|
|
Как сделать сварочный аппарат своими руками в домашних условияхинверторный, точечный, из микроволновки и другиеСварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств. Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике. Сварочный аппарат из микроволновкиЧтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока. Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку). Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу. Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку. Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла. Далее, с помощью сверла или зубила выбейте остатки намотки. Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов. Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину). Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно. Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно. Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски. Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В. Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке. Сварочник на переменном токеЭто самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата. Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм2 до 4 мм2. Но идеальный вариант — это проводник с сечением 7 мм2. При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм2
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата. Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже). Но из практики известно, что если сделать сердечник с площадью меньшей 30 см 2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным. Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения. Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией. Теперь можно начать намотку трансформатора.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва. Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе. Аппарат на постоянном токеЧтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель. Ниже приведена схема сварочного аппарата с диодным мостом. Схема сварочного аппарата с диодным мостом Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла. Инвертор из блока питания компьютераСварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор, такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами. Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса. Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП. Далее приведены схемы, для производства печатных плат, которые нужны, чтобы сделать инвертор. На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки. Сварочник из электромотораЧтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт. Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода. Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор. Подготовка к работеПоставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов. Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета. Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев. После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже). Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
Изготовление трансформатораПосле проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм). Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А. Итак, расчеты делаются следующим образом.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине. Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов. Самодельный аппарат точечной сваркиГотовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда. Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки. Аппарат для точечной сварки делается следующим способом.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным. Делаем вместе сварочный аппарат своими рукамиПринцип работы сварочного аппарата заключается в создании неразъёмного соединения двух и более деталей. Такое соединения образуется благодаря межатомному слитию материала свариваемых частей. Сварочный аппарат воздействует на металл электрическим током, который разогревает его до необходимой температуры. Сварка может быть вызвана местным воздействием, или точечным, общим нагревом деталей, пластической деформацией либо комбинированием представленных эффектов. Самодельный сварочникСварочный аппарат одновременно технически сложное и очень просто устройство. Для его создания необязательно иметь инженерного, и вообще, какого-либо технического образования. Нужно только желание и немного теории, ну и конечно, готовность потрудится и потратить немного денег. Затраты при создании самодельной сварки будут значительно меньше чем купить готовую в магазине, но и конечно, качество и эстетический вид в большинстве случаев у магазинных товаров будет несколько выше. В сегодняшней статье мы расскажем вам о том как сделать мини сварочный аппарат своими руками, напишем список необходимых материалов и инструментов, которые вам необходимо будет собрать. Распишем этапы сборки и дадим некоторые советы, которые помогут вам в этой деле. Прочитав статью, вы сможете сделать простую самодельную сварку в домашних условиях, сэкономив неплохие деньги. Необходимый материал и инструментыПервое что необходимо сделать, чтобы процесс сборки шёл максимально эффективно и быстро, собрать все составляющие механизма и инструменты, которые потребуются для сборки. Чтобы облегчить вам задачу, и не дать вам насобирать или купить лишних деталей, мы составили список необходимых компонентов. Итак, приступаем к сбору нужных нам деталей и инструментов:
Подготовив все необходимые детали, можно начинать собирать сварочный аппарат своими руками. Разберём необходимую нам схемуСамая простая мини схема сварочного аппарата заключается в том, что входящий ток попадает на сварочный трансформатор. Далее, с помощью стабилизирующих и выпрямляющих составляющих элементов конструкции сварочный ток стаёт контролируемым и пригодным для работы. 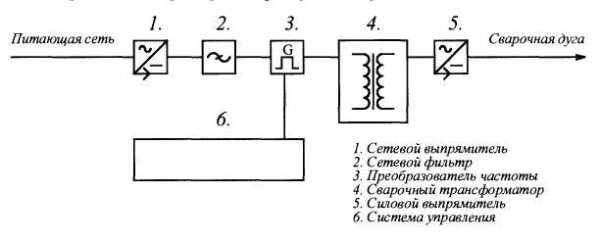 Схема блока трансформатора Конечно, устройство может состоять только из трансформатора, но тогда дуга будет мене стабильная и работоспособная, хотя в умелых руках будет работать довольно хорошо и выполнять поставленные задачи.  Различные схемы сварочников Источник питания дуги, имеет следующую последовательность прохождения тока:
Этапы сборочного процесса мини сваркиСобрав все необходимые элементы и ознакомившись с нашей схемой, можно приступать к поэтапной сборке устройства. Работать несложная, но очень кропотливая и однообразная. Приготовьтесь провести много часов за однообразным сидением и выполнением одних и тех же движений руками. Самой большой популярности приобрели трансформаторы круглой формы, но их самостоятельная сборка несколько сложней, поэтому мы будем использовать в нашей схеме П- образный сердечник. Такая форма трансформатора лидирует среди самодельных образцов, благодаря своей простоте. Приступим к описанию этапов сборки:
Инверторный аппарат делается по тому же типу, только вместо трансформатора, необходимо установить высокочастотный сварочный трансформатор. Подача тока будет происходить не напрямую в трансформатор, а через модуль преобразования, которые будет переделывать переменный ток в постоянный с увеличением его частоты.
Стоит ли устройство вашего времени и денегС точки зрения работоспособности, то самодельная сварка будет ничуть не хуже чем магазинная. Единственное что у вас скорей всего не получится установить, так это дополнительные системы типаантизалипание или быстрый старт. Но при должном умении и их можно добавить. Во всём остальном они смогут выполнить абсолютно аналогичные функции. Цена на самодельное устройство может быть абсолютно разной, всё зависит от того, покупаете ли вы все детали или собираете из того что есть в вашем гараже. В случае покупки всех составляющих, цена будет примерно раз в 8-10 меньше чем у магазинных моделей. При этом вам необходимо будет потратить 1-2 дня на сборку всей конструкции. Подведём итогСделать самодельный сварочный аппарат в домашних условиях довольно легко, достаточно ознакомиться с теорией и иметь в запасе несколько свободных дней. Процесс довольно муторный и однообразный, большая часть работы, это цикличные движения руками. Но затраченное время стоит того, ведь вы экономите значительную сумму, при этом получаете устройство ничуть не хуже чем в магазине. как собрать в домашних условиях?Сварочный аппарат – это простое устройство, и если есть желание собрать его своими руками, то для этого понадобится минимальный набор инструментов и материалов. Самодельная сварка представляет собой трансформатор с зажимами и проводами, которые подключаются к нему. Для «домашних» работ этих элементов вполне хватит. Скажем сразу, материалы для создания обойдутся дорого. Скорее всего, у вас в гараже или мастерской уже есть часть нужных элементов. Но если их нет, и нет возможности приобрести материалы на радио-рынке по низким ценам, то сварочный аппарат своими руками становится нецелесообразным. Его стоимость будет практически не отличаться от профессионального агрегата, имеющего лучшие характеристики.
Процесс изготовления сваркиДля сварки, собранной в домашних или гаражных условиях, подойдет сеть переменного тока с напряжением 380 или 220. В качестве основы рекомендуется взять 3-фазный трансформатор. Мощность должна быть в диапазоне 1-2 кВт, так как это показатель предназначен для электроинструментов. Не беда, если одна обмотка перегорела – свою функцию такой трансформатор выполнит. Первичные обмотки трогать не нужно, а вот вторые необходимо демонтировать. На среднюю наматываем провод, в итоге – отводы выполняем не чаще, чем через 30 витков провода. В итоге должно выйти 8-10 отводов. Каждый из них рекомендуется пронумеровать.
Далее нам понадобится силовой многожильный кабель, в которых входит три провода 6-8 мм и один 3-5 мм. Наматываем крайние катушки, поможет в этом кабель. Для работы должно хватить 25 метров. Из медной трубы длиной 30-40 мм и диаметром 10-12 мм можно изготовить клеммы, которые будут выводить вторичную обмотку. Наверху трансформатора вы обнаружите панель — на ней нужно поменять гайки и винты на медные аналоги с резьбой М10. В будущем к ним нужно будет присоединить клеммы вторичной обмотки. С вторичной обмоткой мы определились, для первичной нужно подготовить отдельную плату. Сделать её нужно из текстолита, так как этот материал выдерживает большое напряжение и не деформируется. Толщина платы не должна превышать 2-3 миллиметра. В плате просверливаются 10-11 отверстий, в которые потом мы поместим М6 болты. Если вы хотите сделать сварочный аппарат под 220 В, то необходимо параллельно подключить две крайние обмотки трансформатора. Средняя подключается к крайним обмоткам последовательно. В случае, когда выбрано напряжение 380, то все первичные обмотки подсоединяются последовательно. Выводы средних обмоток необходимо подсоединить к клемме «Резка», а крайние подключаются к общей клемме. Изготовление электродержателяДля этой цели подойдет трубка длиной 250 миллиметров. Ножовкой необходимо выпилить выемки с обоих концов на расстояние 30 и 40 мм, глубина которых не должна превышать половины диаметра. Также стоит позаботиться о держателе для электрода, для этого можно приварить к трубке отрезок проволоки (подойдет стальной вариант с диаметром 4-5 мм). С противоположной стороны нужно сделать отверстие с диаметром 8,2 миллиметров. Теперь берем кабель, который лежит на второй обмотке, и присоединяем его к держателю. В этом поможет винт М8 и медная клемма. На получившийся электродержатель надеваем капроновой или резиновый шланг. ПодключениеПодключение сварочного оборудования должно выполняться через рубильник. Сечение проводки лучше выбирать 1,5 мм. Один подключается к необходимому выводу от 1 до 8 (выбирать нужно исходя из требуемой силы тока), а второй – к общей клемме. Если подключить к клемме «Резка», то вы получите самый большой показатель сварочного тока. Сила тока будет меняться от 60 до 120 Ампер на первичной обмотке, при этом показатель вторичной не повыситься больше 25 А. Аппарату нужно остывать после каждых 10-15 израсходованных электродов с диаметром 3 мм. Если берется больший диаметр, то количество электродов еще сокращается. Но если вы решили варить электродами 2 мм, то «отдых» трансформатору и вовсе не нужен, так как он не нагревается больше 70-80 градусов. С помощью режима «Резка» можно разрезать металлические элементы любой толщины, но после этого режима оборудование долго остывает. ВАЖНО: при смене режимов необходимо отключать сетевой кабель. Сборка аргонной сваркиЭто оборудование имеет более сложную конструкцию, но и спектр работ после появления аппарата заметно расшириться. Аргонная сварка своими руками может быть собрана при наличии следующих элементов:
Поджигание должно происходить за счет осциллятора по той причине, что касание рабочей поверхности приводит к появлению низкой ионизации дуги (искра будет плохо вырабатываться). В итоге электрод придет в негодность. Сборка: к трансформатору и редуктору необходимо подключить горелку, масса подается точно так же, как и при обычной сварке, параллельно источнику питания подсоединяется осциллятор. При наличии глубоких знаний электрики, агрегат можно модернизировать. Похожие статьиСварочные аппараты сделать самому своими руками. Самодельное электрооборудованиеИз статьи вы узнаете, какими бывают сварочные аппараты. Своими руками изготовить их довольно просто, если имеются элементарные познания в электротехнике и необходимые инструменты. В качестве основы для сварочного автомата может быть взят как готовый трансформатор, так и самодельный. Конечно, такие конструкции потребляют большую мощность, следовательно, в сети будет наблюдаться сильное падение напряжения. Это может сказаться на функционировании бытовых электроприборов. Именно по этой причине намного эффективнее оказываются конструкции, в основе которых находятся полупроводниковые элементы. Если сказать проще, то это инверторные сварочные аппараты. Простейший сварочный аппаратТак, первым делом стоит рассмотреть самые простые конструкции, которые может повторить любой. Конечно, это те устройства, в основе которых находятся трансформаторы. Конструкция, рассмотренная ниже, позволяет работать от напряжения 220 и 380 Вольт. Максимальный диаметр электрода, используемый при сварке, – 4 миллиметра. Толщина свариваемых металлических элементов колеблется в интервале от 1 до 20 миллиметров. О том, как сделать сварочный аппарат своими руками, вы сейчас узнаете в полной мере. Причем продвигаться сможете от простого к сложному. Несмотря на такие прекрасные характеристики, изготовление сварочного аппарата производится из легкодоступных материалов. Вам потребуется для сборки трансформатор понижающий, работающий от трехфазного напряжения. При этом его мощность должна составлять порядка 2 киловатт. Также стоит отметить, что вам необходимы будут не все обмотки. Поэтому в том случае, если одна из них вышла из строя, проблем с дальнейшим конструированием не возникнет. Переделка трансформатораСуть в том, что вам необходимо внести изменения лишь во вторичной обмотке. Для облегчения задачи ниже в статье приведена схема сварочного аппарата, подключение его к сети также описано. Итак, первичную обмотку трогать не нужно, она имеет все характеристики, необходимые для работы от сети переменного тока 220 Вольт. Разбирать сердечник нет необходимости, достаточно непосредственно на нём разобрать вторичную обмотку, а вместо нее намотать новую. На трансформаторе, который вы должны выбрать, присутствует несколько обмоток. Три первичных, столько же вторичных. Но имеются еще и средние обмотки. Их тоже три. Именно вместо средней необходимо намотать такой же провод, какой был использован для изготовления первичной. Причем необходимо от каждого тридцатого витка делать отводы. Около 300 витков в общей сложности должна иметь каждая обмотка. Благодаря правильной намотке провода можно увеличить мощность сварочного аппарата. На обеих крайних катушках наматывается вторичная обмотка. Точное количество витков указать сложно, так как чем их больше, тем лучше. Провод используется сечением 6-8 квадратных миллиметров. Вместе с ним наматывается одновременно тонкий провод. В качестве силового кабеля нужно использовать многожильный в надежной изоляции. Именно так делаются сварочные аппараты своими руками. Если проанализировать все конструкции, изготовленные по данной технологии, то оказывается, что примерное количество провода — около 25 метров. Если нет провода с большим сечением, можно использовать кабель с площадью 3-4 квадратных миллиметра. Но в этом случае его необходимо складывать вдвое при намотке. Подключение трансформатораКонструкцию имеет простую сварочный аппарат. Полуавтомат можно изготовить на его основе, если сделать еще одну обмотку для питания электропривода подачи электродов. Обратите внимание на то, что на выходе трансформатора будет очень большой ток. Поэтому все коммутационные разъемы необходимо выполнять максимально прочными. Чтобы сделать клеммы для подключения к выводам вторичной обмотки, вам потребуется медная трубка. У нее должен быть диаметр 10 миллиметров, а длина 3-4 см. С одного конца ее нужно расклепать. Получиться должна пластина, в которой необходимо проделать отверстие. Диаметр его должен составлять около одного сантиметра. С другого конца вставляются провода. Независимо от того, сварочный аппарат постоянного тока или переменного, коммутация делается максимально жесткой и надежной. Желательно их идеально зачистить, при необходимости обработать в кислоте и нейтрализовать ее. Для улучшения контакта второй край трубки должен быть слегка сплюснут при помощи молотка. Выводы первичной обмотки лучше всего крепить к текстолитовой плате. Толщина ее должна быть около трех миллиметров, можно больше. Она жестко крепится к трансформатору. Кроме того, в этой плате нужно сделать 10 отверстий, диаметр каждого около 6 миллиметров. Посмотрите, какая схема сварочного аппарата, как он включается в сеть 220 и 380 Вольт. В них необходимо установить винты, гайки и шайбы. К ним производится подключение выводов всех первичных обмоток. В том случае, если требуется, чтобы сварка работала от бытовой сети 220 Вольт, соединяются параллельно крайние обмотки трансформатора. Последовательно с ними включается средняя обмотка. Идеально будет работать сварка при питании от 380 Вольт. Чтобы произвести подключение первичных обмоток к питающей сети, нужно использовать другую схему. Обе крайние обмотки соединяются последовательно. Лишь после этого последовательно с ними включается средняя обмотка. Причина для этого кроется в следующем: средняя обмотка является дополнительным индуктивным сопротивлением, с ее помощью происходит снижение напряжения и тока во вторичной цепи. Благодаря этому работают в нормальном режиме сварочные аппараты, своими руками изготовленные по приведенной технологии. Изготовление электрододержателяКонечно, неотъемлемая часть любого сварочного аппарата — это электрододержатель. Нет необходимости покупать готовый, если сделать его можно из подручных материалов. Вам необходима трехчетвертная труба, ее суммарная длина должна быть около 25 сантиметров. С обоих концов необходимо сделать небольшие выемки, примерно на 1/2 диаметра. С таким держателем будет нормально работать сварочный аппарат. Для пластиковых элементов конструкции отдельное требование – они должны быть расположены как можно дальше от трансформатора и держателя. Делать их нужно в трех-четырех сантиметрах от края. Затем возьмите кусок стальной проволоки, диаметр которой 6 миллиметров, приварите его к трубе напротив большей выемки. С другой стороны необходимо просверлить дырку, к ней прикрепите провод, который будет соединяться со вторичной обмоткой. Подключение к сетиСтоит отметить, что нужно подключать сварочный аппарат по всем правилам. Во-первых, нужно использовать рубильник, с помощью которого можно без труда произвести отключение устройства от сети. Обратите внимание на то, что сварочные аппараты, своими руками изготовленные, по безопасности не должны уступать аналогам, выпускаемым промышленностью. Во-вторых, сечение проводов для подключения к сети должно быть не меньше полутора квадратных миллиметров. Ток потребления первичной обмотки составляет максимум 25 ампер. При этом во вторичной цепи ток можно изменить в диапазоне 60..120 ампер. Обратите внимание на то, что данная конструкция сравнительно простая, поэтому подходит она лишь для применения в быту. Старайтесь давать небольшой перерыв время от времени, независимо от того, какой сварочный аппарат – полуавтомат или ручной. Использовали десяток электродов – выключите сварку, дайте ей немного времени остыть. Но это лишь в том случае, если используются электроды с диаметром больше 3 миллиметров. Если же меньшие вы используете, например 2 миллиметра, то температура обмоток трансформатора не поднимается больше 80 градусов. Следовательно, можно работать, не выключая сварочный аппарат. При эксплуатации обязательно соблюдайте технику безопасности. Ознакомьтесь с правилами противопожарной безопасности при работе сварочного аппарата. Не поленитесь и почитайте о правилах электробезопасности. Аппарат для точечной сваркиПолезным окажется и сварочный аппарат точечного типа. Конструкции таких устройств не менее простые, нежели предыдущих. Правда, величина тока на выходе очень большая. Зато имеется возможность производить контактную сварку металлов до трех миллиметров толщиной. В большинстве конструкций нет регулировки выходного тока. Но при желании это можно сделать. Правда, усложняется вся самоделка. Необходимость в регулировании выходного тока отпадает, так как можно контролировать процесс сварки визуально. Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция. Для изготовления вам потребуется трансформатор с мощностью около 1 киловатта. Первичная обмотка остается без изменений. Переделать потребуется только вторичную. И если используется трансформатор от бытовой микроволновки, то нужно выбить вторичную обмотку, вместо нее произвести намотку нескольких витков провода большого сечения. Если имеется возможность, лучше использовать медную шину. На выходе должно получиться около пяти вольт, но этого окажется достаточно для полноценной работы устройства. Конструкция электрододержателяЗдесь она немножко отличается от той, которая была рассмотрена выше. Для изготовления вам потребуются небольшие дюралевые заготовки. Подойдут прутки с диаметром 3 сантиметра. Нижний должен быть неподвижен, полностью изолирован от контактов. В качестве изоляционного материала можно использовать шайбы из текстолита, а также лакоткань. Любой, даже простейший точечный сварочный аппарат нуждается в надежном электрододержателе, поэтому его конструированию уделите максимум внимания. Электроды изготавливаются из меди, их диаметр - 10-12 миллиметров. Они прочно закрепляются в держателе с помощью прямоугольных латунных вставок. Исходное положение электрода держателя – его половины разведены. Для придания упругости можно использовать пружины. Идеально подходят от старых раскладушек. Работа контактной сваркиНеобходимо подключать такую сварку к электрической сети при помощи автоматического выключателя. Он должен иметь номинальный ток 20 ампер. Обратите внимание на то, что на входе (там, где у вас находится счетчик) автомат должен быть либо таким же по параметрам, либо большим. Чтобы произвести включение трансформатора, применяется простой магнитный пускатель. Несколько отличается работа сварочным аппаратом контактного типа от той, которая была рассмотрена выше. И эти особенности вы сейчас узнаете. Для включения магнитного пускателя необходимо предусмотреть специальную педаль, которую вы будете нажимать ногой для выработки тока во вторичной цепи. Обратите внимание на то, что включается и выключается контактная сварка только в том случае, если электроды полностью сведены. Если пренебрегать этим правилом, то будет появляться очень много искр, как следствие, это приведет к пригоранию электродов, выходу их из строя. Старайтесь как можно чаще обращать внимание на температуру сварочного аппарата. Время от времени делайте небольшие перерывы. Не допускайте перегрева агрегата. Инверторный сварочный аппаратОн является наиболее современным, но сложнее в конструировании. В нем используется импульсный трансформатор и полупроводниковые транзисторы с высокой мощностью. Пожалуй, это наиболее дорогие и дефицитные детали. В первую очередь делается блок питания. Он импульсный, поэтому необходимо изготовить специальный трансформатор. А теперь более подробно о том, из чего состоит такой сварочный аппарат. Характеристики его компонентов смотрите далее. Конечно, трансформатор, используемый в инверторе, намного меньше по габаритам, нежели рассмотренные выше. Также потребуется сделать дроссель. Итак, вам следует обзавестись сердечником из феррита, каркасом для изготовления трансформатора, медными шинами, специальными скобами, чтобы произвести фиксацию двух половин ферритового сердечника, изолентой. Последнюю необходимо выбирать, исходя из данных ее термической стойкости. Придерживайтесь этих советов, когда делаете сварочные инверторные аппараты. Намотка трансформатораНаматывается трансформатор на всю ширину каркаса. Только при таком условии он способен будет выдержать любые падения напряжения. Для намотки используется либо медная шина, либо провода, собранные в пучок. Обратите внимание на то, что провод из алюминия использовать нельзя! Он не может выдерживать такую большую плотность электрического тока, которая имеется в инверторе. Такой сварочный аппарат для дачи способен выручить вас, причем его вес крайне мал. Витки наматываются максимально плотно. Вторичная обмотка – это два провода с толщиной порядка двух миллиметров, скрученных вместе. Друг от друга они должны быть максимально изолированы. Если у вас большие запасы строчных трансформаторов от старых телевизоров, можно их применить в конструкции. Требуется 5 штук, причем сделать из них нужно один общий магнитопровод. Чтобы устройство работало с максимальной эффективностью, нужно уделять внимание каждой мелочи. В частности, толщина провода выходной обмотки трансформатора влияет на его бесперебойность. Конструкция инвертораЧтобы изготовить сварочный аппарат 200, необходимо уделить максимальное внимание всем мелочам. В частности, силовые транзисторы необходимо закрепить на радиаторе. Причем использование термопасты приветствуется для передачи тепла от транзистора к радиатору. И рекомендуется ее время от времени менять, так как она имеет свойство высыхать. Передача тепла при этом ухудшается, есть вероятность, что полупроводники выйдут из строя. Кроме того, нужно сделать принудительное охлаждение. Для этой цели используются вытяжные кулеры. Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров. Соединение выводов осуществляется при помощи неизолированного провода. Его сечение должно составлять 4 миллиметра. Обратите внимание на то, чтобы между проводами соединения было максимальное расстояние. Они не должны прикасаться друг другу, независимо от того, какое воздействие испытывает корпус сварочного аппарата. Дроссель необходимо закрепить на основании сварочного аппарата при помощи металлической пластины. Причем последняя должна полностью повторять форму непосредственно дросселя. Чтобы уменьшить вибрацию, необходимо установить уплотнитель из резины между корпусом и дросселем. Силовые провода внутри устройства разводятся в разные стороны. В противном случае имеется вероятность того, что произойдет короткое замыкание. Необходимо установить вентилятор таким образом, чтобы он осуществлял обдув всех радиаторов единовременно. В противном случае, если не получается использовать один вентилятор, придется ставить несколько. Но лучше заранее полностью рассчитать место установки всех элементов системы. Обратите внимание на то, что вторичная обмотка должна охлаждаться максимально эффективно. Как видите, не только радиаторы нуждаются в эффективном обдуве. На этой основе можно без затрат сделать аргонный сварочный аппарат. Но его конструкция потребует использования иных материалов. ЗаключениеТеперь вы знаете о том, как сделать несколько типов сварочных аппаратов. Если у вас имеются навыки в конструировании радиоэлектронных средств, то лучше, конечно же, остановиться на инверторном сварочном аппарате. Вы потратите время, зато на выходе получите прекрасное устройство, которое не уступает даже дорогим японским аналогам. Причем обойдется его изготовление в сущие копейки. Но если имеется необходимость сделать сварочный аппарат, что называется, на скорую руку, то окажется проще соединить два трансформатора от микроволновых печей с измененными вторичными обмотками. Впоследствии весь агрегат можно усовершенствовать, добавив к нему электрический привод для подачи электродов. Также можно установить баллон, наполненный углекислым газом, чтобы в его среде осуществлять сварку металлов. Как сделать инверторный сварочный аппарат своими руками: схемыСодержание статьи: Инверторная сварка своими руками — это очень простоИнверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы. Особенности функционирования инвертораСварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии: 1) Напряжение, потребляемое из сети, преобразуется в постоянное. 2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой. 3) Происходит снижение значения напряжения. 4) Происходит выпрямление тока с сохранением необходимой частоты. Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес. Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов. Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы. Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах. Что нужно для сборки инвертораЧтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими: 1) Трансформатор, состоящий из ферритного сердечника. 2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм. 3) Три вторичных обмотки: — внутренняя: 15 витков и диаметром провода 1 мм; — средняя: 15 витков и диаметром 0,2 мм; — наружная: 20 оборотов и диаметром 0,35 мм. Кроме того, чтобы собрать трансформатор, потребуются следующие элементы: — медные провода; — стеклоткань; — текстолит; — электротехническая сталь; — хлопчатобумажный материал. Как выглядит схема инверторной сваркиДля того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже. 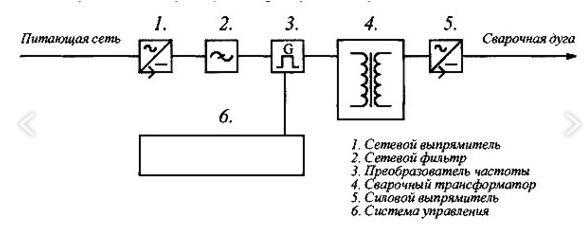 Электрическая схема инверторной сварки Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки. 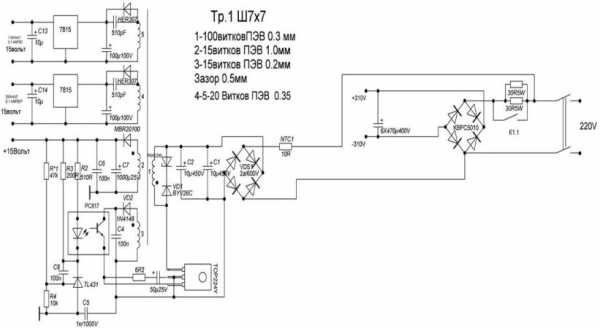 Схема блока питания инверторной сварки Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически. Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см. Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата. 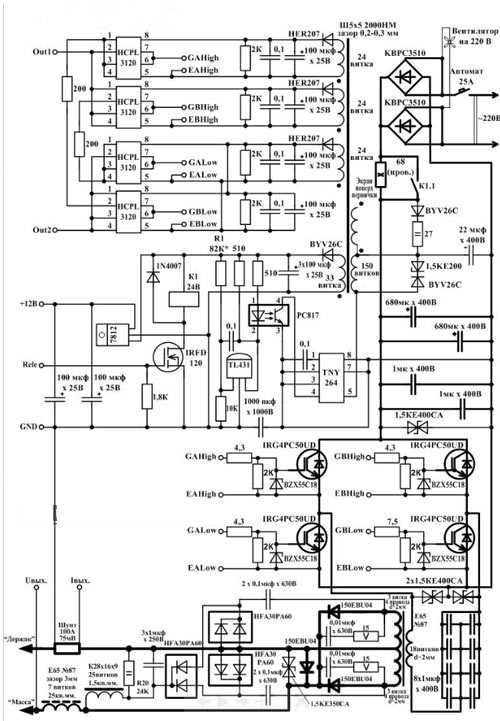 Схема силовой части инверторной сварки Как собрать инверторную сварку: поэтапное описание + (Видео)Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы: 1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений. 2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.  Трансформатор с первичной и вторичной обмотками для создания инверторной сварки 3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.  Трансформаторы для вторичной обмотки от старых телевизоров Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм. 3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой. Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:  Инвертор на алюминиевой пластине 4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.  Выпрямительный мост на радиаторе охлаждения Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик. 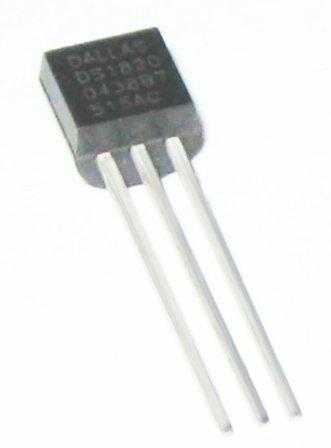 Фото терморегулятора Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.  Мощный вентилятор для охлаждения инверторного устройства При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха. Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха. 5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки. 6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ. 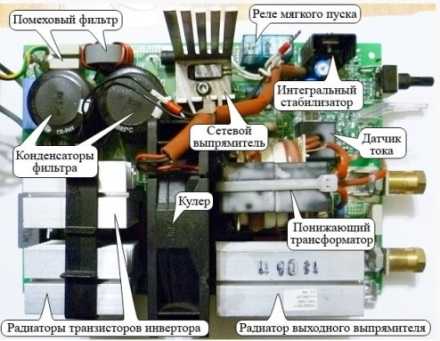 Устройство самодельного инвертора с описанием элементов Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.  Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройстваПосле проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В. Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс. После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.  Проверка сварочного аппарата Как пользоваться самодельным аппаратомПосле включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки. С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки. Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
Простой сварочный аппарат из микроволновкиПростой сварочный аппарат для электродуговой сварки может сделать каждый в домашних условиях, не применяя никакого специализированного оборудования или схем. Все что нам понадобиться это всего на всего две микроволновые печи, которые можно найти на свалке или два трансформатора из них.Разбираем микроволновки и вытаскиваем трансформаторы. Эти трансформаторы повышающие, то есть преобразуют 220 Вольт в напряжение порядка 2,5 кВ, нужное для работы магнетрона. Поэтому вторичная обмотка у них содержит менее толстый провод и с большим количеством витком. Такой трансформатор имеет мощность порядка 1200 Вт. Чтобы собрать сварочный аппарат для дуговой сварки нам не придется разбирать сердечник этих трансформаторов. Мы просто спилим и высверлим вторичную высоковольтную обмотку. Обычно эта обмотка идет с верху, а первичная на 220 В снизу. Инструмент, который нам понадобиться для работы. Изготовление простого сварочного аппарата из микроволновки своими рукамиБерем трансформатор и закрепляем, чтобы он не двигался. Берем ножовку по металлу и срезаем вторичную обмотку с обеих сторон у обоих трансформаторов. Если решитесь повторить, то будьте осторожны, не повредите первичную обмотку. Затем сверлим обмотку дрелью со сверлом по металлу, снимаем тем самым внутреннее напряжение металлов, чтобы было проще выбить остатки. Выбиваем остатки намотки. У нас получилось два трансформатора с обмотками на 220 В. Трансформатор с лева, над обмоткой, имеет токовый шунт, разделяющий обмотки. Для увеличения мощности их тоже нужно выбивать. Такая манипуляция повысит мощность трансформатора процентов на 20-25. Ещё бывает между большими обмотками маленькая низковольтная обмотка из пары проводов – её тоже выкидываем. Берем многожильный провод в пластиковой изоляции сечением шесть квадратов и длиной 11-12 метров. Можно взять более многожильный провод, не грубый как у меня в примере. Я намотал примерно 17-18 витков на каждый трансформатор, в высоту 6 рядов и в толщину 3 слоя. Обмотки включаются последовательно. Я мотал все одним проводом, но можно мотать каждый трансформатор в отдельности, а затем соединить. Вся намотка очень плотная, не должна болтаться. После завершения намотки, подключаем высоковольтные обмотки на 220 В параллельно. Я использовал автомобильные наконечники, с изоляцией термоусадочной трубкой. Включаю в сеть всю конструкцию, и замеряю напряжение на вторичке, которую намотал. Получилась порядка 31-32 Вольт. Затем я взял деревянную доску и прикрутил оба трансформатора саморезами, чтобы получилось единое целое. При сварке я буду использовать электроды 2,5 мм и варить две железки толщиной 2 мм. Вот результат. В принципе варить можно, но не долго, так как трансформаторы сильно нагреваются и поэтому после каждого электрода нужно дать время аппарату остыть. Тока хватает, поэтому варить тонкий металл не особо получается, так как его просто режет. Для уменьшения тока в цепи можно использовать дроссель или балансный резистор. В роли резистора можно взять отрезок стальной проволоки, включив его в цепь низковольтной обмотки, и уже его длинной подбирать ток, настраивая ровность горения дуги. Результатом я доволен, для домашних нужд вполне сгодиться, учитывая ещё то, что все фактически мне досталось бесплатно. Сморите видео изготовления сварочного аппарата для дуговой сваркиТочечная сварка своими руками | Строительный портал О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой. Содержание:
Процедура точечной сваркиТочечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари. Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию. При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около - 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 - 12 миллиметров. После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками. К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва. Режимы точечной сваркиПродолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла. Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла. С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс. Требования к электродамЭлектроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки. Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка. Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения. Самодельный сварочный аппаратДля точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппаратаОсновная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной - электрод. Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно. Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме. Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики. Основной агрегатСамым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса - с применением реле времени или с помощью выключателя вручную. Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1. Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр. Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть. Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла. Конструкция электродовВ качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены. Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать. Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно. Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер. Органы управленияЕдинственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом - рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования. Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали. Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева. Таким образом, сегодня покупка сварочного аппарата - небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник. 90 000 расчетов, схем, производства, контактов и точек. Напряжение сети и номер фазыС помощью этой простой сварки можно резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Другие приложения можно найти без проблем. Такой мини сварочный аппарат способен питать напряжением 12-24 В. В основе сварочного аппарата лежит высокочастотный преобразователь высокого напряжения. Построен по принципу блокировочного генератора с глубокой трансформаторной обратной связью.Генератор создает кратковременные электрические импульсы, которые повторяются через относительно большие промежутки времени. Тактовая частота находится в диапазоне 10-100 кГц. Схема мини сварочного аппарата Необходимые данные:
Создание трансформатораТрансформатор наматывается на кусок ферритового стержня от магнитолы.
Генератор запускается от 12 вольт и при необходимости увеличивается.Дуга зажигается с расстояния 1 см, что указывает на напряжение 30 квадратных метров. Высокая частота не позволяет обрыву дуги горения, в результате чего дуга горит очень стабильно. При использовании медного электрода в тесном контакте с другим электродом образуется плазменная среда (медная плазма), что приводит к повышению температуры дуговой сварки. Sharp and Welding Тесты сварочного аппаратаМы отрезаем дуговое лезвие от бритвы. Медные провода толщиной до 1 мм. В качестве электрода используется толстая медная проволока. Его зажимают в деревянной спичке, так как сухое дерево является хорошим изолятором. Если вам нравится этот маленький сварочный аппарат, вы можете сделать его и большого размера и мощности. Но будьте предельно осторожны. Так же, увеличив мощность, можно подобрать генератор по двухтактной схеме, да еще и на полевых транзисторах, как здесь - . В этом случае мощность будет приличной. Кроме того, не стоит смотреть на яркие фигуры из лука и не вооруженный вид, используйте специальные защитные очки. См. Видео изготовления сварочного аппарата для блочного генератораСегодня сложно представить строительство и создание различных металлоконструкций без применения сварочных трансформаторов. Высокая надежность конструкции конструкции и простота исполнения позволяют сварочному усилию прочно занять свое место в арсенале каждого строителя. Купить такой трансформер можно в любом строительном магазине. Но не всегда заводская модель может удовлетворить те или иные запросы и требования.Поэтому многие пытаются сделать сварочный трансформатор. Производство разрешенного сварочного трансформатора происходит в несколько этапов, начиная с расчета и заканчивая установкой. Для того, чтобы понять весь процесс изготовления сварочного трансформатора своими руками, необходимо понять принцип его работы, который заключается в преобразовании 220 вольт в низкое напряжение до 80 вольт. При этом ток увеличивается с 1,5 ампер до 160-200 ампер, а в промышленных до 1000 ампер.Эта зависимость от сварочного трансформатора называется также нисходящей вольтамперной характеристикой и является одной из основных характеристик аппарата. Именно на основе этой зависимости строится вся конструкция сварочного трансформатора, проводятся все необходимые расчеты и создаются различные модели сварочных аппаратов. Типы бытовых трансформаторов для сваркиС момента явления электрической дуги и создания первой сварки прошло более двухсот лет.В то время были усовершенствованы сварочный трансформатор и методы сварки. На сегодняшний день можно увидеть несколько разных конструкций сварочных аппаратов, разной сложности и принципов работы. Среди них наиболее популярным при создании своими руками является сварочный трансформатор для контактной и дуговой сварки. Наибольшее распространение среди народных умельцев получили трансформаторы дуговой сварки. Причин такой популярности несколько.Во-первых, простая и надежная конструкция устройства. Во-вторых, широкий спектр приложений. В-третьих, простота и мобильность. Но помимо описанных выше достоинств ручная дуговая сварка имеет множество недостатков, в том числе малую производительность и зависимость качества сварного шва от квалификации сварщика. Ручная дуговая сварка чаще всего применяется для различных ремонтно-строительных работ, изготовления металлоконструкций и деталей конструкций, сварки труб. С помощью дуговой сварки можно сваривать как вырезку, так и металл разной толщины. Конструкция таких трансформаторов достаточно проста. Устройство состоит из самого трансформатора, регулятора тока, электрододержателя и зажима заземления. Отдельно стоит выделить центральный элемент – трансформер. Его конструкция может быть нескольких видов, но наиболее популярными являются самодельные магнитопроводные тороидальные и конструктивно-образные сварочные трансформаторы. Вокруг магнитопровода имеются две обмотки из медного или алюминиевого провода - первичная и вторичная.В зависимости от ТТХ меняется толщина провода на обмотках, а также количество витков. Этот вид сварки также называют контактной сваркой, и контактная сварка трансформаторами немного отличается от дуговой сварки. Основное отличие заключается в способе сварки. Так, если при дуговой сварке плавление происходит с помощью электрической дуги, возникающей между электродом и свариваемой поверхностью, то при контактной сварке нагрев мест электросварки осуществляется с помощью двух заостренных медных электродов и воздействия высокое давление для соединения.В результате металл дупла в месте воздействия расплавляется и сливается. Точечная сварканашла широкое применение в автомобилестроении, в строительстве при создании соединительной рамы для конструкций ZBB, сварке тонких листов алюминия, нержавеющей стали, меди и других металлов, требующих особых условий сварки. Конструкция трансформаторов точечной сварки также имеет некоторые отличия. Во-первых, это касается отсутствия используемых электродов.Вместо них используются заостренные медные контакты, между которыми имеются сварные соединения. Во-вторых, трансформаторы в таких аппаратах менее эффективны и выполнены с сердечником П-образной формы.В-третьих, контактные сварочные аппараты имеют в своей конструкции набор конденсаторов, что для дуговой сварки совершенно необязательно. Но планируете ли вы дуговую сварку трансформаторную или контактную, нужно знать их характеристики. И понять, что отвечает за каждого из них и как изменить ту или иную черту. Работа сварочного трансформатора определяет его производительность. Зная и понимая, за что отвечает та или иная характеристика, вы легко сможете рассчитать сварочный трансформатор и собрать устройство своими руками. Напряжение сети и номер фазыЭта характеристика указывает напряжение сети, от которой будет питаться сварочный трансформатор. Чаще всего самодельные сварочные трансформаторы рассчитаны на напряжение 220 В, но иногда оно может быть и 380 В.При выполнении расчетов и создании схемы этот параметр является одним из основных. Номинальный сварочный ток трансформатораЭта функция является основной для любого сварочного трансформатора. Возможность сварки и резки металлической заготовки зависит от величины номинального сварочного тока. В автоматических и бытовых сварочных трансформаторах значение номинального тока не превышает 200 А. но этого более чем достаточно, тем более, что чем выше показатель, тем выше вес самого трансформатора.Например, в промышленных сварочных трансформаторах сварочный ток может достигать 1000 А, а вес таких устройств будет более 300 кг. Контрольные пределы сварочного токаПри сварке металла разной толщины необходима определенная сила тока, иначе металл не расплавится. Для этого в конструкции сварочных трансформаторов предусмотрен регулятор. Чаще всего пределы регулировки устанавливаются исходя из необходимости использования электродов определенного диаметра.Для самосварочной дуговой сварки пределы регулирования изменяются от 50 А до 200 А. Для контактных сварочных трансформаторов пределы регулирования начинаются от 800 А и 1000 А и выше. Диаметр электрода 90 130Для варки металла разной толщины одной и той же дуговой сваркой необходимо регулировать номинальный сварочный ток, а также использовать электроды разного диаметра. Необходимо четко понимать, что для сварки тонкими электродами требуется малый ток, а для более толстых – наоборот, большой.Толщина металла используется наибольшая. В таблице ниже приведены диаметры используемых электродов в зависимости от толщины металла и тока трансформатора.
Номинальное рабочее напряжение.Как мы уже знаем, сварочный трансформатор работает на понижение входного напряжения до более низкого значения.Выходное напряжение называется номинальным и не превышает 80 вольт. Для трансформаторов для дуговой сварки диапазон номинального напряжения составляет от 30 до 70 вольт. Причем эта характеристика не регламентируется и определяется изначально. Трансформаторы для точечной сварки, в отличие от дуговой, имеют еще более низкое номинальное напряжение, порядка 1,5-2 вольта. Такие показатели вполне закономерны, учитывая соотношение между напряжением и током. Чем выше должно быть усилие, тем меньше напряжение. Номинальный режим работыЭта характеристика производительности является одной из ключевых. Номинальный режим работы указывает, сколько времени вы можете работать непрерывно и сколько необходимо для его охлаждения. Самодельные сварочные трансформаторы имеют номинальный режим 30%. То есть 10 минут 3 можно варить непрерывно и оставить на 7 минут. Потребление и выход энергииНа самом деле этих двух индикаторов недостаточно. Но, зная оба этих показателя, можно рассчитать КПД сварочного трансформатора.Чем меньше разница между потребляемой и выходной мощностью, тем лучше. Следует отметить, что при расчете расчета необходимо знать величину расхода электроэнергии. Напряжение на Баттерфлоу.Этот показатель важен для трансформаторов дуговой сварки. Он отвечает за появление дуги. Чем выше индекс, тем легче вызвать сварочную дугу. А вот напряжение холостого хода ограничено правилами техники безопасности и не должно превышать 80 вольт. Принципиальная схема сварочного трансформатораПри создании сварочного трансформатора своими руками не обойтись без концепции.На самом деле особых сложностей в этом нет, тем более что устройство самого трансформатора достаточно простое. На схеме ниже показан самый простой трансформатор для дуговой сварки.
С развитием электротехники и технологий программа сварочных трансформаторов была усовершенствована. Сегодня в самодельном сварочном аппарате можно увидеть диодные мосты и различные регуляторы сварочного тока. На схеме сварочного трансформатора ARC ниже показано, как в него интегрирован диодный мост.
В отличие от описанных выше, схема трансформатора точечной сварки более сложная и может включать в себя конденсаторы, тиристоры, диоды. Такая начинка позволяет более тонко регулировать силу тока, а также время контактной сварки. Пример схемы трансформатора для контактной сварки можно увидеть ниже. Помимо уменьшенных схем сварочных аппаратов есть и другие.Найти их не составит особого труда. Они публикуются как в Интернете, так и в различных журналах и книгах по электротехнике. Получив наиболее понравившуюся схему, можно приступать к расчету и сборке сварочного трансформатора. Как уже было сказано, трансформатор состоит из сердечника и двух обмоток. Именно элементы конструкции отвечают за основные рабочие характеристики сварочного трансформатора. Зная заранее, какой должна быть номинальная мощность тока, рассчитывают напряжение на первичной и вторичной обмотках, а также другие параметры для обмоток, сердечника и сечения провода.
При выполнении расчета трансформатора под сварку берутся следующие данные:
В качестве примера расчетов примем следующие параметры сварочного трансформатора: напряжение сети U1=220 В, напряжение вторичной обмотки U2=60 В, мощность тока 180 А, сечение сердечника Core SC\ u003d 45 см2, площадь окна SO=100 см2, плотность тока в обмотке 3 А Р = 1,5 * сбн * т.о. = 1,5 * 45 * 100 = 6750 Вт или 6,75 кВт.
Теперь рассчитаем максимальную силу тока на первичной обмотке по формуле: IMAX = P/U = 6750/220 = 30.7 А. Остается на основании полученных данных произвести расчет оборачиваемости. Для расчета витков используем формулу WX=UH*K. Для вторичной обмотки это будет W2=U2*K=60*1,11\67 витков. Чтобы получить исходные расчеты, мы сделаем это чуть позже, так как там действует другая формула. Довольно часто, особенно для тороидальных трансформаторов, рассчитывают потоки тока. Делается это на выходе иглы на определенный оборот. Расчет ведется по следующей формуле: W1St = (220*W2)/UST. Есть выходное напряжение вторичной обмотки. W2 - задние обмотки. W1ST - Включает первичную обмотку определенной ступени. Но прежде необходимо рассчитать напряжение каждой ступени СТЮ. Для этого воспользуемся формулой U = P/i.Например, для нашего трансформатора мощностью 6750 Вт нужно выполнить четыре шага с регулировкой 90 А, 100 А, 130 А и 160 А. данным в формуле, получаем U1ST1=75В, U1ST2=67,5В, U1St3=52В, U1S4=42,2В. Полученные значения подставляем в форму расчета оборотов для ступеней регулировки и получаем W1S1=197 оборотов, W1S2=219 оборотов, W1S3=284 оборота, W1S4=350 оборотов. Прибавив к максимальному значению полученного оборота для четвертого этапа еще 5%, получим реальное количество оборотов - 385 оборотов. Наконец, рассчитаем сечение проводов первичной и вторичной обмоток. Для этого разделите максимальный ток для каждой обмотки на плотность тока.В итоге получаем сперв = 11 мм2 и свтор = 60 мм2.
Установка сварочного трансформатораИмея на руках все расчеты и схему, можно приступать к сборке трансформатора.Вся работа будет не такой сложной, как покраска, так как нужно учитывать количество витков и не списывать на свой счет. Несмотря на то, что тороидальный трансформатор для сварки используется наиболее популярным среди бытовых приборов, рассмотрим монтаж на примере трансформатора с П-образным сердечником. популярны среди самодельщиков. 90 250 Работы начинаются с S. Каркас для обмоток . Для этого используйте массивы Textolite. Этот материал используется для создания штампованных досок. Из плитки нижняя часть двух ящиков. Каждый ящик состоит из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних раструбов соответствует площади сердечника при небольшом увеличении стенок коробки. Пример того, как должна выглядеть часть коробки, можно увидеть на фото. Совокупность каркасов для обмоток, изолированных их огромной изоляцией .После этого приступаем к обмоткам. Обмоточные провода желательно брать из термостойкой стеклянной изоляции. Это явно немного дороже по сравнению с обычной разводкой, но в результате не будет головной боли от возможного перегрева и расщепления обмоток. После укладки одного слоя проводки, изоляции и только после этого начинается следующая намотка. Не забывайте делать тапы на определенное количество потребления. По окончании формирования обмотки выбить верхний изоляционный слой.На концах отводов закрепляют медные винты.
Теперь приступаем к сборке и подъему магнитопровода сварочного трансформатора . Он использует утюг, сделанный специально для него. Металл имеет некоторые указатели магнитной индукции, неправильная марка может быть сломана.Металлические пластины для сердечника можно снять со старых трансформаторов или приобрести отдельно. Сами пластины имеют толщину около 1 мм, и для сборки всей сердцевины пациенту потребуется только соединить все пластины в одну общую. По окончании проверьте все обмотки тестером на наличие ошибок. После завершения сборки трансформатора изготавливаем диодный мост . и установите регулятор тока. Для диодного моста используем диоды B200 или KBPC5010. Каждый диод рассчитан до 50А, поэтому для сварочного трансформатора с номинальным током в 180 потребуется 4 таких диода.Все диоды крепятся к алюминиевому радиатору и подключаются параллельно снятию демпфера с обмоток. Осталось собрать корпусов И поставить туда сварочный трансформатор. Хороший сварочный трансформатор не может работать с первого раза. Причины такого комплекта, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и установки электроприборов. Но все снаряжается с опытом, и за одну-две перемотки обмотки трансформатора можно получить желаемый результат. Многие в хозяйстве будут использовать аппарат для электросварки деталей из черных металлов. Так как сырые сварочные аппараты достаточно дорогие, многие радиолюбители пытаются изготовить сварочный инвертор своими руками. У нас уже есть статья о том, предлагаю ли в этот раз еще более простой вариант автономного сварочного инвертора из имеющихся деталей своими руками. Из двух основных вариантов конструкции аппарата - со сварочным трансформатором или на базе преобразователя - был выбран второй. Действительно, сварочный трансформатор - это значительное сечение и тяжелый магнитопровод и много медного провода для обмоток, что у многих увеличивается. Электроника для преобразователя не классная и относительно дешевая. Как я сделал сварочный аппарат своими рукамиС самого начала работы я поставил перед собой задачу создать максимально простой и дешевый сварочный аппарат, используя в нем распространенные детали и узлы. В результате довольно долгих экспериментов с разными типами преобразователей на транзисторах и тринистерах схема, представленная на фиг.один. Простые транзисторные преобразователи оказались крайне капризными и ненадежными, а тринесторанты без повреждений выдерживают замыкание выхода до срабатывания предохранителя. Кроме того, тринисторы намного меньше греют транзисторы. Как нетрудно заметить, схемное решение оригинальностью не отличается - это обычный однолучевой преобразователь, его достоинство - в простоте конструкции и отсутствии недостающих компонентов, многие радиодетали от старых телевизоров в камера используется. И, наконец, вряд ли он нуждается в починке. Схема инверторного сварочного аппарата представлена ниже: Тип сварочного тока постоянный, регулирование плавное. На мой взгляд, это самый простой сварочный инвертор, который можно собрать своими руками. При сварке стальных листов толщиной 3 мм электродами диаметром 3 мм установившийся ток, потребляемый аппаратом, не превышает 10 А. Включение сварочного напряжения осуществляется кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение управления дугой и повысить электробезопасность с другой, так как при отпускании электрододержателя напряжение на электродах автоматически отключается.Повышенное напряжение облегчает зажигание дуги и обеспечивает стабильность ее горения. Маленькая хитрость: схема инвертора, собранная своими руками, позволяет подключиться из тонкой жести. Для этого нужно изменить полярность сварочного тока. Напряжение линии ремонтирует диодный мост VD1-VD4. Выпрямленный ток, проходя через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса. Приступать к сварке следует только после выхода лампы HL1.При этом через дроссель L1, С6-С17 нагружаются конденсаторы батареи. Свечение светодиода HL2 указывает на то, что устройство включено в сеть. Тринистор VS1 при выключении закрыт. При нажатии кнопки SB1 запускается генератор импульсов до частоты 25 кГц, собранных на одном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который в свою очередь открывает параллельно включенные тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1.Цепной дроссель L2 - основная обмотка трансформатора Т1 - конденсаторы С6-С17 - колебательный контур. При изменении направления тока в цепи ток начинает протекать через диоды VD8, VD9, а триники VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1. Импульсы на обмотке трансформатора III T1 Обрыв тринистора VS1. который напрямую связывает сетевой выпрямитель на диодах VD1 - VD4 с тринисторным преобразователем. Светодиод HL3 используется для индикации процесса формирования импульсного напряжения.Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 - С24 - сглаживают, что облегчает зажигание сварочной дуги. Переключатель SA1 поддерживает пакетный или другой переключатель на ток не менее 16 А. СЭКС SA1.3 замыкает конденсатор С5 на резистор R6 при его выключении и быстро сбрасывает этот конденсатор, что позволяет, не опасаясь повреждения тока , Осмотрите и отремонтируйте устройство. Вентилятор ВН-2 (с двигателем М1 по схеме) обеспечивает принудительное охлаждение узлов аппарата.Менее мощные вентиляторы использовать не рекомендуется, иначе придется установить несколько. Конденсатор С1 - любой, рассчитанный на работу с переменным напряжением 220 В. Диоды прямого действияVD1-VD4 должны быть рассчитаны на ток не менее 16А и обратное напряжение не менее 400 В. Их необходимо устанавливать на разные пластинчатые теплоотводы размерами 60х15 мм и толщиной 2 мм из алюминиевого сплава. . Вместо одного конденсатора С5 можно использовать несколько параллельно включенных аккумуляторов на напряжение не менее 400 В каждый, при этом емкость аккумуляторов может быть больше указанной на схеме. Демпфер Л1 выполнен на стальном магнитопроводе 12,5х25-50. Любой другой магнитопровод такого же или большего поперечного сечения подходит, когда выполняется условие размещения окна. Конструкция состоит из 175 витков провода ПЭВ-2 1,32 (меньший диаметр провода использовать нельзя!). Магнитопровод должен иметь немагнитный люфт 0,3...0,5 мм. Индуктивность дросселя 40 ± 10 мкг. Конденсаторы С6-С24 должны иметь малый тангенциальный угол диэлектрических потерь, а С6-С17 еще и рабочее напряжение не менее 1000В.Лучший из опробованных мной конденсаторов - К78-2, используемый в телевизорах. Можно использовать более распространенные конденсаторы этого типа разной емкости, доводя общую емкость до указанной на схеме, а также импортные фольгированные. Попытки использовать бумажные или другие конденсаторы, предназначенные для работы в низкочастотных цепях, приводят, как правило, к выходу из строя через некоторое время. KU221 TRINISTORY (VS2-VS7) Рекомендуется использовать с альпийским индексом A или в крайнем случае B или G.Наряду с продемонстрированной практикой выводы катода от тринисторов заметно греются, что не исключает разрушения заряда на плате, а то и выхода из строя тринисторов. Надежность будет выше, если для втягивания катода тринисторов, или трубчатых поршней из цветной медной фольги толщиной 0,1...0,15 мм или бандажей в виде туго свернутой спирали из медной проволоки с диаметром 0,2 мм и сосать по всей длине. Вантуз (бинт) должен охватывать всю длину почти до основания.Паять нужно быстро, чтобы не применить тринистор. У вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно слабых триинисторов поставить один мощный? Да, это возможно при использовании устройства, которое лучше (или хотя бы сопоставимо) по своей частоте Тринисторы КУ221А. Но среди доступных, например, серии PM или TLS такого нет. Переключение на низкочастотные устройства снизит рабочую частоту с 25 до 4...6 кГц, а это приведет к ухудшению многих важнейших характеристик аппаратов и громкому пронзительному писку при сварке. При установке диодов и тринисторов обязательно использование теплопроводной пасты. Более того, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, так как им легче обеспечить наилучшие условия отвода тепла. Достаточно установить группу тринисторов на одну мойку толщиной не менее 3 мм. Поскольку резисторы уровня ТОК R14-R18 (С5-16 б) могут сильно нагреваться при сварке, их необходимо освобождать от пластикового покрытия прокаливанием или прогревом током, значение которого необходимо подобрать экспериментально. Диоды VD8 и VD9 установлены на общий тринистратный сток, а диод VD9 изолирован от теплоотвода прокладкой МИСЭ. Вместо CD213A подходят CD213B и CD213B, а также CD2999B, CD2997A, CD2997B. Демпфер L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанных на оправку диаметром 12... 14 мм. Дроссель при сварке сильно греется, поэтому при закручивании спирали необходимо обеспечить между витками 1...1,5 мм, причем дроссель необходим так, чтобы он находился в потоке воздуха от вентилятора. Т1 состоит из трех магнитных трубок РС30х16, собранных вместе с ферритом 3000 НМС-1 (они выполняли строчные трансформаторы старых телевизоров). Первичная и вторичная обмотки разделены на две секции, каждая (см. рис. 2) повреждена PSD168x10.4 в изоляции из стекловолокна и соединены последовательно по . Первичная обмотка содержит 2х4 витка, вторичная - 2х2 витка. Срезы вырезаются на специально изготовленной деревянной оправке. От разворачивающихся витков секции секции защищают двумя бандажами из луженой медной проволоки диаметром 0,8...1 мм. Ширина бинта - 10...11 мм. Под каждую повязку подложите полоску электрокардера или рину с несколькими витками ленты из стекловолокна. После намотки отсутствуют бинты. Один из бинтов каждой секции служит стартом. Для этого изоляцию под бандаж делают так, чтобы он непосредственно соприкасался с началом намотки секции. После намотки в начале участка припаивается бандаж, для чего вращение от этого участка будет сниматься с верхней части изоляции и считаться с ним. Обратите внимание, что в самом жестком тепловом режиме запуск работает. По этой причине и при варке его секций, и при сборке между наружными частями витков должен быть воздушный зазор, заносящий недолговечные перчатки между витками термостойкого клея вкладыша. Вообще говоря, при изготовлении инверторных сварочных трансформаторов в обмотке всегда оставляют воздушные зазоры. Чем они эффективнее отводят тепло от трансформатора, тем ниже вероятность спалить устройство. Следует также отметить, что секции обмотки, изготовленные с указанными выше вкладышами и прокладками, с жилой той же части 1,68 х 10,4 мм 2 без изоляции будут охлаждаться в тех же условиях лучше. Стыкие бандажи соединяются с паяльником, а для передней части рабочих секций рекомендуется припаивать медную площадку в виде короткого отрезка провода, из которого сделана секция. В результате получается туго запотевшие обмотки первичного трансформатора. Вторичные изготавливаются аналогично. Разница только в обороте в секциях и собственно в обеспечении вывода из центральной точки. Обмотки устанавливаются на магнитопровод строго определенным образом - это необходимо для правильной работы выпрямителя VD11 - VD32. Направление намотки верхней части обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, от верхнего силового до соединения с дросселем L2. Направление намотки верхней вращающейся части II, наоборот, по часовой стрелке, начиная с верхнего вывода, подключается к блоку диодов VD21-VD32. Скрутка III представляет собой вращение любого провода диаметром 0,35...0,5 мм в термостойкой изоляции на напряжение не менее 500 В. Может размещаться в любом месте магнитопровода от первичной обмотки. Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения воздушным потоком всех компонентов трансформатора очень важно выдерживать необходимые зазоры между обмотками и магнитопроводами.При сборке сварочного инвертора своими руками большинство корыстолюбцев совершают одну и ту же ошибку: недооценивают важность трансового охлаждения. Этого нельзя делать. Эту задачу выполняют четыре монтажные пластины, которые вставляются в обмотку при окончательной сборке узла. Плитки изготовлены из стекловолокна толщиной 1,5 мм, как показано на рисунке. После окончательной подгонки плиты желательно зафиксировать термостойким клеем. Трансформатор крепится к основанию прибора тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм.Эти же опоры фиксируют взаимное положение всех элементов магнитопровода. Перед сборкой трансформатора на основе между половиной каждого из трех комплектов магнитопровода необходимо вложить прокладки безмагнитные из электрокардиографов, гетинакса или текстолита толщиной 0,2...0,3 мм. Для изготовления трансформатора могут быть использованы магнитопроводы и других размеров сечением не менее 5,6 см 2. Подойдет, например, Ш30Х28 или два комплекта Ш 16х20 из Феррита 2000НМ1. Скрутка I для бронированных магнитопроводов изготавливается в виде единой детали восемь витков, обмотка II - такая же, как описано выше, из двух отрезков по два витка. Сварочный выпрямитель на диодах VD11-VD34 представляет собой конструктивно отдельный блок, выполненный в виде полки: Собран так, что каждая пара светодиодов зажата между двумя раковинными пластинами размерами 44х42 мм и толщиной 1 мм из алюминиевого листа. Весь пакет затягивается четырьмя стальными резьбовыми шпильками диаметром 3 мм между двумя фланцами толщиной 2 мм (из того же материала, что и пластины), к которым болты прикреплены с обеих сторон двух пластин, образуя выводы выпрямителя. Все диоды в блоке ориентированы одинаково - катодные выводы справа на рисунке - а выводы в отверстии матрицы, что служит общим плюсом КПД выпрямителя и аппарата в целом. Анодные приложения диодов WPAen в открытии второго массива. Делает две группы выводов, относящихся к крайним выводам обмотки трансформатора по схеме. Учитывая большой суммарный ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, усаженных каждый в отверстие и соединенных пайкой на противоположном конце.Группа из десяти светодиодов соединена пятью сегментами, из четырнадцати - шестью, вторая плата с общей точкой всех светодиодов - шесть. Провод лучше использовать гибкий, сечением не менее 4 мм. Таким же образом из печатной платы изготавливают основную плату. Пластины выпрямителя изготовлены из стекловолоконной фольги толщиной 0,5мм и находятся в LISP. Четыре узких прорези в каждой пластине помогают снизить нагрузку на выводы диода при температурных искажениях.С этой же целью выводы от диодов нужно видоизменить так, как показано на рисунке выше. В сварочном выпрямителе могут использоваться и более мощные диоды КД299Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их количество может быть меньше. Так, в одном из вариантов устройства успешно отработал выпрямитель из девяти диодов 2Д2997А (пять - в одном плече, четыре в самом). Пластины радиатора остались прежними, можно увеличить до 2 мм. Светодиоды были размещены парами, но по одному в каждой камере. Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, Тринисторы VS2 - VS7, VD5-VD7 стабилизированные, диоды VD8-VD10 смонтированы на основной плате, а триинистер и диоды VD8, VD9 устанавливаются на радиатор, прикрученный к пластине из текстовой фольги толщиной 1,5 мм: Масштаб чертежа платы 1:2, но заряд легко размещать, даже не прибегая к фотометрии, так как центры почти всех отверстий и границы почти всех фольгированных витрин находятся на сетке с шагом 2,5мм. Высокая точность зарядки отверстий маркера и сверления не требуется, но помните, что отверстия в нем должны совпадать с соответствующими отверстиями в пластине теплоотвода. Расцепитель в диодной цепи VD8 VD9 выполнен из медного провода диаметром 0,8...1 мм. Лучше убрать его из прессы. Вторую проволочную перемычку ПЭВ-2 можно установить со стороны детали. Групповой вывод таблицы, указанной на фиг. 5 букв B подключены к дросселю L2. В отверстиях группы в проводах тринистора аноды.Выводы R соединены снизу по схеме с выводом трансформатора Т1, а D - с заглушенным L1. Отрезки проводов в каждой группе должны быть одинаковой длины и сечения (не менее 2,5 мм2). Теплая мойка представляет собой пластину толщиной 3 мм с загнутым краем (см. рис. 6). Лучшим радиоматериалом является медь (или латунь). В крайнем случае при отсутствии меди можно использовать пластину из алюминиевого сплава. Поверхность от установки деталей должна быть ровной, без коробок и вмятин. В пластинах просверлены отверстия с резьбой для крепления к ней печатной платы и крепежа. Через отверстия без резьбы, детали и провода стяжки. Через отверстия в изгибе опущены анодные выводы тринисторов. Три отверстия М4 в магнитоле предназначены для электрического подключения к печатной плате. Для этого используются три латунных винта с латунными гайками. 8. Размещение узлов Однопроходный транзистор VT1 обычно проблем не вызывает, но некоторые экземпляры при наличии генерации не выводят на тринистор VS2 фиксированное отверстие, амплитуду импульса. Все узлы и детали сварочного аппарата монтируются на опорную плиту толщиной 4 мм (текстолит также подходит для 4...5 мм) с одной стороны. В центре основания вырезается круглое окно для крепления вентилятора; Он устанавливается с той же стороны. Диоды VD1-VD4, тринистор VS1 и лампа HL1 установлены на угловых кронштейнах. При установке трансформатора Т1 следует предусмотреть соседние магнитопроводы, обеспечить воздушный зазор 2 мм. Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами. Головка болта изнутри прижата к основанию медного угольника, дополнительно скрепленного от ротора болтом с гайкой. Толщина карбоновой полки 3 мм. Внутренняя перемычка подключается ко второй полке винтом или припоем. Печатная пластина Монтажная пластина - радиатор установлен на базовом основании на шести стальных рамах, согнутых из полосы 12 и толщиной 2 мм. На передней части основания рукоятка выключателя SA1, крышка держателя предохранителя, светодиоды HL2, HL3, диоды HL3, R1, сварка и кабельные зажимы для кнопки SB1. Дополнительно к передней части с внутренней резьбой М5 крепятся четыре сваи-втулки диаметром 12 мм с внутренней резьбой М5. Стойки прикреплены фальш с отверстиями для управления устройством и защитной решеткой вентилятора. Подделки могут быть изготовлены из листового металла или диэлектрика толщиной 1...1,5 мм. Я вырезал из стеклопластика. Снаружи в папку можно вкрутить шесть стоек диаметром 10мм, на которые по окончании сварки наматываются сетевой и сварочный кабели. В свободных местах фальшпанелей просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. девять . Внешний вид инверторного сварочного аппарата с проложенными кабелями. Собранную основу помещают в крышку с крышкой из листа текстолита (можно использовать Гетинакс, стеклотекстолит, Винипласт) толщиной 3...4 мм. На боковых стенках расположены отверстия для выпуска охлаждающего воздуха. Формы отверстий не существует, но для безопасности лучше, если они будут узкими и длинными. Общая площадь торговой точки не должна быть меньше площади входа.Кейс оснащен ручкой и плечевым ремнем для переноски. Электрододержатель может быть конструктивно любым, лишь бы он обеспечивал простоту использования и легкую замену электрода. Кнопка (SB1 как показано на схеме) должна быть установлена на рукоятке электрододержателя в таком месте, чтобы сварщик мог легко ее удерживать, даже нажимая рукой в руке. Поскольку кнопка находится под сетевым напряжением, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля. стр. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, сможет без проблем собрать этот сварочный инвертор своими руками. В настоящее время трудно представить какие-либо работы по металлу без использования сварочного аппарата. Это приспособление свободно режет или соединяет детали из железа независимо от его толщины и размера.Для того, чтобы сварить, нужно иметь определенные навыки, ну и собственно само устройство. Его можно купить, можно арендовать сварочный аппарат для необходимых работ, а можно сделать агрегат своими руками. Стандартная схема сварочного аппарата и его типыПрежде чем создать сварочный аппарат в домашних условиях, необходимо разобраться в его устройстве.
Конструкция стандартных сварочных аппаратов очень разнообразна, но можно выделить следующие основные типы:
Сварка постоянным током обычно используется для тонкостенной, автомобильной и кровельной стали. Выносные и сварные устройства надежны, неприхотливы в эксплуатации, жесткие и очень чувствительны к перепадам напряжения.Если оно упадет ниже 200 вольт, будет сложно работать, возникнут проблемы с розжигом и поддержкой дуги.
Что касается инверторов, то использование электронных деталей значительно облегчило их вес. Они не боятся перепадов напряжения, но при этом очень чувствительны к перегреву.Работать с такими устройствами нужно осторожно, иначе они могут сломаться. Автономный сварочный аппаратСварочный аппарат переменного тока— одна из самых распространенных моделей. Это самый простой в использовании и простой в сборке дом по сравнению с другими типами сварочных аппаратов. Что вам нужно
Какие кабели вам нужны? Оптимальное напряжение при работе сделанного мною аппарата 60В при оптимальном токе - 120-160А. Исходя из этого, мы понимаем, что минимальное сечение медных проводников к основному ветру должно быть 3-4 кв. мм. Оптимальный – 7 кв. мм, что учитывает возможные дополнительные всплески нагрузки и натяжения. Кабели с изоляцией из ПВХ или резины Если нет провода с нужным сечением, можно воспользоваться советчиками поврежденной вены. Правда, увеличится толщина обмотки, что повлечет за собой увеличение габаритов самого устройства. Для изготовления вторичной обмотки можно взять толстый медный провод, состоящий из множества токоведущих. Самодельный сердечник изготавливается из стального листа трансформатора, толщина которого должна быть от 0,35 мм до 0,55 мм. Их нужно сложить так, чтобы сердцевина получилась необходимой толщины, затем зафиксировать устройство саморезами по углам.По окончании работ поверхность плитки следует обработать надфилем и сделать утепление. Затем начинается намотка. Изначально базовые (можно сделать около 240 витков). Для того, чтобы иметь возможность регулировать текущий ток тока, нужно сделать несколько нажатий с примерным шагом в 20-25 стаканов. Сколько меди мне нужно для вторичной обмотки? Обычно число оборотов составляет 65-70. Сечение провода – 30 – 35 мм. Мм. Как и с первичной обмоткой, нужно сделать отводы для ходовой проверки.Изоляция проводки должна быть надежной и непроницаемой для отопления. Конструкция выполнена в одном направлении и каждое изолировано. Удлиняющиеся концы крепятся саморезами к пластине и можно считать, что самодельный сварочный аппарат готов. Если нужно увеличение силы тока - в этом случае может помочь вольтодавод или его можно изготовить своими руками, уменьшив количество витков на первичной обмотке и переключив провод на контакт с меньшим количеством витков.
Простой сварочный аппарат постоянного токаПри сварке чугуна и нержавеющей стали вам понадобится стационарное устройство. Его можно создать за 15 минут, если есть устройство переменного тока. В этом случае существующее устройство будет обновлено. Выпрямитель лучше справится со своей работой, если использовать конденсаторы на 50В и специальный дроссель для регулировки тока. Что нужно знать при подключении устройства к сети на постоянной основе:
Инвертор: Как сделать сварочный аппарат своими рукамиСам инвертор можно собрать из мелких деталей и проводки от советского телевизора или пылесоса. Характеристики инвертора:
Все элементы инвертора расположены на специальной печатной плате, а для лучшего отвода тепла от светодиодов закреплены на специальном теплоотводе, который прикручивается к плате.Сама пластина обычно изготавливается из стекловолокна, приблизительная толщина 1,5 мм.
Таким устройством можно смело варить цветные и черные металлы, заготовки из тонкого листа. Трехфазные сварочные аппараты обычно используются для сварки в производственных условиях, поэтому делать их дома нет смысла. Особенно популярны велтики Timvali, Budenoi и Thyristory. Советы Как сделать сварочный аппарат в домашних условиях: Точечная сваркаОдна из самых удобных и экономичных мини-сковородок в последнее время стала контактным методом. В быту что-то подобное используют для ремонта бытовой техники и сварочных аккумуляторов.
Создает такого минисмена с помощью трансформатора от старой микроволновки, который будет дорабатываться в процессе изготовления машинки. Цель состоит в том, чтобы получить короткий импульс длительностью не менее 1000 а. Уточнение выполняется следующим образом:
В итоге на выходе должно быть около 5 вольт, но если мощность маловата, можно взять другой трансформатор. Затем снова проверьте натяжение. Если он не более 2000 А - микроволочная машина готова к эксплуатации. При выполнении в домашних условиях незавершенных и мелких сварочных работ может собрать любой желающий. Вам не нужно тратить много денег, сил и времени на сборку.Причем не стоит приобретать неразумные модели таких устройств. Для того, чтобы сделать мини сварочный аппарат своими руками из средств защиты, без особых финансовых затрат и усилий, необходимо разобраться в том, как функционирует оборудование, после чего можно приступать к производству в домашних условиях. В первую очередь стоит определиться с желаемым блоком питания для вашего самодельного сварочного оборудования. Соединение деталей огромной конструкции требует большей силы тока, а сварочные работы с тонкими металлическими поверхностями минимальны. Текущее значение связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать прутки до 4 миллиметров, а в конструкциях толщиной 2 миллиметра прутки должны быть 1,5 миллиметра. При использовании 4-х миллиметровых электродов ток регулируется до 200 ампер, 3-х миллиметровых - до 140 ампер, 2-х миллиметровых - до 70 ампер, а для самых маленьких до 1,5 миллиметров - до 40 ампер. Вы можете самостоятельно создать дугу для процесса сварки, используя сетевое напряжение, полученное при работе трансформатора. Это оборудование включает:
Трансформатор для сварочных работ. Специализированное оборудование имеет дополнительные устройства для улучшения качества и мощности дуги, что позволяет самостоятельно регулировать текущие значения. Данная тема недостаточно глубокая, т.к. один из самых простых способов собрать сварочный аппарат своими руками. Его особенностью является переменный ток, благодаря чему обеспечивается выполнение качественного шва при сварке металлических поверхностей. Такое оборудование справится с любой бытовой работой, где необходимо сварить металлические или стальные конструкции. Для необходимой подготовки:
Оптимальный вариант, когда сердечник в виде рихтовки имеет букву «П». В некоторых случаях будет повторяться применение детали в более модифицированном виде, например, круглый статор, изготовленный из поврежденного электродвигателя. Принципиальная схема устройства сварочного трансформатора. Стоит, однако, отметить, что форма обмотки у этой формы более сложная. Лучше всего, если сечение сердечника классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, будет иметь площадь около 50 см2. Чтобы оборудование имело доступ к весу, его не следует увеличивать по количеству секций, но технический эффект будет не на высшем уровне. Если сечение вам не подходит, его можно будет рассчитать самостоятельно по специальным схемам и формулам. Первичная обмотка должна быть выполнена из медного провода, который будет иметь повышенные свойства: термостойкость, так как эта часть сильно нагревается при работе конструкции. Эта часть должна иметь изоляцию из хлопка или стекла. В крайнем случае можно использовать резиновый провод с изоляцией или резинотканью, однако опасаться полихлорвиниловой накрутки. Изоляция тоже делается своими руками, с использованием ваты или стекловолокна, вернее, шириной 2 см.Благодаря этим кусочкам получается смочить провод, а затем пропитать любым электротехническим лаком. Такой утеплитель не перегревается после штатной эксплуатации. Аналогичным образом приведенные выше расчеты позволят рассчитать, какая площадь сечения обмотки - первичной и вторичной будет наиболее оптимальной. Часто вторичная обмотка имеет площадь около 30 мм2, а основная обмотка до 7 мм2 с использованием стержня диаметром 4 мм. Причем по-простому надо определить на сколько растянется кусок медного провода и сколько изгибов придется крутить двум обмоткам.Затем нарезаются катушки и изготавливается каркас по геометрическим параметрам магнитопровода. Главное, чтобы не возникло сложностей при обустройстве магнитопровода. В первую очередь необходимо правильно поднять размер ядра. Лучше всего поможет электротехнический картон или текстолит. С этим же аналогом можно будет сделать проект на сварку мелких деталей. В домашних условиях можно использовать «мини» сварку для небольшого размера. Производство сварочного аппаратаДо сих пор практически невозможно и достаточно сложно сварить металл или правильно обработать его без применения сварочного оборудования. После сварки своими руками можно выполнять любые работы с металлическими изделиями. Схема трансформатора с отдельным дросселем. Чтобы сделать качественную поделку, необходимо иметь знания и навыки, которые помогут разобраться в Схеме сварочного аппарата постоянного тока или в шахматном порядке, представляющих собой два варианта сборки устройств. Для домашнего использования лучше всего знать, как сделать мини-сварку. Удобнее вызвать мастера или приобрести готовый агрегат, но иногда это слишком дорого, так как выбор модели по различным параметрам, таким как масса свариваемого, количество вольт для сварочного аппарата, определить довольно сложно. Сварочные аппараты бывают нескольких типов: переменного тока, трехфазные прямого или инверторного типа. Чтобы выбрать один из вариантов и приступить к сборке, необходимо рассмотреть каждую схему первых 2-х типов.В процессе подготовки необходимо обратить внимание на стабилизатор напряжения. На переменном токеДля изготовления самодельных сварочных аппаратов необходимо подобрать показатель напряжения, лучше всего 60 вольт, ток лучше всего регулировать от 120 до 160 ампер. Вы можете самостоятельно определить значение сечения необходимого провода для изготовления первичной обмотки трансформатора, который необходимо подключить к сети 220 В. Сечение по параметрам площади не должно быть более 7 мм2, так как стоит обратить внимание на возможное падение напряжения и возможную дополнительную нагрузку. На основании расчетов оптимальный размер диаметра медных жил под первичной обмоткой, уменьшающий работу механизма, составляет 3 миллиметра. При выборе алюминия для провода сечение умножают на 1,6. Стоит отметить, что провода необходимо обернуть тканью, так как они должны быть изолированы. Дело в том, что при повышении температуры провод может расплавиться, и появится короткое замыкание. При отсутствии нужной проволоки можно заменить на мелкий тоньше, заливая паром.Однако необходимо помнить, что толщина обмотки будет увеличиваться, из-за чего размеры сварочного оборудования будут большими. Под вторичной обмоткой используется большая толщина с большим количеством меди. На фиксированном токе. Электрическая схема сварочного аппарата постоянного тока. Некоторые сварочные аппараты работают на постоянном токе. С помощью этого агрегата можно сваривать изделия из черных металлов и конструкции из нержавеющей стали. Для создания своими руками сварочного аппарата постоянного тока может потребоваться не более получаса.Для преобразования саморазряда переменным током необходимо подключить вторичную обмотку, которая собрана в диод. В свою очередь диод должен выдерживать ток 200 ампер и иметь хорошее охлаждение. Чтобы перегрузить текущую стоимость, вы можете использовать конденсаторы, которые имеют определенные характеристики и функции стресса. После этого устройство берется серийно по схеме. Thotts используются для регулировки хода и контакты для крепления рукоятки. Дополнительные детали служат для передачи тока от внешних сред к месту сварки. Для того, чтобы сварочный аппарат работал в порядке, необходимо, прежде всего, зажечь электрическую дугу. Процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном в сторону металлической оболочки поворачивается и чиркает по поверхности конструкции. При правильном и успешном выполнении действия появляется небольшой взрыв и расплавляется материал, после чего можно сваривать необходимые элементы. При изготовлении сварочного аппарата своими руками следует руководствоваться рекомендациями по работе с ним.Для того чтобы детали можно было сварить, их необходимо удерживать в таком положении, чтобы было определенное расстояние друг от друга, детали свариваются. Это расстояние может быть равно поперечному сечению выбранного электрода. Часто металл, такой как углеродистая сталь, соединяется с прямым полярным ударом. Однако некоторые сплавы можно сваривать только при обратной полярности тока. Кроме того, необходимо внимательно следить за качеством шва и за подгонкой конструкции. Простая схема сварки. Стоит подчеркнуть, что переменный ток можно эффективно и плавно регулировать. Зачастую сложностей в настройке устройства на нужные параметры не возникает. Из-за малого показателя силы тока шов будет выходить некачественно, но и повышенное значение выставлять нельзя, так как есть риск прожечь поверхность. Если необходимо варить поверхность небольшой толщины, подойдут бруски размером от 1 до 3 миллиметров, а сила тока должна варьироваться в зависимости от 20-60 А.Электродами с большим сечением электродов можно сваривать металлоизделия до 5 миллиметров, но при этом сила тока должна быть 100 А. После того, как процесс сварки завершен, при помощи самоделки необходимо легкими движениями осторожно удалить окалину, появляющуюся на шве, затем закрутить специальной щеткой. С помощью этого действия вы можете сохранить приятный эстетический вид устройства. Не стоит переживать, если первые очистительные пары будут не очень быстрыми.Это умение проверено опытом и подчиняется всем рекомендациям по правильной эксплуатации конструкции. РезультатВ заключение стоит отметить, что сварочные аппараты постоянного тока гораздо проще подобрать, а также удобны в эксплуатации из-за малой мощности. .Перерыв сварщика. Как сделать полуавтомат из инвертора своими руками. Самый простой сварочный аппарат: инструкцияСварочный полуавтомат можно сделать самодельный, из инвертора. Скажем сразу, что сделать сварку полуавтоматом из инвертора своими руками непросто, но и не невозможно. Всем, кому пришла в голову идея сделать полуавтомат своими руками из инвертора, следует узнать о принципе его работы, при необходимости посмотреть видео или фото на эту тему, подготовить необходимые комплектующие и оборудование . Как переделать инвертор в полуавтоматДля работы Вам понадобится: Z Сварочный полуавтомат Hema При сварке полуавтоматом проволока разного диаметра и материала бывает разной, поэтому должна быть предусмотрена возможность регулирования скорости ее подачи. Делается это через фидер. Наиболее распространенные диаметры проволоки в нашем случае: 0,8; один; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на катушки, которые представляют собой насадки, фиксируемые простыми креплениями. Подача проволоки в процессе сварки происходит автоматически, что значительно сокращает время технологической операции и повышает производительность. Основным элементом электронной схемы блока управления является микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока. От этого элемента зависят текущие параметры и возможность их регулировки. Модернизация инверторного трансформатораСварочный полуавтомат своими руками можно сделать, поменяв трансформатор инвертора. Чтобы адаптировать характеристики инверторного трансформатора в соответствии с требованиями, он обернут медной полосой, обернутой термобумагой.Обычную толстую проволоку для этих целей не используют, так как она будет сильно нагреваться. Вторичная обмотка тоже переделана... Для этого нужно:
На конструктивной схеме инвертора, используемого для подключения к полуавтомату, должен быть предусмотрен вентилятор для охлаждения устройства. Персонализация После выполнения вышеуказанных процедур подключите силовую часть к панели управления и подключите ее к сети. При включенном индикаторе питания подключите осциллограф к выходам инвертора. С помощью осциллографа найдите электрические импульсы в диапазоне 40–50 кГц.Между импульсами должно пройти 1,5 мкс, и это контролируется изменением напряжения, подаваемого на вход. Проверить, что отраженные на экране осциллографа импульсы имеют прямоугольную форму и их фронт не превышает 500 нс. Если проверенные параметры в норме, подключите инвертор к сети. Ток с выхода должен быть не менее 120А.Если это значение меньше, то велика вероятность того, что на выводы прибора будет поступать напряжение, не превышающее 100 В. В этом случае прибор тестируется изменением тока (плюс постоянно контролируется напряжение на конденсаторе). Температура внутри устройства также постоянно контролируется. После испытаний проверить устройство под нагрузкой: к сварочным проводам подключить реостат сопротивлением не менее 0,5 Ом. Он должен выдерживать ток силой 60 А. Силу тока, подаваемого на сварочную горелку, контролируют амперметром.Если оно не соответствует требуемому значению, значение сопротивления подбирается опытным путем. Использование Контроль правильности работыЧтобы полуавтомат служил долго, рекомендуется постоянно следить за температурным режимом работы инвертора. Для управления одновременно нажимаются две кнопки и на дисплее отображается температура самого горячего радиатора в инверторе. Нормальная рабочая температура - не более 75°С. 9000 3 Если их больше, помимо информации, отображаемой на индикаторе, инвертор будет издавать прерывистый звук, который должен вас сразу насторожить.В этом случае (или при замыкании датчика температуры) электронная схема автоматически снизит рабочий ток до 20А, а звуковой сигнал будет продолжаться до тех пор, пока устройство не вернется в нормальное состояние. Код ошибки (Err), который высвечивается на индикаторе инвертора, также может указывать на аппаратный сбой. При использовании сварочного полуавтоматаПолуавтомат рекомендуется использовать там, где требуется точная, аккуратная стыковка стальных деталей. При таком оборудовании проваривается тонкий металл, что немаловажно, например, при ремонте кузова автомобиля. Квалифицированные специалисты или обучающее видео помогут вам научиться пользоваться устройством. У хорошего мастера в обязательном порядке должен быть сварочный полуавтомат, особенно у владельцев машин и в частной собственности. С ним всегда можно выполнить мелкие работы своими руками. Если вам нужно сварить деталь машины, сделать теплицу или создать что-то вроде металлоконструкции, то такое устройство станет незаменимым помощником в вашем личном хозяйстве.Вот дилемма: купить или сделать самому. Если имеется инвертор, проще сделать его самостоятельно. Это обойдется вам гораздо дешевле, чем покупка коммерческой сети... Правда, вам потребуются хотя бы базовые знания основ электроники, наличие необходимого инструмента и желание. Изготовление полуавтомата из инвертора своими руками КонструкцияИнвертор можно переоборудовать в полуавтомат для сварки тонкой стали (низколегированной и коррозионностойкой) и алюминиевого сплава своими руками Руки.Нужно только хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы производства. Инвертор — это устройство, используемое для снижения уровня электрического напряжения до уровня, необходимого для питания сварочной дуги. Суть процесса сварки полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока подается в зону дуги с постоянной скоростью. Туда же подается защитный газ. Чаще всего - углекислый газ. Это гарантирует получение качественного шва, не уступающего по прочности соединяемому металлу, при этом в соединении отсутствуют шлаки, так как сварочная ванна защищена от негативного воздействия компонентов воздуха (кислорода и азота). с защитным газом. В комплект такого полуавтомата должны входить следующие позиции:
Устройство сварочной станции Принцип работыПосле подключения устройства к эл.в сети переменный ток преобразуется в постоянный. Для этого требуется специальный электронный модуль, высокочастотный трансформатор и выпрямители. Качественные сварочные работы необходимы для того, чтобы в будущем аппарате такие параметры, как напряжение, сила тока и скорость подачи проволоки находились в определенном равновесии. Этому способствует использование дугового источника с жесткой вольт-амперной характеристикой. Длина дуги определяется постоянным напряжением.Скорость подачи проволоки определяет сварочный ток. Имейте это в виду, чтобы улучшить результаты сварки. Проще всего воспользоваться схемой от фирмы Саныч, которая уже давно делает такой полуавтомат из инвертора и успешно ее применяет. Вы можете найти его в Интернете. Многие домашние умельцы не только сделали сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали его. Вот первоисточник: Схема сварочного полуавтомата Саныч Полуавтомат sanyДля изготовления трансформатора Саныч использовал 4 сердечника от ТС-720.Первичная обмотка намотана: медный кабель Ø 1,2 мм (количество витков 180+25+25+25+25), для вторичной обмотки использовал шину сечением 8 мм 2 (количество витков 35+35). Выпрямитель был собран по двухполупериодной схеме. Я выбрал двойное печенье для обмена. На радиатор установил диоды, чтобы не перегревались при работе. Конденсатор был помещен в прибор емкостью 30 000 мкФ. Дроссель фильтра выполнен на сердечнике ТС-180. Силовая часть запускается контактором ТКД511-ДОД.Установлен силовой трансформатор ТС-40, перемотанный на напряжение 15В. Валик тормозного механизма в этом полуавтомате имеет диаметр 26 мм. Имеет направляющую канавку глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Достаточно обеспечить оптимальную подачу проволоки Как другие умельцы усовершенствовали проволоку, вы можете прочитать новости на различных форумах, посвященных этой теме, и вникнуть в нюансы производства. Настройка инвертораДля обеспечения качества работы полуавтомата с небольшими габаритами лучше всего использовать тороидальные трансформаторы.У них самый высокий КПД. Трансформатор для работы инвертора подготавливается следующим образом: его необходимо обмотать медной лентой (шириной 40 мм, толщиной 30 мм), защитить термобумагой необходимой длины. Вторичная обмотка выполнена из 3 слоев олова, изолированных друг от друга. Для этого можно использовать фторопластовую ленту. Концы вторичной обмотки на выходе необходимо припаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор. Схема обмотки трансформатора Работа по настройке инвертора начинается с отключения питания силовой части. Выпрямители (входные и выходные) и силовые ключи должны иметь радиаторы для охлаждения. Там, где есть радиатор, наиболее нагревающийся при работе, необходимо предусмотреть термодатчик (его показания при работе не должны превышать 75 0 С). После этих изменений силовая часть подключается к блоку управления.При прикреплении к электронному письму. индикатор сети должен загореться. С помощью осциллографа проверьте наличие импульсов. Они должны быть прямоугольными. Частота их повторения должна быть в диапазоне 40 ÷ 50 кГц, а временной интервал должен составлять 1,5 мкс (время корректируется изменением входного напряжения). Индикатор должен показывать не менее 120А. Не лишним будет проверить устройство под нагрузкой. Для этого в сварочную проволоку вставляется нагрузочный реостат сопротивлением 0,5 Ом.Он должен выдерживать ток 60А. Это проверяется вольтметром. Правильно собранный инвертор при сварке позволяет регулировать силу тока в широком диапазоне: от 20 до 160А, причем выбор рабочего тока зависит от свариваемого металла. Для изготовления инвертора своими руками можно взять компьютерный блок, который должен быть исправен. Кузов нужно усилить, добавив ребра жесткости. В нем установлена электронная часть, выполненная по схеме Саныча. Механизм подачи проволокиЧаще всего в таких полуавтоматах собственного производства предусмотрена возможность подачи сварочной проволоки Ø 0,8; 1,0; 1,2 и 1,6 мм.Скорость его подачи должна регулироваться. Питатель со сварочным держателем можно приобрести в магазине. При необходимости и наличии нужных деталей вполне возможно сделать это своими руками. Для этого опытные новаторы используют электродвигатель от автомобильных дворников, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик установлен на валу двигателя. Подшипники прикреплены к пластинам. Они прижимаются к ролику. Сжатие производится пружиной. Проволока, проходя через специальные направляющие между подшипниками и роликом, натягивается. Все элементы механизма монтируются на пластину толщиной не менее 8-10 мм, изготовленную из текстолита, при этом проволока должна выходить в месте сборки стыка, соединяющегося с приварной муфтой. Сюда же устанавливается катушка необходимого диаметра и сорта проволоки. Тяговый механизм в сборе Самодельную горелку можно сделать своими руками, воспользовавшись чертежом ниже, где ее составляющие наглядно разобраны.Его задачей является замыкание цепи, подача защитного газа и сварочной проволоки.
Устройство горелки самодельное Однако желающие быстро изготовить полуавтомат могут приобрести в розничной сети готовый пистолет вместе с гильзами для подачи защитного газа и сварочной проволоки. БаллонДля подачи защитного газа в зону горения сварочной дуги лучше всего приобрести баллон стандартного типа... Если в качестве защитного газа используется углекислый газ, можно использовать огнетушитель, сняв с него рожок .Обратите внимание, что для этого требуется специальный переходник, который необходим для установки регулятора, так как резьба на баллоне не совпадает с резьбой на горловине огнетушителя. Полуавтоматическое устройство «Сделай сам». ВидеоО компоновке, сборке, испытании самодельного полуавтомата вы можете узнать из этого видео. Сварочный полуавтомат инверторный своими руками имеет несомненные преимущества:
Устройством, предназначенным для сварки изделий, считается сварочный полуавтомат. Такие устройства могут быть разных типов и форм. Но самое главное — это инверторный механизм. Он должен быть качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции и создают собственные устройства. Схема изготовления самодельных инверторов достаточно проста. Важно учитывать, для каких целей будет производиться устройство.
Иногда для качественного результата и получения ровного стыка два устройства должны работать вместе. Также инверторные устройства делятся на:
Что требуется?Бытовой прибор, схема которого очень проста, содержит несколько основных элементов:
Схема для сварки полуавтоматом в среде защитных газов:
Дополнительно мастеру потребуется:
Принцип работыПринцип работы инвертора включает в себя:
При подключении устройства к сети наблюдается преобразование переменного тока в постоянный.Для этой процедуры вам понадобится электронный модуль, специальные выпрямители и трансформатор с ВЧ... Для качественной сварки обязательно, чтобы будущий агрегат имел такие параметры, как особая скорость подачи проволоки, ток и напряжение в идентичном остаток средств. Для получения этих характеристик потребуется источник тока дуги, имеющий вольт-амперные показания. Длина дуги должна определяться указанным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока. Электрическая схема аппарата предусматривает, что вид сварки сильно влияет на поступательную работу аппарата в целом.
Полуавтоматическая машина своими руками – подробное видео ПлансозданЛюбая схема бытового прибора предусматривает отдельную последовательность работ:
Плата управленияДля создания инвертора нужна специальная плата управления. На этом устройстве должны быть установлены аппаратные блоки:
Выбор корпусаПеред сборкой устройства необходимо выбрать корпус.Вы можете выбрать коробку или коробку с соответствующими размерами. Рекомендуется выбирать пластик или тонкий листовой материал. В корпусе трансформаторы подключены к вторичной и первичной катушкам. Выравнивание катушкиПервичные обмотки выполнены параллельно. Вторичные катушки соединены последовательно. По аналогичной схеме устройство способно принимать ток до 60 А. При этом выходное напряжение составит 40 В. Такие характеристики идеально подходят для сварки небольших конструкций в домашних условиях. Система охлажденияБытовой инвертор может перегреваться при длительной работе. Поэтому для такого устройства требуется специальная система охлаждения. Самый простой способ создания охлаждения – установка вентиляторов. Эти устройства должны крепиться к боковым сторонам корпуса. Вентиляторы необходимо установить напротив трансформаторного устройства... Механизмы крепятся таким образом, чтобы они могли работать на маске. Каждый сварщик знает о преимуществах полуавтомата перед ручной электросваркой.Благодаря большой популярности и дешевизне инверторы ММА есть в арсенале многих мастеров. А вот со сваркой МИГ другое дело - эти аппараты дороже. Но выход есть – можно сделать полуавтомат из инвертора своими руками. Если вникнуть в эту проблему, дело окажется не таким сложным. Существуют принципиальные различия между сваркой MMA и MIG. Для работы полуавтомата необходим углекислый газ (или смесь углекислого газа с аргоном) и электродная проволока, которая подается к месту сварки специальным шлангом.Эти. сам принцип полуавтоматической сварки сложнее, но он универсален и его применение оправдано. Что нужно для работы полуавтомата:
ПодготовкаИзготовление сварочного полуавтомата в домашних условиях начинается с планирования работ.Возможны два варианта выполнения сварки МИГ от инвертора:
В первом случае стоимость детали для кормушки будет около 1000 рублей, без работы, естественно. Если заводской полуавтомат включает в себя все в одном корпусе, то отечественный будет состоять из двух частей:
Для начала необходимо определиться с корпусом для второй части полуавтомата. Желательно, чтобы она была светлой и вместительной. Механизм подачи должен содержаться в чистоте, иначе проволока будет подаваться рывками, дополнительно необходимо периодически менять бобины и регулировать механизм. Поэтому ящик должен легко закрываться и открываться. Идеальный вариант - использовать старый системный блок:
Теперь нужно прикинуть размеры и расположение будущих деталей в корпусе. Вы можете вырезать из картона примерные макеты и проверить их взаимное расположение. Затем вы можете начать работать. Лучшее решение для присадочной проволоки – катушка 5 кг. Его внешний диаметр составляет 200 мм, а внутренний – 50 мм. Для оси вращения можно использовать канализационную трубу ПВХ. Его внешний диаметр составляет 50 мм. Горелка Бытовой полуавтоматический прибор должен быть оборудован горелкой. Можно сделать самому, но лучше купить готовый комплект, в который входят:
Обычную горелку можно приобрести за 2-3 тысячи рублей. Тем более что аппарат самодельный, так что гнаться за дорогими брендами не придется. На что обратить внимание при выборе комплекта:
Лоток Проволока-электрод должна подаваться непрерывно и равномерно - тогда сварка будет качественной. Скорость подачи должна регулироваться. Есть три варианта изготовления устройства:
Если вы выберете третий вариант, вам понадобится:
Один нажимной подшипник - должен быть регулируемым, другой служит опорой для ролика. Принцип производства:
Подшипники лучше всего размещать на металлических планках - один конец прикручивается к опорной плите, а к другому прикручивается пружина с регулировочным винтом. Изготовленный механизм размещается в корпусе таким образом, чтобы ролики находились на одной линии с разъемом горелки, т.е. провод не обрывался. Установите жесткую проволочную установочную трубу перед роликами. Изготовление электрической частиДля этого вам понадобится:
Схема управления подачей проволоки и газа достаточно проста и реализована следующим образом:
Полуавтомат имеет следующий рабочий порядок:
Эта последовательность необходима для того, чтобы провод сразу попал в защитную среду. Если сделать полуавтомат без промедления, то провод прилипнет.Для реализации этого нужен конденсатор и транзистор, через который подключено реле управления двигателем. Принцип работы:
Выберите емкость конденсатора так, чтобы задержка составляла примерно 0,5 секунды — этого достаточно для заполнения сварочной ванны. После сборки механизм необходимо протестировать и процесс производства можно увидеть на видео. Заменить инверторЧтобы сделать полуавтомат из обычного инвертора своими руками, придется немного переделать электрическую часть... Если подключить инвертор ММА к собранному корпусу, то можно будет варить. Но при этом качество сварки будет далеко от заводского полуавтомата. Речь идет о ВАХ - ВАХ. Дуговой инвертор имеет падающую характеристику - выходное напряжение переменное.А для правильной работы полуавтомата требуется жесткая характеристика - устройство поддерживает постоянное напряжение на выходе. Следовательно, чтобы использовать инвертор в качестве источника тока, нужно изменить его ВАХ (вольт-амперную характеристику). Для этого вам понадобится:
Довольно легко получить жесткий ответ по инвертору. Для этого нужно перед шунтом поставить делитель напряжения, контролирующий сварочный ток.В качестве делителя используются постоянные резисторы. Теперь вы можете получить нужные вам милливольты, которые будут пропорциональны выходному напряжению, а не току. Минус в этой схеме только один - слишком жесткий лук. Чтобы смягчить это, вы можете использовать переменный резистор, который подключается к делителю и шунтирующему выходу. Преимущество такого подхода в том, что есть регулировка жесткости дуги - такая настройка есть только на профессиональных полуавтоматах. Тумблер переключает инвертор между режимами MMA и MIG. Итак, переделка инвертора ММА в полуавтомат хоть и непростая задача, но вполне выполнимая. На выходе получается устройство, не уступающее заводскому по своим характеристикам. Но в то же время он намного дешевле. Стоимость такой замены 4-5 тысяч рублей. Инверторы широко используются домашними и мастерскими мастерами. Однако сварка таким аппаратом требует от оператора определенных навыков. Требуется умение «держать лук». Кроме того, сопротивление дуге является переменной величиной, поэтому качество сварного шва напрямую зависит от квалификации сварщика. Все эти проблемы отходят на второй план, если вы работаете со сварочным полуавтоматом. Конструктивные особенности и принцип действия полуавтоматаХарактерной особенностью данного сварочного аппарата является то, что вместо сменных электродов проволока подается в зону сварки непрерывно. Обеспечивает постоянный контакт и менее устойчив, чем дуговая сварка. По этой причине в месте контакта с заготовкой сразу образуется зона расплавленного металла. Жидкая масса склеивает поверхности, создавая качественный и прочный шов. С полуавтоматическим прибором можно легко варить все металлы, включая цветные и нержавеющие стали. Технику сварки можно изучить самостоятельно, записываться на какие-либо курсы не нужно. Устройство очень простое в использовании даже для начинающего сварщика. Помимо электрической части - источника большой мощности, полуавтомат имеет механизм непрерывной подачи сварочной проволоки и горелку, снабженную насадкой для создания газовой атмосферы. Обычная омедненная проволока работает в среде защитного инертного газа (обычно углекислого газа). Для этого цилиндр с редуктором соединяется со специальным входом на корпусе полуавтомата. Кроме того, полуавтомат может вариться в самозащитной среде, которая создается за счет специального напыления сварочной проволоки... При этом инертный газ не используется. Именно простота использования и универсальность полуавтомата делает его столь популярным среди сварщиков-любителей. Многие комплекты реализуют функцию «два в одном» и полуавтомат в общем корпусе. Из инвертора выведен дополнительный вывод - клемма подключения держателя сменных электродов. Точечная сварка из микроволновки своими руками: инструкция по изготовлениюДомохозяйству часто требуется аппарат для точечной сварки, но купить его сложно из-за высокой цены. Между тем ничего сложного в этом нет, и сделать устройство можно самостоятельно. Основой сварочного аппарата является трансформатор. Для личных нужд точечная сварка из микроволновой печи может производиться вручную. Чтобы лучше понять устройство, сначала нужно понять, как оно работает. Принцип работы аппарата для точечной сваркиМеталлические части помещаются между медными или латунными электродами, которые прижимаются друг к другу.Затем через них протекает электрический ток, нагревая горячую точку сварки. Детали становятся пластичными и в месте соединения образуется жидкостная ванна диаметром около 12 мм. Под давлением перегородка сваривается. Текущее питание и нагрев в виде импульса, после которого детали еще фиксируются в одном положении, пока немного не остынут. Познакомив с принципом работы, проще найти способ точечной сварки самостоятельно. Преимущества и недостатки точечной сваркиОсновными преимуществами точечной сварки являются:
Сварка встык не обеспечивает герметичности соединения, что является существенным недостатком. Требования к сварочному аппарату
Изготовление сварочного аппарата своими рукамиИз описания принципа работы следует, что Ручная точечная сварка должна предварительно обеспечивать нагрев деталей в месте соприкосновения с температурой плавления. Мощность нагрева приборов разная и надо представлять, для чего будет использоваться бытовая техника. Детали производства:
Камеры работают на большинстве настольных компьютеров. Портативные устройства широко распространены и зачастую ничем не хуже стационарных. Клещи для точечной сваркиЭлектроды вставляются в наконечники, а последние крепятся к наконечникам клещей для сварки, изолированных друг от друга. Проще всего сделать деревянные бруски с фанерным корпусом. Двигаются только верхняя и нижняя тяги, прикрепленные к основанию.Усилие прессования требуется обеспечивать максимально, особенно когда нужно сваривать толстые металлические листы. Это требует большого рычага. Он должен быть подпружинен, чтобы в исходном состоянии электроды были разомкнуты. В домашних условиях рекомендуется обеспечивать не более 30 кг давления. Ручка может иметь длину до 60 см, а электроды крепятся ближе к оси вращения, так что толщина руки составляет 1:10. В промышленности для прессования деталей с регулируемым усилием применяют пневматические и гидравлические устройства. Выключатель удобно превратить в ручку.Он будет подключен к первичной обмотке, по которой течет небольшой ток. Устройство также управляется магнитным пускателем с ножной педалью. Вторичная обмотка и корпус трансформатора заземлены. Сборка трансформатораПосле точечной сварки в микроволновой печи Основной частью устройства является силовой трансформатор мощностью 700-1000Вт. Чем выше уровень, тем лучше. Трансформатор СВЧ сварной. Нужно только снять вторичную обмотку, не повредив основную обмотку.На выходе сварочного тока необходимо получить не менее 500 А. Для этого необходимо намотать новую вершину основной обмотки диаметром проволоки не менее 1 см. Кроме того, в промежутках трансформатора имеется зазор, через который наматывают 2-3 витка толщиной изолированного проводника, плотно вводя отверстие между сердечником и первичной обмоткой. Аппарат мощностью 1 кВт подходит для сварки плат толщиной до 3 мм. Точечная сварка из микроволновки своими руками создает ток во вторичной обмотке до 2 тыс.А. Более высокое значение сделает сетевое напряжение заметным, а в квартире это может негативно сказаться на работе электронных устройств. В частном доме можно использовать более мощное устройство. Как разобрать микроволновую печь не проблема. Важно, чтобы его трансформатор обеспечивал необходимую мощность. Часто для его повышения применяют два одинаковых преобразователя напряжения, включенных параллельно друг другу. Для этого схема точечной сварки составляется из двух одинаковых вторичных обмоток с соединением одинаковых выводов на входе и выходе.При этом увеличение мощности достигается в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать клеммы, чтобы не произошло короткого замыкания. В результате можно будет сваривать пластины толщиной до 5 мм. При последовательном соединении вторичных обмоток выходное напряжение каждой суммируется. В то же время необходимо избегать плохого соединения в встречной фазе. Для этого выход подключается к нагрузке и вольтметр измеряет переменное напряжение. Трансформаторы крепятся к основанию корпуса и заземляются. Производство электродовСамый простой способ сделать электроды — найти медные стержни. Для небольшого устройства их можно сделать жалом мощного паяльника. Электроды быстро теряют форму, и их необходимо периодически поддевать. В них просверливают отверстие, через которое винты соединяют с проводами вторичной обмотки. Требования к электроду:
Кобальтовые и кадмиевые сплавы вольфрама и хрома или бронзы в наибольшей степени отвечают этим требованиям. EV считается лучшим сплавом. Нижний электрод прикреплен, а верхний электрод прикреплен к плечу. Важно обеспечить их надежную изоляцию. Устройство подключается к сети с помощью автоматического выключателя на 20 А. Проводное подключениеПодсоедините электродные провода, длина которых должна быть как можно меньше.Они припаяны к медным клеммам. Также припаяны отдельные жильные провода, так как при большом токе контакты могут окислиться и мощность пропадет. Не рекомендуется обжимать клеммы, так как в местах контакта возникает дополнительное сопротивление. Технология контактной сваркиСварка производится только при прижатии электродов, иначе они могут загореться. Основные параметры сварки следующие: сила тока
Максимальное сжатие создается при прохождении тока и вскоре после него. В этом случае металл успевает кристаллизоваться и соединение получается более прочным. Желательно охлаждать устройство вентилятором. Необходимо следить за температурой электродов, проводов и обмоток трансформатора. Если они горячие, делается пауза. Время точечной сварки зависит от величины тока и подбирается экспериментально. Обычно это несколько секунд.Листовой материал в основном клееный, но могут быть и бруски. Режим сварки может быть жестким и мягким. В первом случае подается большой ток и создается большая сила сжатия при малой длительности импульса (не более 0,5 с). Жесткий режим подходит для сварки медных и алюминиевых сплавов, а также легированных сталей. Мягкий режим имеет большую длительность импульса. Он больше подходит для домашних условий, где не всегда удается добиться требуемых показателей.Заготовки из обычных углеродистых сталей сваривают. Давление, плотность тока и размер пятна зависят от диаметра контактной поверхности электрода. В конструкции бытовых аппаратов точечной сварки значение силы тока обычно не регламентируется. В основном ориентация ориентирована на время нагрева, а управление осуществляется изменением цвета детали. Если требуется регулировка напряжения, можно использовать лабораторный автотрансформатор, подключенный ко входу. Чтобы катушка не перегорела при большом токе, при замыкании колесом применяют устройства со ступенчатой регулировкой напряжения. Точечная сварка в использованииДомашнему мастеру нужна стыковая сварка для мелкого ремонта, когда нужно прикрепить небольшие листы. Он используется для замены аккумуляторов в электроинструментах, ноутбуках и аналогичном оборудовании, чтобы снизить стоимость замены аккумулятора. Высокая скорость процесса не позволяет деталям перегреваться. ЗаключениеВыбор точечной сварки на рынке велик, но стоимость остается высокой. Кроме того, сложно подобрать нужные параметры. Устройство можно сделать самому и все необходимое найти дома или в мастерской.Точечная сварка из микроволновки, собранной своими руками, работает надежно и обеспечивает необходимый мелкий ремонт деталей, если правильно подобрать все параметры. Важно понимать, для каких целей они производятся. .90 000 расчетов, схемы, производство, контактная и точечная сварка. Сварочный аппарат для сварки мелких деталей своими руками Как сделать своими руками сварочный аппаратНа данный момент существует несколько модификаций различных сварочных аппаратов. Сварочные трансформаторы своими руками можно сделать достаточно легко при определенных навыках. Наибольшей популярностью пользуются трансформаторные сварочные, предназначенные для контактной и дуговой сварки металлоконструкций. Популярность данного типа сварочного трансформатора обусловлена несколькими причинами:
Помимо этих преимуществ, использование данного типа аппаратов имеет ряд недостатков, наиболее важными из которых являются:
Для установки можно сделать трансформатор своими руками. Устройство – это устройство, которое увеличивает силу тока при одновременном снижении его напряжения. Технология изготовления трансформатора для сварочного аппаратаРазработаны различные схемы сварочных трансформаторов.Наиболее популярным был агрегат, оснащенный U-образной конфигурацией магнитопровода При наличии U-образного магнитопровода намотка провода первичной и вторичной обмотки осуществляется достаточно просто. П-образные устройства легко разбираются при необходимости ремонта. Для создания сварочного аппарата необходимо знать принцип работы сварочного трансформатора. Для работы аппарата для бытовых нужд необходимо установить на сердечник такие катушки, которые позволят производить сварку металлических деталей электродами диаметром 3-4 мм.При создании агрегата требуется расчет сварочного трансформатора. При изготовлении узла для сварочного аппарата необходимо выбрать магнитопровод. При сборке сердечника помните, что сечение должно быть не менее 25-35 см². Расчет сварочного трансформатора, в частности требуемой площади сечения, производят по формуле S = a*b, см². После расчетов и выполнения сердечника выбирается провод для изготовления обмоток. При выборе электрического проводника особое внимание уделяется его сечению и общей длине.Для изготовления катушки первичной обмотки лучше всего использовать специальный термостойкий обмоточный провод из меди, покрытый изоляционным материалом из ваты или стекловолокна. Желательно, чтобы медный провод имел квадратное или прямоугольное сечение. Если у вас есть провод нужного сечения и не требуется изоляционный материал, вы можете сделать это самостоятельно. Для этого готовят несколько узких полосок из ваты или стекловолокна. Ширина полосы должна быть 2 см. После изготовления полос из изоляционного материала наматывается медная проволока.Намотанный провод пропитан электротехническим лаком. Чтобы сварщик мог хорошо сваривать металлические детали, необходимо обеспечить нормальный уровень переменного напряжения без нагрузки. На холостом ходу этот параметр должен быть 60-65 В. При сварке напряжение должно быть в пределах 18-24 В в зависимости от диаметра электрода. Возврат к индексу Функции расчета параметров трансформатора для сварочного аппарата
При подготовке к изготовлению трансформатора необходимо рассчитать несколько технических параметров оборудования, от которых полностью зависит нормальная работа сварочной установки. Основные параметры, требующие расчетов:
При выполнении расчетов необходимо учитывать максимальную мощность, которая будет у сварочного аппарата.Например, при потребляемой мощности 5 кВт первичный проводник должен иметь площадь поперечного сечения примерно 5 мм². При изготовлении обмотки оптимальным вариантом будет, если площадь сечения будет 6-7 мм². Учитывая потребляемую мощность первичной и ее сечение, вторичная обмотка должна иметь сечение 30 мм² (без изоляционного материала). Перед намоткой катушек на сердечник необходимо рассчитать не только количество витков, но и длину провода. Первичная обмотка должна быть на меньшее напряжение, чем у домашней сети.Чтобы понизить напряжение на соответствующее значение, рассчитайте количество витков на 1 вольт напряжения. Формула n = 48/Sm, где Sm – площадь поперечного сечения жилы, выраженная в квадратных сантиметрах. С хорошим, качественным магнитопроводом n = 0,9-1. Исходя из этого, определяется общее число витков катушки по формуле W1 = U1/n, поэтому при оптимальной работе магнитопровода получается примерно 200-300 витков в зависимости от сечения магнитопровода. схема.В зависимости от количества витков подбирается длина медного провода. Аналогично рассчитываются коэффициенты вторичной обмотки. Сварочный аппарат нельзя назвать незаменимым инструментом в быту, как отвертку или молоток. Однако бывают случаи, когда сварщик действительно необходим. В этом материале рассмотрим, как собрать простой сварочный аппарат в домашних условиях. В первую очередь предлагаем посмотреть фильм о производстве сварочного аппарата Итак нам понадобится: По словам автора, процесс самодельной поделки занимает всего 15 минут, так что не будем терять время и перейдем к изготовлению самодельного сварочного аппарата. В первую очередь нам нужно взять одну металлическую пластину и прикрепить к ней один из двух проводов. Повторите процесс со второй пластиной и вторым проводом. Затем добавьте в воду две столовые ложки соли и хорошо все перемешайте. В полученную смесь погрузить две пластины и намотанные на них провода. В целях безопасности рекомендуется фиксировать металлические пластины прищепками. Пластины фактически позволяют регулировать сварочный ток. Как именно это работает? Чем глубже мы погружаем пластины, тем больший ток получаем. Нам нужно подключить один провод, идущий от одной из пластин, к фазе, а другой провод к сварочному электроду. Берем также нулевой провод и подключаем его к объекту, который нам нужно приготовить. Возникает вполне закономерный вопрос – как определить, где фаза, а где ноль, если в доме по каким-то причинам нет специальных приборов учета. Есть старый верный способ: просто подвести провод к земле. Проводник, который будет искрить при контакте с землей, является фазным проводником. Многим домочадцам понадобится аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты достаточно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками. У нас уже была статья на эту тему, но в этот раз предлагаю еще более простой вариант самодельного сварочного инвертора из подручных деталей для самостоятельной сборки. Из двух основных вариантов конструкции аппарата - со сварочным трансформатором или на базе преобразователя - был выбран второй. Действительно, сварочный трансформатор - это большой и тяжелый магнитопровод и много медного провода для обмоток, что многим недоступно. Электронные компоненты для преобразователя при правильном подборе не редкость и относительно дешевы. Как я сделал сварочный аппарат своими рукамиС самого начала своей работы я поставил перед собой задачу создать максимально простой и дешевый сварочный аппарат с использованием широко используемых деталей и узлов. В результате достаточно длительных экспериментов с различными типами преобразователей на основе транзисторов и тринисторов схема, представленная на рис. один. Простые транзисторные преобразователи зарекомендовали себя крайне капризными и ненадежными, тогда как тринисторные преобразователи выдерживают короткое замыкание на выходе без повреждений до перегорания предохранителя.Кроме того, тринисторы нагреваются гораздо меньше, чем транзисторы. Как нетрудно заметить конструкция схемы не оригинальна - это обычный однотактный преобразователь, его преимущество простота конструкции и отсутствие редких компонентов, в устройстве использовано много радиоэлементов от старых телевизоров наборы. И, наконец, практически не требует настройки. Схема инверторного сварочного аппарата представлена ниже: Вид сварочного тока - постоянный, регулируемый - плавный.На мой взгляд, это самый простой сварочный инвертор, который можно собрать своими руками. При стыковой сварке листов толщиной 3 мм электродом диаметром 3 мм постоянный ток, отбираемый аппаратом от сети, не превышает 10 А. Включение сварочного напряжения осуществляется кнопкой, расположенной на электрододержателе, которая позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой стороны, так как при отпускании электрододержателя напряжение на электроде автоматически отключается.Повышенное напряжение облегчает зажигание дуги и обеспечивает стабильность ее горения. Маленькая хитрость: схема сварочного инвертора своими руками позволяет стыковать тонкий листовой металл. Для этого нужно изменить полярность сварочного тока. Напряжение сети выпрямляет диодным мостом VD1-VD4. Выпрямленный ток, протекающий через лампу HL1, начинает заряжать конденсатор С5. Лампа выполняет роль ограничителя зарядного тока и индикатора этого процесса. Не начинать сварку, пока не погаснет лампа HL1.В то же время конденсаторы батареи С6-С17 заряжаются через дроссель L1. Загорание светодиода HL2 свидетельствует о том, что устройство подключено к сети. Тринистор ВС1 пока закрыт. При нажатии кнопки SB1 запускается генератор импульсов частотой 25 кГц, смонтированный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который в свою очередь открывает включенный параллельно тринистор VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1.Дроссель L2 - первичная обмотка трансформатора Т1 - конденсаторы С6-С17 представляет собой колебательный контур. При изменении направления тока в цепи ток начинает протекать через диоды VD8, VD9 и тринисторы VS3-VS7 замыкаются до следующего генераторного импульса на транзисторе VT1. Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую связывает сетевой выпрямитель VD1 - VD4 с тринисторным преобразователем. Светодиод HL3 служит для сигнализации процесса формирования импульсного напряжения.Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 - С24 сглаживают его, облегчая тем самым зажигание сварочной дуги. Выключатель SA1 - пакетный или другой выключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 после выключения и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения электрическим током, проверить и отремонтировать устройство. Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение элементов аппарата.Менее эффективные вентиляторы использовать не рекомендуется, иначе придется установить их несколько. Конденсатор С1 - любого типа, предназначенный для работы с переменным напряжением 220 В. Диоды выпрямительныеVD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо устанавливать на угловые пластинчатые теплоотводы размером 60х15 мм и толщиной 2 мм, изготовленные из алюминиевого сплава. Вместо одного конденсатора С5 допускается применение нескольких батарей, соединенных параллельно, на напряжение не менее 400 В каждая, емкость батареи может быть больше указанной на схеме. Дроссель Л1 выполнен на магнитопроводе из стали ПЛ 12,5х25-50. Подойдет и любой другой магнитопровод того же или большего сечения, лишь бы обмотка располагалась в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3...0,5 мм. Индуктивность дросселя - 40±10 мкГн. Конденсаторы С6-С24 должны иметь малый тангенс диэлектрических потерь, а С6-С17 еще и рабочее напряжение не менее 1000В.Лучшие конденсаторы, которые я тестировал, - это К78-2, используемые в телевизорах. Можно использовать как более распространенные конденсаторы этого типа разной емкости, доводя общую емкость до указанной на схеме, так и импортные фольгированные. Попытки применения бумажных или других конденсаторов, предназначенных для работы в низкочастотных цепях, как правило, со временем приводят к их выходу из строя. Лучше всего использовать тринисторы КУ221 (ВС2-ВС7) с буквой А или в крайнем случае Б или Г.Как показала практика, в процессе работы устройства катодные выводы тринистора заметно нагреваются, что может привести к разрушению пайки соединений на плате и даже к выходу из строя тринисторов. Надежность будет выше, если либо трубки поршня выполнить из луженой медной фольги толщиной 0,1... по всей длине. Вантуз (бинт) должен охватывать всю длину поводка почти до основания. Быстрая пайка необходима, чтобы не перегреть тринистор. У вас наверняка возникнет вопрос: можно ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, можно, используя устройство, лучшее (или хотя бы сравнимое) по АЧХ с тринисторами КУ221А.Но среди имеющихся, например, из серии ПМ или ТЛ, нет ни одного. Переход на низкочастотные устройства приведет к вынужденному снижению рабочей частоты с 25 до 4...6 кГц, что приведет к ухудшению многих важнейших характеристик устройства и к громкому, пронзительному писку во время сварка. При установке диодов и тринисторов обязательно использование теплопроводной пасты. Более того, было установлено, что один мощный тринистор менее надежен, чем несколько соединенных параллельно, поскольку им проще обеспечить лучшие условия отвода тепла.Достаточно установить группу тринисторов на одну теплоотводящую пластину толщиной не менее 3 мм. Так как токовыравнивающие резисторы R14-R18 (С5-16В) при сварке могут сильно нагреваться, перед сборкой их следует освободить от пластиковой крышки прокаливанием или нагревом током, значение которого следует подобрать экспериментально. Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, а диод VD9 изолирован от теплоотвода слюдяной прокладкой.Вместо КД213А подходят КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б. Катушка L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанной на оправку диаметром 12...14 мм. Дроссель сильно нагревается при сварке, поэтому при намотке спирали необходимо обеспечить зазор между витками 1...1,5 мм, а дроссель установить так, чтобы он находился в потоке воздуха от поклонник. 90 199 90 200 Рис.2 Сердечник трансформатора Т1 состоит из трех магнитопроводов ПК30х16, составленных из феррита 3000НМС-1 (в них использованы горизонтальные трансформаторы старых телевизоров). Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотаны проводом ПСД1,68х10,4 в стеклотекстолитовой изоляции и соединены последовательно в соответствии с Первичная обмотка содержит 2х4 витка, вторичная - 2х2 витка. Секции наматываются на специально изготовленную деревянную оправку.Секции предохраняют от разматывания двумя бандажами из луженой медной проволоки диаметром 0,8...1 мм. Ширина бинта - 10...11 мм. Под каждую повязку подкладывают полоску электрокартона или наматывают несколько витков изоленты из стекловолокна. После намотки бандажи припаяны. Одна из повязок каждой секции служит выходом из начала секции. Для этого изоляцию под крышкой делают так, чтобы изнутри она непосредственно соприкасалась с началом обмотки секции.После намотки к началу участка припаивается бандаж, для чего с этого участка катушки предварительно снимается изоляция и лужится. Следует помнить, что обмотка I работает в наиболее тяжелых тепловых условиях, поэтому при намотке ее секций и при сборке необходимо предусмотреть воздушные зазоры между наружными частями витков путем вставки коротких вставок из стекловолокна, смазанных теплом -стойкий клей между катушками. Вообще при изготовлении инверторных сварочных трансформаторов своими руками всегда оставляйте воздушные зазоры в обмотке.Чем их больше, тем эффективнее отвод тепла от трансформатора и меньше вероятность спалить устройство. Здесь также следует отметить, что участки обмотки из указанных выше вставок и проволочных прокладок с таким же сечением 1,68х10,4 мм2 без изоляции будут лучше охлаждаться в тех же условиях. Соприкасающиеся бандажи соединяются пайкой, к передним, служащим выводами секций, целесообразно припаять медную площадку в виде короткого отрезка проволоки, из которой сделана секция. В результате получается жесткая цельная первичная обмотка трансформатора. Вторичный делается так же. Отличие только в количестве витков в секциях и в том, что необходимо обеспечить выход из средней точки. Обмотки устанавливаются на магнитопровод строго определенным образом - это необходимо для правильной работы выпрямителя VD11 - VD32. Направление намотки верхней части обмотки I (если смотреть сверху трансформатора) должно быть против часовой стрелки, начиная с верхнего вывода, который должен быть подключен к дросселю L2. Направление намотки верхнего участка обмотки II, наоборот, по часовой стрелке, начиная с верхнего вывода, он подключен к блоку диодов VD21-VD32. Обмотка III представляет собой виток из любого провода диаметром 0,35…0,5 мм в термостойкой изоляции на напряжение не менее 500 В. Допускается размещаться последней в любом месте магнитопровода со стороны первичной обмотки. Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения всех компонентов трансформатора потоком воздуха очень важно выдерживать необходимые зазоры между обмотками и магнитопроводом.Собирая сварочный инвертор своими руками, большинство домашних мастеров совершают одну и ту же ошибку: недооценивают важность трансового охлаждения. Это невозможно сделать. Эту задачу выполняют четыре монтажные пластины, размещаемые в обмотках при окончательной сборке узла. Платы изготовлены из стеклопластика толщиной 1,5 мм, как показано на рисунке. После окончательной подгонки пластины желательно зафиксировать термостойким клеем. Трансформатор крепится к основанию аппарата с помощью трех скоб, согнутых из латунной или медной проволоки диаметром 3 мм.Этими же опорами устанавливают взаимное положение всех элементов магнитопровода. Перед установкой трансформатора на основание между половинками каждого из трех комплектов магнитопровода должны быть вставлены немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2...0,3 мм. Магнитопроводыи других размеров с поперечным сечением не менее 5,6 см2 могут быть использованы для изготовления трансформатора. Подходит, например, W20x28 или два комплекта W 16x20 из феррита 2000NM1. Обмотка I для бронированного магнитопровода выполнена в виде одной секции из восьми витков, обмотка II - как указано выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 представляет собой конструктивно обособленный узел, выполненный в виде книжного шкафа: Собран таким образом, что каждая пара светодиодов размещена между двумя радиаторными пластинами размером 44х42 мм и толщиной 1 мм, изготовленными из алюминиевого листа. Все привинчено четырьмя стальными шпильками с резьбой диаметром 3 мм между двумя фланцами толщиной 2 мм (из того же материала, что и пластины), к которым с обеих сторон прикручены две пластины, образующие выводы выпрямителя. Все диоды в блоке ориентированы одинаково - катодными выводами вправо как показано на рисунке - а выводы впаяны в отверстия платы, которая выполняет роль общего плюсового вывода выпрямителя и устройство в целом.Анодные выводы диодов впаяны в отверстия второй платы. На нем формируют две группы выводов, соединенных с крайними выводами обмотки II трансформатора по схеме. Учитывая большой суммарный ток, протекающий через выпрямитель, каждый из трех его выводов состоит из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти светодиодов соединяется в пять сегментов, четырнадцати — в шесть, вторая плата с общей точкой всех светодиодов — в шесть. Лучше использовать гибкий провод сечением не менее 4 мм. Сильноточные групповые выводы с основной платы устройства выполнены аналогично. Пластины выпрямителя изготовлены из стекловолоконной фольги толщиной 0,5 мм и покрыты лужением. Четыре узких прорези в каждой пластине помогают снизить нагрузку на диодные провода при термической деформации. С этой же целью выводы диода должны быть выполнены так, как показано на рисунке выше. В сварочном выпрямителе можно использовать и более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их количество может быть меньше. Так, в одном из вариантов аппарата успешно работал выпрямитель, состоящий из девяти диодов 2Д2997А (пять в одном плече, четыре в другом). Поверхность пластин радиатора осталась прежней, их толщину удалось увеличить до 2 мм. Диоды ставились не парами, а по одному в каждом отсеке. Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2-VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной плате и тринисторы и диоды VD8, VD9 установлен на радиаторе, прикрученном к пластине из текстолитовой фольги толщиной 1,5 мм: Масштаб рисунка доски 1:2, однако разметить доску легко, даже не используя инструменты увеличения фото, т.к. центры почти всех отверстий и границы почти всех участков фольги находятся на сетке с шагом 2,5 мм. Плата не требует высокой точности разметки и сверления отверстий, но помните, что отверстия в ней должны совпадать с соответствующими отверстиями в пластине радиатора. Перемычка в цепи диода VD8, VD9 выполнена из медной проволоки диаметром 0,8...1 мм. Лучше паять со стороны печати. Вторую проволочную перемычку ПЭВ-2 0,3 также можно разместить сбоку детали. Групповой выход массива, указанный на рис. 5 букв B, подключен к дросселю L2.Проводники от анодов тринистора впаяны в отверстия группы Б. Выводы Г подключаются к нижнему выводу трансформатора Т1 по схеме, а Г - к дросселю Л1. Отрезки проводов в каждой группе должны иметь одинаковую длину и сечение (не менее 2,5 мм2). Радиатор представляет собой пластину толщиной 3 мм с загнутым краем (см. рис. 6). Медь (или латунь) — лучший материал для радиатора. В крайнем случае при отсутствии меди можно использовать пластину из алюминиевого сплава. Поверхность детали со стороны установки должна быть ровной, без зазубрин и вмятин. В плате просверливаются резьбовые отверстия, чтобы собрать ее с печатной платой и зафиксировать компоненты. Выводы деталей и соединительные провода проходят через безрезьбовые отверстия. Анодные провода тринистора проходят через отверстия в загнутом крае. Три отверстия M4 в радиаторе используются для его электрического подключения к печатной плате. Для этого использовались три латунных винта с латунными гайками рис.1. 8. Размещение узла Однопереходный транзистор VT1 обычно проблем не вызывает, однако при наличии генерации в некоторых случаях не обеспечивает амплитуду импульсов, необходимую для стабильного открывания тринистора VS2. Все элементы и детали сварочного аппарата устанавливаются на опорную плиту из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4...5 мм) с одной стороны. В центре основания вырезается круглое окно для крепления вентилятора; устанавливается с той же стороны. На уголках установлены диоды VD1-VD4, тринистор VS1 и лампа HL1. При установке трансформатора Т1 между соседними магнитопроводами должен быть обеспечен воздушный зазор 2 мм.Каждая клемма для присоединения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами. С внутренней стороны медный угольник прижимается к основанию головкой винта, дополнительно фиксируется закручиванием винтом М4 с гайкой. Толщина квадратной полки 3 мм. Внутренний соединительный провод соединяется со второй полкой с помощью винта или пайки. Сборка плата-радиатор устанавливается деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 мм и толщиной 2 мм. На передней части основания выведены ручка переключателя SA1, крышка держателя предохранителя, светодиоды HL2, HL3, держатель переменного резистора R1, зажимы сварочных проводов и провод кнопки SB1. Дополнительно на переднюю часть крепятся четыре втулки стойки диаметром 12 мм с внутренней резьбой М5, изготовленные из текстолита.К стойкам прикреплена фальшпанель с отверстиями для управления камерами и защитная решетка вентилятора. Фальшпанель может быть изготовлена из листового металла или диэлектрика толщиной 1...1,5 мм. Я вырезал из стеклопластика. Снаружи к фальшпанели прикручены болтами шесть стоек диаметром 10 мм, на которые после завершения сварки наматываются сетевой и сварочный кабели. В пустых местах фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха.90 200 Рис. девять . Внешний вид инверторного сварочного аппарата с проложенными кабелями. Собранное основание помещается в корпус с крышкой из текстолитового листа (можно использовать гетинаки, стеклотекстолит, виниловый материал) толщиной 3...4 мм. Выходы охлаждающего воздуха расположены на боковых стенках. Форма отверстий значения не имеет, но для безопасности лучше делать их узкими и длинными. Суммарная площадь выходных отверстий должна быть не меньше площади входных.Кейс оснащен ручкой и плечевым ремнем для переноски. Электрододержатель может быть любой конструкции, если он удобен и позволяет легко заменять электрод. Кнопка (SB1 по схеме) должна быть установлена на держателе электрододержателя в таком месте, чтобы сварщик мог легко удерживать ее прижатой рукой в перчатке. Поскольку кнопка находится под сетевым напряжением, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля. PS Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками. Если вам необходимо выполнить несложные сварочные работы для бытовых нужд, вам не обязательно покупать дорогостоящее заводское оборудование. Ведь если знать некоторые тонкости, то можно легко собрать сварочный аппарат своими руками, о чем пойдет речь ниже. Сварочные аппараты: классификация Поэтому в контексте самостоятельной сборки конструкции мы будем говорить о только об электрических вариантах . Такие агрегаты также делятся на разновидности:
Чтобы собрать инвертор в домашних условиях, нужна схема, которая позволит соблюсти необходимые параметры. Детали рекомендуется брать от старых советских аппаратов: Варианты устройства следующие:
Инструмент содержит следующее:
Начало работы с обмотки трансформатора и работа в следующем порядке:
Для того чтобы транзисторные ключи работали непрерывно, на них необходимо подать напряжение после выпрямителя и конденсаторов. Соберите зарядное устройство по схеме на плате и закрепите все элементы устройства в корпусе. старый корпус магнитолы можно использовать, а можно сделать самому. Установлен на передней части корпуса светодиодный индикатор, который означает, что устройство подключено к сети. Здесь можно поставить дополнительный автоматический выключатель, а также защитный предохранитель. Его также можно закрепить на задней стенке или даже в самом корпусе. Все зависит от его размеров и конструктивных особенностей. На передней части корпуса установлено переменное сопротивление, с его помощью можно регулировать рабочий ток .Собрав все электрические схемы, проверьте устройство специальным прибором или тестером, и можно его протестировать. Для работы потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстой проволоки или толстой медной рейки. Все это можно найти в пункте приема металла.Сердечник лучше всего делать П-образным, тороидальным или круглым. Многие также берут статор от старого электродвигателя. Инструкции по сборке U-образного сердечника следующие:
Готовое устройство лучше подключать к сети с помощью проводов сечением 1,5 см 2 и более, а также рубильником. Ток в первичной обмотке обычно не превышает 25 А, а во вторичной колеблется в пределах 6-120 А.При работе с электродами диаметром 3 мм через каждые 10-15 остановок дать трансформатору остыть . Если электроды тоньше, в этом нет необходимости. Если вы работаете в режиме резки, необходимы более частые перерывы. Мини-сварка своими рукамиЧтобы собрать миниатюрный сварочный аппарат самостоятельно, вам понадобится всего несколько часов и следующие материалы: Сначала осторожно извлеките старую батарею и выньте графитовый стержень. Наконец, зачистите наждачной бумагой и протрите сухой тканью.Снимите изоляцию с конца куска толстого провода в 4-5 см от конца и согните петлю пассатижами или бокорезами. Вставьте в него угольный электрод. Снять вторичную обмотку с трансформатора и заменить ее Намотать толстый провод на 12-16 витков. Теперь все это уложено в соответствующий корпус — и устройство готово. Его провода подсоединяются к выводам вторичной обмотки, стержень углеродистый вставляется в петлю и хорошо затягивается. Подсоедините положительный зажим к электрододержателю, а отрицательный зажим скрутите рабочие части.Держатель ручки можно приспособить к электроду. Можно использовать паяльник или что-то подобное. Подключите устройство к домашней сети и выполните соединение part с графитом . Должно появиться пламя и на концах детали образоваться сферический стык. Для домашней мастерской очень важно наличие сварщика. Такие устройства имеют 90 200 различных конструкций и 90 201 модификацию. И новички, и опытные мастера часто отдают предпочтение не заводским, а самодельным устройствам, которые можно модифицировать на свой лад. В связи с тем, что в быту обычным людям часто приходится работать с металлом, многие используют сварочные аппараты. Но не каждый может себе позволить покупку дорогостоящего оборудования, в связи с чем возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет варьироваться в зависимости от типа и конструктивных особенностей сварочного оборудования. Типы сварочных аппаратовСовременный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но собирать все своими руками не рекомендуется. В зависимости от рабочих параметров аппаратов различают следующие типы аппаратов: 90 201
Первый вариант сварочного аппарата самый простой, для второго нужно переделать классический трансформаторный аппарат с выпрямителем и сглаживающим фильтром.Трехфазные сварочные аппараты используются в промышленности, поэтому производство таких аппаратов для бытовых нужд мы рассматривать не будем. Инвертор или импульсный трансформатор — достаточно сложное устройство, поэтому для сборки самодельного инвертора нужно уметь читать схемы и иметь базовые навыки сборки печатных плат. Так как основой создания сварочного оборудования является понижающий трансформатор, то процедуру изготовления мы рассмотрим от самого простого к более сложному. АССварочные аппаратыClassic работают по такому принципу: напряжение с первичной обмотки 220 В снижается до 50 - 60 В на вторичной и подается на сварочный электрод с заготовкой. Перед началом производства выберите все необходимые детали:
Самый выгодный вариант - собрать устройство из заводского трансформатора, в котором вам подходят и магнитопровод, и первичная обмотка.Но если у вас нет под рукой соответствующего устройства, то придется сделать это самостоятельно. Ознакомиться с принципом изготовления, определением сечения и других параметров самодельного трансформатора вы можете в соответствующей статье: . В данном примере рассмотрим возможность изготовления сварочного аппарата из СВЧ блока питания. Следует отметить, что трансформаторная сварка должна иметь достаточную мощность, для наших целей подойдет сварочный аппарат мощностью не менее 4-5 кВт. А так как один трансформатор СВЧ всего 1-1,2кВт, то для создания аппарата будем использовать два трансформатора. Для этого необходимо выполнить следующую последовательность действий:  Рис. 2: снять обмотку высокого напряжения; Рис. 2: снять обмотку высокого напряжения; оставить только низкое напряжение, в этом случае первичная обмотка больше не нужна, так как вы используете заводскую. Крепление держателя и электрода диаметром 4 - 5 мм к кабелю. Диаметр электродов подбирается в зависимости от электрического тока во вторичной обмотке сварочного аппарата, в нашем примере 140 - 200А.При других рабочих параметрах соответственно изменяются характеристики электродов. Во вторичной обмотке получается 54 витка, для возможности регулирования напряжения на выходе устройства необходимо сделать два отвода по 40 и 47 витков. Это позволит регулировать ток во вторичной обмотке за счет уменьшения или увеличения числа витков. Резистор может выполнять ту же функцию, но только в нижней части номинального значения. DCТакой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не непосредственно от вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом. 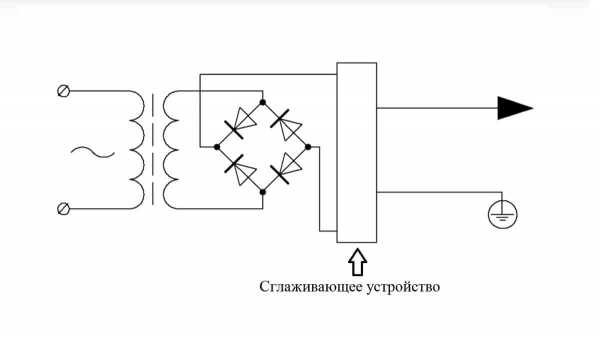 Рис. 8: Схема выпрямления сварочного трансформатора Рис. 8: Схема выпрямления сварочного трансформатора Как видите, для этого не требуется намотка трансформатора, достаточно доработать схему имеющегося устройства. За счет этого он сможет сделать более ровный шов, варить нержавейку и чугун. Для изготовления потребуются четыре мощных диода или тиристора, примерно по 200 А каждый, два конденсатора емкостью 15 000 мкФ и дроссель. Схема подключения сглаживающего устройства представлена на рисунке ниже: 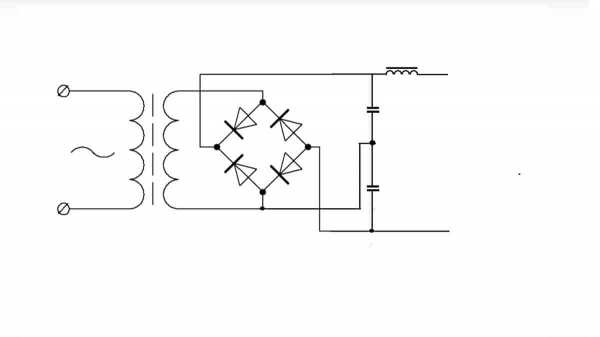 Рис.9: Схема подключения сглаживающего устройства Рис.9: Схема подключения сглаживающего устройства Процесс доработки электрической схемы состоит из следующих этапов:  Из-за перегрева трансформатора в процессе эксплуатации диоды могут быстро выйти из строя и поэтому требуют принудительного отвода тепла.  Для соединения лучше использовать луженые зажимы, так как они не потеряют свою первоначальную проводимость из-за больших токов и постоянных вибраций.  Рис.12: используйте луженые зажимы Рис.12: используйте луженые зажимы . Толщина провода выбирается в зависимости от рабочего тока вторичной обмотки.  При сварке металлов таким аппаратом всегда необходимо контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры остановить, чтобы дать компонентам остыть, иначе сварочный аппарат, сделанный своими руками, быстро выйдет из строя. инверторное оборудованиеДовольно сложное устройство для начинающих радиолюбителей.Подбор необходимых элементов не менее сложен. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность по сравнению с классическими аппаратами, возможность изготовления и др. 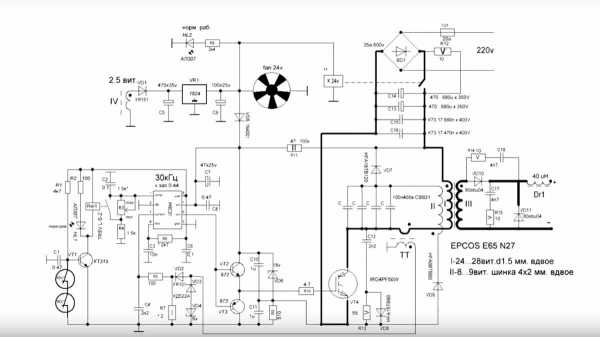 Рис. 14: Принципиальная схема импульсного блока Рис. 14: Принципиальная схема импульсного блока В процессе работы такая схема преобразует переменное напряжение из сети в постоянное, а затем с помощью импульсного блока выдает в зону сварки ток большой амплитуды. Это дает относительную экономию мощности камеры по сравнению с ее производительностью. Конструктивно инверторная схема сварочного аппарата включает:
Вам придется самостоятельно намотать силовой трансформатор, трансформатор тока на основе ферритового кольца. Для моста лучше использовать готовый набор быстродействующих полупроводниковых компонентов. К сожалению, большинство других предметов вряд ли найдутся под рукой в вашем гараже или дома, поэтому вам придется заказывать или покупать их в специализированных магазинах. Именно по этой причине сборка инверторного блока своими руками обойдется не дешевле заводского варианта, но с учетом затраченного времени и дороже.Поэтому для инверторной сварки лучше купить готовый аппарат с определенными рабочими параметрами. Видео инструкция. Ремонт сварки своими руками.Современная сварка представляет собой сложное электротехническое оборудование. Придя к недействительному процессу, он может быть следствием совершенно разных причин. Разберитесь в них, вы легко сможете выполнить качественный сварочный ремонт своими руками. Основные причины ошибокСледует отметить, что основными характеристиками сварочных аппаратов являются надежность работы и простота конструкции. Но иногда даже самые лучшие сварные швы выходят из строя.
Основные причины могут быть:
Часто последствием выхода оборудования из строя является его использование в сложных погодных условиях (снег, дождь, повышенная влажность) и в сильно загрязненных помещениях. Наиболее уязвимым местом сварочных аппаратов является клеммная колодка. Осуществляется путем соединения свариваемых проводов. Наличие плохого контакта при максимальном значении тока является причиной сильного перегрева соединительных элементов и проводов. На концах обмоток изоляция наплавлена на провода.Именно по этой причине существует электрическая цепь. В этом случае ремонт сварочных аппаратов предусматривает зачистку контактов и их плотную стыковку нагревательным составом. Диагностика неисправностей сварочного оборудованияСуществуют такие основные неисправности сварочного оборудования:
Причинами того, что устройство не включается могут быть:
Самопроизвольное отключение сварочного аппарата при срабатывании предохранительного устройства. Это следствие закрытия между:
Устранение неполадок предоставляет:
А как привести сварочный аппарат в исправное состояние, когда он сильно гудит? Источником повышенного шума является перегрев устройства. Он может быть создан в результате:
Чтобы устранить эти подразделения:
Возникновение чрезмерного перегрева сварочного аппарата связано с:
Основное решение этой проблемы — делать паузы во время сварки и использовать правильные электроды.Сильный перегрев устройства может вызвать замыкание между катушками. Изоляция тает, и от Гэри XII исходит резкий запах. Такое деление означает, что придется заниматься восстановлением изоляции кабеля или еще хуже, чем переворачиванием витков катушки. Появление мелких искр вместо дуги свидетельствует о том, что это произошло. Причины этого сбоя:
Ремонт аппарата дуговой сварки предусматривает проверку обмоток и проводов. Контакты зачищены и прочно прикреплены к клеммам.
Недостаточная регулировка значения тока во время сварки может быть вызвана:
Для устранения проблем снимите защитную крышку и проверьте некоторые компоненты на наличие дефектов.Если они обнаружат посторонние предметы, они должны отступить. Чрезмерное потребление электроэнергии при отсутствии нагрузок указывает на возможное замыкание скорости обмотки. Эта проблема решается заменой изоляции или обмотки катушки. Сварка, ремонт и сваркаНаиболее удобными устройствами для сварочных работ являются инверторы. С одной стороны, с их помощью лучше осуществляется сварка. Но с другой стороны, они являются менее надежными устройствами по сравнению с трансформаторами или выпрямительными устройствами.Это объясняется тем, что инверторы являются электронными устройствами. Диагностика и ремонт инверторных сварочных аппаратов включает проверку исправности диодов, транзисторов, стабилизаторов, резисторов и других компонентов, содержащихся в микросхемах. При ремонте инверторных сварочных аппаратов необходимо использовать различные измерительные приборы: вольтметр, мультиметр, осциллограф. Это означает, что вы должны иметь хотя бы некоторый опыт работы с электрическими цепями.
Главной особенностью при ремонте инверторной сварки является то, что вывести устройство из строя очень сложно.Инвертор представляет собой несколько электронных модулей, основными из которых являются входной, выходной выпрямители, транзисторы и плата управления с ключами. По этой причине ремонт инверторной сварки сводится к постоянной проверке работоспособности:
Самыми слабыми компонентами инверторов являются транзисторы. Транзистор вышел из строя с треснувшим корпусом и сгоревшими выводами.Его необходимо заменить. Если определить спортивные транзисторы с первого броска сложно, их «называют» мультиметром. Вместо неисправного транзистора необходимо поставить только аналогичный по характеристикам элемент. Поломка транзистора может быть следствием отказа драйвера. Этот пункт проверяется омметром. Плохой драйвер падает и превращается в аналогичный предмет. Проверка диодных мостов (его еще называют выходным и входным выпрямителем) производится путем снятия их с платы.Сохраните их вместе с кабелем, это облегчит вашу работу. Так вот, только поиск поврежденного выпрямителя не будет зависеть от цепи - она может замкнуться. Пробивной диод вызывает всю группу выпрямителей. Для его успешной атаки используется отсасывающий паяльник. Самый сложный инвертор модуля - главная плата управления. Необходимо завершить ремонт инвертора. Все управляющие сигналы, поступающие от них на вентили модуля, проверяются осциллографом. Ремонт видеосварочного аппарата: 90 180. Пергола своими руками: пошаговая инструкцияБлагоустройство приусадебного участка всегда занимает одно из главных мест в сознании владельца. Когда дом построен и сад и огород посажены, хочется место, где можно чудесно отдохнуть. Здесь на помощь приходят конструкции, которые можно создать в короткие сроки и своими руками. Рассмотрим, как построить перголу своими руками, посмотрите пошаговые инструкции и фото самых красивых конструкций. Что такое перголаПергола буквально означает пристройку или навес, полностью отражающий его содержимое.Представляет собой конструкцию из секций, соединенных поперечными балками. Ее можно сделать отдельно стоящей или стационарной в виде террасы. Знаете ли вы? Первые перголы появились на юге Италии в 19 веке. Их использовали для поддержки лиан, создав таким образом место для ежедневного отдыха Несмотря на разнообразие видов, пергола имеет отличительные особенности:
 Типы навесовСадовые перголы используются для поддержки различных лиан. Несмотря на огромное количество известных форм и типов, существует всего несколько «официальных» : тент, экран, навес, арка или тоннель. Важно! Чтобы конструкцию не сдуло ветром, ее необходимо установить на линии розы ветров. При этом ее высота не должна превышать 2,5 м. По размеру и формеКонструкции перголы бывают следующих размеров:
 На основе материаловМатериал перголы бывает следующих видов:
 Лучшее место для установки конструкции на дачеПринимая решение построить перголу на даче своими руками, важно не только прочитать инструкцию по созданию, но и определиться, где она будет находиться размещен. Это решение не только эстетично, но и практично. Поскольку основная цель такой конструкции – создание атмосферы покоя и релакса, то чаще всего такие навесы располагают на максимально допустимом расстоянии от дороги и других мешающих объектов. Для своего садового участка можно сделать беседку и обустроить многолетние клумбы цветами. Чтобы правильно разместить перголу, следует учесть некоторые советы профессиональных ландшафтных дизайнеров:
 Важно! Если вы хотите подчеркнуть очарование навеса, его можно разместить в пустом углу, возле входа на участок, на границе садовой полосы или на фоне водоема. В этих местах он точно не останется незамеченным.. Используя эти правила, вы сможете успешно установить не только навес, но и другие объекты на своем участке.Как сделать перголу своими руками: схемы и чертежи Ознакомившись с особенностями и видами перголы, необходимо знать, как сделать перголу своими руками, и предложенную пошаговую инструкция станет незаменимым помощником. Из дереваДля строительства классической деревянной перголы потребуются следующие материалы : несущие и поперечные балки, траверсы, опоры, регулируемые анкеры, опалубка для труб, саморезы различных размеров, цемент, песок, гравий.
 Важно! Чтобы построить правильный дизайн, вам нужно знать, что для проверки того, что все углы прямые, необходимо учитывать одно правило: «3-4-5» (32 + 42 = 52). В этом случае необходимо сразу же внести коррективы. После всех работ конструкция покрывается несколькими слоями лака Также можно устроить на своем участке красивый палисадник и украсить территорию живой изгородью. Из металла и пластикаАрки перголы своими руками можно сделать из металла.Как и дерево, металл формируется только после предварительного прорисовки будущей конструкции и разметки контуров здания. Кроме того, работа с металлом требует определенных навыков работы со сварочным аппаратом Вам потребуются профильная труба , цемент, строительный уровень, сварочный материал, лакокрасочные материалы.
 Маленькая пергола может быть изготовлена из пластика, чаще всего такие конструкции создаются для поддержки легких вьющихся цветов. Маленькая пергола может быть изготовлена из пластика, чаще всего такие конструкции создаются для поддержки легких вьющихся цветов. Структурный макетСоздание перголы на даче своими руками по инструкции завершается только после декорирования.Чаще всего украшают навес живыми растениями. Для тугого плетения лозы, металлическая проволока ок. диаметром 4-5 мм . В первые сезоны, когда посаженные растения окрепнут и вырастут, навес можно украсить горшечными растениями или вьющимися однолетниками. Поместите стол и стулья внутрь, чтобы создать идеальную затененную зону отдыха. Знаете ли вы? Иногда арки делаются только из растений, и в результате они получаются совершенно живыми.Однако сделать такой навес гораздо сложнее, чем использовать устойчивую конструкцию. Представленная информация поможет всем, кто хочет украсить свой сайт местом для отдыха. Главное иметь желание, и все обязательно получится. 90 205 . Как сделать вольер для собак своими руками С чего начатьСначала вам нужно выяснить, каково истинное назначение вольера. Ведь это должен быть не просто обычный собачий забор. В здании ваш друг и охранник проведут большую часть дня. Поэтому все элементы, необходимые для нормальной и комфортной жизни, должны быть четко продуманы. А именно:
Далее следует определиться с тем, где обустроить вольер, и его размерами. Размеры рассчитываются в зависимости от породы вашего питомца. Знаете ли вы? Ученые расходятся во мнениях относительно происхождения домашней собаки. Некоторые считают, что у нее было несколько предков: волк и шакал. Другие придерживаются теории о том, что собаки произошли только от волков, что показывает сравнительный анализ некоторых их признаков и результаты молекулярно-генетических исследований.. Выберите правильное местоМесто также следует выбирать в соответствии с приоритетом, с которым собаке должно быть комфортно. Шум машин не должен раздражать, поэтому по возможности ставьте дом подальше от дороги. Помещения для других животных также должны находиться на расстоянии. А также места, где вы выполняете столярные или другие шумные работы. Также в дом вашего питомца не должны попадать неприятные запахи, например, из туалета или ямы септика. В идеале источник раздражения должен находиться в 500 м от загона, скажем, в сельской местности или на большом дачном участке, и в 10-15 м в частном городе или загородном доме. Вероятно, вам также будет интересно узнать, как правильно построить курятник, шахтную клетку и клетку для кроликов. Вольер для питомца должен располагаться вплотную к дереву, чтобы питомец весь день отдыхал в тени. Ночью вольер должен освещаться - также необходимо учитывать этот момент: можно ли с помощью централизованного освещения или провести свет своими руками. Рекомендуемое расположение помещения - юго-восток. Наиболее оптимальным местом будет парадная часть, при входе во двор, от дорожки, ведущей к дому. Расчет площади и высоты Площадь и высота помещения рассчитываются исходя из размера животного.С точки зрения площади, есть некоторые минимумы. Одна сторона должна быть не менее 2 м. Вот некоторые рекомендации по строительству и размерам помещения для собак:
Высота собачьего «жилища» должна быть такой, чтобы собака могла стоять в нем в полный рост на задних лапах, не касаясь потолка. Кстати, если животное еще маленькое и вы не знаете, каким оно будет во взрослом возрасте, вы можете примерно его рассчитать, зная размер его лап, груди, вес и другие параметры. Например, одна из ненаучных формул гласит, что вес щенка в два месяца нужно умножить на три и прибавить 200 г — это будет вес взрослой особи. Знаете ли вы? Самой большой собакой в мире, занесенной в Книгу рекордов Гиннесса, считается немецкий дог по кличке Зевс.Его рост 111,8 см, а вес 70 кг. Он живет с владельцами в Соединенных Штатах. И считается, что самая старая собака родом из Австралии Блю. Он прожил 29 лет и пять месяцев. Начертить чертежОпределив своими руками размеры собачьей комнаты, необходимо начертить чертеж. За основу можно взять готовые, примеры которых можно найти в интернете. Обычно вольеры на них состоят из нарисованных бордюров:
Важно! Несоблюдение рекомендаций по выбору размеров и материалов дорожек может привести к некомфортным условиям содержания собаки, размножению болезней и опасности для посетителей, если какой-либо элемент окажется слишком слабым и не сможет удержать бешеную охрану .. Подбор материалов После подготовки чертежа необходимо продумать и приобрести материалы для собачьей дорожки. Вот несколько рекомендаций, из чего лучше сделать стены, двери, крышу и пол, чтобы питомцу было уютно и комфортно. решетка. При этом не рекомендуется использовать сетку — крупные четвероногие легко могут вынуть их лапами или сломать об них зубы. Расстояние между трубами должно быть 10 см для крупных животных и 5 см для мелких. Металлоконструкции и соединения для обеспечения безопасности на четвереньках должны быть хорошо загрунтованы, зачищены, очищены от ржавчины и покрыты горячей эмалью. Возможна установка решетки без сварочного аппарата. Для этого необходимо:
 Боковые и задняя стенки собачьей «квартиры» могут быть выполнены из дерева, но не тоньше 2 см, шифера, металлопрофиля. Деревянные стены необходимо защитить противогрибковыми средствами. Они самые лучшие для здоровья. животное. Боковые и задняя стенки собачьей «квартиры» могут быть выполнены из дерева, но не тоньше 2 см, шифера, металлопрофиля. Деревянные стены необходимо защитить противогрибковыми средствами. Они самые лучшие для здоровья. животное. Важно! Элементы крепления должны быть из нержавеющей стали. Деревянные части не должны касаться земли . КровляДля кровли выбирают такие материалы, как ондулин, мягкая черепица, гофрокартон и др. Лучше, если это будут битумные черепицы, так как стучащие по ним дожди звучат наименее громко и неприятно для животного. При монтаже крыши нельзя использовать гвозди. Навес должен быть обязательным элементом. Пол Пол может быть бетонным или асфальтовым. Цемент не рекомендуется, потому что он слишком холодный. Ваш питомец замерзнет на нем, к тому же есть риск подхватить ревматизм. Кроме того, бетонное основание можно утеплить щебнем, поместив его между землей и бетоном. В вольере не обязательно засыпать весь пол, можно оставить клочок земли для травы. Здесь твой друг как раз пойдет. Пол не должен быть ровным, так как на нем будет собираться влага. Строить нужно с небольшим наклоном.. Что еще важно учестьПосле того, как вольер будет готов, следует приступить к его обустройству: сделать будку (если есть), кормушку, входную дверь.Дверь должна быть сделана так, чтобы она открывалась внутрь вольера. Защелки должны быть как внешними, так и внутренними. Подарить на стенде Лучшая квартира для собаки та, в которой есть конура. Именно здесь животное будет проводить особенно холодные периоды.. При его постройке также следует учитывать несколько факторов:
КорытоКормушку рекомендуется устанавливать на высоте 20-30 см от пола. Узнайте, как сделать кормушку для птиц и кормушку для кроликов своими руками. Обустраивая место, из которого собака будет есть, нужно подумать о том, как посторонний человек или незнакомец сможет безопасно накормить его, если вас нет дома надолго. Лучше подумать о поворотном механизме кормушки и приспособлении для ее фиксации в закрытом положении Лучше подумать о поворотном механизме кормушки и приспособлении для ее фиксации в закрытом положении Для безопасности животного кормушку следует прикрепить к глухой стене. Знаете ли вы? Период одомашнивания собак считается 31,7-36,5 тыс. лет. Годы до н.э. (верхний палеолит).В результате исследований ученых из Королевского музея естественной истории (Бельгия) было установлено, что останки черепа доисторической собаки относятся к этой дате . В заключение хотим отметить, что вольеры можно приобрести в готовом виде. Однако они не всегда учитывают все нюансы, необходимые для содержания собак. И кто, как не вы, может знать, что нужно вашему питомцу. Имея минимальные навыки работы со сварочным аппаратом и деревом, не так сложно справиться с этой задачей и создать квартиру, в которой будет жить здоровый и довольный четвероногий друг и сторож.. |





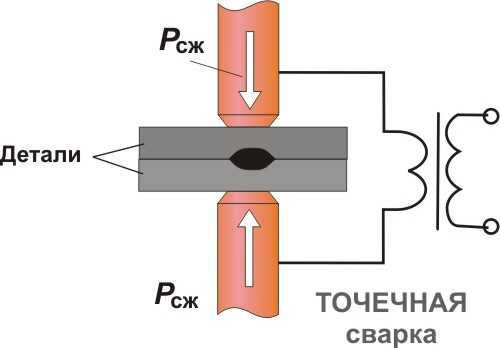

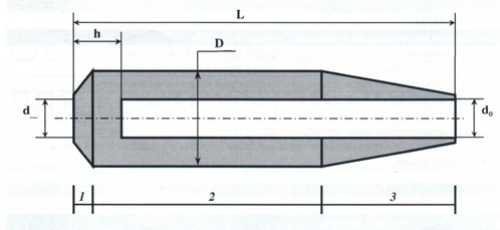

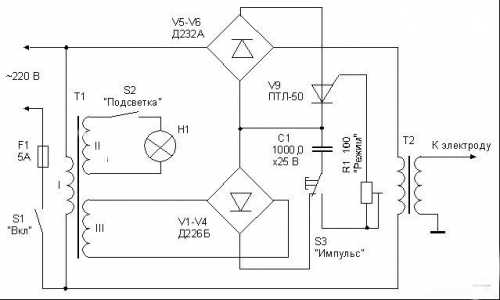

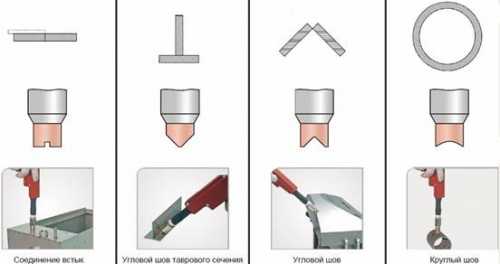
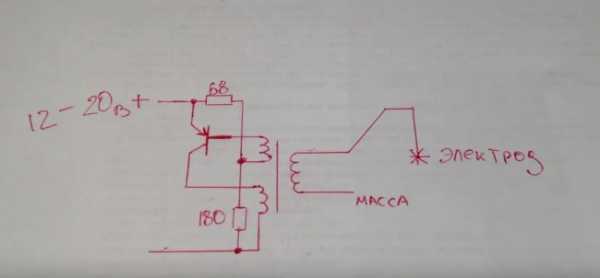
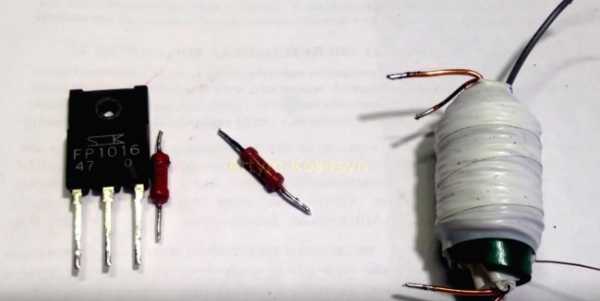
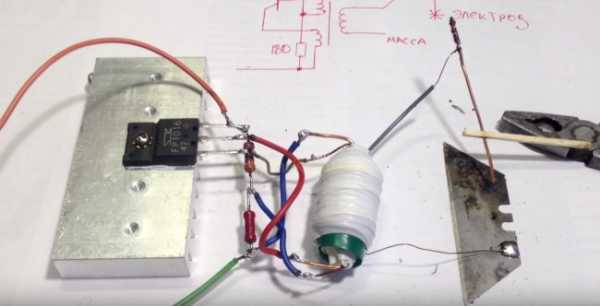
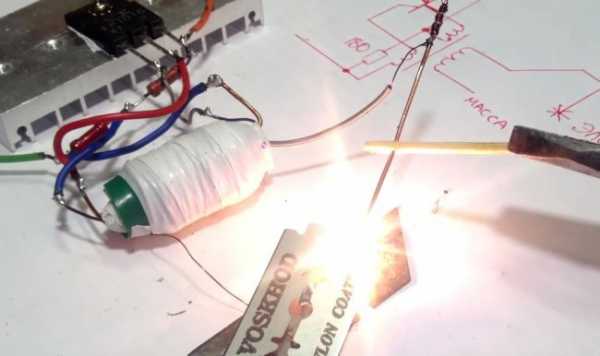
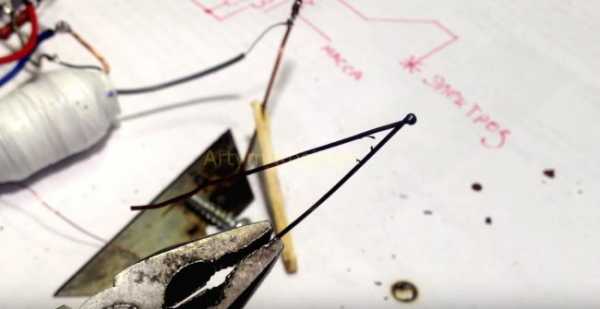
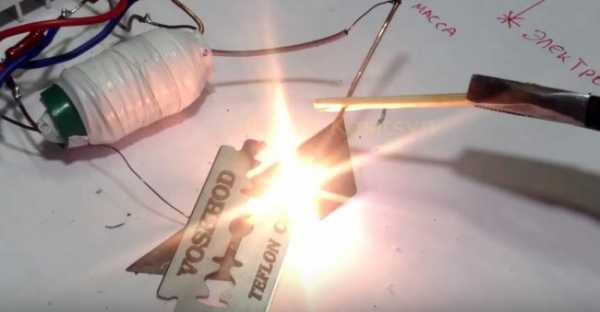

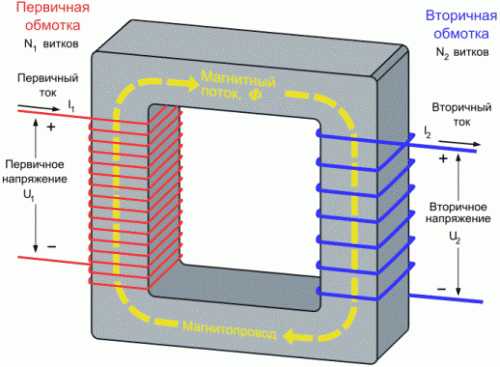

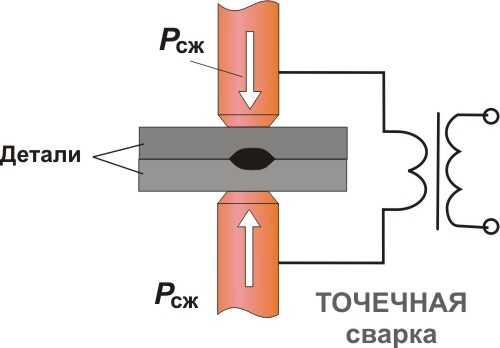
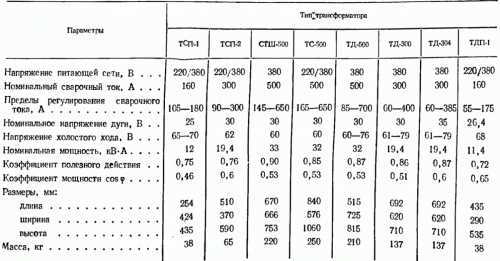
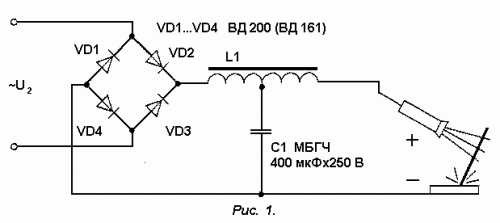
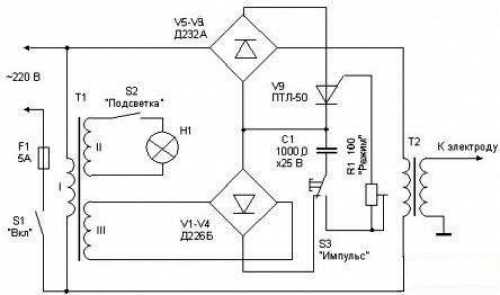







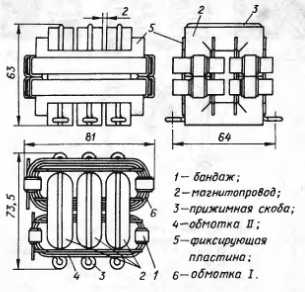 Рис. 2. Трансформатор с магнитным сердечником
Рис. 2. Трансформатор с магнитным сердечником 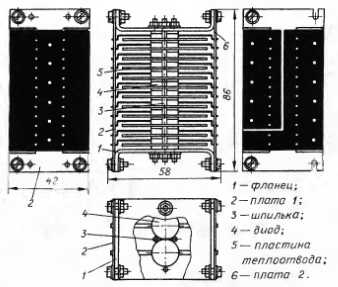
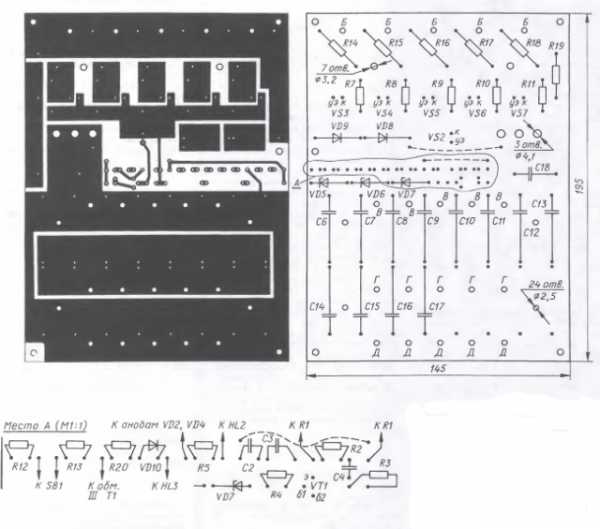 Рис. пять . Доска для рисования 9000 3
Рис. пять . Доска для рисования 9000 3 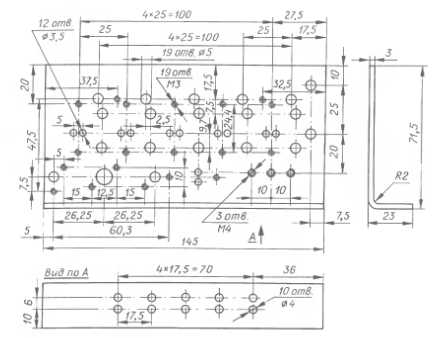 Рис. 6. Радиатор
Рис. 6. Радиатор 
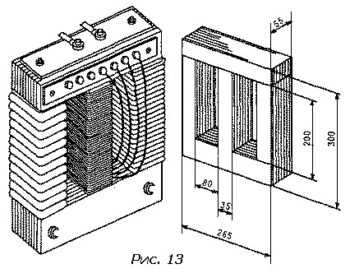
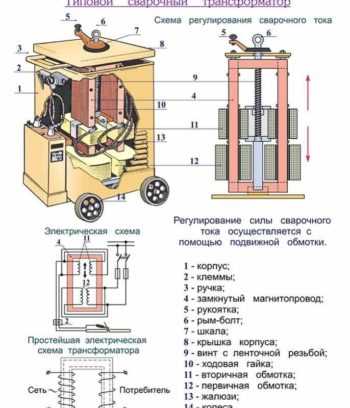
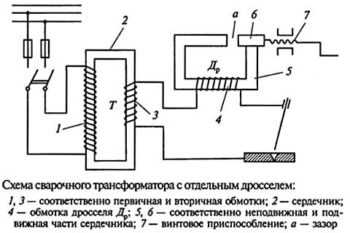
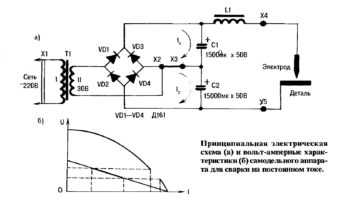
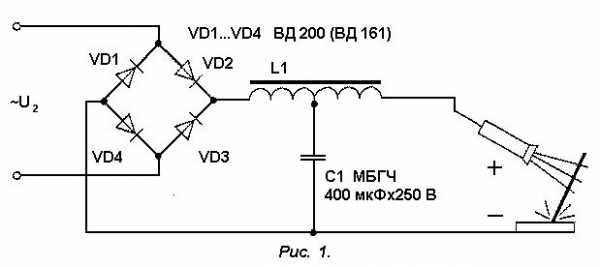
 Особое внимание уделено модификации механизма подачи проволоки в зону сварки, перемещающейся по гибкому шлангу. Для получения качественного чистого сварного шва скорость подачи гибкого шланга и скорость плавления должны быть соответствующими.
Особое внимание уделено модификации механизма подачи проволоки в зону сварки, перемещающейся по гибкому шлангу. Для получения качественного чистого сварного шва скорость подачи гибкого шланга и скорость плавления должны быть соответствующими.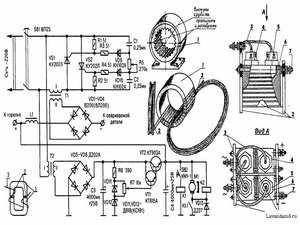 При изготовлении полуавтомата из инвертора сначала отключите питание оборудования. Во избежание перегрева прибора поместите его входные и выходные выпрямители и силовые выключатели на радиаторы.
При изготовлении полуавтомата из инвертора сначала отключите питание оборудования. Во избежание перегрева прибора поместите его входные и выходные выпрямители и силовые выключатели на радиаторы.  Осциллограмма сварочного тока и напряжения: обратная полярность - левая, правая полярность - правая
Осциллограмма сварочного тока и напряжения: обратная полярность - левая, правая полярность - правая  После запуска устройства индикатор инвертора должен загореться с текущим значением - 120 А. Если значение отличается, значит, что-то сделано не так. Индикатор может показывать восьмые ноты. Чаще всего это вызвано недостаточным напряжением в сварочных проводах. Лучше сразу выяснить причину этой неисправности и устранить ее. Если все в порядке, индикатор будет корректно показывать интенсивность, регулируемую специальными кнопками.Диапазон регулирования тока, обеспечиваемый инверторами, находится в пределах 20-160 А.
После запуска устройства индикатор инвертора должен загореться с текущим значением - 120 А. Если значение отличается, значит, что-то сделано не так. Индикатор может показывать восьмые ноты. Чаще всего это вызвано недостаточным напряжением в сварочных проводах. Лучше сразу выяснить причину этой неисправности и устранить ее. Если все в порядке, индикатор будет корректно показывать интенсивность, регулируемую специальными кнопками.Диапазон регулирования тока, обеспечиваемый инверторами, находится в пределах 20-160 А. 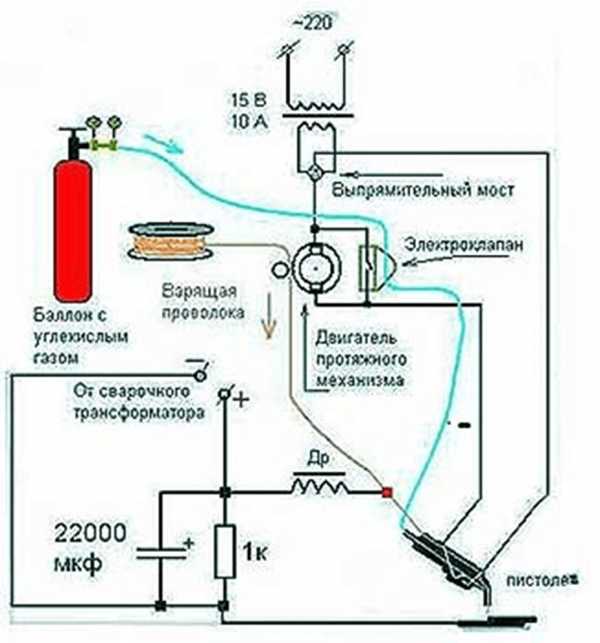
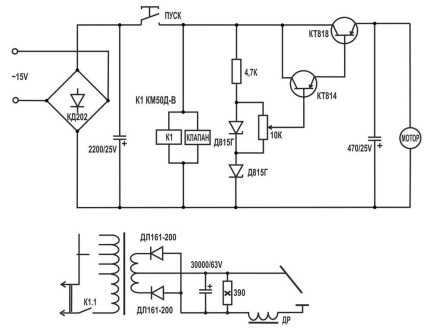
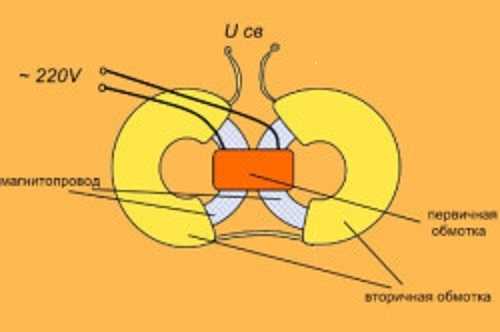

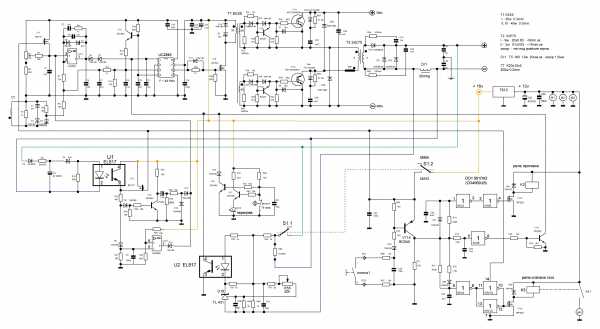
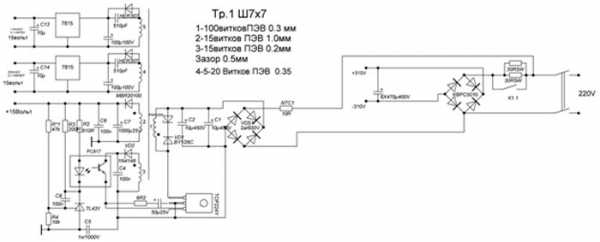
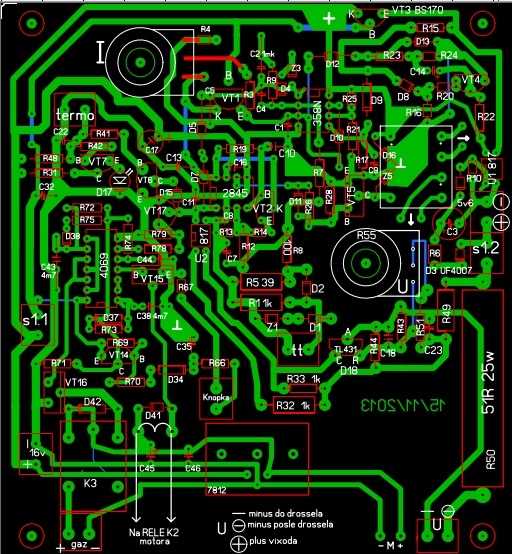


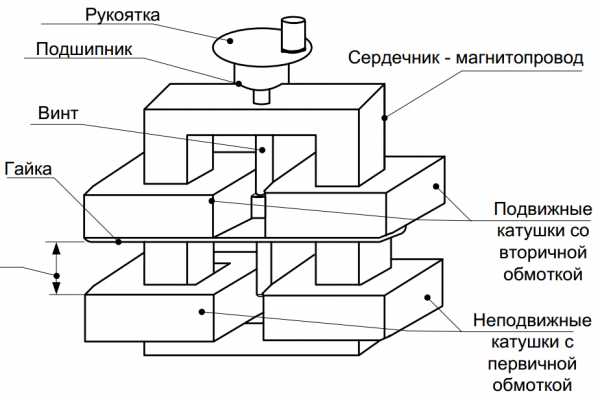






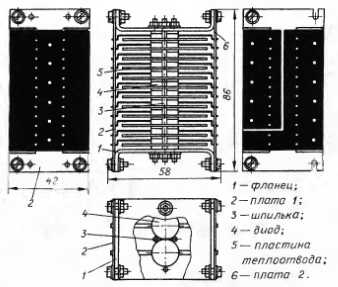
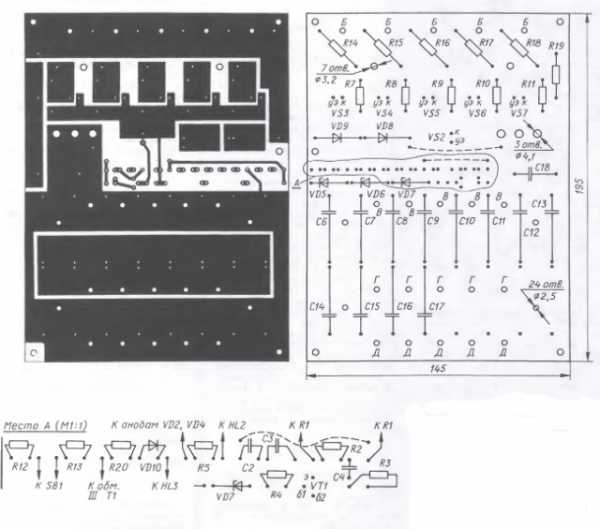 Рис. пять . Доска чертежная 9000 3
Рис. пять . Доска чертежная 9000 3 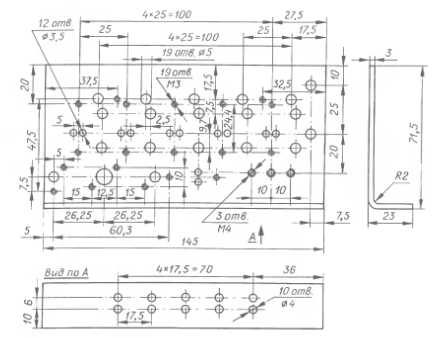 Рис. 6 радиатор
Рис. 6 радиатор 
 Все сварочные аппараты электрические или газовые. Сразу стоит сказать, что самодельные сварочные аппараты не должны быть газовыми. Так как в них находятся баллоны со взрывоопасным газом, держать дома такую установку не стоит.
Все сварочные аппараты электрические или газовые. Сразу стоит сказать, что самодельные сварочные аппараты не должны быть газовыми. Так как в них находятся баллоны со взрывоопасным газом, держать дома такую установку не стоит.  Сборка версии-трансформера будет немного отличаться от предыдущей. Это устройство работает на переменном токе, но для сварки на постоянном токе его необходимо оснастить простым фитингом.
Сборка версии-трансформера будет немного отличаться от предыдущей. Это устройство работает на переменном токе, но для сварки на постоянном токе его необходимо оснастить простым фитингом. 
 Вся работа разделена на Несколько этапов :
Вся работа разделена на Несколько этапов :  Раньше собаки, жившие во дворе, строили конуры и привязывали их к цепи. Сегодня все чаще прибегают к строительству просторных вольеров. С одной стороны, собака не имеет доступа к телу входящего во двор посетителя, с другой стороны, ошейник не висит у него на шее все время, и верный охранник может передвигаться по дому в полный рост. . В этом материале предлагаем вам ознакомиться с техникой изготовления подходящей дорожки для собаки своими руками.
Раньше собаки, жившие во дворе, строили конуры и привязывали их к цепи. Сегодня все чаще прибегают к строительству просторных вольеров. С одной стороны, собака не имеет доступа к телу входящего во двор посетителя, с другой стороны, ошейник не висит у него на шее все время, и верный охранник может передвигаться по дому в полный рост. . В этом материале предлагаем вам ознакомиться с техникой изготовления подходящей дорожки для собаки своими руками. Место, где планируется обустроить вольер, должно быть защищено от ветра. Она не должна быть где-то в дальнем углу – собаке нужно следить за тем, что происходит во дворе и в подъезде.
Место, где планируется обустроить вольер, должно быть защищено от ветра. Она не должна быть где-то в дальнем углу – собаке нужно следить за тем, что происходит во дворе и в подъезде. 
 Лучшее решение – использовать металлические трубы круглого или квадратного сечения. Они не должны быть оцинкованы или покрыты порошковой краской. Крайне важно готовить их вместе качественно, особенно если ваш питомец крупный и имеет большую массу тела.
Лучшее решение – использовать металлические трубы круглого или квадратного сечения. Они не должны быть оцинкованы или покрыты порошковой краской. Крайне важно готовить их вместе качественно, особенно если ваш питомец крупный и имеет большую массу тела.  В любом случае лучше подумать о деревянном полу, который можно укладывать на асфальтовый или бетонный пол. Ими можно покрыть не весь пол, а только его часть.Достаточно участка два метра на два метра.
В любом случае лучше подумать о деревянном полу, который можно укладывать на асфальтовый или бетонный пол. Ими можно покрыть не весь пол, а только его часть.Достаточно участка два метра на два метра. 










