла
Перед тем как заточить сверло по металлу, следует ознакомиться с конструкцией его режущей части, которая включает следующие элементы: 1. Основная режущая кромка. 2. Вспомогательная винтовая режущая кромка (ленточка). 3. Перемычка. 4. Передняя поверхность. 5. Задняя поверхность. Что понадобится для заточки?На предприятии все необходимое для реставрации инструмента всегда под рукой. А вот домашнему мастеру приходится искать альтернативу качественным заводским приспособлениям в более простых решениях, которые можно использовать в условиях обычного гаража. И все же перед тем, как заточить сверло по металлу, запаситесь минимальным набором: 1. Точильный круг. Он должен быть установлен на вращающийся вал. Устройство в народе известно под названием «наждак». В гараже встречается очень часто. 2. Емкость для охлаждающей жидкости. 3. Охладитель (вода или машинное масло). Для того чтобы выдержать угол заточки сверла, может быть недостаточно такого набора. Ведь контролировать процесс придется «на глазок», что вряд ли получится без наличия определенного опыта. В таком случае в базовый комплект нужно включить еще и приспособление для заточки сверла, которое можно купить или смастерить самостоятельно. Контролируемые параметры
Когда все готово, необходимо ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах осевого режущего инструмента. Перед тем как правильно заточить сверло, нужно знать его углы: 1. Передний . Определяется в главной секущей плоскости (проходит перпендикулярно главной режущей кромке) как угол между передней поверхностью и основной плоскостью (перпендикулярна вектору скорости резания). Он направлен по касательной к окружности сверла. 2. Задний . Также определяется в главной секущей плоскости как угол между задней поверхностью и плоскостью резания (проходит через вектор скорости и режущую кромку). 3. Угол при вершине находится между двумя главными режущими кромками, если посмотреть на сверло сбоку. Оптимальное значение переднего угла - 18-20 градусов, заднего - 10-12. Угол при вершине в сверлах по металлу имеет стандартное значение - 118 градусов. Процесс заточкиТеперь давайте поговорим о том, как заточить сверло по металлу на обычном наждаке. Основная заточка данного осевого инструмента производится по задней поверхности. Для этого включите наждак, крепко возьмите сверло в руку таким образом, чтобы главная режущая кромка была направлена навстречу вращению точила. Теперь подводим кромку к точилу, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка расположилась параллельно поверхности круга. Проделываем такую же операцию со второй режущей кромкой. В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов. Простая заточка используется для сверл диаметром до 10 мм. При увеличении этого параметра можно дополнительно выполнить подточку передней поверхности. В результате передний угол уменьшается, а значит, увеличивается толщина лезвия (так называемый угол режущей кромки) и, соответственно, период стойкости сверла. Заточка с помощью приспособления или станка
Описанный выше способ можно назвать кустарным, так как точного контроля параметров сверла непосредственно во время заточки добиться просто невозможно. В лучшем случае вы проверите углы после окончания заточки, а в худшем - просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло? Конечно, для этого лучше использовать более продвинутые варианты, которые позволят заранее настроиться на определенные углы. В таком случае понадобится приспособление или станок для заточки сверл. Если масштаб работ в вашей мастерской достаточно большой, и переточка инструмента требуется постоянно, то оптимальным будет приобретение станка. Он позволит значительно упростить процесс, особенно в том случае, если требуется перетачивать твердосплавные сверла по металлу. Основное преимущество его использования - точное соблюдение заранее заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получать различные типы заточек сверла: 1. Х-тип. Используется по большей части для засверливания в глухих отверстиях. Предназначен для снижения осевого усилия резания. 2. XR-тип. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла имеют повышенную прочность и период стойкости. 3. S-тип. Здесь используется описанная выше подточка, которая также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали). 4. N-тип. Также используется подточка, однако меньшей величины. Сверла с такой заточкой применяются для глубокого сверления. Конструкция приспособления
Как уже стало понятно, ручная заточка сверла - это дело профессионала, который не просто знает правильные углы, но и чувствует процесс резания. К сожалению, приходит такое чутье только после многолетней практики работы со сверлильным станком или дрелью. Не стоит экспериментировать, так как можно смастерить самостоятельно или приобрести приспособление для заточки. В обоих случаях оно будет включать одинаковые конструктивные элементы и работать по одному принципу. Итак, основная задача приспособления - правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно располагать как само приспособление, так и электродвигатель, на валу которого расположено точило. На плите также находится поворотная колонка, на которой закрепляется сверло. Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу. В качестве колонки можно использовать любой подшипниковый узел с валом, например от старой дрели. На колец вала приспосабливается ложе для сверла (можно использовать переходную втулку), к которому оно прижимается винтами. После фиксации сверла включается привод точила, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы. Важно, чтобы при изначальной настройке приспособления выдерживался угол при вершине сверла в 118 градусов. Заточка насадкамиЕще один простой и удобный способ предусматривает использование такого приспособления, как насадка для заточки сверл. Основное преимущество его заключается в универсальности и простоте использования. Устройство имеет цилиндрическую форму. С одной стороны расположен присоединительный узел, посредством которого насадка устанавливается на шпиндель дрели. С другой стороны расположены отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели. Меры безопасности
Заточка сверла связана с образованием мелких частиц, которые отрываются от точила в процессе износа. Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки. При заточке сверла без приспособления проследите за тем, чтобы надежно фиксировать его положение. В противном случае при контакте с точилом его может просто вырвать у вас из рук. Сверла по металлу закаливаются при производстве, однако постепенно они все равно затупляются. Разумеется, не стоит их сразу же выбрасывать. Осуществить заточку сверла по металлу вы можете самостоятельно, применяя специальное оснащение. Типы устройств для затачиванияЧтобы правильным образом выполнить затачивание сверла, нужно применить специальные устройства. Они подразделяются на две категории:
При приобретении станка нужно учитывать шумность, конструктивные особенности прибора. Оптимально покупать обычный станок, потому как для него легко найти подходящие запчасти. Приобретать точильные устройства нужно лишь в специальных местах, потому как в них к станку прилагается технический паспорт. Кроме того, покупатель получает гарантийный талон.
Применение точильных аппаратов в бытовых условияхДля дома наилучшим вариантом считаются бытовые станки. Посредством них возможно точить разные типы сверлильных инструментов. Стоит учесть, что для определенных видов сверл понадобится покупать специальные круги. Для того чтобы собственноручно осуществить затачивание, необходимо выбрать станок, который оборудован универсальным патроном. Он дает возможность выполнять зажим деталей, имеющих разный размер. Покупателю вместе с точильным устройством зачастую предоставляются:
Наиболее распространены такие приспособления для заточки сверл, как «Дрилл Доктор», GS. Данные станки предназначаются для затачивания сверлильных инструментов радиусом в 0,2-3,4 см. Подобное оснащение неспособно подточить чересчур тонкие предметы. Для этого понадобится покупать особый станок.
Все оснащение, которое предназначается для затачивания инструментов в бытовых условиях:
Как самостоятельно сделать точильный станокПрежде всего, нужно приобрести контрольное приспособление. Оно требуется для того, чтобы проверять, насколько точно выполнена работа. Для сверл, предназначенных для обработки различных металлов, нужно делать разный угол кромки. Ниже приведен перечень обрабатываемых деталей и соответствующих углов кромок:
Ознакомившись с данным списком, возможно изготовить несколько шаблонов и, соответственно с ними, собственноручно осуществлять затачивание. Один и тот же сверлильный инструмент возможно использовать для разных деталей. Нужно только изменить угол вершины рабочей области.
Простой, но весьма эффективной приспособой для заточки сверла считается основание, на котором закреплены втулки различного размера. Помните, что предмет не должен трястись во втулке. Малейшее отклонение приведет к значительному уменьшению качества сверлильной обработки. Желательно иметь обойму трубок из алюминия/меди. Также можно сделать в брусочке из мягкого материала нужное число отверстий. Монтируйте на точильном круге удобный подручник, позволяющий перемещать под требуемым углом самодельное приспособление для заточки сверл, служащий упорным элементом. В настоящее время есть различные чертежи точильных устройств. Можете использовать существующий либо создать собственный. Не забывайте, что при затачивании инструмента нельзя допускать прокручивания сверла вокруг собственной оси. По завершении затачивания позвольте инструменту остудиться. Измерьте точность работы посредством шаблона. Кромки должны располагаться симметрично. В особенности это значимо для инструментов небольшого радиуса.
Использование электрической дрелиОпределенные люди предпочитают использовать в качестве основы для точильного приспособления электрическую дрель, которая оборудована специальными насадками. Разумеется, количество насадок ограничено. Следовательно, собственноручное затачивание затрудняется. В наборе с насадками поставляется камень и поводок. Если хотите, можете сами изготовить насадку. Данный элемент точильного устройства нужно оснастить крепежной деталью для фиксирования инструмента. Особенности затачиванияЕсли вы приняли решение собственноручно подточить инструмент, используя приспособления для заточки, осуществляйте процедуру по такому алгоритму:
Если у вас что-то не получилось, не расстраивайтесь. Желательно тренироваться на сверлах, которые, скорее всего, не пригодятся. Главное – обучитесь правильному надавливанию и выдержке угла. Помните, что отверстия сверлят бока инструмента, а не его кончик. Следовательно, кромки нужно затачивать в обязательном порядке.
Не забывайте, что при обработке сверла появляются мельчайшие частички. Из-за нагрева они летят в разные стороны. Ввиду этого нужно соблюдать правила безопасности. Используйте специальные очки, рукавицы. Кроме того, проверяйте надежность фиксации инструмента, иначе оно вылетит из ваших рук. Если вы хотите воспользоваться приспособлением для заточки сверл своими руками, в обязательном порядке приготовьте рабочую зону. Позаботьтесь о нормальном освещении. Кроме того, не забудьте надеть специальные рукавицы, защитные очки.
ЗаключениеПриобретать промышленное оборудование для заточки сверл не слишком рационально, так как стоит оно дорого. Для домашних нужд оптимально подойдет обычный бытовой станок либо изготовленное вами точильное приспособление. Чтобы не допустить ошибок при собственноручном затачивании металлического сверла, требуется использовать специальное устройство. Это может быть бытовой/промышленный станочный аппарат, электрическая дрель с особой насадкой. Насадка надевается прямо на дрель для заточки сверл. Если вы раньше не делали попыток выполнить заточку сверлильного инструмента, посмотрите обучающее видео, которое есть ниже. В обязательном порядке соблюдайте технику безопасности. Игнорирование простых правил, неиспользование защитной одежды может довести вас до больничной койки. Искры, попавшие в глаз – это далеко не шутки. Есть большая вероятность полностью лишиться зрения. Согласитесь, лучше просто надеть специальные рукавицы и защитные очки, чем подвергать себя риску получить серьезную травму. Качество и точность сверления зависит от остроты рабочего инструмента. Кроме того, в отличие от столового ножа, сверло должно быть заточено правильно. Бывалые слесари могут ровнять режущую кромку на обычном точильном станке, просто удерживая сверло в руках (по крайней мере, с их слов). Но для такого способа нужна сноровка и многолетний опыт. Даже если у вас твердая рука, и отличный глазомер – без понимания процесса, вы просто испортите инструмент. Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):Для лучшего восприятия материала, вспомним устройство сверла.
Какие сверла точить, и как часто?Перьевые и другие специальные сверла по дереву в домашних условиях не восстанавливают, да и тупятся они не так быстро. Победитовые наконечники для бетона не точатся в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится. Спиральное сверло. Режущая кромка имеет небольшой размер, поэтому при работе быстро нагревается от трения (нет площади рассеивания). Основная причине затупления – именно перегрев. При правильном использовании износ происходит не так интенсивно. Характерные признаки тупого сверла:
Итак, пришло время точить инструмент. Вы не желаете испортить сверло, и хотите механизировать процесс. К вашим услугам мини станки для заточки:Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук. Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.
Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр. Полупрофессиональные направляющие для любых типов сверл
Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен. Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.
С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального. Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.
Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск.
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.
Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.
Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.
Промышленное заточное оборудование для металлообрабатывающего цехаПри интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.
Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи. При работе с твердыми заготовками, рабочая поверхность сверла быстро изнашивается. Затупленное сверло сильно нагревается и теряет прочность. Это происходит по причине «отпускания» металла. Инструмент периодически надо затачивать. Впрочем – это относится не только к сверлам. Сверла относятся к недорогим приспособлениям. Во всяком случае, те модели, которые используются в домашнем хозяйстве. Тем не менее, покупать новый наконечник всякий раз после его затупления – расточительно. Существуют фабричные приспособления для заточки, но при этом нарушается концепция экономного использования домашних инструментов. Сверла по дереву практически не тупятся, разве что инструмент можно «загнать» на высоких оборотах в смолистой заготовке. Победитовые наконечники и камню не затачивают. Остается заточка сверла по металлу. Многие слесари со стажем проводят эту процедуру , безо всяких приспособлений. Однако, точность работ оставляет желать лучшего, да и глазомер не у каждого домашнего мастера развит настолько профессионально. В любом случае, минимальная механизация необходима. Как изготовить самодельное приспособление для заточки сверл?В первую очередь, необходимо обзавестись средством контроля. Как бы вы не затачивали сверло, необходим шаблон для проверки точности работ. Обычные сверла для работы с черными металлами имеют угол кромки 115-120 градусов. Если вами приходится работать с разными материалами – ознакомьтесь с таблицей углов:
Зная эти значения, можно приготовить несколько шаблонов, и в соответствии с ними производить заточку самостоятельно. При этом можно одно и то же сверло применять для различных заготовок, стоит лишь поменять угол вершины рабочей области. Простейшая, но очень эффективная приспособа для заточки – втулки разного диаметра, закрепленные на каком-нибудь основании. ВАЖНО! Инструмент во втулке болтаться не должен, ошибка лишь в один градус снизит качество сверления. Лучше всего изготовить целую обойму из медных или алюминиевых трубок, под типовые размеры сверл. Или насверлить в бруске из мягкого материала достаточное количество дырок. Главное – установить на вашем точиле удобный подручник, который позволит под правильным углом передвигать приспособление для заточки, и служить надежным упором. Таким способом пользовались наши деды. Только в качестве материала для изготовления заточного станочка – уголка, использовали дубовый брусок. Устройство для заточки свёрл пригодится в любом хозяйстве. Ведь работа с тупым сверлом — одно мучение. Механизм можно сделать своими руками, используя ненужные и устаревшие детали. Правила заточки сверлСвёрла можно затачивать на специальных заточных дисках, вручную или на станках. Перед началом работ внимательно исследуйте свёрла: если на поверхности есть серьезные дефекты, нужно начать затачивание с более грубого абразива. Если же инструмент немного затупился, используйте доводочный диск. При затачивании вручную своими руками, нужно выполнять правила:
Во время обработки важно сохранять изначальную форму сверла и направление режущих краев. Необходимо следить за тем, чтобы острие кончика не смещалось от центра, иначе во время работы инструмент отклонится в сторону. Если после заточки угол режущих краев неодинаков, работа сверла будет некачественной. Это определяется с помощью шаблона, сделанного своими руками, или на глаз: форма кончика должна составлять конус. Чтобы избежать ошибок, править лучше на специализированных устройствах. Виды заточного оборудованияСамодельный аппарат предусмотрен для затачивания свёрл из различных металлов, резаков, метчиков, фрез, зенкеров, резцов. Оборудование может быть:
Самодельные механизмы чаще относятся к универсальному бытовому типу. Промышленные станки мощны, работают с крупными инструментами. Дома в таких необходимости нет, они шумны, занимают много места и энергозатратны. Бытовые самодельные станки подходят для затачивания свёрл малого и среднего диаметра, они компактны и экономичны. Изготовление станка для заточкиЧтобы своими руками собрать станок, необходимо подготовить:
Все комплектующие станка своими руками размещаются внутри корпуса. Это сделает работу безопасной и удобной. Доступным должен быть только шкив электродвигателя, на который надевается точильный диск. Станок стационарно крепится к верстаку, поэтому место нужно подобрать заранее.
Желательно подобрать двигатель с удлиненным шкивом, иначе его придется доставлять. Сначала надевается шайба, после чего круг. При несовпадении поперечников шкива и диска используется переходная втулка. Сбоку втулки делается резьбовое отверстие, в него вкручивают дополнительный крепежный болтик.
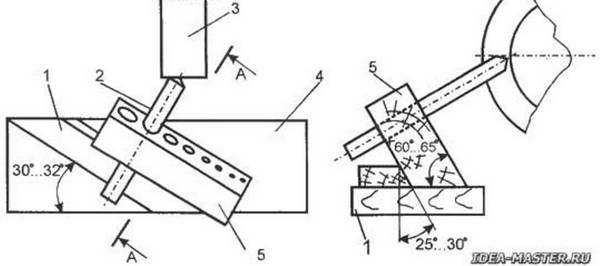
Теперь можно подключить электрическую составляющую: тумблер, двигатель и соединить их с розеткой. Дополнительные устройстваИзготовленные своими руками дополнительные приспособления сделают работу по заточке сверл более удобной и точной. Шаблон для проверки. Шаблон вырезают из листа тонкого (1 мм) мягкого металла (алюминия, меди). Шаблон выявляет углы у острия, продолжительность рабочих краев, угол между рабочим краем и перемычкой. Так как задний угол заточки сверла шаблоном проверить практически невозможно, выверяется угол заострения. Вырезается шаблон перед первым использованием сверла. Направляющая. Это небольшая приставка, которая делается из металлической полоски и с помощью болта фиксируется на корпусе. Во время работы сверло укладывают на направляющую и подводят к точильному камню. Угломер. На подставке, которая описана сверху, наносятся деления углов затачивания. Можно отрезать часть металлического транспортира с отметками углов и прикрепить к подставке. Отрезать нужно часть с углами более 30 градусов, так как при заточке меньшие не используются. Приспособление, облегчающее заточку свёрл. Представляет собой фиксированную станину и державку, в которой предусмотрены отверстия для вставления резаков разного размера. Державку можно снимать. Станина выполняется из доски 50 мм, к ней прикрепляется рейка под углом 32 градуса. Рейка выставляет державку с инструментом под необходимым углом. Державка своими руками выпиливается из бруска, поверхность которого снимают под углом 65 градусов. Скошенная часть укладывается к рейке. Углы скашивания державки и рейки зависят от типа заточки. Многофункциональный механизм
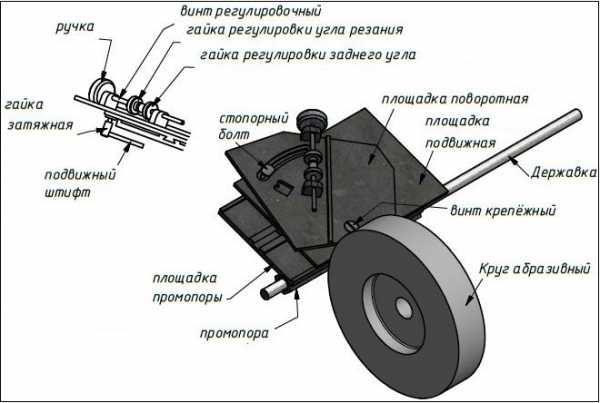
Заточка сверл станет проще при использовании этого механизма. Устройство состоит из:
Направляющую следует сделать достаточно широкой, к ней прикрепляется транспортир. В качестве оси поворота выступает болт, вставленный в предусмотренное отверстие. На поворотную часть размещают направляющие и подвижную пластинку. На ее поверхности фиксируется ось, трубка, с одной стороны ось заканчивается патроном для сверла, с другой — рукояткой. Перемещение упорной пластины обеспечивается резьбовой осью. Снизу упорной пластины находится ограничитель (он же указатель), который одновременно указывает необходимый угол смещения и фиксирует в нужном положении. Механизм работает следующим образом:
Правила заточки на самодельном станке
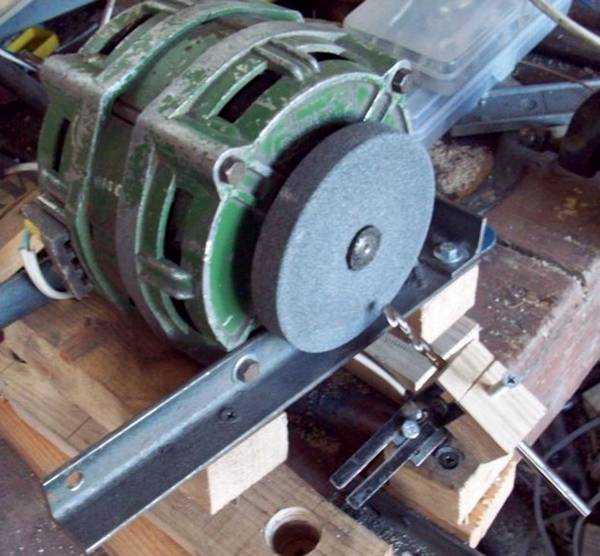
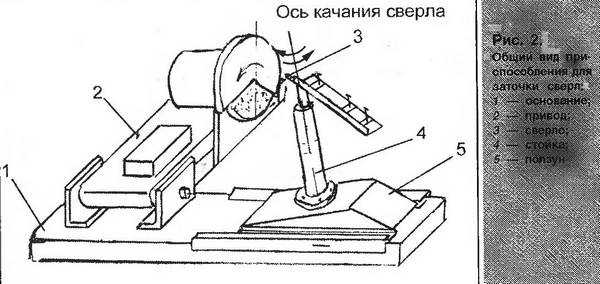
Несколько вариантов приспособлений для заточки свёрл в видеороликах. Рекомендуем такжеПриспособление для заточки сверл своими руками Работать хорошим инструментом это удобно, эффективно и правильно! Сегодня у нас полезная самоделка для дома и гаража — самодельный станок для заточки сверл.Правильно заточить сверло представляет некоторые трудности без наличия опыта. Причём свёрла больших диаметров ( где-то от 6мм) ещё поддаются контролю заточки и, худо-бедно, их удаётся заточить через какое-то время. Свёрла малых диаметров, особенно востребованные мастерами радио и электронной техники точить приходится буквально на-ощупь и под лупой и без применения механизации используя корундовые брусочки. Кстати, совсем недавно мы публиковали статью «Самодельный станок для заточки ножей» кто не прочитал, обязательно прочтите! Используя свои залежи неликвидов и проведя обзор интернета я собрал на скорую руку простенькое приспособление позволившие заточить свёрла от 2,0 до 6,0 мм без особого труда. Дальнейшее совершенствование приспособления возможно и является задачей ближайшего будущего. Общий вид на фото 1 и 2 .
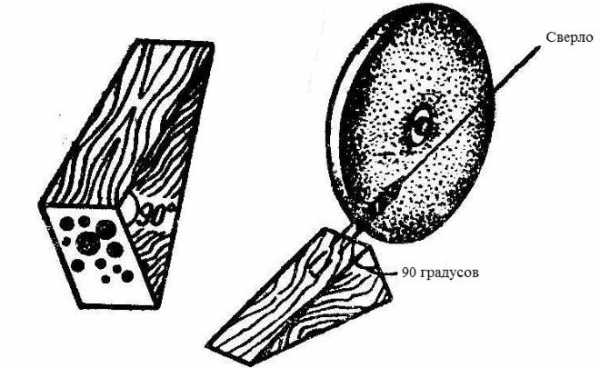
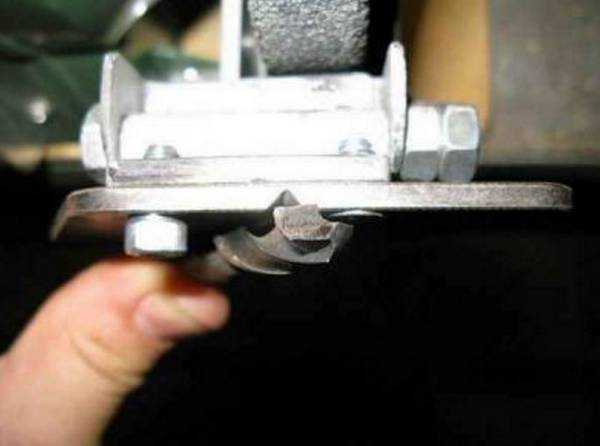
 Как, конечно, известно свёрла по металлу имеют угол заточки при вершине 120 градусов. (Для дерева и мягкого металла меньше). На фото виден жёлтый угольник, лежащий между точилом и приспособлением, обеспечивающий этот угол, т.е. сверло расположено под углом 60 гр. к рабочему торцу абразивного диска. Нужный угол затылка сверла обеспечивается начальным наклоном сверла относительно диска. Принцип работы приспособления не нов и многократно повторен и опубликован в сети. Отличием этого приспособления является использование для закрепления сверла так называемых ювелирных тисочков, имеющихся в продаже и недорогих. У меня имелись такие очень старые, переделанные и измордованные за 30 лет применения . Фото из сети взято.  Принцип работы прост-Поворотом ручки раздвигаем губки и обратным вращением что-то зажимаем, например сверло.  Данные тисочки подверглись доработке. Заклёпки были высверлены и на эти посадочные места были установлены пластины и вновь заклёпаны более длинными заклёпками. Далее будет понятно для чего это сделано.  Сверло зажимается в тисочках так чтобы режущие кромки лежали параллельно губкам .  По краям приклёпанных пластин сверлятся соосные отверстия на одном расстоянии от центра и лежащие на прямой перпендикулярной оси тисочков (то есть и сверлу). Через эти отверстия будет проходить ось на которой будет качаться попеременно эта «качалка» при затачивании одной и другой грани. При идеальной разметки качалки будет достигаться равенство режущих кромок при заточке. Качалка закреплена на стойках (подошли корпуса врезных дверных защелок без внутренностей. В свою очередь стойки привинчены к дубовой плашке. В ней же расположены четыре опорные ножки для настройки нужной высоты .    Качалка с сверлом размещается между стойками на оси, ось съёмная .  Заточка первой грани (губки закрашены синим маркером).  Заточка второй грани-качалка перевёрнута на 180 гр. (закрашенную сторону не видно). Вид сверху этого узла.  Готовое сверло на фото ниже. Погрешности, возникшие при работе «на коленке» и старые изношенные тисочки не позволили заточить свёрла от 1 мм. Здесь показано заточенное 1,5 мм сверло. При большом увеличении видна разница длин режущих кромок (небольшая, но есть)  Пробное сверление меди показало практически хороший результат-работают обе режущие кромки (видны две спиральки стружек).  На толстом оргстекле результат также нормальный.  Также видны две спиральки стружки. Идеально это приспособление должно было бы иметь своё точило на какой-то общей панели вместе с качалкой. Автор статьи «Приспособление для заточки сверл своими руками» Вячеслав Панов Смотрите так же интересные материалы на тему инструмента:
Заточное для сверл своими руками. Приспособление для заточки сверл должно быть в арсенале любого домашнего мастераПри сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых. Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки. Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.
На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками. Варианты изготовленияНа каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.
Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента. В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга. Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
Чертежи деталей приспособления Промопора Площадка промопоры Подвижная площадка Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново. После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром. Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
Как изготовить станок для заточки спиральных сверлВ качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат. Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки. Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства. Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов. Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла. Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете. Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами. Для того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды. Сверла должны быть качественными и хорошо заточенными в работе профессионального мастера. В былые времена заточку сверла производили вручную. На сегодняшний день появились специальные устройства для заточки свёрл, и их конструкция очень проста.
Для чего нужна заточка?Если сверло затупилось, то им очень трудно, а порой невозможно просверлить поверхность. Также стоит заметить, что для разных видов поверхностей свёрла должны иметь определённый угол заточки, к примеру, для пластмассовой поверхности угол будет равен 30 градусам, для закалённой стали этот угол будет равняться 130 градусам. В случаях, когда не требуется идеально просверлённого отверстия, угол заточки может быть 90 градусов.
Как выполнить правильную заточку сверлаЗаточку сверла можно сделать своими руками при помощи абразивных дисков. В ходе заточки сверло нужно удерживать за рабочую поверхность. Удерживать хвост сверла нужно другой рукой.
С боку сверло необходимо прижать к абразивному диску. Затем желательно с придельной осторожностью провернуть его, в результате режущая кромка примет требуемый угол и структуру.
Заточку сверла нужно делать с каждой стороны отдельно. Также необходимо следить за тем, чтобы остриё сверла располагалось ровно по центру в момент заточки режущей части. Следует сделать это правильно, так как ошибка в заточке может привести к тому, что сверло будет косить вбок.
Устройство для заточкиУстройство предназначено для заточки глухих или сквозных сверл, которые сделаны из чугуна и стали. Такое устройство сделано с учётом видов заточки, а также её размеров. На станке легко поменять угол заточки. Есть два вида устройств, которые помогут заточить сверло это бытовой и промышленный станок. В первом случае устройство для заточки занимает мало пространства и отлично вписывается для работы в доме, но такой станок может затачивать только маленькие свёрла.
Большой мощностью обладают станки промышленные, которые сделаны для того, чтобы производить заточку сверл с большим диаметром. У промышленного станка имеется зажим и круг для заточки.
С помощью этого устройства заточка сверла происходит под надзором оператора, который легко контролирует процесс. Такие устройства рассчитаны на долгосрочное время эксплуатации. Как сделать станок для заточки сверл своими рукамиНам будут необходимы следующие материалы: абразивный диск, переключатель, мотор с хорошей мощностью, подставка, провода, ось и заглушка. Также для безопасного использования станка на нём обязан быть корпус, снаружи которого необходимо поставить ось с абразивным кругом для работы.
Предварительно нужно определиться с местом установки станка, так как он будет подключаться к розетке.
Также наше устройство должно размещаться на столе, желательно из металла, куда нужно будет поставить двигатель, и расставить отметки для проделывания отверстий под болты.
На вал двигателя надевают абразивный диск. Чтобы его закрепить на валу, надо надеть сначала шайбу, затем диск и еще раз шайбу. После этого следует установить крепёжную гайку на заранее приготовленную резьбу на валу.
Обратите внимание! Соединить провода нужно с пускателем, который должен быть с тремя разомкнутыми контактами. Обмотка должна быть способна к подключению фазных линий, с использованием двух пускателей, соединённых последовательно.
Кнопка выключения должна соединяться с Нз, а кнопка запуска будет соединена с НР, также она должна состоять в параллельном соединении с двумя НР контактами пускателя. При нажатии кнопки включения будет подаваться напряжение на обмотку в результате контуры должны замкнуться. При отпуске кнопки напряжение, подаваемое на пускатель не должно сниматься. При отключении двигатель должен остановиться.
Двигатель сам по себе безопасное устройство, но для защиты его механизмов от пыли необходимо сделать каркас, который защитит его от воздействия окружающей среды.
Для его изготовления можно воспользоваться металлическим коробом или сделать защитный экран из стекла. Также стоит установить кожух, закрывающий торцевую часть диска на треть. Он защитит рабочего, в случае если абразивный диск треснет.
Фото заточки сверл своими руками
Обратите внимание!
Обратите внимание!
От заточки сверла зависит не только быстрота и качество сверления, но и техника безопасности. Вручную заточить сверло на глаз могут лишь профессиональные инструментальщики, все остальные обязательно или сделают неправильный угол режущих кромок, или сделают площадки полукруглыми, или сделают их неодинаковыми и сместят центр сверла. Все перечисленные ошибки приводят к тому, что работать таким инструментом невозможно. Есть много советов изготовления специальных приспособлений в домашних условиях, в принципе они неплохо справляются со своими задачами. Но имеют один общий недостаток – для изготовления надо быть неплохим слесарем и сварщиком, а такими знаниями обладают далеко не все. Кроме того, сам процесс требует довольно много времени. Мы предлагаем очень простое и универсальное решение, потребуется не более 10–20 мину, а качество заточки будет полностью отвечать стандартам. Что понадобится для приспособыСледует подготовить деревянный брусок примерно 100×50×30 мм, обыкновенное сверло, школьный угольник, карандаш, евровинт или любой иной длинный элемент с резьбой по дереву.Процесс изготовленияНайдите на торце прямоугольного бруска центр, просверлите в нем сквозное отверстие. Пользоваться можно обыкновенной дрелью. Если есть сомнения в своих навыках, то найдите центр на противоположном торце, с его помощью можно контролировать вертикальность отверстия. Это очень важное условие. Если его не выполнить, то режущие кромки сверла после заточки не будут одинаковыми.Под углом 120 градусов отрежьте два угла бруска. Предварительно надо провести две линии под углом 30 градусов, пересекаться они должны точно по центру, это также важное условие. Последствие невыполнения – центр сверла сместится в сторону, во время сверления инструмент будет бить. Срез должен быть строго перпендикулярным к плоскостям. Для контроля также проведите линии и с обратной стороны бруска, потом по ним можно поправлять срез на шлифмашинке. На вершине должен быть угол 120 градусов, это универсальный размер для сверл по металлу.
При точении сверло вставляется в отверстие, для его фиксации в заданном положении можно пользоваться евровинтом. На боковой грани надо просверлить отверстие соответствующего диаметра до соединения с центральным отверстием. На этом работы по изготовлению приспособы закончены. Как пользоватьсяПеред заточкой сверла вставьте его в отверстие. Выставьте режущие плоскости точно по граням бруска с выступом примерно миллиметр. Все зависит от степени повреждений режущих кромок. Прочно зажмите инструмент евровинтом.
Проложите на бок шлифовальную машинку с бесконечной лентой и аккуратно заточите грани. Желательно начинать с центра и постепенно прижимать приспособу всей поверхностью к шлифшкурке, при касании дерева заточка прекращается. Затем все действия повторяются с другой стороны.
ЗаключениеПрактика показала, что такая приспособа отлично работает, но при соблюдении двух условий:
Еще одно преимущество – если приспособление сделано под диаметр 10 мм, то с его помощью можно восстанавливать кромки сверл диаметра 8–10 мм. Изготовьте их несколько с разными диаметрами под все используемые сверла.
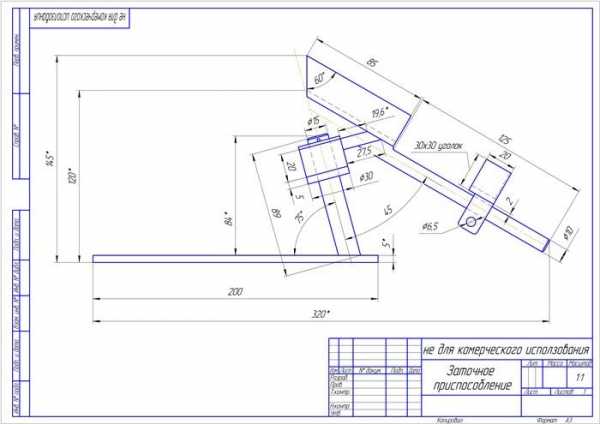
Приспособление для заточки сверл своими руками изготовить достаточно просто, условиями успеха при этом будут знание правил выполнения заточки режущего инструмента, а также умение работать ручным инструментом и техническая смекалка. Основными правилами, обеспечивающим качественную заточку являются:
Объем и характер выполняемой работы зависят от вида его износа режущего инструмента. Износ можно квалифицировать по:
В зависимости от вида заточки сверла, его технических характеристик, а также назначения, рекомендуются следующие виды их обработки, как-то:
Углы заточки для спиральных сверл, используемых при обработке различных материалов необходимо уточнять перед их использованием, т.к. они разняться от 85 до 135*, что обусловлено их вязкостью. Как изготовить станок своими рукамиДля заточки спиральных сверл может быть использован любой точильный станок (агрегат), работающий от электрической сети 380/220 Вольт, оснащенный наждачным кругом и оборудованный специальным приспособлением, обеспечивающим фиксацию затачиваемого сверла под определенным углом к оси вращения абразивного элемента устройства. Основные требования к специальным приспособлениям, обеспечивающих качественное выполнение работ:
Для изготовления одного из вариантов подобных устройств понадобится:
Работы по изготовлению станка выполняются в следующей последовательности:
 Для заточки винтовых сверл можно использовать различные наждачные круги, но в свете того, что данный расходный материал (инструмент) изготавливается из прочной стали, то и абразивные элементы должны этому соответствовать. Сверла по металлу всегда подвергаются закалке, но изделия со временем могут затупиться. Естественно, это не повод их выкидывать. При желании можно заточить сверло своими руками, используя профессиональное оборудование или самодельные устройства. Основные виды заточкиОпытные мастера знают о том, что заточка сверла по металлу бывает разной в зависимости от диаметра и особенностей применения .
Чтобы заточить сверло своими руками правильно, необходимо использовать соответствующие станки. Подобные устройства делятся на 2 группы . Если вас интересует вопрос, как заточить сверло по металлу, то обязательно приобретите соответствующий станок. Для домашних условий подойдет недорогая модель со средней мощностью. Она позволит заточить небольшие сверла по металлу. Естественно, при покупке необходимо обращать внимание на уровень шума , а также конструкцию модели. Оптимальным вариантом станет простой станок, ведь подобрать для него нужные детали будет несложно. Покупать подобные приспособления необходимо только в специализированных местах, поскольку здесь в комплекте предусмотрено наличие технического паспорта. Более того, вам выдадут гарантийный талон. Использование станков в домашних условиях
Чтобы самостоятельно заточить сверло, стоит отдать предпочтение станку, оборудованному универсальным патроном. Он позволяет зажимать элементы различных диаметров. В комплекте часто идут:
Наибольшей популярностью пользуется оборудование от Drill Doctor и GS. Подобная продукция предназначена для заточки сверл диаметром в 2–13 мм и 14–34 мм. К сожалению, это оборудование не позволяет заточить слишком тонкие сверла. Для такой цели придется докупить специальный станок. Все оборудование, предназначенное для заточки сверл в домашних условиях, имеет ряд преимуществ:
Самодельные приспособления для заточкиЕсли у вас нет соответствующего станка, то выполнить заточку можно с помощью других приспособлений. Речь идет об электродрели либо самодельном оборудовании, созданном по чертежу . Лучше всего отдать предпочтение второму варианту, в противном случае вы можете испортить множество сверл, прежде чем освоите правильную заточку. Создать подходящее приспособление своими руками можно даже из древесины. Так, на горизонтальной поверхности закрепляется брус с отверстиями, соответствующими диаметру сверл. Упомянутые отверстия выполняют под небольшим наклоном, чтобы получился необходимый угол заточки. Некоторые мастера отдают предпочтение электродрели, оборудованной соответствующими насадками. Естественно, ассортимент подобных элементов небольшой , что усложняет выполнение заточки своими руками. Как правило, в комплекте с насадками идет камень и поводок. Если вы планируете затачивать сверла, используя конкретную дрель, поводок стоит сразу же укоротить. При желании можно самостоятельно сделать подобную насадку для дрели, руководствуясь рекомендациями, данными в соответствующем видео. Подобные приспособления необходимо оборудовать крепежом для фиксации сверла. Особенности процесса заточкиЕсли вы впервые решили заточить деталь своими руками, выполняйте работу в строгой последовательности .
Если с первого раза что-то не вышло правильно, не стоит отчаиваться. Лучше всего начать практиковаться с инструментов, которые вряд ли понадобятся. Главное – научиться правильно надавливать и выдерживать угол. При этом необходимо учитывать тот факт, что за сверление отвечают боковые части сверла, а не наконечник. Соответственно, кромки обязательно подлежат заточке. Важно помнить о том, что в процессе заточки образовываются мелкие частицы . Из-за нагревания они разлетаются в виде искр. Именно по этой причине необходимо придерживаться техники безопасности. Речь идет об использовании защитных очков и рукавиц. Также при заточке стоит убедиться в том, что сверло надежно зафиксировано. В противном случае оно может случайно вырваться из рук. Если вы решили использовать для заточки соответствующий станок, обязательно подготовьте рабочее место. В частности, речь идет о хорошем освещении. Также нужно надеть защитные рукавицы и очки .  Чтобы правильно заточить сверло своими руками, необходимо воспользоваться подходящим приспособлением . Это может быть бытовой или промышленный станок, а также электродрель со специальной насадкой. Если вы ранее не пробовали заточить сверло, для начала ознакомьтесь с соответствующим видео. точилки для сверл по металлу и станки, другие устройства. Как сделать их своими руками по чертежам? Тупое сверло неизбежно ухудшает рабочие возможности станка, на котором оно установлено, и делает практически невозможным адекватное выполнение поставленной задачи. Тем временем в процессе интенсивной работы сверла неизбежно будут затупляться. К счастью, большинство из них предполагает возможность заточки для дальнейшего использования, но для этого под рукой надо иметь соответствующее приспособление. На самом деле на него даже не обязательно тратиться – вместо этого такое устройство можно изготовить собственными руками. ОсобенностиПриспособления для заточки сверл самодельного производства появились, вероятно, задолго до того, как их выпуск наладили промышленные предприятия. Самостоятельно изготовленные образцы отличаются, как правило, примитивностью, но зато своему изготовителю они обходятся в сущие копейки, а задачу могут решать не хуже покупного аналога. Для собственноручного изготовления точилок используют любые подручные материалы, соответствующие техническим параметрам. Простейшим вариантом точила является втулка, которую устанавливают жестким способом на основании под удобным углом. Принципиальным моментом для подобного изделия является именно максимально надежная и стойкая фиксация.
При наличии необходимых «деталей» и умения всегда можно несколько усовершенствовать конструкцию изделия. Для более надежной фиксации всегда можно внедрить в самодельный станок бруски с отверстиями, которые по диаметру как раз подходят к наконечникам. Иногда вместо них используют несколько небольших трубок из алюминия или меди. Вне зависимости от того, какой вариант конструкции вы выберете для самостоятельного изготовления, следует помнить, что заточка любого инструмента, включая и сверла, предполагает наличие определенных специфических навыков, которые приобретаются только с опытом. Чаще всего подразумеваются следующие способности:
Обзор видовВне зависимости от того, какого типа приспособление вы будете изготавливать своими руками, обратите внимание, что в идеале оно должно быть механическим, ведь в противном случае заточить каждое отдельное сверло будет и долго, и сложно. Что касается существующих разновидностей подобных изделий, то надо признать, что объективно количество их вариантов не ограничено ничем, и никакой полной классификации нет и не может быть, потому что инженерная мысль человека безгранична. По этой причине мы выделим лишь несколько примеров станков и более простой оснастки, которые часто воспроизводятся в быту.
Как сделать своими руками?Решение изготовить какой-либо механизм своими руками всегда начинается с создания чертежа. Это правило работает всегда и во всех случаях, даже если вам кажется, что планируемое к производству приспособление весьма простое. Стоит учитывать, что чертеж – это не просто условная схема, на нем обязательно должны быть прописаны размеры всех отдельных деталей, а также механизма целиком.
Если это для вас первый опыт самостоятельного изготовления подобных устройств, ничего нет удивительного в том, что проблемы начинают появляться уже на этапе составления чертежа. Ничего страшного – вы должны лишь сделать механизм своими руками, а не разработать собственный рабочий проект. Раз так, не возбраняется пользоваться интернетом, чтобы позаимствовать чертеж у кого-нибудь. При этом стоит помнить, что и в сети далеко не все авторы разбираются в том, о чем пишут, а значит, чертеж не следует брать в работу, слепо доверяя источнику – его также следует перепроверить на предмет совместимости всех параметров по отношению друг к другу.
Из металлаДля решения задач по заточке мелких сверл отлично подходит устройство, собираемое «на коленке» из обыкновенных гаек. В интернете можно найти несущественно различающиеся рекомендации относительно пошагового изготовления такого устройства, но чаще всего все выглядит примерно следующим образом. Для начала надо отыскать две гайки, диаметр которых не был бы одинаковым. На более крупной надо провести разметку, отмерив по 9 мм на одной из граней по трем сторонам. Результаты измерений обозначаются маркером на выбранной грани, а также на той, которая является противоположной по отношению к первой. После того как разметка будет выполнена, гайку зажимают в тисках и обрезают небольшие фрагменты по прорисованному контуру. После этого в порезанную гайку вставляют сверло, чтобы убедиться, что грани гайки обеспечивают сверлу те самые 120 градусов наклона, которые обычно считаются наиболее удачным положением для заточки и последующей работы. Если все совпадает, можно переходить к следующему этапу – к поверхности, подвергшейся обрезанию, прикладывают гайку меньшего диаметра и, убедившись в правильности положения, приваривают ее. Затем в меньшую гайку вкручивают болт, который ограничивает перемещения вставляемого сверла – в результате получается держатель, обеспечивающий необходимый угол.
Благодаря специфике описанной конструкции в нее можно вставить сверло под правильным углом и в таком положении зафиксировать его. После этого сверло обтачивается на наждаке в расчете на то, что гаечное приспособление не позволит сточить лишнего, заодно сточив и себя. При этом многие мастера сомневаются в том, действительно ли гайка способна противостоять обрабатывающему воздействию абразивного круга и не портиться, заодно портя и сверло, которое точится под неправильным углом.
Из дереваНе стоит думать, что приспособление для заточки сверл можно своими руками изготовить только из металла – на самом деле для достижения подобных целей годится и древесина. На первый взгляд, она не обеспечивает той же надежности фиксации в правильном положении, однако, практика показывает, что даже в деревянном исполнении фиксатор способен некоторое время безупречно служить своему хозяину.
В качестве главного материала используют кусок деревянного бруса, толщина которого оптимально оценивается в 2 сантиметра. По торцевой стороне будущего изделия выполняют диагональную разметку, стремясь определить центр. После этого надо подходящим сверлом в точке середины проделать сквозное отверстие – по диаметру оно будет как раз таким, чтобы в будущем фиксировать тот инструмент, которым его выполнили. Далее надо обрезать углы так, чтобы линии среза шли на 30 градусов по транспортиру, если точкой отсчета признаем центр. Потом сбоку или сверху просверливают еще одно отверстие, предназначенное для фиксирующего самореза. Его отверстие должно в толще бруска соединяться с прорезью для вставки затачиваемого сверла – тогда с помощью болта фиксации сверло можно будет надежно прижать. Принцип использования такого устройства достаточно прост – сверло вставляется в проделанное для него отверстие, а затем фиксируется, плотно прижатое болтом. При этом кончик сверла, предназначенный для затачивания, должен выступать за пределы деревянной оправы. Специалисты советуют применять подобную конструкцию для работы с болгаркой или ленточным гриндарем. Понятно, что деревянный корпус тоже будет поддаваться затачивающему воздействию и истираться, потому задача точильщика – следить, дабы это не происходило чересчур выраженно. Деревянные приспособления для заточки сверл не изготавливаются для сверл строго одного диаметра – они универсальны и предполагают использование для заточки изделий разного диаметра. При этом он не должен существенно отличаться от максимально возможного. Если диаметр отверстия для сверла составляет 9 мм, то здесь же можно затачивать насадки толщиной и в 8, и даже в 7 мм, а вот в 6 мм уже нежелательно. При более широком ассортименте сверл в арсенале мастера для заточки более тонких наконечников надо сделать еще одну такую конструкцию с диаметром уже в 6 мм, где также можно будет затачивать изделия толщиной 5 и даже 4 мм. Как пользоваться самодельным устройством?Принципы эксплуатации самодельных приспособлений для заточки сверл сильно зависят от того, какого именно вида устройство было произведено. Если не вдаваться в специфику каждого отдельного приспособления, а попробовать дать общие рекомендации, то инструкция получится сравнительно короткой – ее мы и рассмотрим. Если заточка будет производиться на наждаке или зафиксированной болгарке, то есть, эти устройства уже имеют четко определенное положение в пространстве и не могут самостоятельно перемещаться относительно стола, задачей мастера является аналогичное закрепление самостоятельно изготовленной приспособы. Удобнее всего произвести фиксацию механизма при помощи струбцин, но надо внимательно следить за тем, на каком расстоянии крепеж устанавливается от абразива – ваша задача ведь заключается в том, чтобы они располагались достаточно близко друг от друга, позволяя производить затачивание. Когда правильное положение найдено, и вы готовы протестировать собственную разработку, послабьте зажимной хомут, чтобы позволить сверлу встать на свое место. Теперь поставьте сверло в предназначенное для него отверстие и поищите такое положение, при котором угол заточки будет идеальным, а поверхность сверла окажется плотно прижатой к поверхности камня. Не соглашайтесь на «промежуточные» решения – если ваша конструкция изготовлена и собрана правильно, вам с помощью регулировки зажимного хомута удастся найти идеальное положение, если же вы где-то ошиблись в расчетах, то нет смысла точить что-либо на непригодном для этого станке. Когда оптимальное положение для сверла по отношению к точащей детали тоже найдено, надежно зафиксируйте сверло с помощью тех крепежей, которые предусмотрены в самодельном устройстве специально для таких целей. Оставьте небольшой зазор, который обычно оценивается в 1 миллиметр – ваша задача ведь не заключается в том, чтобы сломать наконечник, вы должны его лишь немного обточить. После этого запустите абразивный диск или другое точащее устройство и проверьте собственный станок в действии.
Если со сверлом все в порядке, и оно затачивается именно так, как это необходимо для ваших рабочих нужд, подобную процедуру необходимо повторить и с обратной стороны, ведь до этого момента сверло стачивалось лишь по одной из кромок. Наконечник поворачивают на 180 градусов, послабив и затем снова затянув крепления, однако ограничительный болт в этом случае трогать не нужно совсем – он должен обеспечивать ту же длину затачивания, что была и при обработке обратной стороны. После этого вы в любой момент сможете точить собственные сверла, как только в этом возникнет необходимость. Если вы работаете преимущественно с мягкими материалами, имеющими сравнительно невысокую плотность, такая необходимость будет возникать сравнительно редко, но вот металлообработка всегда создает огромную нагрузку на сверла и требует регулярного использования приспособлений для заточки. Есть несколько проверенных веками способов того, как понять, что сверло уже нуждается в обновлении остроты кромки. В первую очередь, после длительной эксплуатации край металлического сверла начинает уставать, из-за чего наконечник может в прямо смысле начать крошиться. Такое явление нередко пугает новичков и заставляет их полностью заменить сверло или вообще отказаться от обработки определенного материала, но на самом деле надо было просто восстановить правильную рабочую форму насадки. Кроме того, с затупившимся сверлом двигатель начинает испытывать перегрузку и чрезмерно греться – это и понятно, ведь для достижения поставленной цели с некондиционным наконечником мотору приходится работать интенсивнее. Наконец, притупившееся сверло всегда оставляет на обрабатываемой поверхности характерные рваные заусенцы – так происходит потому, что затупление не является равномерным по всем сторонам сверла, и портит оно наконечник постепенно. О том, как сделать устройство для заточки сверл своими руками, смотрите в следующем видео. Как заточить сверло по металлу своими руками – самодельные чертежи и приспособа для заточки, как просто и правильно точить инструмент на станке. Приспособления для заточки сверл своими руками из металла Заточное устройство для сверл по бумагеДрель - это, пожалуй, одно из наиболее распространенных как в быту, так и на производстве устройств механической обработки материалов, позволяющее быстро и аккуратно сделать отверстие в поверхности с самой разной структурой. Будь это ручной коловорот, электрическая дрель или большой радиально-сверлильный станок, все они в качестве режущего инструмента используют сверло. Оно представляет собой закаленный твердосплавный металлический стержень различного диаметра, с хвостовиком и рабочей частью в виде двух или более режущих кромок, которые при вращении осуществляют выборку материала. Угол наклона сверла: индивидуальный подход к каждому материалуВ зависимости от типа поверхности, требований к качеству обработки и целого ряда других условий, может иметь самый разный вид. Наиболее распространен вариант, когда его рабочая часть состоит из двух закрученных между собой по спирали режущих кромок, образующих на конце сверла конус, высота которого определяет угол заточки сверла. Его величина зависит от твердости обрабатываемого материала и для каждого материала может иметь свои значения:
Условия для долгой и активной жизни сверлаЕсли исключить бездумный (или безвыходный) вариант использования сверла без победитовых напаек для работы по бетону или камню (когда инструмент выходит из строя буквально за минуту), то наиболее активно режущие кромки тупятся при сверлении твердых металлов. Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также скорости вращения, подающего усилия и наличия охлаждения режущего инструмента. Определить момент ухудшения режущих качеств бура крайне просто по характерному резкому свисту и необходимости большего давления на дрель. В результате сверло очень быстро нагревается, значительно увеличивается время сверления с одновременным снижением качества получаемого отверстия, и для продолжения нормальной работы бур нужно заменить. Лучше час потерять, а потом за пять минут просверлитьТак как сверла считаются расходным материалом и на малых размерах имеют относительно невысокую стоимость, многие их просто выбрасывают, заменяя новыми. Однако такой подход может быть оправдан только при небольшом объеме работ, низкой цене детали и близости строительного магазина. Намного экономнее и быстрее заточить сверло по металлу своими руками. Приспособлений для осуществления этой операции существует масса, и, как правило, цена такого оборудования напрямую зависит от скорости, универсальности и качества обработки им режущего инструмента. Правильная форма заточки - залог эффективной работыВ результате обработки режущей кромке сверла придается определенная геометрия, приоритетная для того или иного диаметра бура и структуры обрабатываемой поверхности. Для получения необходимой формы используют, соответственно, и разные способы затачивания режущей кромки. Разделяют одноплоскостной, конусный, двухплоскостной, винтовой и цилиндрический виды заточки. В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла. Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.
Способы достижения желаемого качества заточкиВ принципе, имея определенные навыки, заточку можно осуществить и без вспомогательного инструмента. Главное при этом - соблюсти необходимый угол обработки, а также равную длину рабочей поверхности режущих кромок и их симметричный наклон относительно оси бура. Однако достичь этого на практике не так и просто, достаточно совсем небольшой погрешности по любому из перечисленных показателей, и ваше сверло не будет работать должным образом. Использование спецприспособлений упрощает процесс, но согласитесь, приобретать дорогой станок для приведения в порядок пары буров по металлу нецелесообразно. К тому же самодельное приспособление для заточки сверл поможет справиться с этой задачей пусть с меньшим комфортом, но тоже неплохо.
При всем многообразии вариантов исполнения принцип работы всех устройств подобного типа основан на формировании жесткого шаблона или направляющей, вдоль которой затачиваемый инструмент подается к наждачному кругу в определенной плоскости. Гайка, винтик, направленье - вот и все приспособленьеПожалуй, одним из самых быстрых и доступных вариантов будет изготовление приспособления для заточки сверл из гайки. Ее шесть граней образуют на смежных плоскостях угол в 120º и могут служить отличным шаблоном для задания нужного наклона заточки режущей кромки сверла. Порядок изготовления подобного устройства довольно прост и не займет много времени. Гайку плоской стороной вверх зажимают в тиски и при помощи угловой шлифовальной машины (болгарки) выполняют продольные пропилы вдоль линии, соединяющей противостоящие углы шестигранника. С одной стороны метиза можно сделать шесть углублений (по числу вершин), сформировав таким образом три направляющие. Размер гайки, а также ширину и глубину выборки направляющей подбирают из расчета диаметра затачиваемого сверла. После этого всю наружную поверхность этого нехитрого приспособления тщательно обрабатывают наждачной бумагой или напильником для устранения заусенцев.
Вот, собственно, и все, простейшее приспособление для заточки сверл своими руками готово. Теперь бур, требующий заточки, размещают внутри направляющей (между двумя противостоящими углами) так, чтобы обрабатываемый край слегка выступал за вершину шестигранника. Приспособление зажимают в тиски, плотно фиксируя сверло в канавке гайки наконечником вверх, и при помощи той же болгарки аккуратно стачивают выступающую режущую кромку, используя боковые поверхности метиза в качестве направляющей, формируя угол заточки в 120º. При необходимости сверло в канавке можно закрепить при помощи струбцины, а вместо УШМ применяют с наждачным кругом. Метизов много не бывает: модернизация гаечного приспособленияДанную конструкцию можно несколько усовершенствовать, сделав более глубокие (в зависимости от диаметра затачиваемого бура) V-образные пропилы в противостоящих вершинах и приварив с той же стороны приспособления гайку меньшего размера. Сверло в этом случае может быть зафиксировано поджимным винтом, вкрученным в приваренную сверху гайку.
В результате отпадает необходимость использования тисков и струбцины (главное при этом - не пережать винт, чтобы не согнуть сверло). Подобное устройство позволяет успешно справляться с заточкой буров даже небольшого диаметра (до трех миллиметров), когда выдержать и проконтролировать угол заточки без специнструментов практически невозможно. Деревянные направляющие для заточки сверлТеперь рассмотрим, как сделать приспособление для заточки сверл из брусков или толстой фанеры. Конструкция представляет собой деревянную направляющую, жестко прикрепленную к основанию. Базовую часть приспособления изготавливают из ровной прямоугольной доски (толстой фанеры) с одной из сторон которой делают прямоугольный вырез, обеспечивающий доступ к боковой поверхности наждачного круга. Затем из фанеры подготавливают накладку в виде прямоугольного треугольника или трапеции с наклоном стороны в основании 60º (от вершины - 30º), что гарантирует угол заточки в 120º. Размеры направляющей должны обеспечивать свободное размещение вдоль нее затачиваемого сверла как по длине, так и по высоте.
Готовая накладка при помощи саморезов прикрепляется к дальнему краю базовой доски острым углом в сторону наждачного круга. Заточка сверл по металлу приспособлением подобного типа требует его четкой фиксации вдоль внешней (широкой) поверхности абразива. Каждую режущую кромку формируют отдельно, путем плавного перекатывания сверла навстречу вращению круга, затем ту же процедуру повторяют для второй стороны, добиваясь идеальной сбалансированности. При частом использовании на круге может возникнуть выработка, и придется либо сдвинуть приспособление вдоль наждака, либо заменить абразив. Подобный способ хорош тем, что позволяет легко получить необходимый наклон режущей кромки путем быстрой замены верхней направляющей на требуемый размер. Использование направляющих втулок для заточкиЕще один вариант обработки сверл, активно практикуемый в домашних условиях, представляет собой деревянную вертикальную стойку с полыми металлическими втулками различного диаметра, которые размещены в бруске под необходимым для заточки углом. В результате обработки на задней части режущих кромок формируется конус, но без правильного заднего угла. Профессиональные решения: отличный результат за небольшие деньгиВсе самодельные устройства обеспечивают приемлемый, но, увы, неидеальный результат. Даже без учета высокой вероятности погрешности при самостоятельном изготовлении приспособлений для заточки существует еще целый ряд параметров, несоблюдение которых приводит к быстрому выходу сверл из строя. Вот почему крупные производители разрабатывают сложные устройства и даже станки для приведения режущего инструмента в рабочее состояние.
Одним из таких механизмов является приспособление для заточки сверл drill grinde, которое дает возможность вернуть остроту спиральным бурам по металлу диаметром от трех до девятнадцати миллиметров. Устройство легко справляется с задачей формирования режущей кромки любого наклона, имея при этом шкалу со стандартными углами заточки (98, 118, 136 и 176 градусов, а также для зенковок). Идеальное качество заточки гарантируется четким позиционированием сверла благодаря поджимным винтам. Пятка (задний угол режущей поверхности) формируется благодаря малому осевому наклону, что задает при обработке дуговое движение сверла. Если говорить о тех сверлах, которые используются мастерами в домашних условиях, то стоимость их в магазинах невысока. Но даже в этом случае не стоит использовать их как расходный материал для одноразового применения. Ведь обновление сверла до самого хорошего рабочего состояния не составит большого труда, если мастер имеют сноровку или специальные приспособления. Есть фабричные станочки, которые предназначаются для затачивания, но это отдельная статья расходов, поэтому чаще всего мастера создают такие устройства своими руками. Больше всего проблем создают сверла по металлу, а деревянные заготовки не так скоро снижают остроту режущих кромок.
Чтобы изготовить станок для восстановления остроты режущих элементов, необходимые средства контроля (шаблон), который используется для поверки инструмента. Обычно инструменты по черному металлу, твердосплавной бронзы, стали или чугуна – с углом кромки 115-125 градусов. Длина другого материала эти параметры иные. для мягкой бронзы, красной меди – 125, для латунных сплавов – 135; для алюминия и мягких алюминиевых сплавов, гранита, керамики и древесины – 135 градусов; для магния и его сплавов – 85 градусов; для пластика, текстолита и силумина – от 90 до 100 градусов. Мастера при необходимости делают шаблоны соответственно указанным выше данным. Кстати, теоретически единичный экземпляр сверла может подойти для всех этих металлов и других материалов, если каждый раз точить разные рабочих поверхностей. Элементарное кустарное приспособление, которое часто применяется, втулки, приделанные к основанию. В интернете много чертежей для самостоятельного изготовления. Нужно учесть, что инструмент должен быть хорошо зажат, точность зависит от 1 градуса.
При желании можно изготовить значительных размеров обойму, применив алюминиевые или медные трубки соотносительное с типовыми характеристиками сверл или в заготовке из мягкого металла просверлить много дырок. Необходимо, чтобы у точилки был комфортный подручник, чтобы перемещать устройство и удерживать упор. Этот примитивный станок для заточки легко установить на верстак или столик. Практический пример работы с чертежомСуть проблемы: есть свёрла, их надо точить. Немного сварочных работ по шаблону. Был сделан уголок. Надели шайбу, она просто напрессована. Попробуем первые заточки, если всё собрано правильно, будем дорабатывать и окультуривать, делать приспособление на скорую руку.
После заточки сверла проводим тест. Видны две литьевые стружки, значит, заточка проведена правильно. Единственный недостаток – одна стружка длиннее другой, значит промазали по длине кромок. Надо сделать упор, который станет регулировать длину , обеспечит симметричность кромок. Для этого сделаем упорную шайбу, которая будет выставляться и протачиваться. Или подрежем, чтобы появилась возможность обрабатывать более короткие сверла. При сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых. Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки. Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.
На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками. Варианты изготовленияНа каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.
Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента. В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга. Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
Чертежи деталей приспособления Промопора Площадка промопоры Подвижная площадка Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново. После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром. Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
Как изготовить станок для заточки спиральных сверлВ качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат. Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки. Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства. Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов. Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла. Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете. Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами. Для того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды. Не требует особых доказательств тот факт, что в процессе работы сверло по металлу имеет неприятное свойство становиться тупее. Причем это происходит тем быстрее, чем чаще пребывает сверло в работе и чем больший объем работы им выполняется. Сверло по металлу после непродолжительного использования затупляется и требует заточки. Многие не обращают на это внимания и продолжают работу, пока сверло окончательно не пришло в негодность, после чего выбрасывают его и покупают новое. Происходит это потому, что хозяева попросту не знают, как по металлу. А между тем сделать это можно и в домашних условиях, используя для этого имеющиеся почти в каждой домашней мастерской приспособления и инструменты. Признаки тупого сверлаЕсли при соприкасании сверла и металла будет слышен резкий скрип, то значит сверло затупилось. Сверлить металл можно только очень острым инструментом. Если в начале сверления вы услышите резкий скрип в месте соприкосновения инструмента и металла, то это верный признак того, что сверло тупое. Услышав такой противный звук, лучше прекратить работу. В противном случае инструмент, вращаясь, будет сильнее тереться об металл, соответственно, больше выделять тепло в процессе сверления. От трения и нагревания рабочая кромка сверла будет быстрее изнашиваться. Домашние умельцы для своих нужд используют преимущественно маленькие сверла, Ø не больше 16 мм. Для заточки затупленного инструмента лучше использовать специальное оборудование. Но оно стоит довольно дорого, поэтому для дома его приобретают редко. Но в любой домашней мастерской можно сообразить приспособление для заточки из находящихся под рукой инструментов. Заточку можно сделать с помощью:
Можно использовать и любое другое приспособление для заточки, на которое можно установить точильный камень и заставить его вращаться. Нужно только, чтобы такое приспособление могло обеспечить скорость вращения вала до 1500 об/мин. Вернуться к оглавлению Подготовка к работеВ целях своей безопасности при заточке сверла используйте защитные перчатки и очки. Но прежде чем приступать к работе, нужно надеть защитные очки и перчатки и подготовить емкость с водой. Это обязательные защитные приспособления, без которых выполнять заточку металлических инструментов очень опасно. Во время работы искры и микроскопические металлические пылинки отлетают от точила и инструмента и разлетаются в разные стороны. Если не защитить руки и лицо, то эти микроскопические частички могут довольно чувствительно резануть по открытой коже. Но особую опасность они представляют для незащищенных глаз. Попав в них, металлические пылинки становятся причиной серьезных проблем со зрением, вплоть до полной его потери. Емкость с водой нужна, чтобы охлаждать затачиваемый инструмент, ведь во время заточки он сильно нагревается от трения об вращающуюся плоскость круга. Если сверло вовремя не охладить, то оно неизбежно перегреется и в дальнейшем в процессе работы быстро сломается. Вернуться к оглавлению Техника и последовательность заточкиНо приготовленные инструменты и защитные приспособления – это только полдела. Нельзя браться за работу, не зная, как . Ведь этот процесс хотя и несложный, но требует строгого соблюдения последовательности заточки. Также очень важно изначально правильно определиться с видом заточки. Вид определяется по тому, какую форму нужно придать режущим граням (“перам”) инструмента. Существуют одноплоскостный, двухплоскостный, конический, цилиндрический и винтовой вид заточки. Чтобы определить правильно или неправильно заточено сверло, нужно внимательно рассмотреть его после заточки. Факторы правильной заточки сверла следующие: оно должно остаться симметричным относительно своей оси. Его режущие кромки должны иметь одинаковую длину по отношению к оси сверла и одинаковые углы заострения. Заточка всегда начинается с задней поверхности сверла. Поверхность нужно плотно прижать к точильному кругу, сохраняя во время всего процесса первоначально заданный угол. Без навыков сделать все правильно с первого раза очень сложно, поэтому будьте готовы к тому, что придется делать несколько подходов. После каждого подхода следует внимательно осматривать затачиваемую поверхность. Работу продолжают до тех пор, пока задняя поверхность не станет похожа на правильный конус, если смотреть на нее сбоку, на уровне глаз. Только добившись нужного результата, можно приступать к заточке режущей части. Выполняя ее, нужно стремиться к тому, чтобы оба “пера” затачивались абсолютно идентично. Также очень важно при работе выдержать правильный угол заточки. При одноплоскостной заточке задняя поверхность обрабатывается в виде одной плоскости, соблюдая угол в диапазоне 28-30 °. Это один из самых простых способов, которым пользуются для тонких инструментов, диаметром до 3 мм. Выполняя работу этим способом, сверло прижимают под заданным углом к точильному кругу. Затачиваясь, инструмент не переворачивается и перемещается. Часто это приводит к тому, что режущие кромки у сверла могут выкрошиться, особенно если металл попался невысокого качества. Режущую часть сверл большего диаметра предпочтительней затачивать конически. Это более сложный способ, и если вы по какой-то причине дорожите затачиваемым инструментом, то сначала лучше потренироваться на какой-нибудь сломанной поверхности, чтобы “набить” руку. Техника этого способа такая: левой рукой инструмент берется за рабочую часть, а правой – за хвостик. Держать рабочую часть нужно максимально близко к заборному конусу, иначе качественной заточки не получится. В таком положении сверло прижимается не только режущей кромкой, но и поверхностью задней части к торцу точила. Держащей за хвостик правой рукой сверло медленно и плавно покачивается, чтобы на задней грани сверла образовалась конусная поверхность. После окончания заточки одного пера инструмент поворачивается к точилу другим, и все повторяется по новой. Очень важный нюанс для этого способа: сверло во время заточки пера ни в коем случае нельзя отрывать от точила. Существует и другая техника конической заточки. Сверло также берется левой рукой за рабочую часть, а правой – за хвостик. Но к торцу точила сверло прижимается только режущей кромкой, а затем во время работы, не отрывая ее от точила, инструмент плавно проворачивается вокруг своей оси, достигая равномерной и качественной заточки задней поверхности. При таком способе заточки с обоих боков на задней поверхности пера получится конус, но сверло останется без сточенного заднего угла. Поэтому при работе такое сверло будет больше тереться об металл и, соответственно, больше нагреваться. При работе с твердыми заготовками, рабочая поверхность сверла быстро изнашивается. Затупленное сверло сильно нагревается и теряет прочность. Это происходит по причине «отпускания» металла. Инструмент периодически надо затачивать. Впрочем – это относится не только к сверлам. Сверла относятся к недорогим приспособлениям. Во всяком случае, те модели, которые используются в домашнем хозяйстве. Тем не менее, покупать новый наконечник всякий раз после его затупления – расточительно. Существуют фабричные приспособления для заточки, но при этом нарушается концепция экономного использования домашних инструментов. Сверла по дереву практически не тупятся, разве что инструмент можно «загнать» на высоких оборотах в смолистой заготовке. Победитовые наконечники по бетону и камню не затачивают. Остается заточка сверла по металлу. Многие слесари со стажем проводят эту процедуру своими руками, безо всяких приспособлений. Однако, точность работ оставляет желать лучшего, да и глазомер не у каждого домашнего мастера развит настолько профессионально. В любом случае, минимальная механизация необходима. ВАЖНО! Затачивать наконечники при помощи напильника, надфиля и даже наждачной бумаги – бессмысленно. Для этого необходим электрический наждак (точило). Как изготовить самодельное приспособление для заточки сверл?В первую очередь, необходимо обзавестись средством контроля. Как бы вы не затачивали сверло, необходим шаблон для проверки точности работ.
Обычные сверла для работы с черными металлами имеют угол кромки 115-120 градусов. Если вами приходится работать с разными материалами – ознакомьтесь с таблицей углов: Обрабатываемый материал угол заточки Сталь, чугун, бронза твердосплавная 115-120 Латунные сплавы, мягкая бронза 125-135 Красная медь 125 Алюминий и мягкие сплавы на его основе 135 Керамика, гранит 135 Древесина любых пород 135 Магний и сплавы на его основе 85 Силумин 90-100 Пластик, текстолит 90-100 Зная эти значения, можно приготовить несколько шаблонов, и в соответствии с ними производить заточку самостоятельно. При этом можно одно и то же сверло применять для различных заготовок, стоит лишь поменять угол вершины рабочей области. Простейшая, но очень эффективная приспособа для заточки – втулки разного диаметра, закрепленные на каком-нибудь основании.
ВАЖНО! Инструмент во втулке болтаться не должен, ошибка лишь в один градус снизит качество сверления. Лучше всего изготовить целую обойму из медных или алюминиевых трубок, под типовые размеры сверл. Или насверлить в бруске из мягкого материала достаточное количество дырок. Главное – установить на вашем точиле удобный подручник, который позволит под правильным углом передвигать приспособление для заточки, и служить надежным упором. Таким способом пользовались наши деды. Только в качестве материала для изготовления заточного станочка – уголка, использовали дубовый брусок.
В принципе, достаточно было разместить напротив боковой поверхности наждака стол или верстак – и заточной станок готов. При этом качество и точность обработки была на высоком уровне. 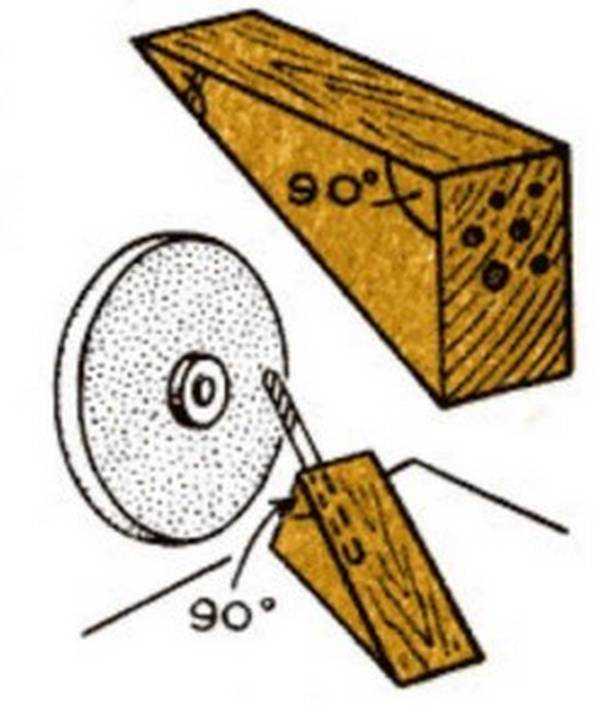 Существуют разные чертежи приспособлений для заточки.
Можно воспользоваться готовым, или разработать его самостоятельно. Главное – понять принцип работы со сверлом.
ВАЖНО! При работе на точиле, нельзя допускать вращения сверла вокруг своей оси. Если инструмент провернется хотя бы на миллиметр – он будет испорчен, и придется стачивать некоторое расстояние для повторной обработки. После окончания заточки, дайте сверлу остыть и проведите замеры при помощи шаблона. Обе кромки должны быть симметричны с точностью до десятых долей миллиметра. Особенно это важно для сверл малого диаметра. На схеме показаны типичные ошибки самостоятельной заточки: 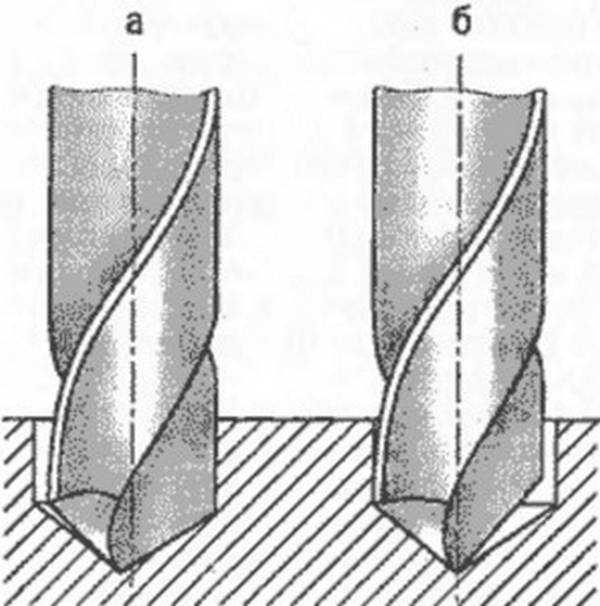 Конструкция точильного станка для спиральных сверл по металлу, изготовленная из подручных материаловВ качестве основы взят бытовой точильный станок с гордой надписью «сделано в Германии», имеющий все признаки изделия из Поднебесной. Тем не менее, работает он исправно, биения оси нет, обороты под нагрузкой держит.
Техническое задание поставлено следующее:
 Никаких дефицитных деталей для изготовления приспособления не требуется. Все материалы фактически валялись под ногами в сарае. Обработка заготовок производилась болгаркой, тем же самым модернизируемым точилом, и сваркой.
Поскольку упор предполагалось делать качающимся (для полуавтоматического режима), было изготовлено петлевое соединение. Отверстия трубки, кронштейна и болта подобраны точно, для отсутствия люфтов. Полученное приспособление имеет две степени свободы. Площадку можно вращать по вертикальной оси – меняя угол заточки сверла. Эта ось фиксируемая. Также подручник может качаться, опираясь на горизонтальную ось, обеспечивая правильную артикуляцию во время заточки. Эта степень свободы не фиксируемая.
Для опорной пластины выбран металл толщиной 4 мм, остальные элементы конструкции – 3 мм. Прочность получается более чем достаточная. Подручник жестко соединяется с корпусом наждака. Разумеется, крепить его к защитному кожуху недопустимо, поэтому прикручиваем кронштейн с помощью дополнительной металлической «щеки».
К подручнику (точнее к опорной пластине) прикручивается собственно направляющая пластина для сверл. Пластина толщиной 5 мм, в ней пропилен треугольный паз для фиксирования сверла во время обработки.  Угол поворота конструкции – 90 градусов. Это обеспечит заточку любым способом, от метода Леонтьева – до прижима под одним углом с выработкой острого угла кромки за счет кривизны наждака.  Обрабатываемое сверло не только прочно держится в канавке – его можно свободно подавать к абразиву вдоль паза, без малейшего отклонения угла заточки.  За счет некоторого превышения плоскости опорной пластины над осью вращения диска, достигнута оптимальная форма заточки затылка рабочей кромки.
Перед началом работ прижимаем сверло к пластине и выставляем режущую кромку параллельно пластине. На этом юстировка заканчивается и можно подавать инструмент к наждаку. Заточка сверла требует определенных навыков, делайте все не спеша внимательно следите за углом заточки.
Точность работ высочайшая, шаблон фактически не требуется. На установку приспособления и настройку угла требуется некоторое время, зато можно быстро заточить пару десятков сверл, не затрачивая никаких усилий. Если необходимо заточить бур с твердосплавной насадкой – качающуюся пластину можно закрепить на фиксированный угол. Для этого требуется лишь подложить пару шайб под гайку оси. Несколько слов о наждачном кругеОбычно, для универсальных задач, в домашнем точиле используется белый круг из электрокорунда. Он отлично точит ножи, топоры и лопаты. С его помощью можно быстро обрабатывать металлические заготовки. При заточке твердосплавных сверл (да и быстрорежущий металл тоже требует более твердого диска), применяется зеленый абразивный круг из карбида кремния. Такие круги имеют маркировку 64С. При заточке сверл требуется фракция помельче, лучше работать в диапазоне 8H — 16H. Необходимо помнить, что наждаки из карбида кремния сильно нагреваются при работе. Поэтому нельзя долго держать сверло в контакте с абразивом. После 2-3 подходов дайте металлу остыть. Лучше всего, охлаждать его с воде с содой. ВАЖНО! Направление вращения абразива определяет качество кромки. Рабочая поверхность диска должна набегать на срез, то есть двигаться сверху вниз. Периферийная поверхность наждака, как основная обрабатывающая поверхность, должна быть идеально ровной. Править ее можно насадкой из эльбора. Для дисков небольшого диаметра вполне можно обойтись плоскогубцами, в которых удерживается эльборовый резец.
Точилка для сверл 3–16 мм 70 Вт, 2 насадки и диски — Toya 73470Easy returnКупить и проверить это легко дома. В пределах 14 дней, вы можете отказаться от договора без объяснения причин. покажи мне подробности 14 дней для отказа от договораВаша удовлетворенность покупками является наиболее важным.Товары, заказанные у нас, могут быть возвращены в течение 14 9006 дней без причины . Без стресса и беспокойстваБлагодаря интеграции нашего магазина с дешевыми возвратами Poczta Polska вы можете купить без стресса и забот, что возврат купленных товаров будет проблематичным. Мастер простого возвратаВсе возвраты в нашем магазине обрабатываются мастером простого возврата , который дает вам возможность отправить нам возвратный пакет. КУПИТЬ ИЛИ ЗАБИРАТЬ В НАШЕМ МАГАЗИНЕВы можете сразу проверить наличие товара в магазине или заказать его онлайн и забрать в магазине. Проверять наличиеОписание продуктаТочилка для заточки лезвия сверла из стали.Точилка оснащена двумя рабочими головками, позволяющими затачивать сверла широкого диапазона диаметров. Устройство рассчитано на повторно-кратковременную работу. Диаметр шлифовальной пластины: 58 мм; 70 мм Применение по назначениюТочилка предназначена для заточки тупых сверл.Возможна заточка сверл, предназначенных для сверления отверстий в металле, или универсальных сверл. Точилка не предназначена для заточки сверл с лезвием из керамических материалов, сверл по дереву, перьевых сверл, сверл, корончатых сверл и сверл с формой лезвия, кроме стальных сверл и универсальных сверл. ИспользованиеЗаточка сверла:Выберите отверстие в головке того же диаметра, что и сверло для заточки. Включите точилку с помощью переключателя и подождите, пока шлифовальная пластина не достигнет номинальной скорости. Вставьте сверло в отверстие в головке и, услышав звук скрежета, подвигайте его вперед-назад в течение 5-10 секунд, при этом с небольшим усилием прижимайте сверло к шлифовальной пластине. Снимите сверло с головки, а затем повторите операцию для другого края лезвия сверла.Край, ближайший к внешнему краю головки, всегда затачивается. Отверстия в головке имеют выступы, ограничивающие вращение сверла в отверстии. Это облегчает процесс заточки. Предупреждение! Каждая поверхность должна затачиваться с одинаковым временем и нажиматься с одинаковой силой. Это предотвратит неравномерную заточку сверла. После заточки сверла оцените результаты работы. Если кончик сверла после заточки посинел или отличается от естественного цвета стали, это означает перегрев поверхности и давление сверла на шлифовальную пластину во время заточки следует уменьшить.Если после заточки края сверла не имеют одинаковой длины, отрегулируйте время и усилие заточки с каждой стороны сверла. Содержимое упаковки- точилка- 2 насадки - 2 мишени Параметры
Технические параметры:
Мнения наших клиентов Чтобы иметь возможность оценить продукт или оставить отзыв, вы должны им быть.Требуется обновление Для воспроизведения мультимедиа вам необходимо либо обновить браузер до последней версии, либо обновить плагин Flash. .Точилка для сверл 12 - 26 ммТочилка для сверл 12 - 26 мм - DARMET (DM-2786 C26)Этот веб-сайт использует файлы cookie. Узнайте больше о целях их использования и возможности изменения настроек файлов cookie в вашем браузере. Подробнее... Закрой егоОписание продуктаСвойства и использование:
Технические характеристики:
Аксессуар:
Посмотрите, как работает точилка для сверл:90 107
Ширину фаски можно определить с помощью регулировочного винта .
Сверло зажимается в держателе цангами ER20 .
Простая и быстрая замена шлифовального круга
 Цанга ER40 - 11 мм 90 127 злотых 41,82 90 128 Цанга ER40 - 11 мм 90 127 злотых 41,82 90 128  Цанга ER40 - 8 мм 90 127 злотых 41,82 90 128 Цанга ER40 - 8 мм 90 127 злотых 41,82 90 128  Точилка для сверл 2–13 мм — Darmet (DM-2786 C13) 90 127 2 829,00 зл. 90 128 Точилка для сверл 2–13 мм — Darmet (DM-2786 C13) 90 127 2 829,00 зл. 90 128  Метчик машинный для метрической крупной резьбы, сквозное отверстие (Rm ≤ 1200), DIN-371 HSS-E TiN - M8 - FENES 90 127 злотых 66,91 90 128 Метчик машинный для метрической крупной резьбы, сквозное отверстие (Rm ≤ 1200), DIN-371 HSS-E TiN - M8 - FENES 90 127 злотых 66,91 90 128 Загрузка... .Камень для заточки сверл | Точилка для сверл HSS PM-ODW-90M 90WТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
СВОЙСТВА:
ОБОРУДОВАНИЕ:
Станок для заточки сверл Powermat PM-ODW-90M найдет широкое применение в каждом доме и мастерской.Это рабочий инструмент, который воплотит в жизнь мечты всех, у кого есть проблемы с заточкой сверл с помощью обычных ручных точилок. Для сравнения, это инструмент, разработанный для максимально удобного использования. Точно обозначенные положения прикладывания сверла к шлифовальному камню при небольшом ручном навыке не позволят плохо затачивать сверло, что часто происходит при отсутствии соответствующих направляющих в ручных точильных станках. Инструмент PM-ODW-90M поддерживает сверла:
Переходник для установки сверла по отношению к точно профилированным направляющим для шлифовки отверстий отличается точным профилированием Точилка для сверл отличается малым весом и удобством в обращении, эффективность и долговечность сверла на высшем уровне. Поддерживает все сверла типа HSS диаметром от 3 мм до 16 мм.Такой широкий диапазон размеров позволяет в данном случае затачивать наиболее часто используемые сверла. .Многофункциональная точилка для стамесок мощностью 160 Вт MASTIFF МНОГОФУНКЦИОНАЛЬНАЯ ЭЛЕКТРИЧЕСКАЯ ЗАТОЧКА ДЛЯ БУРОВЫХ НОЖЕЙ И ЗУБИЛ 160 Вт MASTIFF Многофункциональная точилка для сверл, ножей и ножниц, стамесок и рубанков мощностью 160 Вт. Многофункциональная точилка для ножей и ножниц, стамески и рубанка, мощность 160 Вт. Компактная точилка для ножей, изготовлена из материалов высочайшего качества , с особым упором на стандарты прочности, увеличивающие срок безотказной службы. Прочная, прочная конструкция , компактный корпус и простота использования обеспечивают удобную, эффективную заточку ножниц, ножей, стамесок, рубанков. Основание точилки имеет 4 отверстия для привинчивания , например, к столешнице. Высокая скорость 4800 об/мин и высокая мощность 160 Вт гарантируют оптимальные результаты. Многофункциональная точилка для ножей будет служить в качестве точилки для мясных ножей, точилки для строгальных ножей, точилки для охотничьих ножей, точилки для токарных ножей, точилки для ножей и т. д. Небольшой размер и компактная конструкция облегчают хранение устройства. Электрическая многофункциональная точилка найдется в каждом доме и мастерской. Включая 3 адаптера:
Технические параметры:
В комплекте:
БЕЗОПАСНАЯ ПОКУПКА
Гарантия на товар 24 месяца Станок для заточки сверл, инструментов, цепей, пилБлагодаря станкам для заточки можно продлить срок службы инструментов для обработки, таких как сверла, фрезы, цепи, пилы и ножи. Магазин Emast.pl предлагает точилки различного назначения, предназначенные для заточки многих видов инструментов. Ознакомьтесь с нашим ассортиментом и выберите точилку, благодаря которой вам не придется слишком часто заменять инструменты на новые. Точилки для сверлЧастое использование сверл рано или поздно затупит их, что сделает работу менее эффективной - на это уйдет больше времени, а результаты оставят желать лучшего.Для домашних пользователей, которые часто используют одно сверло в течение нескольких лет, имеет смысл просто заменить его новым. Однако в мастерских или компаниях, которые занимаются сверлением ежедневно, гораздо выгоднее продлить срок службы за счет заточки. Точилки для сверл, предлагаемые Emast.plВ нашем ассортименте вы найдете точилки, позволяющие затачивать сверла диаметром в диапазоне от 3 до даже 13 миллиметров .Каждая точилка для сверл принимает соответствующий угол заточки, благодаря чему работа с ней эффективна и приносит удовлетворительные результаты. Эффективность гарантируется благодаря высокой мощности устройств, которая в зависимости от модели принимает значение от 90 до 150 Вт . Эта мощность позволяет развивать обороты двигателя до 150 об/мин. Предлагаемые нами устройства питаются от электричества напряжением 230 В. Точилка для сверл и других инструментовНаше предложение также включает в себя многофункциональное устройство для заточки сверл и других инструментов, таких как ножницы , топоры или скалыватели .Именно поэтому мы настоятельно рекомендуем их не только владельцам мастерских или промышленных предприятий - они хорошо подойдут в качестве домашней и садовой мебели. Точилки для цепейЗаточка цепей и бензопил – задача чуть более сложная, чем предупреждающие сверла и ножи. Цепная точилка — это устройство, предназначенное для заточки этого типа инструмента. Наше предложение включает в себя очень широкий ассортимент точилок для цепей. Они позволяют получить очень точно заточенную кромку цепи , благодаря чему ваша бензопила снова обеспечит вам комфорт и эффективность.Кроме того, наши точилки для цепей имеют множество других функций, которые дают вам большие возможности для заточки цепи. Инструментам, идеально адаптированным к затачиваемой цепи, помогают:
Каждая точилка для цепей имеет очень эргономичный дизайн и малый вес . Благодаря этому устройства становятся удобными и удобными, а работа с ними становится намного эффективнее и безопаснее. Предлагаем электрические цепные точилки, работающие от сети напряжением 230 В. Мощность двигателя варьируется в широких пределах, а скорость в зависимости от модели достигает до 7500 оборотов в минуту. .Точилка для сверл - Sklep megamaszyny.com.plЭлектрическая точилкаЦена нетто: 126,02 зл. Цена брутто: 155,00 зл.мощность 250 Вт, скорость 7500 об/мин, ротор 100 мм, вес 1,7 кг Точилка для влажной уборкиЦена нетто: 912,74 зл. Цена брутто: 1 122,67 зл.мощность 200 Вт, скорость вращения 900 об/мин, камень 250 x 50 мм Электрическая точилкаЦена нетто: 339,84 зл. Цена брутто: 418,00 зл.Мощность 230 Вт, источник питания 230 В, 50 Гц, лезвие 145 мм Точилка для сверлЦена нетто: 203,25 зл. Цена брутто: 250,00 зл.диаметр сверла 3 - 13 мм, скорость 4200 об/мин, напряжение 230В, вес 2.95 кг Точилка для влажной уборкиЦена нетто: 906,20 зл. Цена брутто: 1 114,63 зл.оборотов 100-200 об/мин. мощность 160 Вт Точилка для сверлЦена нетто: 130,08 зл. Цена брутто: 160,00 зл.сверло диаметром 3 - 16 мм, скорость 1600 об/мин, мощность 70 Вт ТочилкаЦена нетто: 9016,26 зл. Цена брутто: 11 090,00 зл.питание подключено750 Вт; Мы б диски (I) 200х25х20 мм; вес 79 кг Точилка для сверлЦена нетто: 3170,73 зл. Цена брутто: 3 900,00 зл. мощность двигателя250 Вт; диаметр сверла 13 - 26 мм Точилка для ленточных пилЦена нетто: 9430,89 зл. Цена брутто: 11 600,00 зл.Точилка для ленточных пил, скорость заточки 40 зубьев/мин Точилка для сверлЦена нетто: 1626,02 зл. Цена брутто: 2 000,00 польских злотыхДиаметр сверла 3 - 13 мм, скорость 5300 об/мин, напряжение 230В, вес 10 кг Универсальная точилкаЦена нетто: 203,25 зл. Цена брутто: 250,00 зл.мощность 150 Вт, диаметр сверла 3-13 мм, вес 1.62 кг Точилка для лезвийЦена нетто: 1052,85 зл. Цена брутто: 1295,00 зл. мощность двигателя250 Вт; диаметр затачиваемых дисков 80-700 мм Электрическая точилкаЦена нетто: 189,37 зл. Цена брутто: 232,93 зл.мощность 85 Вт, фланец 22 x 105 мм, скорость 4800 об/мин Электрическая точилкаЦена нетто: 1082,12 зл. Цена брутто: 1 331,01 зл.мощность 86 Вт, фланец 22 x 145 мм, скорость 2950 об/мин Электрическая точилкаЦена нетто: 96,75 зл. Цена брутто: 119,00 зл.мощность 220 Вт, лезвие 100 x 3,2 x 10 мм, вес 2 кг Точилка для цепейЦена нетто: 194,31 зл. Цена брутто: 239,00 зл.частота вращения 3800 об/мин; диаметр диска 104 мм Точилка для инструментовЦена нетто: 4 471,54 зл. Цена брутто: 5 500,00 зл.Подключенная нагрузка 250 Вт; обороты 5200/мин; ТочилкаЦена нетто: 11 853,66 зл. Цена брутто: 14 580,00 зл.питание подключено1500 Вт; Мы б щиты (I) 250х35х25 мм; вес 99 кг Точилка для инструментовЦена нетто: 11213,01 зл. Цена брутто: 13 792,00 зл.Подключенная нагрузка 180 Вт; оборот 2800/мин; Точилка для сверлЦена нетто: 6 074,30 злотых Цена брутто: 7 471,39 зл.мощность 450 Вт, скорость 5000 об/мин, сверла 3 - 30 мм, вес 33 кг Электрическая точилкаЦена нетто: 672,03 зл. Цена брутто: 826,60 зл.мощность 86 Вт, фланец 22 x 145 мм, скорость 4800 об/мин Точилка для сверлЦена нетто: 5 325,20 зл. Цена брутто: 6 550,00 зл. мощность мотора450 Вт; общий вес 39 кг Точилка для сверлЦена нетто: 2204,00 злотых Цена брутто: 2 710,92 зл.мощность 180 Вт, скорость 5300 об/мин, сверла 2 - 13 мм, вес 9.5 кг Точилка для влажной уборкиЦена нетто: 593,14 зл. Цена брутто: 729,56 зл.мощность 120 Вт, скорость вращения 120 об/мин, камень 200 x 40 мм Точилка для ремнейЦена нетто: 4065,04 зл. Цена брутто: 5 000,00 польских злотых, мощность 180 и 250 Вт, шлифовальный круг 175 x 6 x 20 x мм Точилка для сверлЦена нетто: 226,10 зл. Цена брутто: 278,10 зл.мощность 80 Вт, скорость шлифовального круга 4200 об/мин, сверла 3 - 13 мм, вес 2.5 кг Точилка для сверлЦена нетто: 182,11 зл. Цена брутто: 224,00 зл.мощность 150Вт; скорость: 4800 об/мин: диаметр сверла 3-13 мм Точилка для лезвийЦена нетто: 795,12 зл. Цена брутто: 978,00 зл. мощность двигателя250 Вт; диаметр шлифовального круга 80-700 мм Электрическая точилкаЦена нетто: 97,00 злотых Цена брутто: 119,31 зл.мощность 220 Вт, цель 100 х 3.2 x 10 мм, вес 2 кг Точилка для инструментовЦена нетто: 10 560,98 зл. Цена брутто: 12 990,00 зл.Подключенная нагрузка 250 Вт; оборот 2800/мин; .Сверлильные станки - Сверлильные станки из ГерманииНастройки файлов cookie Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить. Функциональный Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта. Аналитический Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей. Поставщики аналитического программного обеспечения Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Подробнее об этом можно прочитать в Политике домашних файлов cookie. Маркетинг Благодаря этим файлам мы можем проводить маркетинговые мероприятия. . |






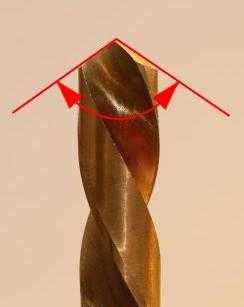





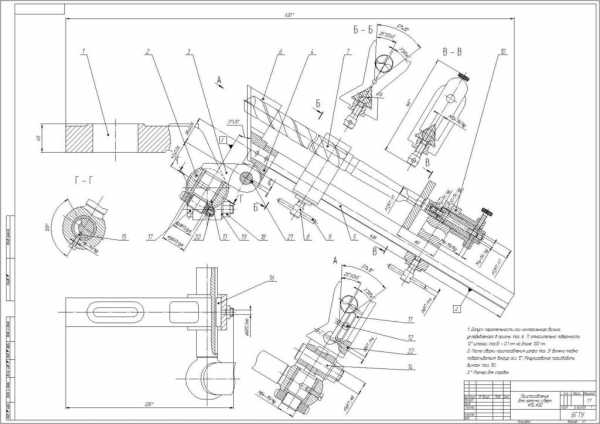

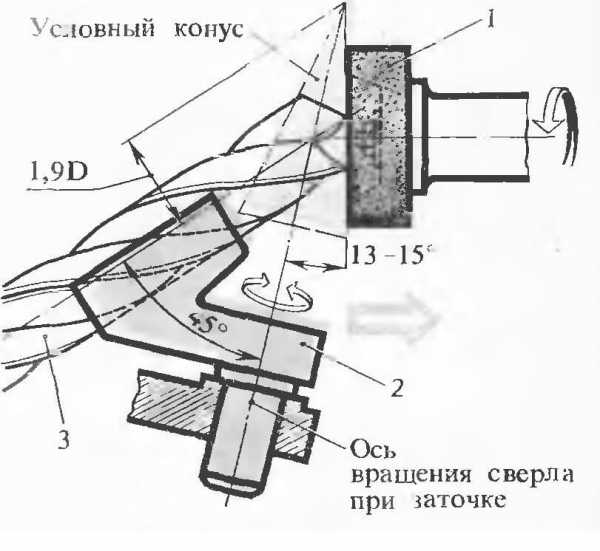

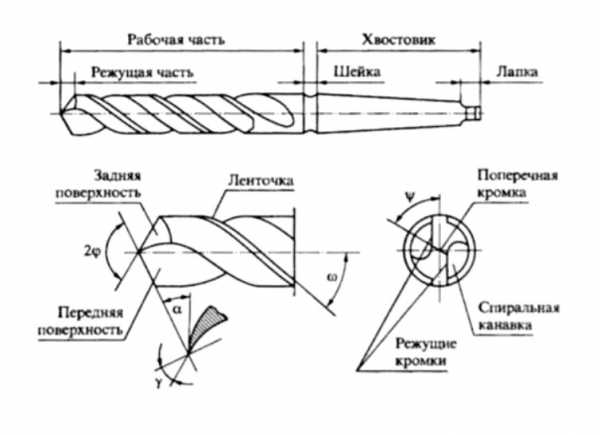













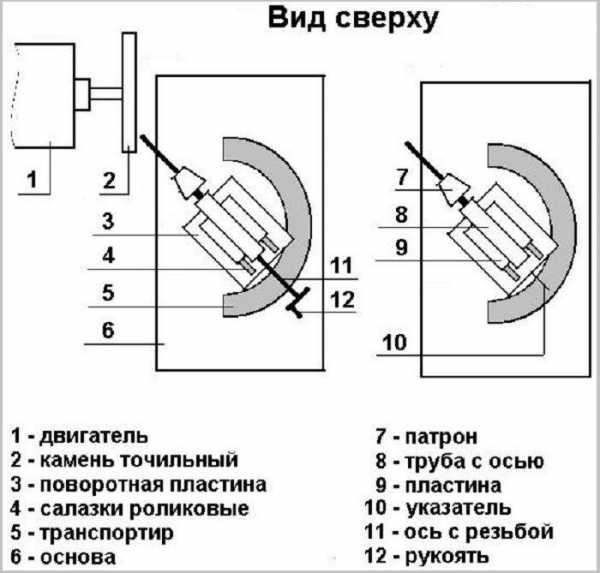

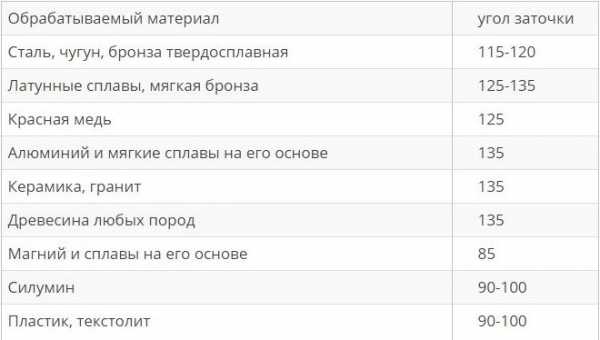
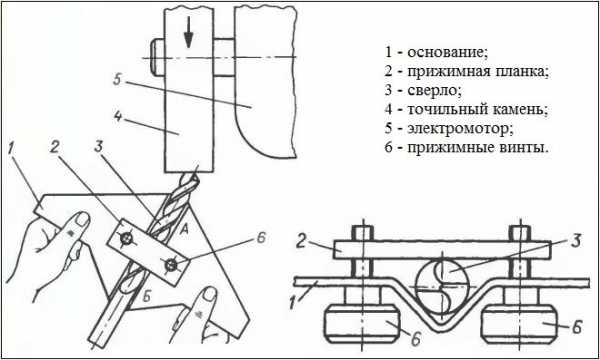
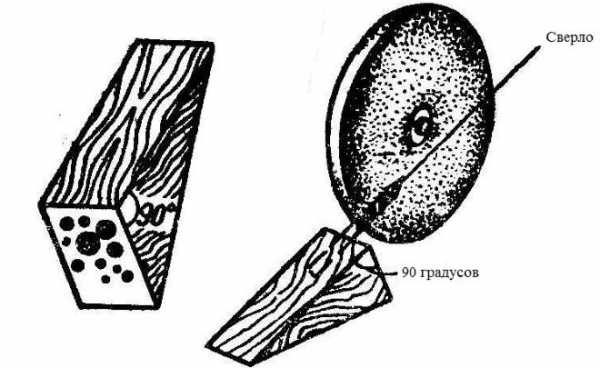
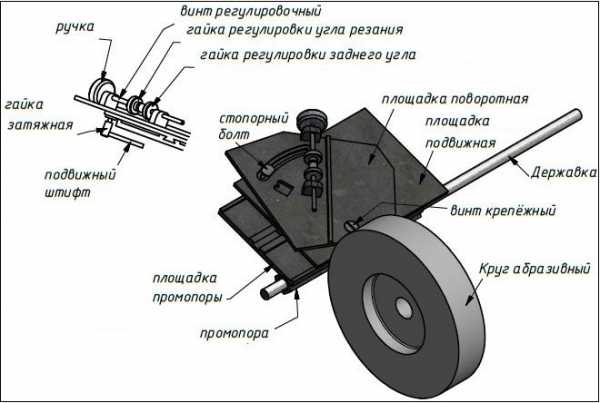


















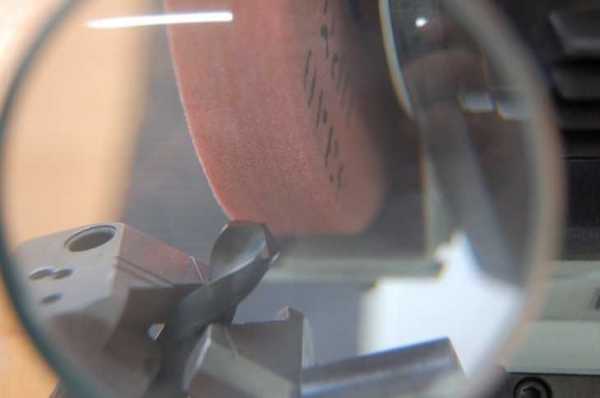










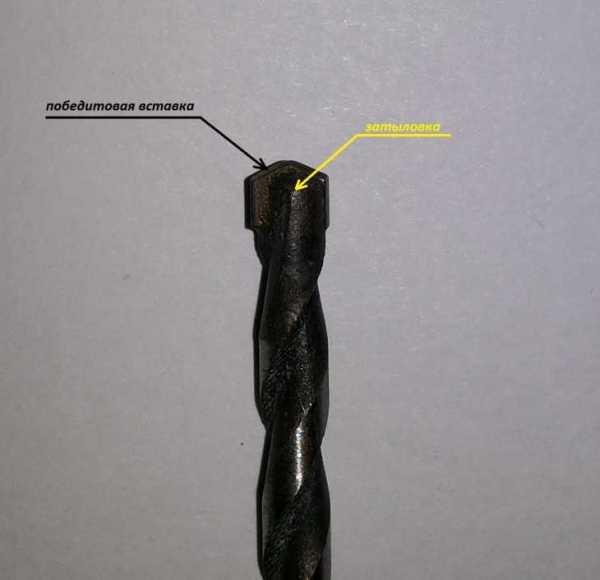






 Как уже упоминалось ранее, в домашних условиях целесообразно использовать бытовые станки. С их помощью удается затачивать различные виды сверл. При этом важно помнить, что для некоторых разновидностей придется докупать соответствующие круги.
Как уже упоминалось ранее, в домашних условиях целесообразно использовать бытовые станки. С их помощью удается затачивать различные виды сверл. При этом важно помнить, что для некоторых разновидностей придется докупать соответствующие круги.