|
|
При какой температуре паятьоптимальная температура нагрева для пайки. Какой она должна быть и до скольких градусов нагревается обычный паяльник? При спаивании контактов основная задача паяльника заключается в расплавлении припоя и нанесении его на нужные места. Разумеется, что для этого паяльник должен быть разогрет до определённой температуры. При этом для обработки разных металлов этот показатель может существенно отличаться. Слишком высокая или, наоборот, низкая температура жала прибора отразится на качестве выполняемой работы. До скольких градусов может нагреваться?Существует так называемый оптимальный температурный диапазон, при котором спаивание нужных поверхностей будет максимально быстрым и качественным. Но есть одна важная особенность, которую должен знать каждый специалист в этом деле: температура на конце жала паяльника должна быть выше температуры плавления обрабатываемых металлов.
Чрезмерно высокая температура превратит припой в массу определённой консистенции, работать с которой будет весьма проблематично. Оптимальным считается диапазон от 245 до 300° C. Если паяльник перегреть, то этот показатель может существенно увеличиться. Для удобства работы в современных приборах необходимую температуру можно выставить самостоятельно. Какая температура должна быть?Как уже было сказано, наиболее комфортным для работы температурным диапазоном считаются показатели от 245 до 300° C. Но суть в том, что все паяльники рассчитаны для обработки различных металлов. Например, для пайки некоторых металлов паяльнику необходимо разогреваться до 600 градусов. При этом их мощность тоже может варьироваться. Оптимальным считается диапазон от 25 до 40-60 Вт. Гораздо реже встречаются паяльники с минимальной мощностью в 8 Вт и максимальной – 200 Вт. Как правило, высокой обладают паяльники, используемые на производствах в промышленных масштабах. Устройства для работы в домашних условиях значительной мощностью не обладают. Но рабочая мощность обычного бытового прибора может достигать и 100 Ватт. Относительно припояРабочая температура паяльника для каждого процесса определяется в индивидуальном порядке. В процессе пайки однотипных контактов допустимо устанавливать одинаковую температуру. Но при этом и состав припоя должен быть идентичным.
В зависимости от типа припоя температура жала прибора должна быть следующей:
Все представленные температурные показатели имеют единицу измерения°C. В зависимости от материалаТемпература жала – это очень важный показатель, который необходимо изменять не только из-за состава припоя, но также и в зависимости от типа обрабатываемой поверхности. Здесь важно знать не только температуру паяльника, но и температуру, при которой происходит плавление обрабатываемого металла. Температура плавления наиболее распространённых металлов разная и выглядит следующим образом:
Как получить нужную?Температура жала паяльника, имеющего мощность 100 Ватт, имеет некоторые ограничения. Так, при максимальном разогреве нельзя превысить наибольший порог, но недопустимо и понизить, чтобы она постоянно находилась на одном и том же уровне. Для подбора нужной температуры необходимо ориентироваться именно на мощность прибора. На протяжении достаточно длительного времени эта методика была наиболее популярной. Ведь в советских паяльниках по-другому узнать температуру было невозможно. Но и у этого метода был существенный недостаток, поскольку для обработки разных поверхностей приходилось покупать несколько видов паяльников. Более современные модели оснащены встроенным температурным регулятором. Точно так же регуляторы продаются отдельно. Этот прибор можно установить практически на любую модель. Он с лёгкостью решает проблему понижения температуры. Суть заключается в следующем – если паяльник имеет мощность 60 Ватт, то при повороте ручки регулятора наполовину, температура жала уменьшится до показателей паяльника мощностью в 30 Ватт. Паять при наличии такого прибора намного легче.
При обработке микросхем таким паяльником можно регулировать температуру вплоть до 1° C. По стоимости такие приборы существенно отличаются от обычных. Но они в несколько раз облегчают работу мастера. Как узнать?В моделях со встроенным датчиком температурные показатели отображаются на специальном дисплее. Для того чтобы узнать температуру нагрева жала на обычном паяльнике, необходимо использовать специальные измерительные приборы. Существуют так называемые термометры для паяльника. Основу этого устройства составляет термопара, определяющая показатели нагрева. Погрешность при этом может варьироваться на несколько градусов в большую или меньшую сторону. Ещё один способ измерения температуры нагрева заключается в использовании мультиметра. Это весьма распространённая методика, позволяющая точно и быстро узнать температурный режим приборов разных моделей. Для работы в домашних условиях очень часто подбираются примерные температурные показатели, поскольку этого достаточно. Но при профессиональной пайке, например, когда ведётся работа с микросхемами, нужно подбирать температуру максимально точно. Упущение этого момента может испортить всю работу. О температуре при пайке смотрите далее. Правильная пайка паяльником и феном с нуля для начинающихРубрика: Все про пайку Опубликовано 02.09.2019 · Комментарии: 0 · На чтение: 16 мин · Просмотры:Post Views: 11 593 Хорошая пайка – это залог качественного и долговечного контакта деталей друг с другом. Нужно научиться понимать теорию, долго и упорно заниматься практикой. У радиолюбителей и электронщиков в процессе работ вырабатывается свой стиль пайки, методы и решение проблем.
Пайка состоит из трех основных компонентов:
Тонкости хорошей пайкиЧтобы припаять деталь к плате, нужно: 1) Нанести флюс на контакты пайки; Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат.
Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру? Что нужно для надежного контактаОсновные критерии:
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат. С чего начатьДля начала, необходимо определиться с какой целью нужна пайка. Для радиолюбительства это начальный уровень, для пайки проводки и простого уровня нужны более профессиональные инструменты. А для ремонта и пайки SMD, BGA микросхем придется выучить все азы пайки и приобрести специальные инструменты и расходники. Правильный выбор набора для пайкиПрипои бывают разных типов и диаметров. Набор для начинающихДля радиолюбителей магазины продают сразу все в одной пачке. Такие наборы дешевле всего, так как по отдельности все будет стоить дороже. Например, есть наборы с паяльником и жалами, а также пинцетами.
Паяльник или станцияДля пайки радиоконструкторов и проводов достаточно самого простого паяльника с медным жалом. А вот для более продвинутой пайки уже понадобится станция. Паяльная станция состоит в основном как правило из фена и паяльника. С помощью фена можно паять SMD компоненты, и получится лучше прогревать плату.
Лучше всего начать с паяльника и выбрать тот, у которого доступна регулировка температуры и смена жал. Жала паяльникаСуществует арсенал жал для паяльников. Конус, плоское, топорик, волна и т.п. Они все могут быть различной площади и формы.
Выбор паяльного жалаДля начинающих отлично подойдет мини волна. Такое жало проще всего лудится, и способно на большой спектр задач. Особенности примененияДля пайки проводов это массивные жала, а для планарных контактов это, как правило, конусные и изогнутые жала. Например, чтобы опаять шлейф от платы, лучше всех подойдет топорик. Этот тип обладает широкой рабочей поверхностью, которая позволяет массивно прогреть большую поверхность платы. Вечные жала и правила их использованияГлавное правило использование вечных жал — всегда на жале должен быть припой или флюс. Если игнорировать это правило, на жале начнут появляться черные точки, которые со временем перейдут на всю поверхность. Почему паяльник начал плохо паятьЕсли паяльник плавит припой, однако не берет его на свою рабочую поверхность, то его нужно залудить. Он сильно окислен, но его не стоит выкидывать. Подготовка к работеПосле включения паяльника в сеть, нужно дождаться его нагрева. Вся подготовка сводится к чистке нагара с рабочей поверхности и нанесения припоя. При работе с жалами нельзя использовать режущие инструменты. Нельзя удалять нагар с паяльника лезвиями или другими острыми предметами. Лужение паяльникаЛужение паяльника происходит поэтапно:
Черная поверхность жала удаляется с помощью долгого залуживания. Делается это с помощью комка припоя и флюса. Жало топится в припое до тех пор, пока оно не будет чистым. Периодически оно должно обмокать в припое. И затем снова чиститься с помощью губки. В этом случае лучше всего использовать медную стружку, она удаляет окислы и нагар намного лучше. Мокрая губка только удаляет припой, но не нагар. Если вышеперечисленные методы не помогают, то придется использовать активатор жал или паяльную кислоту. Сопла фенаУ паяльного фена тоже существую свои насадки. Они бывают разного диаметра, формы и крепления. Все зависит от того, какие работы проводятся.
Выбор паяльного флюсаПаяльные работы обладают большим спектром. И для разных задач нужны свои материалы. Например, для пайки проводов ни что не сравниться с обычной канифолью. Канифоль дешевая, практичная и удобная в работе. А для микросхем нужен иной подход. Пастообразный флюс и шприц для точечной дозировки флюса к SMD компонентам. Чем отмывается флюс после пайкиС помощью бензина «Калоша» или спирта.
Рабочее место и дополнительные инструментыДля рабочего места подойдет деревянный стол. Если не хочется портить поверхность стола, то можно воспользоваться деревянной дощечкой. Дерево мало впитывает тепло и не действует как радиатор. А если нет такой дощечки, то можно приобрести силиконовый термостойкий коврик. В таком коврике есть удобная площадка для разборки электроники, различные карманы и места для инструментов. Коврик можно чистить обычным спиртом после работы, если остались какие-либо пятна или следы припоя. Пинцеты и лопаткиС помощью пинцетов можно двигать детали при пайке, позиционировать и устанавливать детали. Они также изготавливаются из разных материалов, бывают угловыми, прямыми, с фиксацией и т.п.
Оптика и микроскопыЛупы не очень удобны, поэтому намного удобнее и практичнее использовать микроскопы. Лучше всего начать с бюджетного варианта. Например, простой USB микроскоп позволит оценить результат пайки на экране компьютера.
Конечно, частота кадров не позволяет нормально работать под ним, но он позволяет без вреда для зрения рассматривать мелкие детали платы.
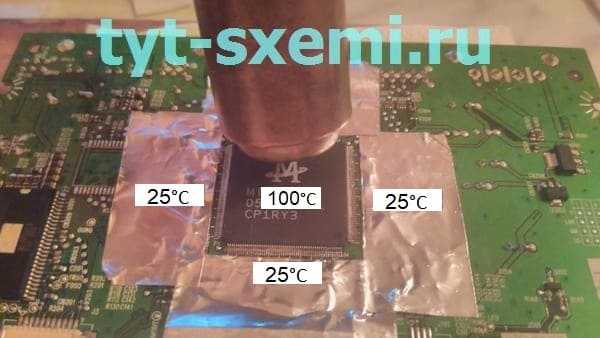
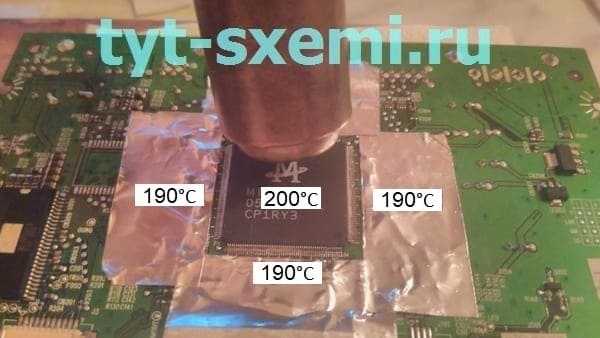
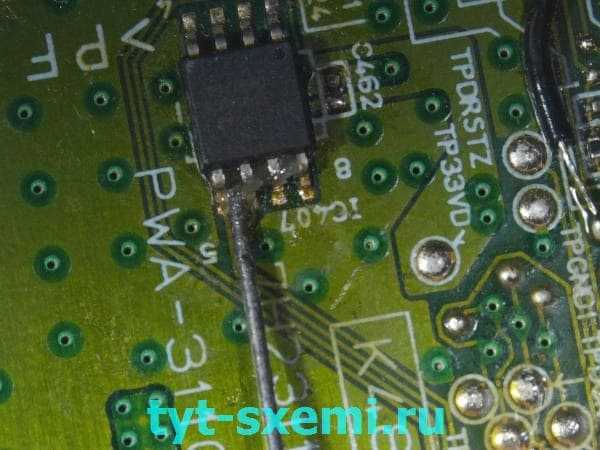
Вентиляция помещения и правила безопасностиПомещение должно быть с хорошей вентиляцией. При паяльных работах нужно держать дистанцию, и не приближаться близко, чтобы припой не попал на лицо. После паяльных работ обязательно проветрить помещение, и помыть руки и лицо с мылом. Нельзя употреблять пищу при пайке, ибо на слизистых поверхностях остаются осадки от дыма. Простая пайка проводовПервый пример это припаивание проводов. Что потребуетсяДля снятия изоляции с проводов понадобится стриппер. Для пайки проводов подойдет жидкая канифоль, или ФКЭТ. Какое жало лучше выбратьДля проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало. Пошаговый процессСтриппером снимаем изоляцию, скручиваем провода. Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их. Ремонт наушниковОсновная проблема при ремонте наушников это стойкая изоляция проводов. Особенности залуживания проводовЧтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки. Лужение эмалированной проволокиЭмалированная медная проволока теплоемкая и трудно поддается лужению. Пайка светодиодной лентыСветодиодная лента так же теплоемкая, как и толстый провод. Она имеет в своем составе медную подложку, которая забирает тепло при нагреве. Лужение самодельной платыРадиолюбители часто сталкиваются с тем, что изготовленная плата с помощью ЛУТ плохо поддается лужению. Для хорошего лужения платы достаточно удалить окислы на медных дорожках при помощи наждачной бумаги. Важно использовать только самую мягкую и бархатную бумагу, чтобы не повредить дорожки. После этого дорожки хорошо паяются обычной канифолью. Как выпаять микросхемуСледующий уровень мастерства — это пайка микросхем. Разбор примера пайки феном. Ликбез для начинающихДля выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C. Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702. Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C. В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.
Как все-таки без ущерба паять детали? Нужно проанализировать место пайки и оборудование:
Как правильно паять феномНужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.
Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.
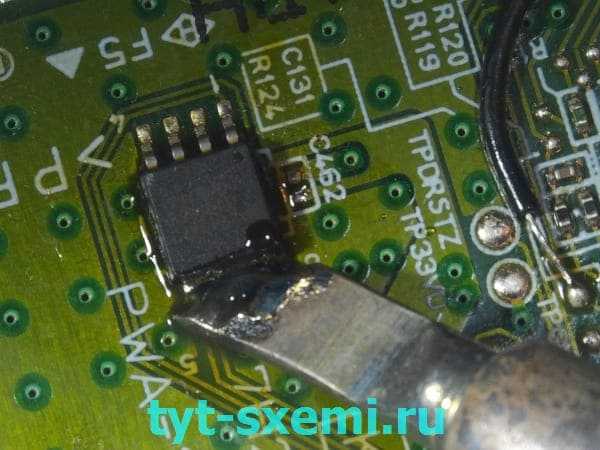
Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке. Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха. Далее, спустя около минуты следует плавно повысить нагрев. Как понять, что деталь уже выпаиваетсяНа контактах появляется блик. С помощью пинцета следует аккуратно подтолкнуть микросхему. Если она двигается легко и плавно из стороны в сторону, то ее уже можно снимать, если нет – греем дальше.
Эту технику необходимо индивидуально подстраивать под каждую пайку и паяльную станцию. Например иногда придется дольше греть плату, а в порой и около 240 °C хватит. Метод паяльных работ зависит от случая. Сплав РозеЧтобы уменьшить риск перегрева, можно использовать сплав Розе. Он поможет снизить нагрев до 120 °C. Таким способом можно выпаять деталь из опасных и чувствительных участков. После лужения контактов, деталь легко выпаивается. Нужно аккуратно выпаивать контакты, они могут легко повредиться из-за резкого движения. Комбинированный методЕще одна очень эффективная техника. Если во время пайки деталь плохо паяется или не выпаивается – это следствие низкокачественного припоя, флюса или недостаточного прогрева платы.
Для этого во время работы паяльником, необходимо сверху помогать паяльным феном. Фен следует ставить до 200°C. Так нагрев будет происходить быстрее, и температура на контактах стабилизируется, окружающий воздух будет меньше забирать тепло. В каких случаях паять феном не получитсяПаяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы. С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади. Это все равно что вскипятить стакан воды с помощью одной спички. Повышать температуру тоже не вариант, это уничтожит как саму деталь, так и плату.Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя. Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей). Перепайка разъемовВ целом техника аналогична пайке микросхем, но есть небольшие отличия. Выпаивание деталей из плат одним паяльникомМалогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты. Пайка оплеткойОплетка представляет собой жилки тонких медных проводов.
Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую. Вакуумный шприц и иглыВакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.
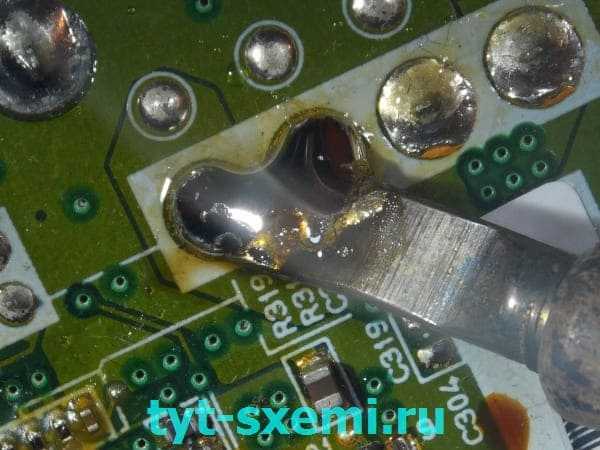
Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала. Жидкое жало и его плюсыЖидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах. Наносим припой на жало. SMD детали:паяльник vs фенДля массивной пайки SMD деталей фен незаменим. Например, нужно припаять 40 SMD деталей. С помощью паяльника это будет невыносимо долго, а вот с помощью фена это другое дело. Достаточно нанести паяльную пасту на контакты платы, разместить с помощью пинцета детали и феном нагреть плату. Поток воздуха минимальный. Паяльная паста расплавится, и детали с помощью поверхностного эффекта сами встанут на нужные места. Такой метод прост и не требует много времени. Дополнительная тренировкаДля дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.
СеткаВ качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
КонструкторыТак же отлично помогают радиоконструкторы.
Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.
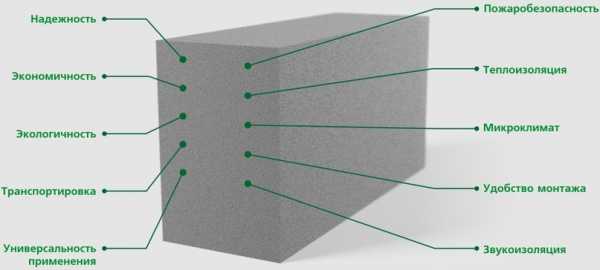
Пайка кислотойКислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты. Полезные видеоPost Views: 11 593 При какой температуре воздуха можно паять полипропиленовые трубыГлавная » Разное » При какой температуре воздуха можно паять полипропиленовые трубыПри какой температуре паять полипропиленовые трубыОт того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д. Правильный подбор показателей будет способствовать повышению надёжности мест стыков. Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше. Типы полипропилена и его особенностиВ ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров. Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода. Диаметр полипропиленовых трубДиаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей. Цветные полипропиленовые трубыРазличие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную. Пайка полипропиленовых трубВ ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким. Неправильная пайка полипропиленовых труб Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C. Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C. При какой температуре паять полипропиленовые трубыПриведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы. Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится. Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой. Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму. Загрузка... Поделиться:Похожие записи:Как правильно паять трубы из ППР?Полипропиленовые трубы постепенно получают наибольшее распространение. Причины этому. Полипропиленовые трубы и фитинги к ним относительно дешевы. Соединение фитинга и трубы в дальнейшем не протекает, его можно назвать практически вечным, как и сами трубы. Но важно понимать, как паять пластиковые трубы. Помните, что правильная техника - залог успеха. Паяльная техникаПроцесс сварки (пайки) предельно прост! Полипропилен эластичен при термическом нагревании - он переходит в состояние, которое можно сравнить с глиной.Когда материал остывает, его структура резко затвердевает. С научной точки зрения этот процесс называется сваркой полиэстера. Когда вы наберетесь достаточного опыта склеивания полипропиленовых труб, то это покажется невероятно простым. Способы пайкиТеперь паяем двумя способами. Пайка муфт - это соединение двух труб с помощью специальной муфты или отрезка трубы, диаметр которой больше двух свариваемых деталей. Этот метод применяется, когда сварочная труба имеет диаметр менее 63 мм. Видео пайка - это просто соединение двух смежных граней труб без дополнительных сторонних элементов. Этот вариант предпочтителен с точки зрения эстетики, но более сложен с точки зрения исполнения. Для выполнения этой (прямой) пайки требуется опыт. Как паять полипропиленовые трубы? Оба описанных варианта считаются правильными, у каждого способа есть свои нюансы и особенности. Выбор вы делаете для себя, но в основном для домашнего использования припой с муфтой. Рекомендуется Наиболее эффективные методы проращивания семян Несмотря на то, что метод рассады в овощеводстве является очень трудоемким процессом, его использует большинство садоводов. Посадка семян в открытый грунт - простой и удобный метод, но эффективен только в определенных климатических зонах. I ... Светоотражающая краска. Сфера применения Когда машины начали заполнять дороги, их популярность начала набирать светоотражающая краска.Благодаря этой краске, как водителям, так и пешеходам становится намного легче избегать аварий в темноте. Назначение краски Светоотражающая краска - лакокрасочный материал, который ... КлеммыДля пайки любым из вышеперечисленных способов требуется специальное оборудование, в частности, специальный паяльник. Если посмотреть на конструкцию паяльника для полипропиленовых труб, то он «близкий родственник» паяльника. Основная часть устройства - массивный нагреватель. Этот нагреватель проходит под специальные съемные насадки, поставляемые в комплекте с устройством (металлические стержни разные диаметры). Если мы говорим о том, как паять полипропиленовые трубы своими руками, то у нас выше подходит паяльник. Он бытовой и подходит для пайки с использованием муфт. Если коснуться промышленной пайки, то для пайки полипропиленовых труб встык нужен специальный паяльник. Конструктивно этот паяльник также имеет систему ухода за свариваемыми элементами. Также доступны паяльники двух основных мощностей. Обычно мощность существенно влияет на цену паяльника, хотя в ценообразовании устройства есть и другие составляющие. Методика сваркиГлавное правило: пайка должна производиться с обеспечением хорошей вентиляции. Плавление полимеров приводит к появлению токсинов, если вы вдыхаете их сверх нормы, здоровью человека будет нанесен значительный вред. Также необходимо иметь защитные перчатки, очки и респиратор. Но, стоит повторить главное правило, которым нельзя пренебрегать. Как паять пластиковые трубы с точки зрения безопасности, вашего здоровья? При притоке достаточного количества свежего воздуха! При какой температуре пайка полипропиленовых труб?Если вы используете для сварки труб именно специализированный паяльник, а другие варианты даже нельзя рассматривать, то вопросов о правильной температуре сварки у вас даже возникнуть не должно.Ваш паяльник снабжен зеленым индикатором, когда он загорится, можно приступать к работе. Если температурный вопрос интересен просто для общих знаний или ваш паяльник оснащен ручкой для установки температуры пайки, температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб с них снимают фаски, а эти места обезжиривают. ПайкаВопросы, как паять трубы PPR, немаловажный фактор - время.Небольшое время воздействия плохого паяльника расплавит элементы, что приведет к плохому соединению. Если повернуть элементы на паяльнике, они начнут деформироваться и изменить свою структуру, что также не гарантирует качества соединения. Если ваша сварная труба имеет диаметр 20 мм, то выдержите ее в горячем паяльнике примерно 8 секунд, заодно нужно сварить элементы вместе. Скорость охлаждения в этом случае считается 2 минуты. Если вы свариваете трубы диаметром 40 мм, то нагреваете их в течение 18 секунд, для качественной сварки нужно будет удерживать соседние элементы около 20 секунд, остывание в данном случае 5 минут. Если ваши сварные элементы имеют диаметр от 20 мм до 40 мм, вы можете рассчитать все параметры на основе приведенных примеров. Сварка труб с армированиемРассмотрим подробно, как паять армированные полипропиленовые трубы. Здесь главный вопрос - снятие защитного материала. Почему? Чуть ниже меня поймите прямо. Также нужно понимать, что фольга в структуре трубы (армирующий слой) обязательно требует дополнительного нагрева. Особенность склеивания таких трубок - их увеличенный диаметр, как правило, такие трубки не подходят для бытовых утюгов. Чтобы решить эту проблему, трубы необходимо очистить перед пайкой. Для этого можно использовать специальный фрезер (фрезер для пластиковой трубы), принцип действия его чем-то схож с точилкой для карандашей. Свейер нужен для снятия внешнего слоя с трубы, строгальный станок снимает внутренний слой с трубы. Подбирается устройство исходя из расположения армирующего слоя к трубе. Исключение составляют трубки, армированные не алюминием, а стекловолокном. В этом случае все стандартно и без осложнений. Теперь вы знаете, как паять трубы из ППР для отопления, потому что армирующий слой присутствует только в полипропиленовых трубах, предназначенных для обогрева. Распространенные ошибки при пайке трубЧтобы не допустить ошибок, не нужно торопиться. При пайке полипропиленовых труб допускается несколько типичных ошибок:
Когда вы знаете достаточно о том, как паять трубы из полипропилена, этот вопрос не кажется сложным.Электромонтаж труб из полипропилена помогает сэкономить не только деньги, но и время. Есть одна вещь, которая многих смущает при выборе полипропиленовых труб - якобы их эстетичность. Но следует отметить, что любая труба не выглядит привлекательной. Желательно по возможности делать скрытый монтаж любых трубопроводов. .Веб-страница не найдена на InspectApedia.com. Что делать, если ссылка на веб-страницу на InspectApedia.com приводит к ошибке страницы 404Это так же просто, как ... ну, выбирая из 1, 2 или 3
Приносим свои извинения за этот SNAFU и обещаем сделать все возможное, чтобы быстро ответить вам и исправить ошибку. - Редактор, InspectApedia.com Задайте вопрос или введите условия поиска в поле поиска InspectApedia чуть ниже. Мы также предоставляем МАСТЕР-ИНДЕКС по этой теме, или вы можете попробовать верхнюю или нижнюю панель ПОИСКА как быстрый способ найти необходимую информацию. Зеленые ссылки показывают, где вы находитесь. © Copyright 2017 InspectApedia.com, Все права защищены. Издатель InspectApedia.com - Дэниел Фридман .Что это такое и где используется?
BY: CableOrganizer.com Что такое полипропилен?Полипропилен - это невероятно универсальный термопластический полимер, который был изобретен в 1954 году Джулио Натта из Милана, Италия.Первоначально он был произведен итальянской химической компанией Montecatini и продавался под названием Moplen. В настоящее время полипропилен производится во всем мире, и за последние 50 лет он стал незаменимым материалом практически во всех областях или отраслях, которые вы можете себе представить, от товаров для дома и потребительской упаковки до медицинских технологий и военных. Каковы физические свойства полипропилена?Полипропилен известен как легкий и чрезвычайно прочный, но может иметь разные текстуры или тактичности , в зависимости от того, какой процесс полимеризации используется для его создания.Изотактический полипропилен состоит из всех атомов метильной группы, прикрепленных к одной стороне его атомной цепи, что создает жесткий полимер. На другом конце спектра вы найдете атактический полипропилен с резиновой текстурой, эластомерные свойства которого обусловлены атомами метильной группы, расположенными по обе стороны от его атомной цепи. Полипропилен, который можно использовать в качестве формованного пластика или волокна, может выдерживать более высокие температуры (до 160 ° C или 320 ° F) без плавления и не впитывает воду.Хотя полипропилен может быть легко изготовлен в широком разнообразии цветов, материал полностью прозрачен, когда он биаксиально ориентирован (биаксиально ориентированный полипропилен также известен как БОПП). Поскольку полипропилен очень устойчив к усталости и может выдерживать постоянное изгибание, он используется для изготовления большинства «живых петель», которые вы найдете на рынке (подумайте о пластиковых крышках с откидной крышкой на бутылках с кетчупом, шампуне и зубной пасте, или защелкивающиеся крышки на диспенсерах Tic-tac). Полипропилен очень устойчив к кислотам, щелочам и другим агрессивным химическим растворителям, а поскольку он также не проводит ток, его часто можно использовать в качестве диэлектрика. Какие виды изделий изготавливаются из полипропилена?Благодаря своей универсальности и выдающимся характеристикам полипропилен представляет собой ошеломляющий набор продуктов, охватывающих практически все отрасли или области, которые только можно вообразить. Вот лишь несколько примеров продуктов на основе полипропилена, которые доступны сегодня:
Полезный совет:Простой способ определить, изготовлено ли что-то из полипропилена, - это посмотреть его идентификационный код смолы, который выглядит следующим образом:© 2020 CableOrganizer.ком, ООО. Воспроизведение этой статьи частично или полностью без письменного разрешения CableOrganizer.com запрещено. .
Олово для пайки: температура плавления, состав припояСо школьной скамьи всем известно, что олово с химическим символом «Sn», используют для пайки микросхем и других радиодеталей. Основное требование для этого сплава — невысокая температура плавления. Это вызвано тем, что во время процесса должен плавиться припой, а не соединяемая деталь. Чистое олово с Т плавления 232 °C вполне подходит для этих целей, но на практике чистое олово для пайки, фактически не применяется, из-за высокой стоимости, чаще используют сплавы со свинцом и другими металлами. ХарактеристикиОлово незаменимо при производстве электронных устройств. Благодаря своим свойствам оно используется для сварки компонентов в радиотехники. Сплав под названием Eutectica, состоит из свинца (Pb), серебра (Ag), меди (Cu) и никеля (Ni). Благодаря этим присадкам олово плавится при разных температурах в зависимости от процентного содержания, каждого из них.  Олово для пайки Олово для пайкиОлово мягкое и податливое, но очень устойчиво к коррозии и не образует ржавчину, имеет очень хорошую электропроводность и относительно низкую температуру плавления. Все эти характеристики делают его незаменимым для создания электронных устройств. Процесс пайки протекает в мягкой сварке, которая состоит из объединения двух базовых элементов посредством вклада в основу третьего элемента с более низкой температурой плавления. Например, припаивая медную прокладку монтажной платы к ножке конденсатора, используют расплавленное олова, которое плавится при гораздо более низкой температуре, чем базовые элементы. В процессе нагрева, жидкое олово благодаря своим капиллярным свойствам притягивается к базовым компонентам, а затем охлаждается в режиме мягкой пайки. 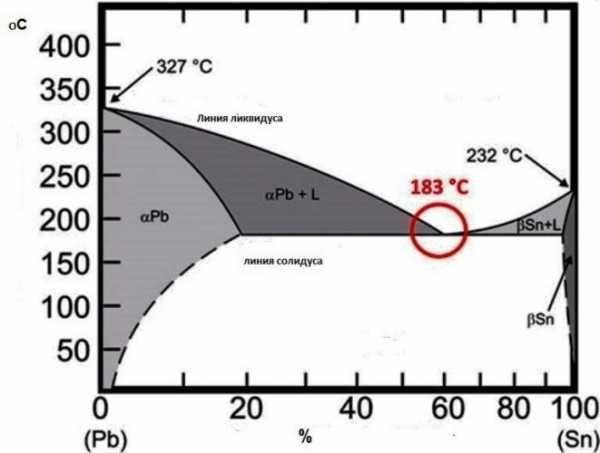 Сплав Eutectica Сплав EutecticaВиды припоев и флюсовВ нашей стране большое распространение получила марка припоя ПОС — сплав олова Pb и свинца Sn. В зависимости от вида в него может быть добавлены кадмий, никель, медь, и другие металлы. В основном ПОС изготавливает в форме прутков, проволоки, шариков и пасты. Химсостав его строго регламентирован ГОСТ 21930-76. В России широко применяют такие виды припоя: ПОС18, ПОС30, ПОС50, ПОС90, которые относятся к мягким сплавам с Т плавления до 300 градусов.  Марки ПОС Марки ПОСПОС-18Припой регламентируется государственными стандартами, кроме Pb (0.8 %) и Sn (17-19 %), он имеет примеси многих металлов. Контролирующие органы строго следят за тем, чтобы производитель ограничивал присутствие ядовитого мышьяка в составе, уменьшающего текучесть жидкого сплава и повышающего хрупкость в условиях знакопеременных нагрузок. Состав примесей ПОС-18 в процентах:
Технические данные:
Преимущества припоя:
Недостатки ПОС-18:
 ПОС-18 ПОС-18ПОС-18 относится к универсальным сплавам и является заменителем бессурьмянистых сплавов, его используют:
Цена припоя ПОС-18 по состоянию на 01.09.2019 года от 710 руб/кг. ПОС-30Припой стандартизируется ГОСТами 21930.76 / 21931.76 и относится к мягким сплавам с Т плавления — 256.0 С. По свойствам он похож на марки с ПОС-40 и 50 и состоит из Pb и Sn в процентном соотношении 30:70, а также других элементов не более 1 %. Он отличается от чистого олова темным цветом и повышенной твердостью сплава.  Припой ПОС-30 Припой ПОС-30Состав примесей в процентах:
Технические данные:
Преимущества припоя:
Недостаток ПОС-30 — наличие вредных присадок в составе — Pb. Цена ПОС-30 по состоянию на 01.09.2019 года от 766 руб/кг. ПОС-50Его выпускают по требованиям ГОСТ 21931.76, он отличается практическим равным соотношением свинца и олова.  Припой ПОС −50 Припой ПОС −50Состав примесей ПОС-50 в процентах:
Технические данные:
Преимущества припоя:
Недостатки ПОС-50:
Цена припоя ПОС-50 по состоянию на 01.09.2019 года от 1102.00 руб/кг. ПОС-90Припой отличается низкой теплопроводностью и высоким показателем твердости, что объясняется высоким содержанием олова 90, материал серебреного цвета, что дает эстетическую привлекательность полученным соединениям.  Припой ПОС — 90 Припой ПОС — 90Состав примесей ПОС-90 в процентах:
Технические данные:
Преимущества ПОС-90:
Недостатки ПОС-90 — наличие вредных присадок в составе (свинца). Цена припоя ПОС-90 по состоянию на 01.09.2019 года от 1778.00 руб/кг. Какая температура плавленияОлово, которое используют в электронике, обычно относится к типу эвтектики, это означает, что это сплав с более низкой температурой плавления для каждого из составляющих его элементов. Так, если имеется 60% оловянный сплав (Т плавления — 232 C) и свинцовый 40% (Т плавления — 327 C), то общая температура плавления сплава будет примерно 183 C .  Плавление олова Плавление оловаНаиболее распространенный припой, используемый в станах ЕС для электронных работ — 63/37 SnPb. Он представляет собой эвтектический сплав с температурой плавления — 183 C. Сплав 60Sn имеет рабочий диапазон 183-238. Существует более низкотемпературный сплав Sn43Pb43Bi14, имеющий температуры плавления 144-163. Состав припояСвинец, содержащий в сплаве, постепенно вытесняется в соответствии с новыми директивами ЕС (RoHS и WEEE) и заменяется припоями, состоящими из сплавов олова и сурьмы. Уже сегодня в ЕС многие магазины его не продают. У нас пока все по-другому, вероятно, пройдет много лет, прежде чем свинцовый припой в нашей стране будет заменен навсегда. Важно! Бессвинцовый сплав имеет более высокую температуру плавления, чем свинцовый и использует более агрессивные флюсы. Это означает, что паяльник должен быть изготовлен для бессвинцовой пайки, чтобы обеспечить правильную температуру около 230 C. Бессвинцовый припой, как правило, примерно на 20-50% дороже, чем свинцовый. Как правильно выбратьВыбор припоя зависит от вида работ и назначения готового изделия, а также от того в каких условиях продукт будет эксплуатироваться.
Обратите внимание! Срок годности и отраслевые рекомендации требуют его использования в течение трех лет с даты изготовления. Срок годности указан на изделии, с ним можно ознакомиться в магазине при покупке. Если использовать просроченную пасту на поверхности припоя может произойти окисление, что сделает соединение неэффективным. ИспользованиеСпециалисты дают полезные советы, которые очень помогают начинающим радиолюбителям, чтобы правильно паять:
 Технология пайки Технология пайки Дополнительная информация. При пайке нужно выполнять меры безопасности. Всегда работать в защитных очках, чтобы защитить глаза от летящих капель горячего жидкого припоя. Кончик паяльника по конструкции очень горячий, превышающий 370 C. Нельзя допускать контакта наконечника с кожей, одеждой или другими предметами. При работе нужно использовать специальный держатель для паяльника. Подводя итоги, можно сказать, что олово для пайки по-прежнему широко используется в отечественной электронной отрасли и быту. Товар широко представлен на российском и зарубежных рынках, в виде свинцового и бессвинцового припоев. В целях защиты окружающей и требований международных организаций потребление первого типа будет неуклонно сокращаться. Arduino: ПайкаСтатья проплачена кошками - всемирно известными производителями котят. Если статья вам понравилась, то можете поддержать проект. В сети полно материалов по поводу пайки, в том числе видеоуроки. Здесь краткая выжимка из всей информации. Пайка проводов состоит из следующих этапов:
Для удобной пайки тонких проводов и контактов электронных схем требуется паяльник с тонким жалом и мощностью 20–30 ватт. Если вы планируете паять толстые провода, то потребуется паяльник мощностью 40–60 ватт, но им можно испортить микросхемы и радиодетали. Можно приобрести пару паяльников. При пайке на жале паяльника постоянно скапливается нагар, что препятствует смачиванию его припоем. Нагар можно убрать, поместив жало в проволочную губку. Такую губку можно приобрести в магазине кухонных принадлежностей или в специализированных — в них губка помещена в специальную баночку. Медное жало может обгорать до такой степени, что чистка в губке уже не помогает, — в этом случае кончик жала зачищают напильником. Напильником также можно придавать кончику жала удобную для пайки форму. Когда жало полностью сработается, его можно заменить — запасные жала имеются в продаже. ПрипоиВ качестве припоя применяется легкоплавкий сплав металлов, температура плавления которого может колебаться от 200 до 350 градусов. При монтаже электроники используются оловянно-свинцовые припои. Согласно отечественной маркировке, оловянно-свинцовый пропой обозначается буквами ПОС, после которых идёт число, обозначающее процентное содержание олова. Температуры плавления различных оловянно-свинцовых припоев в градусах Цельсия: ПОС30 — 240°, ПОС40 — 210°, ПОС61 — 180°, ПОС90 — 310°. Проволочный припой может содержать внутри себя сердцевину из канифоли для лучшего качества спайки. ФлюсыФлюс служит для удаления слоя окисла со спаиваемых поверхностей, предохраняет металл от окисления при пайке, а также способствует равномерному растеканию припоя. Флюсы делятся на активные и неактивные. Активные флюсы содержат активные кислоты и применяются для пайки различных металлов, не только меди. Остатки активных флюсов должны обязательно удаляться после пайки смывкой,иначе они начинают разъедать место пайки. Неактивные флюсы в удалении не нуждаются, но справляются далеко не со всеми окислами металлов. К неактивным флюсам относится канифоль и её растворы. Смачиваем контакт канифолью, а затем паяем припоем. Но, в случаях, когда спаять требуется сталь или алюминий, канифоль бесполезна. Так, если надо припаять провод к контакту аккумулятора, без активного флюса не обойтись. Активные флюсы бывают жидкими и желеобразными. Желеобразными флюсами пользоваться удобнее, они не стекают после нанесения на поверхность. Самым распространённым активным паяльным флюсом является паяльная кислота , и её обязательно нужно смывать после пайки. Хорошо зарекомендовал себя флюс для алюминия, с ним можно паять почти все металлы. Дополнительные материалыРекламаПрипои для высокотемпературной пайки жаропрочных и жаростойких сплавовОдним из способов формирования высокопрочного неразъемного соединения при температурах ниже температуры плавления соединяемых материалов является метод пайки. Формирование неразъемных соединений в данном случае происходит при температуре выше температуры плавления припоя без расплавления материала соединяемых элементов. Распространение получили припои в форме порошка, пасты, проволоки, ленты или фольги. Пайка применяется преимущественно для соединения разнородных и трудносвариваемых материалов. В числе примеров применения технологии: - пайка сотовых уплотнений, пористоволокнистых истираемых материалов, знаковых отверстий лопаток, блоков сопловых лопаток, дефлекторов и пр.; - пайка монокристаллических сплавов; - пайка композиционных материалов на основе интерметаллидов; - пайка разнородных материалов на основе интерметаллидов; - ремонт с применением технологии пайки. Современные припои в зависимости от особенности кристаллизации металла можно условно разделить на два класса - эвтектические и твердорастворные, а в зависимости от материала основы можно классифицировать на четыре группы. Эвтектические припои производятся на основе переходных металлов, таких как никель, железо, кобальт, хром. Наиболее применяемые припои на основе никеля и кобальта содержат металлоиды - бор, кремний, фосфор, углерод - химически активные элементы, снижающие температуру плавления и способствующие растворению оксидов на поверхности деталей. Эвтектические сплавы, обладающие низкой температурой ликвидус, высокой жидкотекучестью, которые хорошо смачивают поверхность паяемых материалов и менее склонны к образованию ликваций и усадочных пор. Такие сплавы по своей природе являются хрупкими и производятся преимущественно в форме порошка. Твердорастворные припои производятся на основе благородных металлов - серебра, золота, паладия. Такие припои имеют очень широкую область кристаллизации и достаточно технологичны для производства в форме фольги и проволоки. Соединения, полученные данными припоями, отличаются высокой стойкостью к окислению и коррозии. Вместе с тем такие припои характеризуются ограниченностью применения из-за относительно низкой прочности при высоких темепратурах и их высокой стоимости. Классификация припоев для высокотемпературной пайки сталей и сплавов
В общем случае состав припоя должен удовлетворять ряду требований по обеспечению уровня физико-химических свойств, смачиваемости и растекаемости, низкой эрозионной активности и т.д. Для реализации этих требований в состав вводят разные элементы: хром - для повышения жаростойкости и стойкости к высокотемпературной солевой коррозии; молибден, вольфрам, тантал, алюминий, титан — для повышения жаропрочности; кобальт — для повышения пластичности соединения. Припои на органическом связующем (ленты и пасты) Высокие показатели прочности и рабочей температуры могут обеспечить только сложнолегированные припои с системой легирования, близкой к системе легирования соединяемых материалов. Из-за сложного химического состава многие припои являются трудно недеформируемыми и не могут быть получены традиционными методами в виде полос, фольги или прутков. Высокотемпературные припои могут получены в форме высокотехнологичных полуфабрикатов – лента или паста на органическом связующем. Состав органического связующего паст обеспечивает высокие реологические свойства и надежную фиксацию на паяемой поверхности. Связующее лент порошковых припоев обеспечивает высокую эластичность и технологичность лент при использовании (поддаются резке ножом и ножницами), клеевой слой обеспечивает надежную фиксацию на паяемой поверхности. Основное требование к органическому связующему для изготовления лент и паст порошковых припоев – способность удаляться при нагреве в вакууме без образования зольного остатка. Для нанесения припоя на сложные криволинейные поверхности разработан полуфабрикат порошкового припоя – пасты на органическом связующем, предназначенные для экструзии из туб или шприцов через дюзы различного диаметра. Аморфные припои Еще одним вариантом получения припоев труднодеформируемых материалов является изготовление лент с аморфной структурой. Аморфные металлические материалы являются однофазными системами и достаточно пластичны. Формируется такая структура в процессе быстрого охлаждения расплава определенного состава. При применении припоев в виде аморфных лент исключается необходимость использования органических связок (кроме случая использования в качестве клеящего слоя), удается достичь снижения расхода припоя. Высокая пластичность ленточных припоев позволяет придавать им необходимую форму. Припой в виде аморфных лент позволяет ограничить эрозию основного материала за счёт снижения температуры пайки, например, температура пайки припоя ВПр51 составляет 1040-1080 С. Относительно низкое содержание хрома и молибдена в совокупности с введением бора позволяет существенно снизить температуру пайки и обеспечить низкую эрозионную активность припоя, и не сказывается на уровне жаростойкости припоя и паяных соединений. Припои в авиационной промышленности В авиационной промышленности применяется порядка 50 марок припоев на основе олова, свинца, меди, серебра, никеля и титана. В последнем перечне ограничителе содержится 36 марок. Общие требования к технологическому процессу пайки высоколегированных сталей в вакууме изложены в ГОСТ Р 53542-2009. Технологические рекомендации для получения паяных соединений конечных изделий разрабатываются специалистами ФГУП ВИАМ в сотрудничестве с отраслевыми институтами и предприятиями отрасли. Перечень припоев, рекомендуемых в перечне-ограничителе к применению в опытном производстве в авиационной промышленности, включает припои марок:
Наиболее востребованные марки припоев Припой ВПр11-40Н наиболее широко используемый припой при пайке никелевых жаропрочных сплавов. Припой ВПр24 (высокожаропрочный) на никелевой основе применяется для пайки сопловых и рабочих лопаток турбины из сплавов типа ЖС6. Припой ВПр27 (аморфный) на никелевой основе используется для пайки упрочняющих пластин на контактные поверхности бандажных полок рабочих лопаток турбин из сплавов ЖС6У и ВЖЛ12. Припои ВПр36, ВПр44 (высокожаропрочные) на никелевой основе предназначены для пайки монокристаллических жаропрочных никелевых сплавов, применяются при заделке технологических отверстий в рабочих лопатках турбин. Припой ВПр50 на никелевой основе используется для пайки жаропрочных никелевых сплавов и нержавеющих сталей. Припой ВПр37 на никелевой основе применяется для пайки интерметаллидных сплавов типа ВКНА. Припой ВПр16 на титановой основе используется вместо серебрянных припоев, обеспечивает более высокие значения прочности и хорошую коррозионную стойкость паяных соединений. Припой ВПр28 на титановой основе используется вместо серебрянных припоев, обеспечивает более высокие значения прочности и хорошую коррозионную стойкость паяных соединений. Припой ВПр2 на медно-марганцевой основе применяется при пайке теплообменников различного назначения. Припой ВПр17 (ПСр21,5) применяется при газопламенной пайке тонкостенных трубопроводов из стали 12Х18Н9Т. Припои ВПр24, ВПр27, ВПр36, ВПр42, ВПр44, ВПр50 являются эвтектическими или доэвтектическими сложнолегированными сплавами со структурой твердого раствора с эвтектикой, содержащей бориды и силициды. Припой ВПр11-40Н является смесью порошка ВПр11 со структурой никельхромового твердого раствора с эвтектикой, содержащей бориды, силициды и карбиды и наполнителя со структурой доэвтектического сплава никеля с силицидами и боридами. Припой Впр37 является безэтектическим сплавом с кремнием и бором в качестве депрессантов.
Появление новых жаропрочных материалов, разработка высокоэффективных схем охлаждения деталей и узлов ГТД, новых типов статорных уплотнений проточной части турбины требуют разработки новых припоев, технологических режимов пайки и способов нанесения припоев. Во ФГУП ВИАМ организована производственная и исследовательская инфраструктура необходимая для реализации большинства задач в области разработки материалов и технологий высокотемпературной пайки. Источники информации: Исследование мелкодисперсных порошков припоев для диффузионной вакуумной пайки, полученных методом атомизации расплава. Е.Н. Каблов, В.С. Рыльников, А.Г. Евгенов, А.Н. Афанасьев-Ходыкин. Труды ВИАМ. 2011. Припои, применяемые для пайки материалов авиационного назначения. В.С. Рыльников, В.И. Лукин. Труды ВИАМ. 2013. Высокотехнологичные полуфабрикаты жаропрочных припоев (ленты и пасты на органическом связующем). А.Н. Афанасьев-Ходыкин, В.И. Лукин, В.С. Рыльников. Труды ВИАМ. 2013. Пайка тонкостенных элементов конструкций аморфным ленточным припоем ВПр51. Ю.В. Столянков, В.И. Лукин, А.Н. Афанасьев-Ходыкин. Труды ВИАМ. 2018. Аморфный ленточный припой ВПр51 для тонкостенных металлических ЗПК. Ю.В. Столянков, В.С. Рыльников, В.И. Лукин. Материалы конференции «Функциональные материалы для снижения авиационного шума в салоне и на местности». 2015. Влияние металлургических факторов на фазовый состав и технологические характеристики припоев на никелевой основе с высоким содержанием кремния и бора. А.Г. Евгенов, И.А. Галушка, С.В. Шуртаков, В.А. Игнатов. Труды ВИАМ. 2019 Изготовление конструкции типа «Блиск» из разноименного сочетания материалов (обзор). О.Г. Оспенникова, В.И. Лукин, А.Н. Афанасьев-Ходыки, И.А. Галушка. Труды ВИАМ. 2018. Пайка аморфными припоями. В.И. Лукин, Ю.В. Столянков, В.С. Рыльников, А.И. Щербаков. Авиационные материалы и технологии. 2002. Технология изготовления лент и паст порошковых припоев на органических связующих. В.И. Лукин, А.Н. Афанасьев-Ходыкин, И.А. Галушка, О.В. Шевченко. Клеи. Герметики. Технологии. 2017. A nickel-based brazing alloy for brazing creep-resisting alloys and steels. Welding International. 2015. http://dx.doi.org/10.1080/09507116.2014.952498 Special features of brazing VZhM4 and VZhM5 single crystal alloys. V.I. Lukin, V.S. Rylnikov, N.G. Orekhov, A.N. Afanasev-Khodykin, V.G. Kolodochkina, I.A. Galushka. Welding International. 2017. http://dx.doi.org/10.1080/09507116.2017.1285546 Special features of diffusion welding of EP975 creep-resisting alloy and VKNA-4U cast single-crystal intermetallic alloy for blisk structures. V.I. Lukin, V.S. Rylnikov, A.N. Afanasyev-Khodykin, O.B. Timofeyeva. Welding International. 2014. http://dx.doi.org/10.1080/09507116.2013.840043 Efficient materials and brazing technology for honeycomb seals of gas turbines of a new generation of aircraft engines. E.B. Kachanov, R.S. Kurochko, V.P. Migunov, V.I. Lukin, V.S. Ryl'Nikov. Welding International. 1994. https://doi.org/10.1080/09507119409548651 Евгений Шеин 24.03.2020 042-Пайка SMD компонентов. — GetChip.netВот, решил показать, как я паяю SMD компоненты («Surface Montage Details» — означает поверхностный монтаж деталей). Вообще, почему-то, бытует мнение, что паять SMD компоненты сложно и неудобно. Я постараюсь Вас переубедить в обратном. Более того, я докажу, что паять SMD компоненты намного проще обычных TH компонентов («Through Hole» в переводе «сквозь отверстие» — сквозьдырочные компоненты :)).
Знаете, какая главная ошибка тех, кто первый раз пробует паять SMD компоненты? Как все должно проходить в теории? Когда жало паяльника приложено к ножкам начинает действовать сила смачивания — олово под действием этой силы начинает «обтекать» ножку со всех сторон. Под ножку олово «затягивается» капиллярным эффектом одновременно начинается «смачиваться» контактная площадка под ножкой и на плате. Припой равномерно «заливает» площадку вместе с ножкой. После того как жало паяльника убрано от ножек и пока еще припой в жидком состоянии, сила поверхностного натяжения формирует из припоя каплю, не давая ему растекаться и сливаться с соседними ножками. Вот такие сложные процессы происходят при пайке. Но все эти процессы происходят сами собой, а от Вас требуется лишь поднести жало паяльника к ножке (или сразу к нескольким). Правда просто?!
Для того, чтобы добиться хорошей пайки, нужны определенные материалы и инструменты. Жало-конус плохо подходит для пайки SMD компонентов – не паяйте им, намучаетесь. Очень хорошие результаты дает жало «микроволна». Кто не знает – это жало имеющее в рабочей плоскости отверстие. При помощи этого отверстия и капиллярного эффекта создаваемого в нем припой можно не только наносить, но и эффективно убирать излишки (после того как я попробовал паять «микроволной» остальные жала валяются в коробочке без дела). Технология пайки очень проста!
http://www.youtube.com/watch?v=xVTHi4uyiMw (Visited 30 874 times, 1 visits today) Как правильно паять? 3 полезных советаПайка — один из самых простых способов прочного соединения металлических и электрических компонентов. Вы новичок в рукоделии и задаетесь вопросом, как правильно паять провода? В нашем уроке мы представляем основные принципы правильной пайки. Соединение паяльником возможно с помощью припоев, т.е. металлических связующих. Клеевой элемент должен иметь температуру плавления ниже температуры плавления соединяемых изделий.Припой имеет жидкую консистенцию под влиянием термической обработки. Благодаря этому можно соединять металлические элементы. Однако важно, чтобы эти элементы достигли той же температуры, что и припой, иначе соединения могут получиться дефектными – это известно как так называемая холодные припои. Звучит сложно? Изучите принцип пайки и убедитесь сами, что, вопреки видимому, этот тип операции не сложен. Как правильно паять? Основные правилаКак хорошо паять? Прежде всего стоит сначала ознакомиться с теорией.В электронике существуют так называемые пайка мягким припоем (температура процесса ниже +450 градусов), а соединение элементов осуществляется припоем, широко известным как олово. Также можно выделить так называемые твердая пайка – это соединение металлов с помощью клея-расплава до температуры более +450 градусов. При этой форме пайки вместо паяльников используются горелки, такие как кислородно-ацетиленовые горелки, а в качестве присадочного металла может использоваться чистая медь. На первый взгляд пайка может напоминать сварку, но между этими двумя видами деятельности есть одно существенное отличие — во время пайки плавится только присадочный металл, а не соединяемые элементы, температура плавления которых выше, чем у олова.Самое главное в пайке — это чтобы связующее вещество имело правильные свойства, как и соединяемые поверхности. Не менее важны условия, при которых происходит процесс пайки. Имея теоретические знания, пора практиковаться. Ниже приведены 3 шага, которые кратко описывают операцию пайки:
Важно! Одна из самых частых ошибок начинающих самодельщиков — пытаться паять, нагревая олово на жало, а затем перемещая его к месту пайки — это не принесет желаемого стойкого результата.Чтобы лучше проиллюстрировать процесс пайки, мы приведем пример с использованием двух электрических проводов. Первым делом необходимо снять с них изоляцию (ок. 5 мм) и скрутить торчащие концы. Следующим шагом нужно нагреть паяльник и положить его на кончик одного провода примерно на 3 секунды (для лучшего эффекта его можно на мгновение погрузить в расплавленную канифоль, благодаря чему олово растечется равномерно) . Затем прикладываем олово к кабелю и держим до тех пор, пока не решим, что добавили его достаточное количество.То же самое делаем на другом кабеле. Завершающим этапом является повторное нагревание паяльника и прикладывание его к первому кабелю, пока олово не растворится. Затем ставим второй провод. Ждём момент застывания припоя, а затем изолируем получившееся соединение.  Выбор оборудования - типы паяльников и их применениеЕсли вы уже знаете как правильно паять , самое время выбрать подходящее оборудование.Ниже представлены типы паяльников и их применение:
Мы надеемся, что подготовленное нами руководство помогло вам понять правила о том, как правильно паять , для достижения длительного эффекта. При выборе конкретной модели помните, что тип паяльника должен полностью соответствовать роду работ и материалу, который вы собираетесь паять. . Научитесь правильно паятьПайка — это процесс соединения материалов, незаменимых в электронике, автоматизации или гидравлике, среди прочего. Этот процесс используется как энтузиастами DIY, так и профессионалами. Характерной чертой процесса пайки, отличающей его от процессов сварки и плавления, является соединение материалов в твердом состоянии. Необходимость неразъемного соединения металлических элементов вынуждает пользователя готовить устройства, которые обеспечат хорошее качество припоя на отдельных элементах. Работа с паяльником — это повседневная рутина для электроники. Люди, ежедневно использующие в своей работе технику пайки, не имеют ни малейших проблем с выполнением ремонта паяльником. Однако, если вы используете это устройство только изредка, результат может быть неудовлетворительным. Правильная пайка довольно проста, даже если вы неопытны, этому можно легко научиться. Мы собрали интересную информацию о пайке и покажем вам, как паять правильно. В чем разница между пайкой и сваркой?Пайка и сварка представляют собой соединения материалов, различающиеся по трем пунктам: 1.Рабочая температура 2. Тип соединения 3 Прочность соединения Кроме того, не все материалы и точки соединения устойчивы к высоким температурам, возникающим при сварке, т.е.из-за малой толщины материала желоба не свариваются, а припаиваются. А пайка медных проводов — один из основных навыков монтажника.
В чем разница между мягкой и твердой пайкой?В зависимости от температуры плавления припоя различают два вида пайки: мягкую и твердую, которые различаются областями применения и методами: | Мягкий припой При мягком припое нагрев осуществляется выборочно.Он используется в основном в электротехнике, например для электропроводного соединения элементов на печатной плате. Данная методика имеет множество преимуществ: Диапазон рабочих температур 180 - 250°С, а значит, соединяемые элементы не подвергаются термическим перегрузкам. Паяное соединение обеспечивает достаточную механическую прочность, чтобы надежно удерживать даже более крупные компоненты. Паяльник избирательно нагревает материал, чтобы можно было быстро выполнить процесс пайки. Кроме системы отвода паров припоя, никаких специальных мер защиты не требуется. | Пайка При пайке происходит нагрев большой площади при температурах выше 450°С. Температуры намного выше и работа не ведется выборочно. Пайка обеспечивает герметичное соединение с высокой прочностью на растяжение и ударной вязкостью. Некоторые припои имеют температуру плавления почти 1000°С.Эти температуры не могут быть достигнуты с помощью паяльников, поэтому используются подходящие паяльные горелки. Как и при сварке, при пайке необходимо соблюдать соответствующие правила пожарной безопасности. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 В этой статье обзор методов пайки, анализ ошибок и на что следует обратить внимание начинающим.
В этой статье обзор методов пайки, анализ ошибок и на что следует обратить внимание начинающим.



























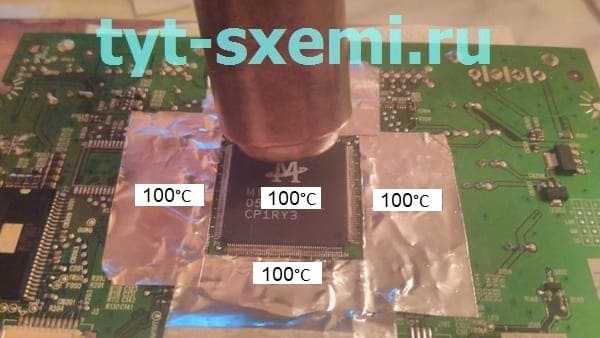
 Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
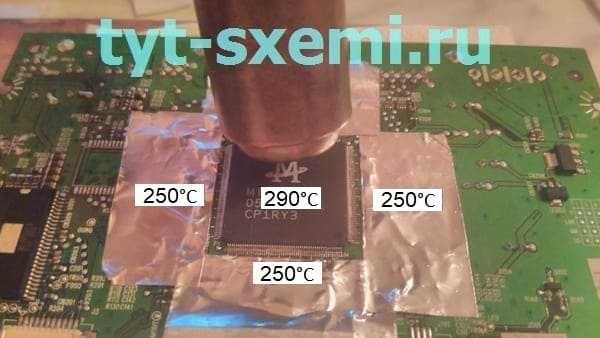
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C. На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
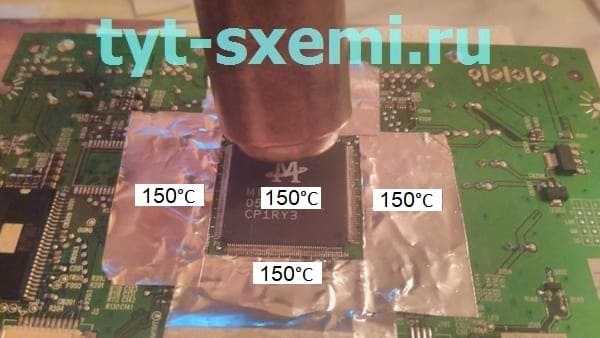
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур. 400 °C и микросхема начинает зажариваться.
400 °C и микросхема начинает зажариваться.













Какие материалы можно паять?
Многие металлы можно паять с помощью подходящего припоя и флюса.В принципе, многие металлы и сплавы могут быть спаяны вместе. Благодаря универсальным связующим и флюсам легко комбинируются между собой следующие материалы:
- медь (Cu) и медные сплавы, такие как латунь (Me) или бронза (Br)
- никель и никелевые сплавы
- железосодержащие материалы
- Стали
- Драгоценные металлы
Для других металлов, таких как алюминий (Al), олово, цинк, свинец или нержавеющая сталь, требуются специальные припои или флюсы.
В разделе "Пайка алюминия - как правильно" мы более подробно разберем эту тему, в том числе на что стоит обратить внимание.
Что нужно для пайки?
Когда мы говорим о «пайке» в целом, в большинстве случаев мы имеем в виду мягкую пайку, так как пайка в основном выполняется квалифицированным персоналом.
1. Паяльник
Роторный паяльник
Паяльники просты и недороги. В большинстве случаев люди, не обладающие специальными знаниями, но все же любящие заниматься своими руками, тянутся к ручному паяльнику без контроля температуры.
Паяльники предлагают очень хорошее соотношение цены и качества, а это значит, что бюджет любителя не перегружен. Кроме того, они доступны в широком диапазоне классов производительности и размеров, что позволяет оптимально выполнять различные задачи по пайке.
Паяльники для проверки стыка
Пистолетные паяльники
Быстрые паяльники.Специалисты по обслуживанию рады иметь паяльные пистолеты в своих ящиках для инструментов. Высокая температура в них достигается за счет протекания тока большой силы по проводу, который одновременно является наконечником. Если причиной неисправности является плохой контакт, обрыв проводки или плохое соединение проводов, паяльный инструмент должен быть готов к использованию быстро. Именно здесь паяльник имеет наибольшее преимущество. Они быстро нагреваются, но установить точную рабочую температуру не представляется возможным.
Достигается температура пайки всего за несколько секунд благодаря мощным нагревательным элементам.
Паяльники с контрольным пистолетом
Паяльная станция
Паяльные станции с точным контролем температуры.Люди, уже имеющие базовые знания, а также квалифицированные специалисты оценят преимущества паяльной станции. Это сложные, профессиональные паяльные устройства. Они имеют встроенные электронные системы, позволяющие точно и плавно регулировать и поддерживать температуру.На дисплее сразу отображается вся важная информация: текущая температура, мощность нагрева и запрограммированная температура. В случае массивного отвода тепла через большие поверхности олово быстро разогревается до необходимой температуры. Это означает, что процесс пайки может быть выполнен за короткое время без чрезмерной термической нагрузки на компоненты.
Еще одним преимуществом станции является наличие паяльных жал различной формы для соответствующих паяльников.
Проверка паяльных станций
Газовый паяльник
Пайка без электропитания.Газовые паяльники не требуют подключения к сети. Это делает их идеальными для мобильного использования за пределами дома и мастерской. Высокая температура наконечника достигается за счет нагрева наконечника газовой горелкой, работающей на газе пропан-бутан. В зависимости от модели газовые паяльники подходят как для точной пайки, так и для типичных работ в мастерской, не требующих очень большой мощности.Они также подходят для плавления, горячей резки, сварки пластмасс, усадки или окраски огнем (пирография).
При их выборе стоит обратить внимание на объем бензобака, от которого будет зависеть время работы паяльника и регулировка температуры. Они имеют небольшие габариты, поэтому поместятся в любую сумку для инструментов.
Паяльники контрольные газовые
2. фев
Припой с различными сплавами и в жидкой форме используется для заполнения паяльного зазора.Поскольку олово (Sn) является основным компонентом припоя, название оловянный припой стало нарицательным. Другими материалами, которые добавляют в припой в различных количествах, являются, например, свинец (Pb), медь (Cu), серебро (Ag), золото (Au) или висмут (Bi). В зависимости от добавки и соотношения смешивания свойства припоя изменяются. В результате его можно оптимально адаптировать к различным требованиям.
Основное назначение припоя – заполнить пространство между спаиваемыми деталями. Кроме того, он должен образовывать как механическое, так и электропроводящее соединение.Температура плавления должна быть ниже температуры соединений.
1. Печатная плата
2. Шайба
3. Компонент (резистор)
4. Шина с защитным лаком
5. Соединительные компоненты кабеля
6. Припой
Припой делится на две категории:
3
2 90 припой
На протяжении десятилетий оловянно-свинцовый припой широко использовался для мягкой пайки. Припой, обозначенный Sn60Pb40, состоял из 60 % олова и 40 % свинца.Он переходит из твердого состояния в «мягкое» при 183 °C и в жидкое при 191 °C. Оловянный припой имеет очень хорошие эксплуатационные свойства и создает паяные соединения с металлическим блеском. Соединения методом холодной пайки образуются быстро, если компоненты встряхиваются или перемещаются на этапе охлаждения.
Припой SN63Pb37 является эвтектическим, что означает, что при 183°C он быстро переходит из твердого состояния в жидкое. Если температура падает, он так же быстро превращается из жидкого в твердое.
Согласно Директиве ЕС 2011/65/EU (RoHS = Restriction of Hazardous Substances) использование определенных опасных веществ ограничено. Это также относится к токсичному тяжелому металлу свинцу. По этой причине на несколько лет отказались от свинца в олове, используемом в производстве электрических и электронных устройств.
Бессвинцовый припой
Самым большим отличием от оловянно-свинцового припоя является повышенная температура плавления, которая составляет 218 - 230°С.Бессвинцовые припои в основном состоят из олова (Sn), к которому добавлено серебро (Ag), золото (Au) или медь (Cu).
К сожалению, текучесть и качество поверхности бессвинцового припоя намного хуже, чем у свинцового припоя. Наилучшие результаты достигаются при содержании в нем помимо олова 3 % серебра и 0,5 % меди (Sn3,0Ag0,5Cu).
3. Флюс
Флюс требуется в процессе пайки, чтобы обеспечить требуемую смачиваемость и плавучесть припоя на припое за счет уменьшения содержания оксидов на припое и поверхностях припоя, а также для предотвращения повторного окисления.
Кроме того, поверхностное натяжение жидкого припоя снижается, благодаря чему припой может плотно прилегать к заготовке. На практике флюс подается к месту пайки вместе с припоем. Для этого оловянный припой имеет трубчатую форму, внутрь которой залит флюс.
Обозначение типа F-SW-23 определяет в соответствии с DIN 8511, для каких материалов подходит флюс и насколько агрессивны его остатки.
F = обозначение флюса
S = материал припоя (S — тяжелый металл, L — легкий металл).
H = процесс пайки (H означает пайка, W означает пайку мягким припоем).
11 - 13 (высокая коррозионная активность - необходимо удалить остатки флюса).
21 - 28 (Слабокоррозийный - удалить остатки флюса).
31 - 34 (не вызывает коррозии - не требует удаления остатков флюса).
4) Приспособления для пайки
Классика среди припоев.При покупке паяльника стоит обратить внимание на дополнительные элементы, которые нужны для пайки или облегчают ее.
При пайке вам часто может понадобиться больше, чем две руки, потому что одна рука занята паяльником, а другая припаивается.В ситуации, когда печатную плату, компоненты или провода также необходимо удерживать в правильном положении для облегчения процесса пайки, применяется так называемый третья рука в виде небольшой подставки с зажимами типа «крокодил».
Если дополнительно использовать лупу для лучшего наблюдения за рабочим местом, то даже самые мелкие детали будут быстро спаяны.
Существует множество других практичных принадлежностей, таких как наборы штифтов для печатных плат, очистители наконечников припоя и диспенсеры для припоя, которые еще больше упрощают пайку.
Проверка принадлежностей для пайки
5) Вытяжка паров припоя
Система вытяжки паров припоя очищает воздух от паров припоя.Опасность для здоровья от паров при пайке должна быть как можно меньше. По этой причине даже те, кто занимается пайкой редко, должны использовать подходящую систему всасывания паров припоя, в том числе при работе только с бессвинцовыми припоями.
Канифольсодержащие аэрозоли, возникающие при пайке, всасываются непосредственно на рабочем месте и связываются в фильтре с активированным углем.Таким образом эффективно предотвращается прямой контакт с кожей, глазами и дыхательными путями.
Какой мощности должен быть паяльник?
При правильной мощности паять можно быстро и аккуратно.К сожалению, на этот вопрос нельзя ответить конкретными значениями. Мощность устройства должна соответствовать типу впаиваемых элементов. Чем прочнее паяльник, тем быстрее он достигнет более высокой температуры.
Если спаять два тонких провода, тепловыделение будет минимальным.В этом случае нет необходимости быстро разогревать паяльное жало. Для мелких электронных деталей достаточно паяльника меньшей мощности. Мощный паяльник может разрушить.
Иначе обстоит дело с экранирующими пластинами или заземленными паяными соединениями. Если материал с хорошей теплопроводностью значительно снижает температуру паяльного жала, его следует быстро нагреть, чтобы за короткое время достичь необходимой температуры пайки. Это, в свою очередь, возможно только с сильными паяльниками, которые также требуют более широкого наконечника в форме долота, чтобы тепло могло адекватно передаваться паяному соединению.Это обеспечивает быстрое выполнение процесса пайки без тепловой перегрузки компонентов.
Как правильно паять?
Прежде чем приступить к пайке, вы должны знать, как выглядит правильный трехэтапный процесс. Для правильных результатов их необходимо правильно проводить.
| Этап 1: Увлажнение Место пайки нагревается наконечником, а затем добавляется припой.Убедитесь, что место пайки полностью покрыто или смочено припоем. | Этап 2: Растекание На этом этапе жидкий припой должен затекать в места пайки и, таким образом, создавать соединение элементов на большой площади. | Этап 3: Склеивание В процессе склеивания паяное соединение охлаждается и затвердевает. На этом этапе заготовку ни в коем случае нельзя трясти, так как это приводит к образованию «холодного припоя». |
Наш практический совет: Оптимальная пайка
Весь процесс пайки должен занимать от 2 до 5 секунд, в зависимости от размера паяного соединения. Если через 5 секунд поток припоя все еще отсутствует, остановите процесс пайки и используйте более сильный паяльник.
Какие ошибки часто допускают при пайке?
Неправильный выбор паяльника
Припой не перешел в жидкую фазу.Если выбран паяльник со слишком малой мощностью, олово не перейдет в жидкую фазу, и паяное соединение будет иметь плохую проводимость или вообще не будет ее проводить.Кроме того, процесс пайки займет гораздо больше времени, что может привести к перегреву компонентов.
Паяльное жало отделяется слишком быстро
Если паяльное жало преждевременно удаляется из паяного соединения, фаза протекания не может возникнуть или возникает только частично. Фаза настройки, которая начинается слишком рано, приводит к недостаточному или неправильному контакту.
Неверная процедура пайки
Припой не выполняет соединение.Люди с меньшим опытом, как правило, наносят олово на жало припоя, а затем пытаются каким-то образом переместить пузырек жидкого припоя к месту припоя.
В этом случае, поскольку паяное соединение холодное, припой не сцепляется с поверхностью или компонентом.
Интенсивное использование припоя
Припой течет через покрытие сквозного отверстия.Применение слишком большого количества припоя обычно приводит к нежелательным перемычкам припоя.По этой причине, при пайке точек пайки близко друг к другу, всегда будьте осторожны, чтобы избежать короткого замыкания из-за перемычек припоя.
В случае сквозных контактных точек пайки (см. рисунок) избыток припоя может капать с нижней стороны печатной платы и вызывать короткие замыкания.
Перемещение компонентов во время фазы охлаждения
Припой ломается и не образует токопроводящего соединения.Если детали перемещаются во время фазы охлаждения, припой может сломаться там, где он еще мягкий.
Это приводит к трещинам в пайке и плохому контакту или его отсутствию.
Перегрев места пайки
Паяльная проушина выходит за пределы печатной платы.Если температура паяльника слишком высока или жало паяльника слишком долго остается в зоне пайки, может произойти термическое повреждение.
В случае кабелей в результате может расплавиться изоляция, а в случае печатных плат могут отсоединиться проводящие дорожки и наконечники для пайки.В экстремальных случаях это может вызвать невидимые микротрещины, которые приводят к нарушению проводимости.
Слишком высокая температура также может повредить компоненты.
Наш практический совет: следите за нагревом
Опыт показывает, что полупроводники, такие как диоды, транзисторы, тиристоры или симисторы, не обязательно подвержены тепловой гибели во время пайки. Электролитические конденсаторы гораздо более чувствительны к перегреву при пайке.
Как правильно распаять?
Не рекомендуется «ремонтировать» поврежденный паяный шов путем его повторного нагрева. Гораздо лучшим решением является удаление припоя и повторная пайка.
Когда компонент должен быть удален с печатной платы, олово должно быть удалено. Это можно сделать с помощью различных инструментов:
Демонтажный насос
При нажатии кнопки насос кратковременно создает вакуум. Насос для удаления припоя имеет на конце трубку из термостойкого материала.Устройство подпружинено и может кратковременно создавать вакуум при нажатии кнопки.
Паяльник предназначен для разжижения олова в месте пайки. Часто бывает полезно добавить немного свежего припоя при нагреве паяного соединения. Добавленный таким образом флюс обеспечивает достаточное разжижение всего припоя в паяном соединении.
Как только припой перейдет в жидкую фазу, наконечник насоса для всасывания припоя помещается на место пайки и включается насос.Это освобождает место пайки от жидкого припоя.
Оплетка для отпайки
Оплетка для отпайки идеально подходит для аккуратного удаления припоя.Оловянная оплетка состоит из оплетки из тонких медных проволок, пропитанных флюсом. Витая пара укладывается на холодный припой и прижимается паяльником.
Тепло от паяльного жала проникает в демонтажную оплетку и расплавляет припой в месте пайки. Жидкий припой втягивается в оплетку под действием капиллярных сил.Если на стыке остались оловянные отложения, «изношенный» отрезок оплетки следует отрезать и повторить процесс.
Этот метод удаления припоя намного мягче, чем откачка, поэтому плетеные провода идеально подходят для небольших точек пайки с тонкими токопроводящими дорожками.
Демонтажные устройства
Профессиональная электростанция с паяльником и демонтажным утюгом. Демонтажные устройстваидеально подходят для сервисных мастерских и лабораторий электроники, где выполняется множество работ по пайке и распайке.В некоторых случаях паяльные и демонтажные станции предлагаются как агрегаты, совмещающие обе функции в одном устройстве.
Демонтажные устройства имеют полый нагреваемый наконечник, который полностью окружает место пайки. Вакуумный насос создает вакуум, необходимый для отсасывания горячего припоя.
В зависимости от области применения (кабельные компоненты или компоненты SMD) существуют различные версии устройств для распайки.
Пайка SMD: на что обратить внимание?
SMD является аббревиатурой от Surface Mounted Device и означает компонент поверхностного монтажа, который не имеет соединительных проводов и поэтому припаивается непосредственно к печатной плате.
В промышленном производстве технология поверхностного монтажа экономит время и деньги. Кроме того, устройства становятся меньше, так как плотность монтажа может быть значительно увеличена.
При ремонте SMD-компонентов, когда переделываются небольшие паяные соединения или заменяются SMD-компоненты, требуется большая ловкость. Поэтому для распайки SMD используются специальные инструменты:
Пинцет для распайки
Паяльник и пинцет в одном устройстве.Биполярные SMD-компоненты можно очень легко отпаять с помощью пинцета, который сочетает в себе паяльник и пинцет в одном умном устройстве.
При захвате компонента демонтажным пинцетом точки пайки нагреваются с обеих сторон. Припой становится жидким за очень короткое время, и компонент можно удалить с печатной платы пинцетом.
Во избежание перегрева как можно скорее поместите элемент на термостойкую поверхность.
Оборудование для пайки горячим воздухом
Когда электронные компоненты в технологии SMD имеют несколько соединений, для их разборки и сборки используются термовоздушные устройства, не имеющие физического контакта с припаиваемыми деталями.Процесс пайки осуществляется путем направления образующегося горячего воздуха на припаиваемые элементы. Пайка горячим воздухом особенно удобна для работы с небольшими и хрупкими деталями. Он отлично работает в процессе распайки компонентов.
Бывает, что термовоздушный паяльник интегрирован с паяльной станцией, которая обычно имеет довольно большие габариты.
Доступны различные насадки для различных компонентов.В дополнение к многоцелевым точечным соплам имеются также сменные сопла, специально адаптированные к конструкции интегральных схем.Таким образом, вы можете отключить все соединения процессора и снять компонент с печатной платы за одну операцию.
Особой проблемой является профессиональная пайка компонентов SMD.
Из-за чрезвычайно малых размеров мелкие детали, а также небольшие токопроводящие дорожки могут быть очень быстро разрушены во время пайки. Поэтому в начале стоит потренироваться в пайке и выпаивании SMD-компонентов на старых и ненужных платах.
В частности, необходимо осторожно обращаться с оборудованием для пайки горячим воздухом, чтобы не повредить плату чрезмерным нагревом.
Алюминий паять не так просто, как, например, медь или латунь. Проблема заключается в оксидном слое, который образуется поверх алюминия в течение нескольких минут, когда алюминий вступает в контакт с кислородом окружающего воздуха.
В отличие от черных металлов, где слой оксида или ржавчины медленно, но неуклонно разрушает металл, оксид алюминия образует своего рода уплотнение, защищающее материал. В процессе анодирования на алюминий наносится оксидный слой для защиты и улучшения качества заготовки.Также следует обратить внимание на температуру паяемого алюминия. Перегретый алюминий становится хрупким и мягким.
Сварка, пайка или мягкая пайка?
Сварка и пайка обеспечивают очень прочные соединения, но технически очень сложны. По этой причине алюминиевые детали в основном соединяются между собой мягкой пайкой. Однако, если вы хотите паять алюминий, вам нужно обратить внимание на несколько моментов и использовать правильные инструменты.
Материалы, необходимые для пайки алюминия
Газовая горелка
Поскольку алюминий является очень хорошим проводником тепла, его можно использовать для нагрева паяного соединения до требуемой температуры ок.380°С, используйте газовую горелку.
Алюминиевый припой
Для мягкой пайки алюминия требуется специальный алюминиевый припой. Различают фрикционный припой (например, AL370 или AL380), который необходимо вводить в место пайки, и капиллярный припой (например, AL 390), автоматически затекающий в зазоры и трещины.
Флюс
Флюс обычно используется для пайки. Флюс предназначен для химического удаления оксидного слоя или предотвращения окисления алюминия в процессе пайки.Это также улучшает текучесть припоя.
Если вы работаете с фрикционным припоем, флюс можно наносить на место пайки кистью сразу после очистки. Флюс герметизирует паяное соединение и предотвращает контакт алюминия с кислородом воздуха. В случае капиллярного припоя припой покрыт твердым флюсом.
Процесс пайки
Температура плавления оксидного слоя на алюминии 1600 - 2100°С. Сам алюминий плавится при температуре 580 - 680°С.Поскольку оксидный слой препятствует процессу пайки, его необходимо удалить перед пайкой. Это можно сделать щеткой из нержавеющей стали или шлифовкой.
Затем место пайки должно быть защищено флюсом или процесс пайки должен быть начат немедленно. Точка пайки доводится до необходимой температуры с помощью горячей газовой горелки. Поскольку алюминий не тускнеет и не меняет цвет при воздействии тепла, требуется некоторый опыт в отношении того, когда можно наносить припой.При необходимости поможет инфракрасный термометр.
Если используется фрикционный припой, используйте отвертку или небольшой шпатель, чтобы втереть жидкий припой в паяное соединение. В случае капиллярного припоя припой автоматически поступает в паяное соединение. Всегда следите за тем, чтобы паяное соединение имело правильную температуру.
После завершения процесса пайки заготовка должна остыть, после чего ее можно очистить от остатков флюса. Поскольку флюс растворяется в воде, для очистки достаточно проточной воды и щетки.При необходимости место пайки можно отшлифовать и отполировать.
Наш полезный совет: при необходимости предварительно нагрейте компоненты
Для цельных алюминиевых заготовок имеет смысл предварительно нагреть их в печи. Тогда тепловыделение в месте пайки уже не так велико и температура пайки достигается быстрее.
В качестве основы для пайки используйте огнеупорный камень или кирпич. Металлическая пластина в качестве площадки для пайки будет слишком сильно рассеивать тепло.
Курс пайки - первый раз паяльником, частые ошибки • FORBOT
- Блог
- Статьи
- Основы
- Курс пайки - №3 - первый раз паяльником, частые ошибки
В этой части курса пайки мы начнем работать на практике.Изучим самые важные правила пайки и работы с инструментами.
Благодаря этому в следующих статьях мы будем заниматься только самым важным, т.е. пайкой новых, новых электронных компонентов. Но начнем с самого начала, т.е. информации о самой пайке.
Закажи набор элементов и начни учиться на практике! Идти в магазин "Цель 3 части курса пайки
В этой серии вы всегда найдете очень краткую информацию о предположениях для данной статьи в начале.Курс пишется по определенному графику и не всегда речь пойдет об идеальном феврале - иногда важнее будет что-то другое.
На этот раз цель - ознакомиться с паяльником (особенно с его жалом), понаблюдать за тем, как ведет себя расплавленный припой и как организовать свое рабочее место. В этом выпуске мы не будем (пока) стремиться к идеальным припоям.
Пайка (мягкая) в электронике
Курс пайки явно связан с электроникой, поэтому здесь обсуждается мягкая пайка. Во время этого процесса мы хотим соединить два металла, используя сварной шов с температурой плавления ниже, чем температура плавления соединяемых металлов. Мягкая пайка работает в диапазоне до 450ºC, однако в электронике мы используем ближе к 250ºC.
На практике: берем два металла (печатную плату и элемент или два элемента) и затем соединяем их расплавленным оловом.
Также стоит знать что такое пайка , чего в курсе нет.Это соединение металлов со связующим, расплавленным до температуры свыше 450°С (чаще всего до ~ 2000°С). Здесь, например, вместо паяльников используются кислородно-ацетиленовые горелки, а сама связка может быть, например, из чистой меди. Конечно, такие соединения намного прочнее, но в электронике они не используются. Эта технология используется, например, при соединении труб.
Пайка в три этапа
Вспомните теперь, что процесс пайки можно очень упростить до трех шагов.Это будет последовательно:
- размещение паяльника на элементе и площадке,
- предварительный нагрев спаиваемых поверхностей,
- плавление жести горячими элементами.
Самая большая, наиболее распространенная и наихудшая ошибка — это попытка пайки путем нагревания олова на наконечнике и последующего перемещения его к месту пайки. Мы определенно нет!
ОШИБКА! Мы никогда не носим расплавленное олово на наконечнике!
Исключением являются специальные миниволновые жала для пайки компонентов SMD.
Однако мы не будем их сейчас использовать - это продвинутая тема.
Необходимое оборудование
В этом разделе курса мы будем на практике использовать паяльную станцию, олово и универсальный держатель (третья рука). Более подробно все эти инструменты я описал в предыдущей части курса. Для формальности напомню, что идентичный набор инструментов можно приобрести в Ботландии:
Набор самых необходимых инструментов для курса пайки m.в: паяльная станция , жесть, отсос, третья рука, бокорезы, защитные очки, оплетка и отвертки.
Заказать на Botland.com.pl » Уже есть комплект? Зарегистрируйте его, используя прикрепленный к нему код . Подробности "Потребуются дополнительные детали из набора для обучения пайке. В этом разделе это будет плата с маркировкой 1/5.Нам пока не нужны никакие компоненты.
Тренировочный тайл для этой части курса.
Если у Вас еще нет набора элементов и пластин для курса, хочу напомнить, что готовые наборы также доступны в Ботланде:
В комплект входят 5 печатных плат и электронные детали для курса пайки m.in: диоды, резисторы, шпильки, переключатели!
Заказать на Botland.com.pl »Популярный пакет (элементы и инструменты): Паяльный мастер
Уже есть комплект? Зарегистрируйте его, используя прикрепленный к нему код . Подробности "Что такое печатные платы?
В комплект, подготовленный для курса пайки сквозных элементов, входят пять печатных плат , иначе называемых печатными платами от англ. Printed Circuit Board. Учитывая, что это курс для начинающих, я воспользуюсь моментом, чтобы познакомить вас с печатными платами в целом.
Печатная плата = Печатная плата = Печатная плата
Эти печатные платы - "зеленые с электроникой", как вы часто слышите от людей, незнакомых с предметом. Вы наверняка сами знаете плитки, которые видели в электронных устройствах.
На курсах электроники вы наверняка сталкивались с контактными пластинами. Для справки, это были пластиковые прямоугольники с жабрами внутри.Для того чтобы построить электронное устройство, необходимо было расположить элементы таким образом, чтобы с помощью пластин и проводов получил соответствующие электрические соединения.
Пример упражнения на контактной пластине.
Это невероятно удобно, но до определенного момента. Если мы закончим проектирование и тестирование, то собрать схему на печатной плате будет намного проще. Такое соединение будет намного надежнее. Мы также избежим необходимости делать соединения из незакрепленных проводов.
Конечно можно, потому что плитки предназначены для конкретного применения *. Для этого используется специальное программное обеспечение САПР. Одним из самых популярных среди любителей является EAGLE (если интересно, смотрите курс).
* Исключением являются универсальные печатные платы, о которых мы здесь говорить не будем. 90 103
Разумеется, в начале ваших приключений с пайкой вы будете использовать уже готовые платы. Что касается этого курса.Вам не нужно беспокоиться об их дизайне.
Конструкция печатной платы
Перейдем к построению доски. В начале будет полезна наглядная фотография, ниже вы можете увидеть схему сложного теста из соседней статьи (количество резисторов - это намеренная процедура).
Пример проекта, распаянного на печатной плате.
Из-за способа проектирования и создания печатных плат можно выделить несколько слоев. Если смотреть сверху, на плате видны элементы ( элементов, слой ), который также называется ВЕРХНИМ слоем.Затем идет слой описания , то есть те самые белые отпечатки на доске. Благодаря им очень легко найти место для данного элемента.
Графически все выглядит следующим образом:
Поперечное сечение печатной платы.
Далее идет основной элемент платы, т.е. ламинат (чаще всего стеклоэпоксидный). Это изолятор, т.е. материал, который не проводит электричество. Стандартно имеет толщину от 1,5 до 3 мм.
Перевернув тарелку, мы увидим самые интересные для нас слои.На этот раз начнем сразу с иллюстрации, продолжив пример выше с одним резистором:
Сечение всей печатной платы.
Ножки элементов проходят через просверленные в ламинате отверстия на другую сторону. Первый слой на этой стороне — это слой дорожек . То есть правильно устроенные медные соединения. Такая голая плитка с дорожками выглядит так (фото взято с курса минисумо):
Медные следы на ламинате.
Следующий слой — паяльная маска — зеленая краска, покрывающая нижнюю сторону плитки.Это слой, который изолирует и защищает медь от повреждений.
Что касается цвета, то зеленый стал стандартом для - конечно возможно изготовление плитки другого цвета.
Места последующей пайки (контактные площадки) не закрыты паяльной маской. Для защиты от внешнего мира и облегчения последующей пайки их покрывают тонким слоем олова, отсюда и название процесса: лужение . В более дорогих плитках подушечки позолочены.
Отсутствие паяльной маски и лужения приведет к быстрому окислению меди
, что значительно ухудшит ее свойства.
Между ножкой элемента и луженой площадкой припоя "есть место", , в котором будем плавить олово. Здесь мы будем соединять элемент со всей печатной платой.
Вся другая сторона платы, как вы можете догадаться, называется нижним слоем.
Сколько слоев имеет печатная плата?
В приведенном выше описании примера печатной платы я упомянул несколько слоев (элементы, описание...). Однако на вопрос "сколько слоев у этой платы" придется ответить один!
Если электронщик спрашивает количество слоев, он опускает менее важные , т.е. описание. Такой вопрос, как этот, всегда касается количества медных слоев. В данном случае у нас был только один внизу.
Есть, правда, двусторонние пластины (с медью на ВЕРХНЕМ и НИЗНЕМ слоях).
Более того, есть даже пластины, содержащие внутри слои меди.
Тем не менее, эта тема довольно сложная, поэтому я закончу здесь.Самое главное, имейте в виду, что этот курс охватывает односторонние пластины с компонентами со сквозными отверстиями. То есть там, где медный слой только на дне, а ножки всех элементов ставятся через просверленные в ламинате отверстия.
Откуда берутся печатные платы?
В качестве любопытства стоило бы узнать, откуда берутся такие ПХБ. У нас есть два варианта, первый будет , чтобы сделать плитку самостоятельно. Ламинат с медным покрытием можно приобрести практически в любом магазине.
Но как избавиться от ненужной меди и создать соединения? Для этого разработанный рисунок необходимо перенести на пластину (чаще всего фотохимическим или термопереносом). Затем пластину следует протравить, то есть в химическом реагенте.
Подробный, практический пример самотравления платы с более подробным описанием можно найти на форуме, в статье про сборку робота минисумо.
Второй вариант — отдать задачу на аутсорсинг компании, которая на ней специализируется.К сожалению, это не самое дешевое решение, но качество получаемой плитки будет несравненно лучше. Особенно с более сложными печатными платами.
В домашних условиях у нас не получится
в т.ч. даже паяльная маска или белый описательный слой.
Пример двусторонней плитки от моего робота, которую я не смог сделать дома.
Тарелки, входящие в набор , изготовлены на специализированном предприятии. Контактные данные рекомендуемых производителей можно найти в нашем каталоге компаний »
Что будем паять?
Цель этой части, как упоминалось во введении, - знакомство с паяльником.Поэтому мы пока не собираемся паять электронные компоненты. Мы позаботимся об оловянном покрытии подушек подходящего дизайна.
Печатная плата состоит из 4 секций:
- 1/5 плитки.
- Версия с маркировкой секций.
Соответственно:
- Зеленая секция - колодки соединены тройками,
- Оранжевая секция - колодки соединены с большим прямоугольником,
- Красная секция - контактные площадки объединены в большой прямоугольник (без пробелов),
- Без цвета - круглые накладки с отверстиями (для вставки элементов).
Судя по всему первые 3 раздела идентичны. Ведь серебряные подушечки одного размера. Однако ключом здесь является их комбинация . Благодаря этому мы сможем проверить, как площадь спаянного места влияет на весь процесс. К которому мы вернемся позже.
Настройка оборудования
Начнем с настройки третьей руки, универсальной рукоятки. Благодаря этому на можно будет удобно паять иммобилизованную плату. Лучше держать инструмент перед собой.
Для большей устойчивости третью руку
можно прикрепить к столешнице (например, с помощью двустороннего скотча).
Из-за того, что мы оказываем мягкое давление на печатную плату при пайке, все это должно быть правильно прикручено. Я также предлагаю вам повернуть относительно тяжелую лупу назад. Будет хорошим противовесом.
Мое предложение по настройкам:
Первый контакт с паяльником
Пришло время первого контакта с паяльником. Поместите станцию с подставкой для паяльника на стол с правой стороны.Такой вариант будет наиболее удобен для правшей. Главное не тянуться к паяльнику по диагонали (избежим запутывания кабелей).
Тогда перед подключением к блоку питания стоит ознакомиться с предельно простым интерфейсом нашей станции. На передней панели мы находим светодиодный индикатор и большую ручку для выбора интересующей нас температуры.
Светодиод горит только при работающем нагревателе!
Таким образом, его нормальное поведение - неравномерное мигание.
Паяльная станция - вид спереди.
Разумеется, сначала нужно подключить паяльник к соответствующему разъему. Штекер не может быть подключен наоборот, так что нам не о чем беспокоиться. Затем затяните гайку. Вероятность того, что мы его открутим в будущем, очень мала.
Паяльник подключен к станции.
Также перед подключением к электричеству обязательно снимите с наконечника защитную трубку . Это было полезно только при транспортировке станции.Сейчас самое время познакомиться и с паяльником. Вам не обязательно делать это самостоятельно, просто посмотрите на фото ниже.
Снимаем защитную трубку.
Как видите, открутив гайку, мы можем снять крышку и вынуть наконечник. Делать это нужно осторожно, чтобы не повредить белый нагреватель. В будущем, когда вы начнете работать с более мелкими элементами, вы сможете купить более тонкий наконечник.
Паяльник в разобранном виде.
Теперь можно подключить станцию к электричеству и включить выключатель с правой стороны.Установите температуру от 250 до 300ºC и подождите, пока диод не перестанет светиться.
Тем временем не забудьте намочить прилагаемую губку. Благодаря ему мы сможем легко очистить жало паяльника. Губка должна быть влажной, а не полностью мокрой!
Правильно смоченная губка должна выглядеть вот так!
Лужение наконечника
В интернете можно найти различные способы ухода за наконечником стрелы. Наша цель — всегда сохранять красивым и блестящим. Лужение включает расплавление большого количества олова на кончике наконечника и последующую очистку его губкой. После такой операции все должно быть гладким и серебристым.
Наш наконечник не должен выглядеть так:
Разрушенный наконечник стрелы.
Наконечники покрыты специальным покрытием! Очистка наконечника ножом или наждачной бумагой приводит к необратимому повреждению наконечника !
Теперь можно (!) спокойно приступать к пайке.
Раздел 1 — «Прокладки Easy Pads»
Начнем со случая, когда наши контактные площадки соединены с остальной частью схемы тонкой дорожкой. У этой ситуации есть один недостаток и одно преимущество. Большим плюсом является то, что площадь обогрева относительно небольшая, поэтому быстро наберет нужную температуру.
К сожалению, с другой стороны, такая маленькая поверхность делает легким перегревом ламината и разрушением площадки припоя.
Разрыв паяльной площадки , ситуация, когда мы слишком сильно нагреваем площадку и механически отрываем ее от ламината.Это одна из самых серьезных поломок , которые могут с нами случиться. Я покажу пример такого явления в следующей статье.
Мы знаем, чего ожидать, поэтому пора действовать. Вернуться к пластине, установленной в держателе. Вначале мы хотим покрыть верхние площадки припоя тонким слоем.
Плата установлена в держателе.
Чтобы нанести олово на подушечки, сначала приложите наконечник к полю и подождите, пока он нагреется. Сколько ждать точно не скажу - сложно сказать.Главное действовать спокойно. Например, вы можете сосчитать в уме до 5
.Затем прикладываем олово к месту контакта наконечника с подушечкой. Помните, что олово должно плавиться в основном от тепла припоя. Если все прошло хорошо, мы увидим блестящий, даже рельефный , когда закончим на подушке. Стоит помнить, что нельзя держать в ней долго нагретый наконечник после того, как олово расплавится.
Когда мы увидим, что олово расплавилось, берем наконечник стрелы и заканчиваем операцию!
Хороший припой должен оставаться блестящим и гладким!
Лучше всего это показано в фильме:
Жидкость, которая выделяется при пайке — это флюс, о котором я писал в предыдущей статье.Благодаря этому олово намного лучше растекается по полю припоя. Незначительные следы, видимые после пайки, можно смыть изопропанолом.
Давай, попробуй - теперь твоя очередь паять! Ниже показаны мои результаты крупным планом. Проверьте различное время нагрева, вы также можете поэкспериментировать с количеством олова и температурой.
Это наука, тут ничего не сломаешь!
Раздел 2 — «Средние колодки»
Теперь пришло время для дополнительных колодок.На этот раз они соединены между друг с другом четырьмя тонкими дорожками. Более того, вокруг контактных площадок имеется медь, которая является очень хорошим проводником, в том числе и термически. Как только вы начнете нагревать площадку , ее окрестности начнут отбирать у нее тепло. Как вы, наверное, уже догадались, это затруднит плавку олова.
Следовательно, нужно будет дольше нагревать колодки. Вот тут-то и пригодится большая мощность паяльника, о которой я писал в первой части.
На этот раз в начале я приложил паяльник слишком коротко. Как видите, олово не так легко растеклось по всей колодке:
Вблизи мой эффект выглядел так:
Впаянная секция второй контактной площадки.
Раздел 3 — «Жесткие прокладки»
Как вы понимаете, последний участок, в котором колодки не отделяются друг от друга, будет самым сложным. Здесь нагреть медь до нужной температуры будет сложно.Во время этого примера стоит даже немного повысить температуру паяльника, например до 300 градусов.
В видео ниже вы можете увидеть, что происходит, когда мы нагреваем площадку слишком мало. При нанесении олова на первые подушечки приходилось потом дольше держать наконечник, избегайте таких ситуаций!
В итоге вышло не так уж и плохо:
Окончательный эффект, первый контакт с паяльником!
Если ваш первый февраль выглядит иначе, не переживайте.Все придет со временем. Кроме того, мои тоже не идеальны. Наконец, вид на окончательную версию сверху:
Окончательный эффект, первый контакт с паяльником!
Если у вас возникли проблемы с выполнением этих задач, внимательно прочитайте следующий раздел. Делитесь эффектами своей работы в комментариях — фотографии приветствуются!
Пайка - распространенные ошибки
Мы еще не начали паять элементы, поговорим о багах? Да, к сожалению, но вы можете сделать несколько ошибок на этом этапе.Самые распространенные из них:
- слишком мало жести (не покрывает всю подушку),
- слишком много олова,
- пайка при слишком низкой температуре.
Как избежать вышеуказанных ошибок? Вполне очевидно (выбрать правильную температуру и использовать оптимальное количество олова). С золотой серединой сложнее, как ее достичь.
Здесь пригодится практика, много практики!
Поэтому тщательно залудите все 47 тестовых площадок на плате!
Для того, чтобы легче было выявить проблемы, я сделал видео, на котором показано формирование каждой из вышеперечисленных ошибок (я делал это на более старой плате-прототипе):
Если у вас возникли какие-либо из перечисленных выше ошибок, не беспокойтесь о них сейчас.В следующих статьях мы также затронем тему устранения самых распространенных проблем!
Резюме
Этот раздел относительно длинный, но я должен был описать его фундаментальные основы. Когда мы перейдем к , мы сосредоточимся на пайке элементов. Я покажу вам, как и где наносить наконечник и сколько использовать олова. Это была просто практика! Если вы думали, что эти упражнения бессмысленны, потому что на практике мы не видим таких колодок в медном корпусе, вы очень ошибались! Вскоре вы узнаете, где пригодятся знания из этого эпизода!
Самое важное, что нужно запомнить после этого урока:
- Идеальный припой, гладкий и блестящий,
- мы никогда не носим олово на кончике,
- температуру и время нагрева следует подбирать для определенного места на тарелке,
- держите наконечник в чистоте – никогда не используйте абразивные/острые материалы.
В следующей статье мы припаяем недостающие элементы к обсуждаемой здесь плате. Если у вас есть какие-либо вопросы, не стесняйтесь комментировать . Мы обязательно решим проблемы вместе. Я только прошу, чтобы обсуждение было специфичным для обсуждаемых здесь примеров.
Закажи набор элементов и начни учиться на практике! Идти в магазин " Автор курса, фото и видео: Дамиан (Трекер) Шимански
Автор схемы печатной платы: Михал Куржела
Статья была интересной?
Присоединяйтесь к 11 000 человек, которые получают уведомления о новых статьях! Зарегистрируйтесь и вы получите файлы PDF с (m.в по питанию, транзисторам, диодам и схемам) и список вдохновляющих DIY на основе Arduino и Raspberry Pi.
Олово, курс Пайка, пайка, паяльник, площадки, печатные платы
.Обучение пайке компонентов SMD - Gotronik.comGotronik.com

Обучение пайке компонентов SMD
У нас есть отличное предложение для начинающих электронщиков. Вы уже освоили пайку сквозных компонентов THT , но пайка компонентов SMD - это пока черная магия? Мы покажем вам, как паять и что использовать, чтобы сделать вашу работу проще и эффективнее.
Для прохождения практического курса вам понадобится учебная доска.В магазине GOTRONIK мы подготовили два варианта: BTE-388 или BTE-389 . Помимо пластины, вам понадобятся еще несколько инструментов и несколько опциональных. Мы подготовили такой список. Вы найдете его ниже.
Список предметов первой необходимости:
Список дополнительных элементов:
Теперь рассмотрим предлагаемые комплекты BTE-388 и BTE-389 .
БТЭ-389
БТЭ-388
Как паять?
Есть много способов хорошо паять.Любой, набравшись навыков в пайке, может модифицировать свою технику - самое главное правильный конечный результат. В начале мы покажем вариант, не требующий паяльной пасты, а затем обсудим вариант с использованием паяльной пасты (упрощает сборку, но требует последующей очистки и промывки пластины).
SMD-компонентыможно паять обычным паяльником или с помощью паяльной станции. Следует иметь в виду, что даже самая лучшая в мире паяльная станция не обеспечит полного успеха в пайке - необходимы опыт и сноровка, которые можно приобрести только на практике.Для новичков в электронике рекомендуем купить паяльную станцию с регулировкой температуры. Если печатная плата некачественная и припаянный элемент слишком долго нагревается, то медный токопроводящий тракт может отслаиваться от слоя ламината. В критической ситуации печатная плата может быть повреждена. Использование паяльной станции дает нам возможность регулировать температуру жала. Наиболее распространенные стандартные сплавы олова паяют в диапазоне температур от 350°С до 420°С. Чем выше температура, тем быстрее происходит процесс пайки.Поэтому, по самому широкому мнению, начинающему электронщику следует выставлять температуру около 360-370°С. В результате процесс пайки будет медленнее и останется больше времени на возможные исправления.
Другой способ сборки SMD-компонентов — использование станции для пайки горячим воздухом, широко известной как HOT-AIR. Сначала вручную наносим паяльную пасту (флюс, смешанный с мелко «перетертым» оловом. Затем пинцетом размещаем электронные компоненты SMD на те места, где была нанесена паяльная паста.Затем направляем струю горячего воздуха от станции HOT-AIR на ранее расставленные элементы. Паяльная паста плавится. Поверхностное натяжение расплавленной пасты будет соответствующим образом «позиционировать» SMD-элемент между контактными площадками печатной платы. Теоретически процесс очень прост, но требует от припоя некоторой практики и может вызвать затруднения поначалу при нанесении пасты. SMD-компоненты могут сдуться с печатной платы и т. д. Поэтому для новичков при пайке отдельных SMD-компонентов рекомендуем процедуру, описанную ниже.
Следующий шаг:
1.) Возьмите паяльник и нагрейте примерно до 380 градусов Цельсия. Температуру подбирают в зависимости от типа плитки. Прикладываем горячий наконечник к одной площадке и ставим олово.
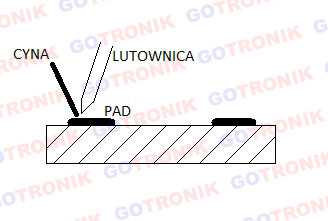
Шаг 1
2.) Таким образом мы наносим небольшое количество олова на паяльную площадку.
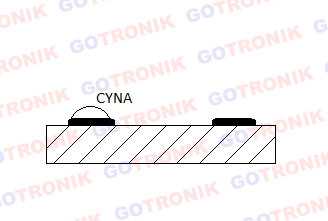
Шаг 2
3.) С помощью пинцета переместите элемент SMD и поместите его в то место, куда мы хотим его припаять. Расположите его ровно, а затем прижмите сверху пинцетом.Теперь прикладываем жало паяльника к предварительно залуженной площадке для припоя, пока олово не расплавится и берем жало.
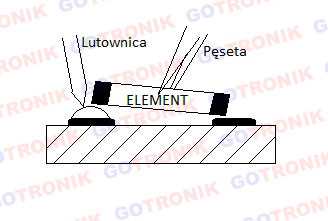
Шаг 3
4.) Теперь мы можем взять пинцет.
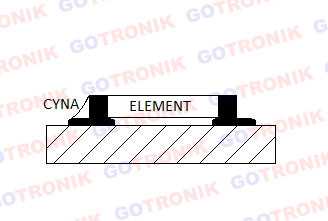
Этап 4
5.) Приложите олово и наконечник к другому концу элемента.
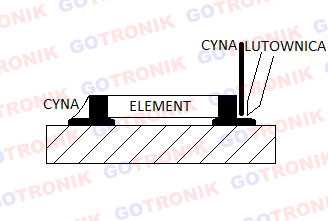
Шаг 5
6.) Только теперь мы можем исправить первое число Feb. Готовый.
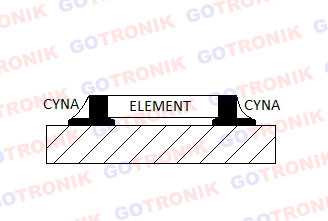
Шаг 6
Если вы хотите использовать паяльную пасту, вы должны нанести ее на контактные площадки (небольшое количество).Пинцетом укладываем элемент SMD , который теперь не двигается благодаря пасте. Ставим олово и припаиваем.
В отдельных статьях мы подготовили описание порядка и расположения напаянных элементов на учебных платах.
БТЭ-389 - ЗДЕСЬ
БТЭ-388- ЗДЕСЬ
Аналог
.Пайка
Введение
Пайка алюминия — сложный процесс. Основными трудностями, возникающими при пайке, являются: низкая температура плавления алюминия и его сплавов, высокая проводимость и тепловое расширение, а также объемная усадка, высокое химическое сродство к кислороду при контакте с воздухом, покрытие трудноплавкой, несмачиваемой слой его оксидов жидкими припоями.
Пайка алюминия считается относительно сложным процессом.Основные трудности, возникающие при пайке:
- низкая температура плавления алюминия (ок. 660°С) и его сплавов (даже ниже 500°С),
- высокая проводимость и тепловое расширение и объемная усадка,
- высокое химическое сродство к кислороду при контакте с воздухом и покрытии неплавким (2050°С), несмачиваемым жидким припоем слоем его оксидов.
Из-за низкой температуры плавления для пайки применяют только Zn-Al припой с температурой плавления, в зависимости от содержания алюминия, в пределах 382-450°С и Al-Si припой с температурой пайки 570 алюминий и его сплавы -585°С.
Подготовка, удаление оксидов
Проблема удаления оксидного слоя с поверхности припаиваемых элементов решается правильной подготовкой элементов к пайке и применением соответствующих флюсов. Наше предложение включает в себя ряд продуктов, производимых нашей компанией под названием ALUTOP, это коррозионно-стойкие и неагрессивные пасты, наполненные внутри флюсом, а также алюминиевые проволоки и их сплавы различных диаметров. При выборе подходящего флюса обращайте внимание на его назначение и диапазон температур его действия, чтобы он совпадал с температурой плавления припоя.Еще один момент, который следует учитывать при выборе флюса, — это коррозионная активность остатка после флюса (шлака). Остатки флюса, содержащие хлориды и фториды щелочных металлов, необходимо тщательно удалять из-за их очень сильного коррозионного действия. Остатки антикоррозионной пасты КО100 легко удаляются чистой водой.
Процесс пайки
Смесь пропан-бутан+кислород или пропан-бутан+воздух чаще всего используется для нагрева элементов при пайке пламенем.Первым показателем достижения нужной температуры является момент, когда паста начинает плавиться, затем через какое-то время можно начинать подавать припой, который начинает течь и где за счет капиллярного эффекта втягивается в зазоры. За это время пламя следует направить на место пайки и на припой, чтобы он полностью расплавился. После расплавления припоя прекратите нагрев, чтобы не сжечь компоненты.
 |
Пайка - что это такое? Откройте для себя виды пайки
Паяльник является одним из важнейших инструментов мастерской. Он пригодится для многих работ — как мелких, так и гораздо более сложных. Его отличные характеристики не могут быть заменены никаким другим оборудованием. Узнайте, что такое пайка, какие существуют способы пайки и для чего она чаще всего применяется. Приглашаем к чтению!
Пайка что это? Как происходит процесс пайки?
Если вы хотите соединить два элемента из металла, лучше всего использовать паяльник, о котором мы рассказали в следующей статье: https://www.ebmia.pl/wiedza/porady/narzedzia-porady/lutownica/ . Хорошо выполненная пайка обеспечит прочное и стабильное соединение. Весь процесс очень прост. Само устройство компактное и удобное в использовании. Вам не нужны специальные знания, чтобы использовать его. Достаточно знать несколько важнейших правил обработки металла.
Процесс пайки заключается в соединении двух металлических деталей специальным связующим (припой/припой). Материал, которым соединяются два металлических элемента, обладает физико-химическими свойствами элементов из группы металлов.Благодаря этому выполненное соединение выглядит действительно хорошо и долговечно. Тем не менее, сварной шов будет заметен на первый взгляд, но на качестве выполненной работы это никак не сказывается.
Наряду с пайкой довольно популярным методом металлообработки является сварка. Однако следует помнить, что в отличие от нее пайка никак не влияет на структуру соединяемых припоем материалов. Более того, вся работа происходит при правильной температуре, что не позволяет повредить или расплавить отдельные детали.Однако он настолько высок, что легко пластифицирует связующее. В определенный момент работы с паяльником все элементы — как соединяемые металлические детали, так и само связующее — достигают одной температуры, т. е. температуры пайки. Это немного выше, чем нужно для расплавления припоя, но и достаточно низко, чтобы не испортить соединяемые детали.
Переходя к более специализированным вопросам, в процессе пайки используются два основных физико-химических явления, а именно диффузия и адгезия.Когда припой расплавляется, он начинает проникать в зазор между двумя деталями, а мелкие частицы попадают в поры на их поверхности. Самое главное, что между клеем и соединяемыми деталями создается прочная металлическая связь. Именно поэтому так важно предварительно очистить детали от оксидного слоя. Чтобы обеспечить прочное соединение, стоит использовать специальный флюс для пайки.
Самый распространенный способ пайки – это, конечно же, паяльник.Однако опытные энтузиасты-самоучки иногда вместо паяльника используют выжигатель. Ведь паяльник намного точнее и к тому же безопаснее. Однако, какое бы решение вы ни выбрали, не забудьте правильно его оптимизировать, то есть, в первую очередь, установить правильную температуру. Именно этот аспект больше всего влияет на окончательный результат пайки.
Процесс пайки
Таким образом, процесс пайки выглядит следующим образом:
-
Очистка элементов, подлежащих пайке.
-
Нагрев детали до температуры на 30-50°С выше температуры плавления припоя.
-
Нанесение флюса и припоя на соединяемые кромки.
-
Ожидание процесса диффузии и взаимной адгезии.
-
Охлаждение связующего до затвердевания.

Виды пайки
Когда вся самая важная информация о том, что такое пайка, и ход всего процесса, стоит также узнать, какие бывают виды пайки.Стоит знать, почему было создано такое деление, из чего оно вытекает и что характеризует каждый тип.
Процесс пайки может осуществляться несколькими способами. Вариантов много и описать их все невозможно, поэтому мы специально опускаем методы промышленной пайки, которые достаточно сложны. Вместо этого мы сосредоточимся на самых популярных, а главное, самых практичных методах, которые можно использовать даже в домашней мастерской.
Среди двух наиболее распространенных и важных методов пайки можно выделить: мягкую пайку, которая выполняется при температуре ниже 450°С, и пайку, о которой говорят, когда температура превышает 450°С.Что же касается основных отличий между ними, то они в основном заключаются в различном протекании всего процесса пайки. Разумеется, температура, при которой проводятся работы, тоже бывает разной. Его доводят до температуры плавления связующего. Условием является, конечно, отсутствие риска повреждения соединяемых частей. Наилучшая температура для качественного выполнения работ должна быть на 30-50°С выше температуры плавления припоя.
Благодаря тому, что мы написали выше, очень легко увидеть зависимость между плавкостью припоя и методом пайки.Мягкая пайка может производиться присадочным металлом с максимальной температурой плавления 400°С, тогда как при пайке используются среднеплавкие металлы. Также стоит учитывать термочувствительность материалов, которые будут соединяться между собой. Для более мягких металлов лучше использовать мягкую пайку. Пайка может успешно использоваться для изготовления прочных компонентов.
Мягкая пайка
Наиболее часто используемым методом пайки является мягкая пайка.Его используют как любители, так и профессионалы. Сам процесс действительно очень прост в исполнении, поэтому с ним справится абсолютно любой. Для этого достаточно базовой модели паяльника.
Что касается состава мягкого припоя, то это сплав компонентов, точно определенных DIN EN 29453. В основном это олово, а также другие металлы с приблизительной температурой плавления, такие как висмут, кадмий или сурьма. Этот сплав имеет температуру плавления от 183°C до 280°C.Стоит помнить, что в составе припоя могут быть небольшие количества ядовитых элементов (например, ртути и свинца). К счастью, производители все чаще отказываются от использования этих ингредиентов и используют альтернативные продукты, безопасные для окружающей среды и здоровья. Мягкий припой может принимать различные формы, такие как палочка, проволока, пластина или порошок. Идеально подходит для соединения элементов из стали, цинка, латуни и меди. Он также используется для соединения металлических сплавов. Это гарантирует равномерное склеивание в любом случае.Мягкая пайка может использоваться для соединения электропроводки, электроники, ремонта трубопроводов, герметизации крыш и водосточных желобов и гидроизоляции.
Пайка
Пайка требует использования профессиональных инструментов. Кроме того, стоит иметь хотя бы небольшой опыт пайки, ведь работа при достаточно высоких температурах иногда опасна. Стандартной для пайки является температура 450°С, но стоит помнить, что некоторые металлы следует паять при температуре до пяти раз выше.
При промышленной пайке применяются самые высокие температуры, и для таких применений простого традиционного паяльника недостаточно. Для таких применений потребуется кислородно-ацетиленовая горелка, кузнечный огонь или паяльная лампа. В качестве альтернативы можно также использовать индукционную пайку электрическим током.
Одним из наиболее часто используемых припоев являются серебряные смеси. Они позволяют соединять вместе подавляющее большинство металлов, кроме алюминия и магния.С другой стороны, медно-фосфорные припои полезны, например, для пайки элементов из бронзы, меди и латуни. Если вы хотите соединить нержавеющую сталь, идеальным выбором будет никелевая связка. Ведь медная связка лучше всего подходит для соединения стали, никеля и латунных сплавов с оловом. Область применения пайки очень широка. Это особенно касается холодильной, автомобильной и других отраслей промышленности.

Пайка - самая важная информация
Пайка считается одним из самых популярных методов обработки металлов.Несомненно, это связано с тем, что весь процесс можно провести за очень короткое время даже в условиях домашней мастерской. Большим преимуществом выбора этого метода является эстетично выполненная работа и образующиеся после пайки однородные швы. Кроме того, существует два четко различимых метода пайки, а именно мягкая и твердая пайка. Выбрать конкретный тип действительно очень просто, поэтому можно быстро, а главное эффективно провести весь процесс пайки. Благодаря развитию технологии пайки сегодня можно сваривать между собой подавляющее большинство чистых металлов и сплавов, а получаемые соединения получаются прочными и устойчивыми к повреждениям.
Область применения паяльника очень широка: от основных задач, которые можно выполнять с его помощью в домашних условиях, до профессиональных работ в мастерской. Во-первых, пайка позволяет соединить трубы, благодаря чему можно быстро предотвратить перебои с подачей воды или затопление здания. Он также хорошо подходит для обработки водосточных желобов и крыш. Он позволит эффективно устранять любые протечки и укреплять соединения в случае неблагоприятных погодных условий. Кроме того, пайка позволит заменить поврежденные части кровли или водостоков самостоятельно.
Как видите, пайка не очень сложный процесс. Тем не менее стоит как следует подготовиться к работе с паяльником, чтобы при этом не возникало опасности. Приобретение соответствующих знаний в области пайки, безусловно, является хорошей идеей, чтобы можно было выполнять мелкий ремонт самостоятельно в домашних условиях. Для этой цели также стоит приобрести подходящий паяльник, который не сломается после первых попыток пайки и прослужит долгие годы, являясь полезным инструментом при устранении любых бытовых неисправностей.
В других статьях мы описали:
Электронный паяльник
Канифоль
.90 000 технической консультации по кровле 90 001 реализации Прочность всей водосточной системы определяется стыками, но важна техника их соединения. Пайка, популярная на Западе, также все чаще используется в Польше. При существующем разделении на «ортодоксальных» – подрядчиков, рассматривающих только пайку, и «дилетантов» – подрядчиков, использующих склейку или сборку с помощью муфт, в данной статье мы будем иметь дело с первым способом соединения желобов, т.е. пайкой.Кстати, мы проверим различные претензии, действующие в отрасли.
Теорема 1:
Двусторонняя пайка желоба является лучшей, т. к. я видел ее на Западе
Такая стыковка желоба чаще всего предполагает выполнение 10-15 см внахлест на желобах и паяный шов на обоих стороны перекрытия. Вне зависимости от качества шва, источником проблемы является плотное запирание паров между листами на заводе, из-за чего желоба со временем «прогорают» изнутри.Это касается всех видов желобов из листового металла – медных, цинко-титановых или оцинкованных.
Успешная попытка разорвать спаянные листы: слишком малый нахлест, слишком мало жидкости
Вердикт: неверно - желоба должны быть спаяны с одной стороны согласно рекомендациям производителя (для титано-цинковых желобов нахлест 10-15 мм)
Теорема 2:
Достаточно слегка нанести кислоту на листы пайки, и олово все равно зацепится
Лучшая проверка этой теории — попытка разорвать два соединенных листовых образца (рис.следующий на).
Неаккуратное нанесение жидкости на слишком маленькую площадь препятствует более глубокому проникновению олова, создавая плохое сцепление.
Набор для пайки
Паяльную жидкость (флюс) следует обильно нанести кистью на всю площадь нахлеста соединяемых элементов. Под действием подводимого тепла лист нагревается до температуры плавления припоя. Припой, собранный на кончике колбы, плавится и заполняет весь зазор за счет капиллярного действия.Паяльная жидкость уносит остатки оксида металла и испаряется, а растворенные в ней соли (хлорид аммония цинка) кристаллизуются, создавая защитный слой.
При этом поступающий припой растворяет выкристаллизовавшиеся соли и перемещает их перед собой до заполнения всего зазора связующим.
Ошибка: пайка заостренным жалом
Вердикт: неверно - флюс нужно наносить обильно.
Примечание: Для естественного потускнения шва остатки флюса следует удалить влажной тряпкой.
Теорема 3:
Для пайки достаточно базовых инструментов
Что и для кого означает термин «базовые инструменты»? При пайке мы используем практически те же инструменты, которые необходимы на стройке для монтажа водостоков. Итак, вам потребуются: паяльник с переходником, шаблон для вырезания отверстия в желобах, паяльная жидкость, кубик аммиака, оловянная палочка, молоток для пробивки листов в винтовке, наконечник молотка, кисточка для пайки жидкость, плоскогубцы угловые, 45°, ножницы универсальные, скребок, проволочная щетка, тряпка для удаления остатков паяльной жидкости.
Заостренный наконечник не в состоянии обеспечить надлежащее количество тепла соединяемым поверхностям - в результате соединение плохое и нестабильное выше из года в год
Заявление 4:
Для хорошей пайки достаточно электрического паяльника с заостренным жалом
Использование заостренного жала – самая распространенная ошибка при пайке. Ошибка, потому что такой наконечник не дает возможности передать листу соответствующую температуру, а значит, сделать герметичное и прочное соединение.
Правильность температуры жала проверяется с помощью куба аммиака
Для пайки используйте молотковое (плоское) жало весом не менее 350 г (рекомендуется 500 г), т.к. способны передавать необходимое количество тепла подготовленным поверхностям листового металла. Оптимальный нахлест паяных элементов согласно отраслевым рекомендациям составляет 10-15 мм для горизонтальных стыков и 5-10 мм для вертикальных стыков. Толщина паяного зазора припаиваемых листов не должна быть толще 0,5 мм.
Вердикт: не соответствует действительности, для мягкой пайки используется только плоское жало
Пропан 5:
Для проверки температуры жала достаточно использовать куб аммиака
Газ пропан хорошо помогает поддерживать и регулировать оптимальную температуру паяльник.
Оптимальная температура наконечника для мягкой пайки цинко-титановых листов составляет около 250 °C. Так как же проверить, достаточно ли нагрет наконечник на строительной площадке? Может помочь кубик нашатырного спирта: если при нанесении его на жало появляется дым, можно приступать к пайке.Если дыма нет - наконечник слишком холодный, когда дым «сгущается» - наконечник слишком горячий (обожжет тарелку).
Слишком высокая температура паяльника обжигает листы
Вердикт: верно, нашатырный спирт помогает проверить температуру жала.
Теорема 6:
Для пайки я сам подмешиваю кислоту и работает.Felder "ZD-pro", Armack или Express. Стоимость этих жидкостей (около 25 злотых за 750 мл) сравнима со стоимостью «домашних» жидкостей.
Нанесение паяльной жидкости
Вердикт: неверно, лучше использовать специальные жидкости
Предложение 7:
Паять дорого и долго слух». На практике подключение погонного метра водосточного желоба стоит 2,60 злотых (включая стоимость олова, паяльной жидкости
и даже газа), а угловая пайка до 10 раз дешевле, чем в случае соединительных систем.Эта цена постоянна, независимо от типа желоба (медный, титано-цинковый или оцинкованный).
Правильно делать пайку
Вердикт: неправда, пайка не дорогая
Предложение 8:
Правильно делать пайку
Вот что разделяет кровельное сообщество. Чтобы составить собственное мнение, просто попробуйте спаять желоб самостоятельно. Начиная от зарослей, полуоборачивайте участки желоба с нахлестом 10–15 мм.
Нанесите паяльную жидкость "ZD-pro" на всю поверхность соединения двух листов. Начинать пайку лучше всего от щетины в сторону ограничителя воды, все время прижимая жало на 2/3 ширины внахлест, обеспечивая оптимальное количество тепла. Остатки паяльной жидкости следует удалить влажной тканью.
Вердикт: верно, паять легко
Материал разработан на основе рекомендаций ZVDH, консультаций специалистов и материалов
от Rheinzink
Источник: Кровли, № 11 (131) 2010
.