|
|
Как сделать станок для гибки листового металла своими рукамиделаем станок для гибки листового металлаСобрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно. Если вы воспользуетесь запчастями от старого нерабочего оборудования и металлическими отходами, ваш самодельный станок обойдется вам практически даром, при этом по эффективности он будет мало чем уступать заводским моделям. При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм. Гибочный станок для работы с длинными листами металла Конструкция листогибочного станкаГибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл. Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев. Схема самодельного листогиба Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения. Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину. Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки. Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм. Процесс установки петель С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов. Предварительная сборкаПрежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин. Пробная гибка листа оцинкованной жести После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку. Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести. Проверка станка на работоспособность и доводкаПосле того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками. Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки. Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины. Установка зажимных болтов с пружинамиЧтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы. В качестве рукояток привариваем к шляпкам болтов стержни Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование. Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа. На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины. Создание станка для гибки листового металлаСегодня мы подготовили статью на тему: "создание станка для гибки листового металла", а Анатолий Беляков подскажет вам нюансы и прокомментирует основные ошибки. Гибочный станок для листового металла своими руками: чертежи, видеоСобрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно. Если вы воспользуетесь запчастями от старого нерабочего оборудования и металлическими отходами, ваш самодельный станок обойдется вам практически даром, при этом по эффективности он будет мало чем уступать заводским моделям. При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм. Гибочный станок для работы с длинными листами металла Гибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл. Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев. Нет тематического видео для этой статьи.
Схема самодельного листогиба Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения. Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину. Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки. Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм. Процесс установки петель С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов. Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин. Пробная гибка листа оцинкованной жести После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку. Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести. После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками. Нет тематического видео для этой статьи.
Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки. Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины. Установка зажимных болтов с пружинами Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы. В качестве рукояток привариваем к шляпкам болтов стержни Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование. Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа. На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины. Станок для гибки металла – выбираем оборудование разумно!Гибка листового металла представляет собой особую технологическую операцию, дающую возможность получать требуемые по конфигурации заготовки. Если для ее выполнения используется станок либо иное специальное оборудование, весь процесс происходит с минимальными усилиями со стороны человека. Гибка металла своими руками чаще всего производится посредством элементарных конструкций. В быту для этих целей применяют обычный автомобильный домкрат. Он позволяет без серьезных затруднений изгибать тонкие трубы и листы, стержневую арматуру небольшого сечения. Еще проще использовать для гибки листового металла киянку, которая имеется у любого хозяина, и металлический уголок. Такое приспособление работает по простейшему принципу. Вы укладываете лист на уголок и загибаете его свободную часть ударами киянки. Если в быту имеется необходимость в более-менее регулярном изгибании металлических изделий, можно создать самостоятельно даже простой станок. Его делают из струбцины, металлической прочной балки и уголка. Такое приспособление справляется с тонкими листами. Но для работы с прокатом большой толщины оно не подходит. На промышленных предприятиях, а также в небольших мастерских для гибки металла используют другое оборудование. Оно может быть пневматическим, электромеханическим либо гидравлическим. Производственный станок (иначе говоря – пресс) дает возможность работать с материалами любой твердости, толщины и прочности. Оборудование для изгибания листового проката функционирует по разным принципам. Если используется пневматический станок, его узлы приводятся в действие давлением воздуха, электромеханический работает за счет специального механизма (кривошипно-шатунного). А гидравлическое оборудование функционирует благодаря напору жидкости. При этом любой пресс для гибки создает определенное усилие, которое и позволяет сгибать заготовку. Основным элементом подобной конструкции является траверса – балка укороченного типа, изготовленная из прочного металла. Она управляется специальными системами, в состав которых входят датчики. А листогибочное оборудование последних модификаций и вовсе контролируется компьютерами. Последние программируют до миллиметра позицию траверсы и скорость ее хода. За счет этого станок с программным управлением гарантирует получение точно выверенных углов изгиба. Оборудование для работы с металлом на профессиональном уровне принято делить на три типа. Согласно принятой классификации, станок для гибки металла может быть:
Стандартный гибочный пресс (и пневматический, и гидравлический) требует постоянного присутствия оператора. Все операции на нем выполняются человеком. Оператор настраивает станок для гибки, подает на него заготовки, следит за их правильным положением во время работы агрегата. Поворотный пресс (как и ротационный) в этом плане намного удобнее в эксплуатации. Такое оборудование является автоматизированным. От оператора требуется лишь задать конкретный алгоритм процесса, все остальное сделает станок. 3 Популярное оборудование – обзор востребованных агрегатовМногие предприятия используют гибочные машины немецкого производителя ThyssenKrupp. Любой пресс с маркировкой MetalMaster LBM обеспечивает качественное выполнение работ. Такое оборудование выпускается в трех разновидностях:
Под брендом MetalMaster выпускаются и более современные агрегаты для гибки металла. Они оснащаются программным управлением и дают возможность обрабатывать листы большой толщины (до 15 мм) и длины (до 15 м). На такие листогибы устанавливаются сменные инструменты (разные комплекты матриц и пуансонов), за счет чего на них можно изгибать широкую номенклатуру заготовок. Наиболее известным поворотным и ротационным оборудованием ThyssenKrupp признаются модели серии HPN, CNC и HPJ-K. Достойным конкурентом немецких агрегатов на российском рынке считаются гидравлические установки Ermaksan. Эти листогибы созданы для скоростной, качественной и высокоточной гибки. На них монтируется превосходное ЧПУ, которое значительно упрощает работу с большим количеством различных заготовок. На данный момент совсем не сложно найти те листогибочные приспособления, которые идеально подойдут для нужд различных потребителей. Использование листового металла в сооружении индивидуальных домов обрело большое распространение, благодаря этому для этого нужны станки для гибки листового металла собственными руками. Использование данного материала поясняется высокой технологичностью, относительно заниженной ценой и большой надежностью металлических конструкций. При обустраивании кровли доводится делать козырьки для воды из листа металла. Изделия данного профиля можно выбрать у посторонних исполнителей, но доступнее и быстрее будет сделать собственными руками. Для этого применяется листогибочный станок. Конструктивно такой аппарат может быть простым. Все нужные материалы и комплектующие компоненты легко отыскать в хозяйственных магазинах. Благодаря физическим свойствам металлов и сплавов, гнуть можно исключительно пластические материалы. Чугунные изделия или закаленной стали для гибки совсем не годятся, так как владеют невысокой пластичностью и высокой хрупкостью. 1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон. Операция по загибанию установленного участка не просит резки или обработки термическим способом. Изгибание листового металла – это действие, в результате которого железный лист принимает конкретную форму объема. Нужно знать, что при сгибании листа слои снаружи металла растягиваются, а внутренние сжимаются. Если заправить в станок через чур толстый лист, то на сгибе снаружи может появиться трещина. Чтобы подобного не было, исходную деталь необходимо приготовить. Для этого ее подвергают конкретному виду обработки термическим способом – отпуску или отжигу. Подобные операции делаются нечасто. В основном для гибки подбираются подобные изделия, которые можно сделать с использованием этой технологии. Сгибание имеет ряд положительных качеств перед сварочным соединением или иным вариантом изготовления детали. В их числе необходимо выделить:
В числе минусов необходимо выделить, что процесс ручной гибки потребует значительных трудозатрат. Если исполнять ручной изгиб листового металла, то для этого потребуются слесарные тиски, молоток и киянка. Хорошего качества при подобном наборе инструментов достигнуть тяжело. Для постоянного производства деталей без резки и сварки этот метод не подойдет. Когда для бытовых потребностей нужны изделия хорошего качества, прекрасным решением будет выполнить листогибочный станок собственными руками. Сегодня оборудование для индивидуального использования и для малого бизнеса выполняется в масштабах промышленности. Станок для гибки листов или для их резки можно купить в магазине. При малом бюджете легче сделать рукодельный. Операция гибки металла считается конечным шагом в процедуре изготовления детали. Если она окажется выполнена с плохим качеством, то деталь окажется бракованной. Все предыдущие инновационные переделы от резки до разрезания окажутся напрасными. Благодаря чему производственная компания понесет убытки. Для того чтобы выполнить подобную ситуацию недопустимой, нужно издавать хорошие и производительные аппараты. Такой станок зовется листогибом или листогибным прессом. На рынке в наше время представлены листогибы следующих видов:
Ручной станок применяется для штучного и мелкосерийного производства. На производственных линиях больших компаний ставятся универсальные аппараты, которые настраиваются на конкретную операцию. Для нарезания заготовок применяются гильотинные ножницы. Для того чтобы давать получившейся заготовке нужную форму, применяются листогибные прессы с пневматическими пуансонами. Заготовку помещают между матрицей и пуансоном, который приводится в действие при помощи пневматического привода. Этим методом создают детали из металлических листов толщиной до 5 мм. Станок с поворотным прессом предназначается для обработки мелких деталей с непростым рельефом. Листогибочное оборудование делится на мобильное и стационарное. Неподвижные станки применяются на больших фирмах для изготовления высоких объемов продукции. Мобильные аппараты предназначаются для производства некоторых деталей на стройке или при проведении ремонта объекта. Мобильный станок для загиба листового металла можно сделать собственными руками. Многовековая опыт говорит, что рукодельный аппарат, сделанный правильно инженерного подхода, ничем ни в чем не уступает заводским аппаратам. Чтобы собрать такой станок, требуется установленный комплект инструментов и материалов. В отличии от аппаратов производственного изготовления, которые рассчитаны на отделку металла приличной толщины, рукодельный листогиб применяется во время изготовления штучных и мелкосерийных деталей. Изделия очень часто гнутся из листового алюминия, меди и тонколистовой стали. Идеальная толщина листов колеблется в границах 0,5-0,8 мм. С листом большей толщины трудится тяжело. 1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепежа в тисках Это можно объяснить тем, что тут применяется ручной привод, мускульная сила человека. Чтобы дать изделию очень высокую надёжность, при помощи станка можно создать добавочное ребро жесткости. И при этом избежать резки полос для этого ребра. Механизм листогибного станка построен на простом принципе. Заготовка крепится на основании прижимной рамой. Заготовка – это лист металла. Выступающая часть листа, которую требуется загнуть на установленный угол, лежит на поворотной балке. Необходимо лишь развернуть эту балку и металл «загнется». Поворотная колода подымается и опускается собственными руками. В станках производственного изготовления эта функция делается при помощи электрического двигателя или гидравлического пресса. Предельный угол загиба вполне может составлять 180 градусов. Это изготавливается в 2 приема. За один операционный цикл можно загнуть лист на 120 градусов. В зависимости от конструкции самодельного станка, прижим заготовки делается разнообразными вариантами. В довольно обычном механизме применяется уголок из стали. Предлагается применять уголок с толщиной полок не меньше 5 мм. Во время изготовления прижимной рамы понадобится аппарат для сварки для нарезания деталей по размерам и дрель, для того чтобы высверлить отверстия под установочные болты. Все сделать операции собственными руками не составляет огромного труда. При условиях, что есть установленный навык работы с металлом. Нужно только подобающим образом приготовиться к установке листогибного станка. Основным компонентом станка для гибки металла считается основание. В виде основы можно взять швеллер, длина которого подбирается по усмотрению мастера. Для того чтобы обеспечить обязательные условия для работы, этот швеллер прикрепляют на станине. Или приваривают к нему ножки. Главное, чтобы данная конструкция обладала высокой стойкостью. Во время изготовления прижимного устройства собственными руками предлагается применять два уголка — №5 и №3. Их следует объединить между собой при помощи сварки так, чтобы в сечении появилась твёрдая фигура треугольника. Подобная конфигурация гарантирует жесткость и надежность прижима. Обжимной пуансон очень часто производят из уголка №5. Его длина обязана быть меньше, чем у прижимного устройства на 10 мм. Увеличивающий рычажок можно выполнить из круглого прутка или арматуры. Он содержит форму скобы и варится к пуансону. Это соединение необходимо сделать с хорошими качествами прочности, так как нагрузка на него предельная. Не во всех ситуациях, во время работы с рулонным металлом, появляется необходимость отрезать изделия которые уже готовы. Для нарезания металла после обработки на станок для гибки ставится роликовый нож. Этот узел затрудняет конструкцию в общем и потому его используют нечасто. Станок для гибки, собранный собственными руками, должен владеть такими параметрами:
По собственной конструкции станок для гибки металла считается механизмом очень высокой опасности. Во время работы на станке нужно віполнять подобающие эксплуатациионные правили и техники безопасности. Тем более при исполнении резки заготовок. в начале работы нужно выверить исправность главных узлов. Доступ сторонних лиц к станку нужно строго уменьшить. Применение листового металла в строительстве индивидуальных домов получило широкое распространение, поэтому для этих целей требуются станки для гибки листового металла своими руками. Применение этого материала объясняется высокой технологичностью, относительно низкой ценой и высокой надежностью конструкций из металла. При обустройстве кровли приходится изготавливать отливы для воды из металлического листа. Изделия такого профиля можно заказать у сторонних исполнителей, но дешевле и быстрее будет изготовить своими руками. Для этих целей используется листогибочный станок. Конструктивно такой агрегат может быть простым. Все необходимые материалы и комплектующие элементы легко найти в магазинах хозяйственных товаров. Согласно физическим характеристикам металлов и сплавов, изгибать можно только пластические материалы. Изделия из чугуна или закаленной стали для гибки совершенно не годятся, поскольку обладают низкой пластичностью и высокой хрупкостью. 1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон. Операция по загибанию определенного участка не требует резки или термической обработки. Изгибание листового металла – это действие, в результате которого металлический лист принимает определенную объемную форму. Надо знать, что при сгибании листа наружные слои металла растягиваются, а внутренние сжимаются. Если заправить в станок слишком толстый лист, то на сгибе с наружной стороны может образоваться трещина. Чтобы такого не происходило, исходную деталь нужно подготовить. Для этих целей ее подвергают определенному виду термической обработки – отпуску или отжигу. Такие операции выполняются редко. В основном для гибки выбираются такие изделия, которые можно изготовить с применением данной технологии. Сгибание имеет ряд преимуществ перед сварочным соединением или другим способом изготовления детали. В их числе следует отметить:
В числе недостатков следует отметить, что процесс ручной гибки требует значительных трудозатрат. Если выполнять ручной загиб листового металла, то для этого понадобятся слесарные тиски, молоток и киянка. Высокого качества при таком наборе инструментов добиться сложно. Для регулярного производства деталей без резки и сварки такой способ не подходит. Когда для бытовых нужд требуются изделия высокого качества, лучшим решением будет сделать листогибочный станок своими руками. Сегодня оборудование для индивидуального применения и для малого бизнеса производится в промышленных масштабах. Станок для гибки листов или для их резки можно приобрести в магазине. При ограниченном бюджете легче изготовить самодельный. Процедура гибки металла является конечным этапом в процессе изготовления детали. Если она будет выполнена с низким качеством, то деталь окажется бракованной. Все предыдущие технологические переделы от резки до раскроя окажутся напрасными. В результате чего производственная компания понесет убытки. Для того чтобы сделать такую ситуацию недопустимой, необходимо выпускать надежные и производительные агрегаты. Такой станок называется листогибом или листогибным прессом. Сегодня на рынке представлены листогибы следующих типов:
Ручной станок используется для штучного и мелкосерийного производства. На производственных линиях крупных компаний устанавливаются многофункциональные агрегаты, которые настраиваются на определенную операцию. Для резки заготовок используются гильотинные ножницы. Для того чтобы придавать полученной заготовке требуемую форму, применяются листогибные прессы с пневматическими пуансонами. Заготовку помещают между матрицей и пуансоном, который приводится в действие с помощью пневматического привода. Таким способом формируют детали из листов металла толщиной до 5 мм. Станок с поворотным прессом предназначен для обработки мелких деталей со сложным рельефом. Листогибочное оборудование подразделяется на мобильное и стационарное. Стационарные станки используются на крупных предприятиях для производства больших объемов продукции. Мобильные агрегаты предназначены для изготовления отдельных деталей на стройке или при ремонте объекта. Мобильный станок для загиба листового металла можно изготовить своими руками. Многолетняя практика показывает, что самодельный агрегат, изготовленный по всем правилам инженерного подхода, ничем не уступает заводским агрегатам. Чтобы собрать такой станок, требуется определенный набор материалов и инструментов. В отличие от агрегатов заводского изготовления, которые рассчитаны на обработку металла большой толщины, самодельный листогиб используется при изготовлении штучных и мелкосерийных деталей. Изделия чаще всего гнутся из листового алюминия, меди и тонколистовой стали. Оптимальная толщина листов колеблется в пределах 0,5-0,8 мм. С листом большей толщины работать трудно. 1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепления в тисках Это объясняется тем, что здесь используется ручной привод, мускульная сила человека. Чтобы придать изделию повышенную прочность, с помощью станка можно сформировать дополнительное ребро жесткости. И при этом избежать резки полос для этого ребра. Механизм листогибного станка основан на простом принципе. Заготовка фиксируется на основании прижимной рамой. Заготовка – это лист металла. Выступающая часть листа, которую требуется загнуть на определенный угол, лежит на поворотной балке. Нужно только повернуть эту балку и металл «загнется». Поворотная балка поднимается и опускается своими руками. В станках заводского изготовления эта функция выполняется с помощью электродвигателя или гидравлического пресса. Максимальный угол загиба может составлять 180 градусов. Это делается в два приема. За один операционный цикл можно загнуть лист на 120 градусов. В зависимости от конструкции самодельного станка, прижим заготовки выполняется разными способами. В самом простом механизме применяется стальной уголок. Рекомендуется использовать уголок с толщиной полок не менее 5 мм. При изготовлении прижимной рамы потребуется сварочный аппарат для резки деталей по размеру и дрель, для того чтобы просверлить отверстия под установочные болты. Сделать все операции своими руками не составляет большого труда. При условии, что имеется определенный навык работы с металлом. Необходимо только должным образом подготовиться к сборке листогибного станка. Главным элементом станка для гибки металла является основание. В качестве основы можно взять швеллер, длина которого выбирается по усмотрению мастера. Для того чтобы обеспечить необходимые условия для работы, этот швеллер крепят на станине. Или приваривают к нему ножки. Важно, чтобы эта конструкция обладала высокой устойчивостью. При изготовлении прижимного устройства своими руками рекомендуется использовать два уголка — №5 и №3. Их необходимо соединить между собой с помощью сварки таким образом, чтобы в сечении образовалась жесткая фигура треугольника. Такая конфигурация обеспечивает жесткость и надежность прижима. Обжимной пуансон чаще всего изготовляют из уголка №5. Его длина должна быть меньше, чем у прижимного устройства на 10 мм. Усиливающий рычаг можно сделать из круглого прутка или арматуры. Он имеет форму скобы и приваривается к пуансону. Это соединение нужно выполнить с высокой прочностью, поскольку нагрузка на него максимальная. В некоторых ситуациях, при работе с рулонным металлом, возникает необходимость отрезать готовые изделия. Для резки металла после обработки на станок для гибки устанавливается роликовый нож. Этот узел усложняет конструкцию в целом и потому его применяют редко. Станок для гибки, собранный своими руками, должен обладать следующими характеристиками:
По своей конструкции станок для гибки металла является механизмом повышенной опасности. При работе на станке необходимо соблюдать соответствующие правила эксплуатации и техники безопасности. Особенно при выполнении резки заготовок. Перед началом работы необходимо проверить исправность основных узлов. Доступ посторонних лиц к станку необходимо строго ограничить. Автор статьи: Анатолий Беляков Добрый день. Меня зовут Анатолий. Я уже более 7 лет работаю прорабом в крупной строительной компании. Считая себя профессионалом, хочу научить всех посетителей сайта решать разнообразные вопросы. Все данные для сайта собраны и тщательно переработаны для того чтобы донести в удобном виде всю требуемую информацию. Однако чтобы применить все, описанное на сайте желательно проконсультироваться с профессионалами. ✔ Обо мне ✉ Обратная связь Оцените статью: Оценка 3 проголосовавших: 22как сделать листогибочный станок своими руками? Чертежи и описание инструмента для гибки листового металла Для создания небольшого производства ручной листогиб является идеальным вариантом. Такой станок можно приобрести по доступной цене, для его размещения не требуется много пространства. Подобное оборудование обладает несложной конструкцией, поэтому пользоваться им может даже человек без опыта. Устройство и принцип работыРучной листогиб обладает такими достоинствами, как практичность и простота в эксплуатации. Подобное оборудование можно использовать непосредственно на месте проведения строительных работ. По описанию от производителя для такого оборудования не нужно питание от электросети.
Станки для гибки металла ручного типа различаются по типоразмерам и техническим характеристикам. В каждой модели предусмотрен свой набор приспособлений, с помощью которых можно сгибать и резать листовой металл. Востребованность станков обусловлена дороговизной фасонных изделий. Проще использовать собственный станок, чтобы изготовить необходимое количество уголков, отливов и иных деталей. По чертежам можно сделать станок и самостоятельно своими руками. Если хочется выполнить привлекательные детали, а не просто оцинкованные, тогда нужно только взять окрашенный листовой металл. Какая бы конструкция станка ни использовалась, лист плотно зажимается, поэтому в момент сгибания не сходит с позиции, а, соответственно, не царапается. Даже самостоятельно изготовленные детали выглядят привлекательно. Вальцовый листогиб – самый распространены и недорогой вариант. В таком станке чаще всего используется три вальца. Для установки оборудования необходимо организовать подходящую площадку. Допускается использовать:
Все валки монтируются в конструкцию станка одного диаметра. Два стоят неподвижно, и только верхний двигается. Радиус кривизны меняется в зависимости от установленного расстояния между валами. В ручной модели все приходит в действие благодаря усилию пользователя. Ему необходимо повернуть ручку, что стоит на одном из имеющихся вальцов. Крутящий момент передается другим элементам через установленные звездочки. Но если оборудование делают своими руками, то желательно подобрать их таким образом, чтобы скорость вращения оставалась одной. КлассификацияЛистогиб может быть комбинированным, когда он способен работать не только в ручном режиме. Есть модели с ножом, благодаря которому удается сразу обрезать изделие, а значит, приводить его в товарный вид. Гильотина пользуется меньшей популярностью, чаще можно встретить в небольшом производстве маленький, трехвалковый экземпляр. По функциямРучные листогибы можно классифицировать по функциональности:
По способу сгибанияМожно провести классификацию и по другим параметрам, к примеру, методу сгибания и наличию дополнительного инструментария:
Все ручные агрегаты используют метод холодной гибки. Толщина листа заготовки тоже может меняться. Этот параметр составляет от 4 до 15 мм. На подобном оборудовании можно обрабатывать медь, оцинкованное железо, поликарбонат и даже картон с пластиком. Обзор популярных моделейХорошие польские листогибочные станки стоят недешево. В последнее время стали востребованы модели российского производителя «Русич». Более дешевый вариант изготавливает Китай, но и качество сборки у таких моделей иногда сомнительное. В рейтинге лучших:
Однако такие ручные агрегаты не каждый пользователь может себе позволить. Из более доступных вариантов стоит подробнее обратить внимание на другие станки. ЛГС 26Неплохой ручной агрегат, изготавливаемый отечественным производителем. Широко используется для работы с листовым металлом в месте монтажа строительной конструкции. Среди изделий, которые можно получить при помощи оборудования:
Такой агрегат можно установить в небольшом помещении. Его конструкция предельно проста, поэтому у пользователя не возникает проблем с эксплуатацией и обслуживанием оборудования. Одно из достоинств, которое оценил современный пользователь – невысокая цена. При этом производитель позаботился о богатом функционале станка. Доступность обусловлена невысоким качеством механизмов, что также является минусом рассматриваемой модели. Из технических характеристик, которые обязательно нужно выделить:
Станок можно более подробно рассмотреть с конструктивной точки зрения. Производитель использовал улучшенный прижимной механизм. Именно благодаря ему заготовка остается на своем месте при ее обработке по всей длине. Механизм балки не сдвигается с места благодаря установленным пружинам. Для завершения цикла прогонки одной заготовки достаточно одного сотрудника. Во время работы с оборудованием угол гиба устанавливается точно. Чтобы это стало возможным, производитель предусмотрел удобную планку угломера. В конструкции также предусмотрен ножной трап. Благодаря ему агрегат не опрокидывается даже при максимальном усилии гиба. В комплекте станок поставляется со специальным приспособлением, за счет которого производится поперечная резка металла. Это хорошая модель, если планируется наносить на заготовку дополнительно ребра жесткости. Для этого в конструкции есть прижимная балка. Sorex 3160Это польский сегментный станок, который широко используется для изготовления крупногабаритных элементов:
Масса описываемого станка составляет 320 кг. Он может работать с нелегированной сталью, максимальная толщина которой составляет 0.9 мм. Если заготовки изготавливались из мягкого материала, такого как алюминий, тогда толщина листа металлопроката увеличивается до 1.4 мм. Максимальный угол сгиба составляет 180 градусов. Длина готовой детали достигает 316 см. Среди основных достоинств, которыми может похвастаться описываемый станок – конкурентная цена, наличие богатого дополнительного функционала. Приспособления позволяют уменьшить производственные издержки, что немаловажно на начальных этапах построения бизнеса. Пользоваться оборудованием просто, для этого на корпусе есть специальные регулировочные элементы. С их помощью установленный угол меняется быстро и легко. В качестве основного материала для изготовления каркаса использовался стальной профиль. Чтобы продлить его долговечность, поверхность покрыта антикоррозийным составом. Из особенностей, отличающих представленную модель от других, можно выделить особую конструкцию ножа. Когда он заканчивает отрезать материал, занимает положение на балке, что в конструкции выступает в качестве направляющей. Таким образом нет необходимости полностью его отводить в начальное положение.
Во время эксплуатации оборудования прижимную балку можно зафиксировать на необходимой высоте. Это стало возможным благодаря установленному вертикальному подъемному механизму. SNO-1,5/1300Изготавливает станок чешская компания Proma. Представленное оборудование можно смело назвать универсальным. В его функционал входит возможность использовать агрегат в качестве гибочного станка с последующим вальцеванием или скручиванием в цилиндр. Ролики имеют особые проточки, которые легко наматывают проволоку. Масса оборудования больше, чем в остальных представленных моделях. Этот параметр составляет 530 кг. Максимальная толщина обрабатываемой заготовки составляет 1.5 мм, минимальная – 0.4 мм. Длина стола для работы 132 см. Устройство используется для гиба продукции металлопроката под прямым углом. Диаметр роликов для обкатки составляет 7.6 см. Станок может свернуть нелегированную сталь толщиной 0.4 мм в цилиндр. В производстве такой агрегат станет незаменимым помощником, поскольку он может изготавливать широкий ассортимент продукции. Станок обладает простым управлением, прекрасной износостойкостью. Из недостатков, которые отмечают пользователи:
Как выбрать?Перед тем как купить ручной листогиб, стоит убедиться, что он обладает простой конструкцией. Для оцинковки и для профнастила можно использовать универсальный агрегат. От формы станины во многом зависит функционал оборудования. Дорогие модели могут из листового металла создавать широкий ассортимент готовой продукции.
Поскольку ручной агрегат для профлиста, полосы и других заготовок предполагает использование ручного труда, то перед покупкой обязательно нужно обращать внимание на то, что используется в качестве утяжелителя рычага балки для гибки металла. Если предусмотрена система противовесов, это хорошо – она позволяет пользователю затратить гораздо меньше сил на изготовление готовой продукции. Как пользоваться?Независимо от модели, к станку прилагается инструкция по эксплуатации, ее стоит строго соблюдать.
Пользоваться ручным агрегатом просто. Нужно только поместить листовой металл между имеющимися роликами и начать крутить ручку. Заготовка проходит цикл гибки и выходит установленной формы. Менять угол гиба и регулировать другие параметры можно, увеличив расстояние между валиками. Как сделать своими руками?Существует много чертежей, как можно сделать вручную самодельный станок из уголка, рельсы или тавра. Для изготовления станка из тавра потребуется:
Порядок сборки выглядит следующим образом:
В следующем видео представлен обзор роликового листогиба WUKO Combo Bender 5000. Как сделать мини станок для гибки металлаНаличие гибочного станка в домашней мастерской будет совсем нелишним. С его помощью можно изгибать тонкие листы жести и алюминия для самых разных нужд.ПонадобитсяПоскольку мы собираемся работать с тонкими материалами, то и усилия изгиба будут не слишком большими. С учетом этих факторов, производим подбор материалов:
Чтобы выполнить все операции, понадобится дрель со сверлами диаметром 3,5 и 6,5 мм, ленточная пила, сварочное оборудование, тиски и струбцины. Процесс изготовления мини гибочного станкаРазрезаем уголок 25×25 мм ленточной пилой на пять отрезков: три – длиной 125 мм и два – 62,5 мм. Также отрезаем от стального стержня диаметром 8 мм отрезок длиной 250 мм для изготовления ручки. Два стальных уголка по 125 мм складываем полками вниз и зажимаем в тиски. Третий укладываем на один из двух, зажатых в тиски, так, чтобы наружная сторона вертикальной полки совпала с линией соединения двух нижних уголков, и сжимаем их струбцинами. Помещаем во внутренний угол, образованный тремя элементами, навесные петли. Плотно прижимаем их к полкам и через отверстия для шурупов привариваем к металлу. Убеждаемся, что петли свободно складываются и раскладываются. Снова складываем шарниры и по центру поперечно упираем в вертикальную полку стальной стержень и привариваем его к горизонтальной полке с наружной стороны. На полке уголка без ручки сверлим по центру, отступив от торцов 12 мм, по одному отверстию диаметром 6,5 мм. Кладем этот элемент на продольный угол деревянного бруса ближе к одному концу, чтобы полка с отверстиями оказалась сверху. Используя этот уголок как шаблон, сверлим два сквозных отверстия в брусе, который за другой конец зажат в тисках. В третьем уголке тем же сверлом выполняем также два отверстия на таком же расстоянии друг от друга, что и во втором уголке. Он будет крепиться к нему так, чтобы его угол был направлен в сторону от петель. Но центры отверстий в третьем уголке смещаем к кромке горизонтальной полки на величину толщины материала для изгиба. В нашем случае величина смещения должна быть 1,6 мм. В двух коротких заготовках уголка по краям сверлим отверстия диаметром 3,5 мм и прикручиваем их винтами к деревянному брусу так, чтобы они упирались в продольно закрепленный большой уголок и составляли с ним 90 градусов. Наш станок готов к работе. Испытание станкаОслабляем гайки крепления уголков и в образовавшуюся щель между ними просовываем полоску металла, которую необходимо согнуть. Чтобы изгиб получился ровным, прижимаем полоску к направляющему уголку. После этого затягиваем гайки, не допуская перетяга дальней гайки и перекоса прижимного уголка. Щель между уголками должна быть одинаковой по всей их длине. Ручку, которая до сих пор висела вертикально вниз, поднимаем до горизонтального положения. В процессе ее перемещения из первого положения во второе, происходит изгиб металла. Ослабляем гайки и освобождаем изгибаемый материал. После этого вынимаем его из станка, если изгиб закончился, или перемещаем в другое положение и продолжаем изгибные операции. Original article in English специфические особенности, чертежи и рекомендацииЧаще всего для работы с металлическими заготовками человеку требуется станок для гибки металла. Это довольно простое устройство, однако его пользу трудно переоценить. Кроме того, изготовить его своими руками вполне реально. Это сэкономит значительное количество материальных средств, но и потребует определенных знаний, навыков и, конечно же, времени. ОписаниеСтанок для гибки металла, как понятно из его названия, используется для производства гнутых металлических деталей. Стоит добавить, что, кроме этой функции, он также может иметь одну дополнительную - порезку материала. Такие станки используются чаще всего для того, чтобы изготавливать полосы металла. Помимо этих двух функций, наличие такого станка позволит производить различного рода профилированный металл. Преимущество применения станка для гибки металла в том, что он позволяет изменять форму материала под любым требуемым углом, но при этом он не вредит поверхностное покрытие или защитный слой товара. Работа на агрегатеРаботать на таком станке можно не только со стальными изделиями, но и с медными, латунными, алюминиевыми и железными. Если заготовка из какого-либо материала характеризуется тем, что ее толщина меньше 0,8 мм, то ее ширина обязательно должна быть не меньше 40 см, но и не больше 2,5 м. При таких габаритах высота полки (для отгибания) должна составлять не более чем 2 см. Если требуется разрезать заготовки с такой же толщиной, то важно, чтобы их ширина была от 80 мм до 40 см и не более. Еще одно важное условие, которое необходимо соблюдать, чтобы работать на станке для гибки металла, - это отсутствие дефектов на той поверхности листа, которая будет загибаться. Соблюдение этого условия важно для того, чтобы те детали и образцы изделий, которые будут произведены на самодельном станке своими руками, не уступали по качеству тем заготовкам, что выпускаются в промышленных масштабах на заводах. Для того чтобы обеспечить защиту полимерного или лакокрасочного покрытия на самом материале, рекомендуется установить на станке силиконовые или резиновые подложки. Конструкция станка для гибки листового металла, своими руками изготовленногоУ самодельного станка для гибки металлических изделий довольно простая, но очень функциональная конструкция, состоящая из нескольких основных элементов. Нож. Так как в станке имеется дополнительная функция резки, то эта деталь также является основной. Устанавливаться он должен на подвижные ролики, а предназначается для резки заготовок. Здесь важно отметить, что этот элемент должен быть выполнен из очень прочной стали, по шкале Роквела уровень прочности должен быть около 100. Срок службы такого изделия довольно велик, однако его будет трудно точить. Но этот недостаток полностью нивелируется тем фактом, что нож позволит разрезать огромное количество погонных метров материала, прежде чем затупится. Чтобы было проще перемещать ролики, на них должен быть установлен утяжелитель. Составные части станкаСтанок для гибки металла, своими руками изготовленный, также должен иметь несколько следующих составляющих элементов:
Начало изготовления самодельного станка для гибки металлаНачинать работу рекомендуется с составления схемы агрегата. Также необходимо приобрести и изготовить все нужные элементы и детали, прежде чем приступить к сборке. Первое, что необходимо купить - это два куска швеллера №5 и №6 с одинаковой длиной. Также эти два элемента должны иметь прямолинейную кромку. Эти элементы используются для заготовки основания. Кусок №5 используется для прижима, а №6 для обустройства основания. Чтобы подобрать длину швеллеров, необходимо отталкиваться от длины заготовок, с которыми планируется работать, этот параметр должен совпадать. Чаще всего специалисты рекомендуют брать длину около полуметра. Этого достаточно, чтобы изготовить практически любую деталь, которая может пригодиться в быту. Производство и сборка станкаДалее для изготовления станка для ручной гибки металла необходимо сделать отверстия на швеллере, который является прижимным. Количество отверстий должно быть от 2 до 4, а их диаметр должен быть равен 9 мм. Ближайшее к концу заготовки прижимной детали отверстие должно располагаться в 3 см от края. Еще один важный момент в том, что прижимное устройство должно быть короче, чем основание, примерно на 5-10 см. Для того чтобы изготовить пуансон для обжима, необходимо иметь в своем распоряжении уголок, толщина профиля которого будет больше, чем у будущих заготовок. Рычажную ручку лучше всего изготавливать из таких материалов, как арматура или брус. Если используется брус, то его сечение должно быть не меньше чем 15 мм, а если берется брус, то его габариты должны быть не менее чем 50х50. Форму рычага рекомендуется делать П-образной. Крепится этот элемент к уголку при помощи сварки или же болтов. Финальные работыПосле того как были выполнены все предыдущие манипуляции, можно приступать к изготовлению такого элемента, как щечки. Изготавливают их из катаной стали, а толщина деталей должна быть около 5 мм. Важно, чтобы эти элементы имели фаски, толщина которых должна быть равна 0,6 см. Длина этого участка должна составлять от 3 до 3,3 см. Важно, что торцы пуансона также снабжаются фасками с такими параметрами, как 0,5 см глубины и 3 см длины. Их необходимо снять с пуансона, чтобы обеспечить установку оси. Производство такого элемента, как ось, осуществляется из металлических прутьев, чей диаметр равен 1 см. Крепление оси осуществляется при помощи сварки. При установке необходимо обеспечить параллельность линии оси по отношению к ребрам уголка. Всю эту готовую конструкцию, вместе с пуансоном, соединяют при помощи тисков. При совмещении важно следить, чтобы свободная полка уголков была расположена в той же горизонтальной плоскости, в которой располагается и свободная швеллерная полка. После этого работу по сборке можно считать завершенной. Чтобы проверить работоспособность станка, рекомендуется взять заготовку из мягкой стали с толщиной до 1,5 мм. Стоит отметить, что цена станка для гибки металла покупного может доходить до 2000$. Процесс сгибания листовКонструкция самодельного станка может также состоять из таких частей, как станина, гайка-маховик, лист для сгибания, прижим, струбница, пуансон для обжима. Для того чтобы работать на таком типе станка, необходимы определенные знания и навыки. Преимуществом использования этого агрегата будет то, что он позволит сохранить металл в целостности, в отличие от той же сварки. В процессе сгиба металла происходит следующее: наружные слои металлической заготовки растягиваются, а вот внутренние, наоборот, сжимаются. Важно, что для изгиба металлической заготовки необходимо приложить такое усилие, которое будет больше, чем предельная упругость материала. При помощи станков для гибки металлов как раз и можно добиться выполнения этого условия. К преимуществам готового продукта, то есть гнутых листов, можно отнести следующие факторы:
ВыводНаличие такого оборудования дома значительно упрощает работу с металлическими заготовками. Однако при эксплуатации этого устройства крайне важно знать и придерживаться техники безопасности. Цена станка для гибки листового металла, выполненного своими руками, будет также значительно ниже, чем покупного. Потратиться придется лишь на те материалы, которых не окажется под рукой и их придется купить. особенности, чертежи и рекомендации. Необходимые инструменты и материалыВ современном строительстве невозможно представить работу, связанную с железобетонными конструкциями, металлической арматурой или созданием фундамента, без использования удобных гибочных станков, которые способны выполнять много полезных функций. Ручные самодельные листогибы являются достаточно простыми инструментами, которые позволяют из листового материала изгибать качественные изделия даже неквалифицированному мастеру. Возникновение листогибочного станкаПервые механические листогибочные прессы изобрели в США. Возникновение листогибов свое начало берет еще с 19 столетия, когда в производственных организациях всевозможных отраслей назрела необходимость широкого выпуска металлических конструктивных деталей. Изготовление изделий из металла без использования специального оборудования было чрезвычайно дорогостоящим и занимало много времени. Затем были попытки внедрить в производство пневматический пресс, однако они потерпели крах, так как отличались малой производительностью и плохой видимостью материала.
Но технический процесс на месте не стоит, и неудобные, массивные, потребляющие много энергии и травмоопасные механические листогибы заменили на более лучшие в эксплуатационных свойствах гидравлические модели. Это случилось во второй половине 20 века, когда началась налаживаться обработка стали. А далее пошло-поехало… Работа учёных в данной среде способствовала автоматизации листогибочных станков, развитию дополнительного оборудования и безопасности сотрудников. Спустя 60 лет листогибочный станок стал неотъемлемой частью производства. А сегодня даже частные мастера постоянно задаются вопросом, как сделать листогиб своими руками. Предназначение листогибочного станкаЛистогибочный станок представляет собой прессовое устройство, которое производит гибку цельных листов металла или вырезанных полос из него разной толщины и формы. Самодельный листогиб способен изгибать листы под желаемым углом, вместе с этим не нарушая плоскостности. Листогибочные станки используют для обработки листов из латуни, стали, алюминия и меди, а также прочих металлов с толщиной до 0,7-0,8 миллиметров. При этом отсутствуют у отгибаемой части листа деформации, которых невозможно достичь при использовании традиционной киянки и оправки. Это позволяет из листа изготавливать самые разные предметы. Изделия, которые сделаны таким способом, почти не отличаются от аналогичных, изготовленных на промышленных станках. Наличие на гибочной балке силиконовой вставки делает возможным изгибание окрашенных листов без опасности повреждения покрытия. Также предусмотрены удобные функции регулирования толщины листов, что предстоит изогнуть. Листогиб сгибает без труда листы из железа и жести, точность и качество сгиба при этом достаточно высокие и отвечают всем требованиям. Многие из таких станков могут одновременно проводить резку металла.
Листогибочное оборудование широко применяется:
Листогибочный станок состоит из листа железа, что является основанием, прижима, обжимного пуансона с креплением, 2 струбцин для прикрепления оборудования к столешнице верстака. Изготавливают листогиб своими руками из металлических заготовок. Специалисты рекомендуют на металлобазе купить швеллер 6,5 - 8, что имеет длину 500 - 650 миллиметров, на котором держится вся конструкция листогиба. Зачастую листогибы снабжены дополнительными опциями: приспособлением для держания рулонного металла, угломером, дублирующими опорами для металлических листов и профилирующим устройством. Иногда практикуют изготовление листогиба с усиленной опорой, которая обеспечивает надежное крепление станка, и специальный роликовый нож, что может резать металл на уровне качества, достигаемого на фабриках. Конструкция листогибочного станкаЛистогибочный аппарат в большинстве случаев используется для изготовления из металлопрофиля элементов кровли. В устройство листогиба листы можно заправлять с тыльной и передней стороны, что избавляет от потребности проведения предварительной порезки. В конструкции имеется резец, который позволяет резать металл прямо на объекте.
Главными элементами чертежа самодельного листогиба для сгибания листового металла являются следующие:
Принцип работы станкаРучной самодельный листогиб предназначается для изготовления профильных деталей из тонколистовой стали, алюминия и меди: толщиной 0,5-0,7 миллиметра, шириной до 2500 миллиметров, с высотой полки от 20 миллиметров, отрезания полос данного листа от 80 до 400 миллиметров для складывания загнутой полки для придания изделию дополнительной жесткости. Принцип работы листогибочного станка основывается на фиксации заготовки на столе листогиба с помощью прижимной рамы и дальнейшем загибе поворотной балкой на нужный угол выступающей части заготовки. Максимальный угол загиба достигает 135 градусов, предусмотрена возможность догиба до 180 градусов. От мощности прессового механизма зависит предельная толщина металла, что подается. Прижим совершается в механическом режиме с использованием эксцентриковой стяжки. Вы можете отрегулировать усилие прижима. Простая конструкция листогибочного станка и используемые материалы способны обеспечивать его безотказность и высокую надёжность, а также ремонтопригодность в суровых условиях - даже в полевых. Особенность конструкции состоит в возможности неограниченной подачи заготовок по длине.
В продаже имеются специальные станки, чертежи листогибов данного типа имеют некие отличительные особенности. Прижим заготовки может осуществляться с помощью электромагнита, который располагается в корпусе аппарата. Мощность электромагнита способна обеспечивать прижим, исключающий выскальзывание из-под прижимной балки заготовки. Повышенная жёсткость вышеописанной конструкции демонстрирует прямолинейность и высокое качество изгиба. Длина заготовок и угол гибки бывают фиксированными или заданными при помощи ограничителей для создания одинаковых или однотипных деталей. Также в ассортименте предложены гибочные прессы, деформация заготовок в которых совершается благодаря вдавливанию её в выемку матрицы выступом пуансона. Усилие обеспечено гидро- или пневмоприводом. Подобное листогибочное оборудование предназначается для изгибания листовой стали, которая имеет толщину до 3 миллиметров на длине до 2500 миллиметров. Разновидности листогибочных станковЛистогибочное оборудование по мобильности делится на передвижное и стационарное. Первые виды станков используют на производстве для обработки большого объема материала, вторые станки - на небольших предприятиях или стройках для изготовления отдельных деталей. Зависимо от методики обработки материала, листогибочные станки бывают поворотными, оснащенными гибочной балкой, прессовыми с пуансоном и матрицей, ротационными - схемы листогибов предусматривают наличие валок. По виду привода листогибочные станки разделяются на 5 типов:
При выборе листогибочного станка или изготовлении своими руками листогиба необходимо определиться с толщиной листов металла, потому что оптимальным решением для обработки материала, который имеет толщину меньше 0,1 сантиметра, считается ручной станок. Этот аппарат способен обеспечить необходимую точность и освобождать хозяев от больших вложений. Если требуются разные детали из металла, что имеют толщину больше 1 сантиметра, лучше всего выбрать промышленную модель с электроприводом и возможностями выполнения широкого спектра функций. Такие станки стоят намного больше, занимают большую площадь, однако демонстрируют высокую производительность. Изготовление листогибочного станкаЛистогибочный станок в практике самодельщиков - пока малораспространенное приспособление. Однако данный инструмент является очень полезным, потому что даже неквалифицированным мастерам позволяет качественно выполнять работу, связанную с гибкой листового металла. Листогибочный станок, состоящий из основания, обжимного пуансона с рычагом, прижима и двух струбцин, можно изготовить при наличии электросварки. Необходимы только недеформированные уголки номер 3 и 5, а также отрезок швеллера. Основание принято изготавливать из швеллера номер 6,5 или 8, что имеет длину до 500 миллиметров. Размер принято выбирать по своему усмотрению. Сделанный из уголка прижим способен обеспечить гибку листа на угол, что составляет больше 90 градусов, что, к примеру, нужно для соединения в фальц листов. Прижим изготовленного своими руками ручного листогиба отличается сварной конструкцией. Основной уголок 5 необходимо дополнительно усилить профилем из уголка номер 3.
Чтобы прижим получился жестким, рекомендуется использовать уголки, толщина полок которых составляет 5 миллиметров. Прижим делают короче основания на 70 миллиметров, к его торцам следует приварить кронштейны из отрезков уголка номер 3 со стенкой, толщина которой достигает 5 миллиметров. Края полок уголка, которые контактируют с изгибаемым листом, обрабатывают напильником или фрезеруют, делая их параллельно основанию. В каждом уголке-кронштейне посредине полки необходимо просверлить отверстие, диаметр которого составляет 8 миллиметров. Обжимной пуансон выполните из уголка номер 5, он на 10 миллиметров короче, чем прижим. Рычаг принято выгибать из арматурного стального прутка, что имеет диаметр 15 миллиметров, в виде скобы и приваривать к пуансону. Дальше выпилите из стального листа, толщина которого 5 миллиметров, щечки и просверлите в них по отверстию диаметром 10 миллиметров.
Снимите с ребра торцов уголка-пуансона фаски, длина которых 30 и глубина 5 миллиметров, что необходимы для крепления и установки стальных осей из прутка, что отличается диаметром 10 миллиметров. Оси необходимо приваривать таким способом, как показано на видео о листогибах своими руками, чтобы осевая линия прутка направлялась параллельно ребру уголка. На ребре основания снимите фаски, что имеют глубину 6 и длину 32 миллиметра. Основание и пуансон для предварительной сборки нужно закрепить в слесарных тисках так, чтобы полки уголка и швеллера размещались в одной горизонтальной плоскости. Наденьте на оси пуансона щечки и прихватите их в нескольких точках к основанию электросваркой или крепят другим методом. На данную поверхность для пробной гибки принято помещать лист из мягкого металла, что имеет толщину близко 1 миллиметра, и сверху фиксировать прижимом, притягивая его временно к основанию шпильками с накладками или струбцинами. Положение щечек относительно основы рекомендуется проверять посредством пробных гибок и корректировать при потребности. Убедившись в оптимальном положении щечек, их нужно приварить окончательно к основанию.
При использовании отверстий в кронштейнах прижима их сверлят диаметром 8 миллиметров в основании и нарезают резьбу М10 в них. Отверстия в прижиме нужно рассверлить до диаметра 10 миллиметров. В основании в резьбовые отверстия снизу завинтите болты, головки которых следует зафиксировать на основании сваркой. Притяните к основанию прижим гайками М10, под их головки подложите шайбы. Использовать желательно гайки-маховички, которые получится снять с водопроводной арматуры. При отвинчивании затяжных гаек отжатие прижима обеспечивают пружины, что надеты на болты. Можно применять и резиновые амортизаторы. Струбцины для закрепления листогибочного станка к основанию являются самодельными, сваренными из уголка номер 3. Конструкция струбцин является совершенно понятной из чертежа листогиба своими руками. Зажимные винты М10 оснащены опорными накладками. Струбцины необходимо приварить к полке основания возле щечек. Требования и техника безопасностиРазные виды листогибочных станков предназначены для разных целей, но все они должны соответствовать ниже обозначенным требованиям: удобство в работе, безопасность, минимальная энергопотребляемость, устойчивость, хорошее качество составляющих деталей, возможность замены элементов при выходе из строя, соответствие их требуемым стандартам. Чтобы избежать возникновения производственных травм, настоятельно рекомендуется ознакомиться с техникой безопасности. Листогибочный станок является опасным устройством, так как содержит множество колющих и режущих элементов, которые представляют угрозу для здоровья и жизни оператора. Непосредственно перед работой нужно детально изучить инструкцию для каждого конкретного устройства. Работать с листогибом необходимо исключительно в защитной одежде. Перед каждым запуском аппарата следует тщательно проводить проверку работоспособности оборудования. Запрещается гнуть листы металла выше допустимой толщины и оставлять листогибочный станок без присмотра. Таким образом, листогибочный станок в умелых руках способен обеспечить высокое качество изготовления таких деталей, как кожухи, шасси, корпусы, также станок понадобится при соединении в фальц листов, гарантируя во всех случаях надлежащий товарный вид изделию. Главное только знать, как сделать листогиб правильно. При этом обеспечивается отсутствие деформаций и плоскостность в отгибаемой части листов. Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, профнастил, детали для авторемонта и пр. Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить. Какие бывают гибочникиКонечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков :
Изготовление ручного листогибаВ интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций - схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли. Из инструмента потребуются дрель, болгарка и сварочный аппарат . Алгоритм изготовления несложный: Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете . Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости. Особенности роликового станкаРоликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет. В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт. Для этого типа листогиба особенно важна мощная станина . Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Меры предосторожности при работеПри использовании листогибочных станков необходимо неукоснительно соблюдать правила техники безопасности :
Таким образом, своими руками можно легко сделать листогиб. Современные листогибы - востребованные конструкции для выполнения холодной гибки основных листовых металлов при необходимости облегчить создание различных изделий. Изготовить наипростейший, но функциональный листогибочный станок своими руками вполне возможно с небольшими затратами времени, сил и денежных средств. Что такое листогибочный станокЛистогиб или листогибочный пресс - устройство для холодной гибки металла. Основное назначение - изготовление изделий из листовых материалов. За счёт пластичности материала цветные и чёрные металлы, а также многие виды сплавов легко подвергаются механическим воздействиям. Гибочные станки позволяют изгибать металлические изделия, придавать им круглую, квадратную или фасонную форму. При этом наружный слой изделия растягивается, а внутренний - сжимается. Обязательным условием сгиба являются точные и ровные углы.
Главная черта гибки металла - отсутствие изломов, гофрирования готового изделия и появления других недостатков Зачастую листогибами пользуются на месте проведения кровельных работ, в строительстве, при изготовлении всевозможных видов профилированных листов. С помощью гибочных станков создают стендовую продукцию и вывески. Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов. История технического развитияЕщё в первой половине прошлого века мировой промышленностью выпускались преимущественно листогибочные станки механического типа, что объяснялось низкой стоимостью и простотой исполнения, а также надёжностью эксплуатации таких устройств. Тем не менее механические прессы обладали значительными недостатками, связанными в первую очередь, с их массивностью и ростом основных требований, предъявляемым к предприятиям. Механические конструкции потребляли значительное количество электрической энергии, были шумными и сильно вибрирующими.
Для самых первых устройств характерна сложность частой переналадки и слишком высокий риск травматизма, а также низкое качество готовых изделий Листогибочные конструкции пневматического типа ограничены в эксплуатации за счёт необходимости обеспечивать подвод магистрали со сжатым воздухом. А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
Гидравлические станки удобнее и безопаснее механических прессов Появление в конструкции новых управляющих систем дополнило устройства удобным графическим пользовательским интерфейсом с автоматическими расчётами всей последовательности производимых операций и этапов программы, защитой сложным лазерным контролирующим устройством. Наиболее современные агрегаты полностью защищены от перегрузочного давления, имеют удобную электронную регулировку скорости, датчик контроля и многие другие важные усовершенствования. Виды листогибовЛистогибы могут быть стационарными и мобильными или передвижного типа, делятся на прессовые, поворотные и ротационные модели. Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ. Простые ручныеФункционируют за счёт использования мускульной силы и «поворотной балки», благодаря чему рычагом придаётся металлу нужная форма. Значительная часть ручных приборов представлена передвижными устройствами, которые эксплуатируются непосредственно на местах изготовления металлических изделий.
Каркас ручных станков изготовливается из высококачественной стали, обеспечивающей надёжность всей конструкции Преимущества простого ручного листогибочного станка представлены отсутствием шума в работе, невысокой стоимостью, лёгкостью и мобильностью, а также независимостью от электросети. К недостаткам относятся небольшая ширина и возможность использования в работе исключительно тонкой жести толщиной не более 1,5–2,0 мм. ПневматическиеРабота обусловлена наличием в конструкции пневматических цилиндров. Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Станок позволяет изготавливать серийные детали различной геометрии, в том числе из листового металла с лакокрасочным покрытием Достоинства пневматического листогиба представлены хорошей автоматизацией процесса, а также высокой универсальностью и необходимостью минимального вмешательства оператора во весь процесс работы. Кроме того, пневматика вполне доступна и проста в плане технического обслуживания. Самый основной недостаток моделей пневматического типа представлен необходимостью обеспечивать наличие достаточно мощного и дорогого компрессора, который создаёт шум при работе. ГидравлическиеПередвижные и стационарные гидравлические листогибные станки функционируют за счёт наличия в конструкции гидропривода. На сегодняшний день такой вариант оборудования считается одним из самых лучших и современных.
Современные гидравлические листогибы используются для получения идеальных по качеству и точности изделий Достоинства моделей гидравлического типа представлены быстрой работой, низким уровнем шума, высокой надёжностью и возможностью перегиба даже толстых металлов. Такой вид устройств редко нуждается в обслуживании. Минусы эксплуатации заключаются в проблемах поиска вышедших из строя деталей, необходимости ремонта в специализированных мастерских и риске вытекания масла при значительном износе. ЭлектромеханическиеСтационарный вид листогиба, функционирующий за счёт работы электрического двигателя, приводной системы и редуктора. Электромеханические прессы вполне заслуженно очень популярны, что объясняется доступной стоимостью и относительной простотой эксплуатации.
Электромеханический гибочный станок относится к оборудованию тяжелого класса Достоинства электромеханического оборудования представлены сравнительно невысокой ценой, хорошей производительностью, широким функционалом и доступностью основных запасных комплектующих. При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов. МеханическиеСтационарного типа механические листогибы функционируют в результате передачи энергии кинетического вида с предварительно раскрученного до нужных показателей маховика.
Механические листогибы могут использоваться для проведения монтажных работ Несмотря на низкую себестоимость производства, простоту исполнения и довольно высокую надёжность эксплуатации, механические станки отличаются большой массой, высоким уровнем потребления электрической энергии, шумностью в работе и заметным неудобством выполнения самостоятельной переналадки. Изготовление листогибочного станка своими рукамиПроще всего изготовить самостоятельно ручной станок, который прост в эксплуатации, но несколько ограничен в функционале.
Трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доработать наиболее удачный шаблон
Работа на этом типе оборудования предполагает высокое мастерство оператора, что объясняется повышенным риском производства бракованных изделий при наличии даже незначительного перекоса устанавливаемой заготовки. Все ручные модели самостоятельного изготовления упрощены, но их основной недостаток представлен физическими нагрузками оператора. Подготовка к работеПростой в изготовлении ручной листогиб может быть довольно мощным, предназначенным для работы с разными по толщине металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку. Основные материалы для изготовления:
Рабочее место должно быть максимально ровным, прочным и надёжным, очищенным от пыли и любых загрязнений. В крайнем случае допускается изготовление конструкции на поверхности земли. Пошаговый процесс изготовленияПринципиальных схем и чертежей самодельного листогиба несколько, но наиболее удобным в исполнении и практичным в использовании является листогиб на основе тавров.
На завершающем этапе монтируются ручки для удобства пользования Готовый листогиб - неплохой самодельный вариант для бытового использования, который без труда согнёт оцинковку и жесть. Техника безопасностиСтандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке. Преимущества и недостатки самодельных и покупных моделейПри выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас по основным важным характеристикам. Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии. К бюджетным производственным станкам относятся китайские и российские листогибы, а к прессам из средней ценовой категории относятся модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя принято считать станки от производителей Германии и Франции, а также выпускаемые другими западно-европейскими странами. Таблица: сравнение листогибов разных производителейНесмотря на массу преимуществ, включая высокую производительность, заводские модели обладают некоторыми недостатками, представленными достаточно высокой стоимостью и дорогостоящим обучением персонала, а также относительно дорогим обслуживанием. Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего. Многие мастера даже не представляют, сколько бы средств они могли бы сэкономить, а значит, и заработать на самостоятельном изготовлении элементов из листовой стали. Например, детали кровли: коньки, планки, ендовы, желоба. Они стоят в разы дороже материала, из которого сделаны. Начинаем экономить, сделав обычный ручной листогиб. 1 Листогибочные инструменты – купить или сделать?Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет "рабочей лошадкой", без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить? Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера. Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально. Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами. 2 Станок-листогиб за полчаса (для мелких работ)В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания . Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины. Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся. Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил. 3 Ручные листогибы своими руками – используем чертежиИнструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.
Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова. Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка. Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.
Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов "барашками" или установите воротки. Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм. Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом "потечет" – образует волны. Поэтому нужно отдавать деталь только на фрезеровку. Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании. Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации. Листогиб должен присутствовать в арсенале каждого мастера, особенно он необходим для тех, кто занимается холодной ковкой. Ведь при выполнении этой работы требуется часто сгибать детали металлической заготовки. Такое устройство обладает высокой надёжностью, к тому же его легко эксплуатировать. Однако профессиональное оборудование стоит дорого, поэтому многие предпочитают делать листогибочный станок своими руками. Предназначение и особенности листогибаК сожалению, невозможно создавать качественные элементы из металла без использования специальных приспособлений. Чтобы повысить производительность и облегчить ручной труд, постоянно производят новые устройства. К ним относится и листогиб, который представляет собой металлопрокатный станок . Его применяют для сгибания такого металла, как: сталь, латунь и алюминий. На этом станке листы изгибают под определённым углом, не нарушая при этом их плоскостность. Не стоит покупать дорогостоящее устройство, если собираетесь открыть небольшое производство либо выполнять работы на дачном участке. Для подобных целей лучше создать самодельный листогиб. На станке, сделанным своими руками, получится обрабатывать листовой металл толщиною до 2 мм. Чаще всего такое ручное оборудование состоит из следующих частей:
Фабричные листогибочные станки имеют дополнительные возможности. Самой популярной функцией является резка металлических листов. Роликовый нож у такого оборудования выполнен из высоколегированного сплава стали, обработанного специальным лаком. Резец имеет большой срок службы, а вот нож придётся периодически подтачивать . Разновидности листогибовПеред тем как приступить к изготовлению ручного станка для сгибания металлических изделий, надо сначала определиться, для чего именно он нужен. Именно от назначения этого устройства будет зависеть, какой тип оборудования делать. Самым простым считается устройство, сделанное своими руками, в котором металлический лист гнёт специальная траверса. С помощью этого оборудования получится легко согнуть стальные изделия, применяя только силу рук, конечно, если их ширина не больше 50 см . Фиксируется основание листа в тисках или струбцинами, при этом гнутьё осуществляется давлением, которое оказывает траверса. Иногда, чтобы добиться угла сгиба в 90 градусов используют вложенную проставку. В качестве неё выступает обычная полоска из металла, компенсирующая упругость листа. Листогибочный пресс - более сложное по конструкции оборудование. Заготовка в нём размещается на матрице, а сверху на неё опускается пуансон, придавая необходимый профиль. Однако для домашнего использования такое устройство не подойдёт, поскольку оно небезопасно и сложно в применении. Наиболее походящим считается листогиб, гнутьё листового металла в котором выполняется несколькими валами . Этот станок принято называть проходным. Основное его достоинство - регулируемые вальцы, позволяющие получать разный радиус изгиба. Такое устройство для гибки делится на два типа: с электрическим либо ручным приводом. Вальцы тоже могут быть различными. Например, инструменты, обладающие гладкой рабочей поверхностью, используют для изготовления секций труб с огромным диаметром или осуществления жестяных работ, подразумевающих выгибание металла. Профилированные вальцы предназначены для гнутья кровельных изделий: отбортовки, водостока, конька, ендовы и других. А вот протяжной листогиб нередко оснащают прижимом, дополнительной опорой, а также траверсой, чтобы применять его для ручного сгибания металла. Эти станки ещё оборудуют валами разного профиля . Причём их можно самостоятельно докупить и усовершенствовать устройство. Чертежи создания листогибочных станковИнструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка - не меньше 2х1 м . Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения. Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов. Для создания поворотной части используется уголок, размером 5х5 см , с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием. Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов. Чертёж устройства из тавровЧтобы сделать такой листогиб, понадобятся следующие материалы:
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин , два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки. Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить. Следующий шаг - отрезание пружины , она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься. Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы. Валковый листогибочный станок своими рукамиПри создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы . Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:  Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов . Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков. Правила работы на самодельном листогибеЭтот станок является довольно травмоопасным, поэтому при гибки железного листа, необходимо соблюдать технику безопасности. Прежде чем приступить к работе на покупном оборудовании, нужно первым делом ознакомиться с инструкцией, и выяснить на обработку какого материала рассчитано устройство. Перед использованием листогибочного станка, изготовленного своими руками, следует проверить состояние рабочей экипировки . Никаких свисающих деталей на спецодежде быть не должно, а молнии, манжеты на рубашке и пуговицы, необходимо застегнуть. Затем надо перейти к проверке состояния рабочих узлов, а также их креплению. Если были выявлены неисправности, нужно их все устранить. Вокруг листогиба требуется оставлять свободное пространство не менее 1 метра. Проход к станку нельзя ничем загромождать. Ещё важно проверить достаточность освещения рабочего места. Заготовки заранее размещают возле листогиба. На этом оборудовании запрещается гнуть железные листы, толщина которых в несколько раз больше допустимых значений. Нельзя оставлять включённое устройство без присмотра. Для создания практичного и удобного ручного листогибочного станка понадобится не так уж много времени и сил. Зато он станет незаменимым инструментом для домашнего мастера. Поделись статьей: Похожие статьи Гибочный станок для листового металла и арматуры своими рукамиГибочный станок для листового металла и черного металлопроката – это один из самых часто используемых приспособлений в металлообработке. Несмотря на похожие функции, конструкционное решение подобного ручного и электрического оборудования часто существенно отличается. Прежде всего, способом применения. Листогибы используются в основном в производстве, где необходимо изготовление металлического профиля, гибка профиля очень популярная в декоративной металлообработке. Разные типы прессового механизма
Способ применения, очевидно, определяет разные принципы и конструкцию инструмента. В свою очереди для гибки металлических прутов предложен целый ряд схем, которые с разной степенью эффективности и трудоемкости позволяют выполнять работы по принципу универсальности. Существуют версии ручных моделей, которые обеспечивают универсальные функции, однако их применение обусловлено ограниченным количеством операций и возможностей. Зависят в основном от конструкции и способа гибки:
В самостоятельном изготовлении наиболее популярны поворотные и ротационные, они позволяют сконцентрировать механическое усилие, просты в изготовлении и нетрудоемки при выполнении работ. Прессовые также нередко встречаются у мастеров, но они являются версией ротационного или поворотного исполнения. Выбирая гибочные модели по чертежам, обращайте внимание на тип механизма, чтобы выполнить для себя образец, обеспечивающий прогнозируемые трудозатраты. Для формовки листов проката и металлических заготовок. 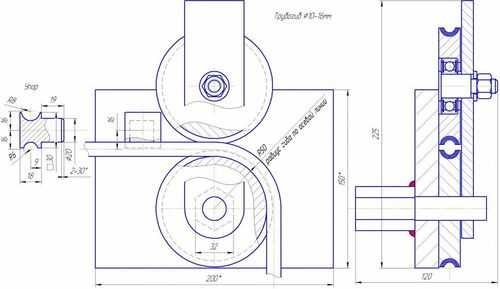 Чертеж листогиба Гибка черного проката по форме с регулируемыми формовочными роликами – ротационные с несколькими валками. 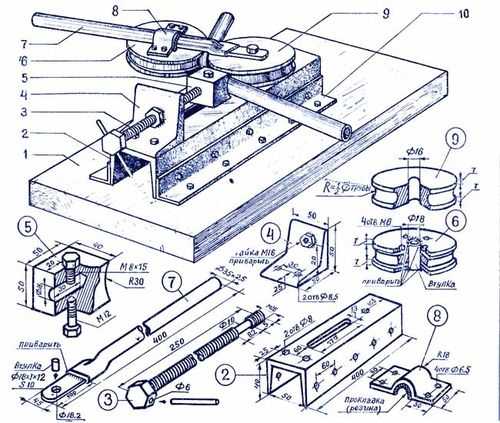 Роликовый гиб Простой гибочный инструмент для металлического прута.  Простой металлогиб Ротационный станок для работы со сложными формами из металлоарматуры и профильных элементов.
Станок с пуассоном для гибки листов стали и черного прокатаПриспособление с пуассоном выполняется своими руками из горизонтальной рамы, которая механически опускается, придавливая металлическую заготовку. Опускание пресса может быть реализовано ротационным или поворотным механизмом. В зависимости от этого, выбирают чертежи, используемые для сборки. Кроме гибки можно выполнять штамповку, с применением которой можно получить готовые фрагменты или детали.  Листогиб прессовой Не рекомендуем выбирать этот тип из-за довольно высокой степени сложности. Первый листовой гибочный станок, который подойдет для любой мастерской, поворотный с балкой. После его изготовления можно перейти к более сложным механизмам. Его используют для арматуры и профильной трубы, квадрата, которые часто используются для изготовления надежных и устойчивых на разрыв конструкций. Станки для гибки – способы сборки инструмента поворотного типа с балкой
Простейший вариант, который может понадобиться в хозяйстве для профильной металлоарматуры, показан на фото.
Для его изготовления потребуется швеллер, массивный уголок, гайка с клепкой и поворотная ручка.
В рабочем состоянии этот инструмент показан на примере. Он вполне позволяет проделывать необходимые работы по гибке арматуры, уголка и квадрата относительно небольшого сечения. Аналогичный компактный гибочный станок для труб может выглядеть следующим образом, показанным на фото. Его тоже можно свободно сделать своими руками в течение нескольких часов. Станок для гибки листов металла: способы реализацииНа схемах показаны: трехмерная модель, чертеж подобного инструмента и принцип действия. Состоит он из станины, креплений и поворотной линейки, обеспечивающей необходимый поворот и сгиб листа металла по направляющей.
После изготовления он выглядит так – смотрите на фото и в видео-уроке. Готовые конструкции могут незначительно отличаться, при этом сохраняется принцип действия. Ручной ротационный инструмент с оправками для кузнечных мастерских
Принцип действия хорошо прослеживается в видео, демонстрирующего промышленную модель, самодельная версия выполняется без чертежей. На другом видео-уроке можно посмотреть, как сделать универсальный инструмент именно для гибки завитков и холодной ковки. Последовательность работы следующая:
Подобное приспособление позволяет гнуть широкий набор декоративных элементов для изделий холодной ковки. Это, на наш взгляд, лучший гибочный станок для профильной трубы и квадратной арматуры. Как сделать изгиб трубы своими руками? Это простоКак сделать изгиб трубы своими руками? Вопрос, конечно, интересный. Идея сделать трубогиб своими руками возникла в связи с тем, что часто приходится гнуть трубы (например, при замене труб на даче или в квартире) для дальнейшей установки и купить трубогиб , в связи с финансовыми проблемами это невозможно . Давайте сразу определимся, сможете ли вы сами сделать трубку. Перед созданием такого инструмента необходимо определить тип продукции, с которой вы будете работать.Ведь для разной толщины и диаметра изделия требуются разные усилия. Также есть два процесса: «холодный» и «горячий». Чаще всего приходится иметь дело со швами. Изгибать их надо так, чтобы шов был сбоку, так как при обычном изгибании такой трубки изнутри происходит некий «наплыв» металла, а на выпуклых поверхностях металл становится значительно тоньше. Поговорим о том, как сделать более популярным простой трубогиб - диаметром 25 мм. Сделать эти трубогибы своими руками можно двумя способами. 1. Первый способ подходит для метода «холодной гибки» с тонкими и оцинкованными стенками диаметром 20-25 мм. На этом трубогибе своими руками должен быть стопор для трубы, лебедка и по два ролика на каждый диаметр. 2. В Интернете есть много статей о втором способе, и если хотите, вы можете просмотреть и прочитать их. А мы поговорим о том, как сделать трубогиб своими руками для гибки холодным методом. Нам потребуется обычный цементный раствор (например, песчано-цементное соотношение от одного до четырех), приготовленный в любой подходящей таре (ведро или таз), обрезки из труб с толстыми стенками диаметром 70-100 миллиметров, подойдет и для канал. Отрезки труб должны быть плотно укреплены по вертикали (под углом девяносто градусов) на поверхности цементной площадки. Расстояние между каждым элементом должно быть не менее сорока-пятидесяти миллиметров, больше – нежелательно. Таким образом, заготовку можно максимально согнуть, наклонив ее к основанию ручного трубогиба, сделанного своими руками (практически кладете трубу на цементную плиту). Сейчас речь идет о «горячем» способе гибки труб. Главное преимущество этого метода в том, что в этом случае удается сохранить плавность линий и не столкнуться с наибольшими ошибками в траекториях. Ручные гибочные станки, описанные выше, также используются для гибки этим методом, но технология гибки труб отличается. Необходимо заполнить участок трубы речным песком (не прилипает к поверхности внутри трубы). Затем соедините конец деревянной заглушкой (длина такой заглушки/насадки должна быть равна двум диаметрам самой трубы). Другой конец трубы соединяется так же, как и первый. Однако не забудьте просверлить несколько небольших отверстий в самом конце трубы, чтобы пары и газы могли выходить при нагреве. Участок, который нужно прогреть, необходимо отметить мелом (так будет удобнее работать). Если вы хотите сделать 90-градусный изгиб, нагрейте отрезок трубы, равный шести диаметрам, с 45 градусов до трех диаметров и 60 градусов до отрезка, равного четырем диаметрам. После прогрева у вас будет только один шанс погнуться, и ни в коем случае не позволяйте металлу искрить. При гибке используйте тот же домашний гибочный станок, который вы сделали для выкройки. Если вы будете правильно следовать приведенным выше рекомендациям, вам не придется столкнуться с трудностями в работе и вам не потребуется покупать дорогостоящий инструмент.Поскольку ручной трубогиб делается своими руками, это не составит труда. .как согнуть трубу своими руками. Как согнуть трубу своими руками сгибомДовольно часто сантехнические работы в квартире или доме приходится производить своими силами. При проведении таких работ одной из проблем являются гибкие трубы. Если для решения этой задачи использовать газовую горелку, процесс возвращается достаточно быстро. Если нет возможности работать с газовыми приборами, придется использовать специальное приспособление – трубогибку. За счет этого простым приспособлением можно легко разрезать трубу небольшого диаметра под любым углом.Как правило, гибочные бытовые трубы рассчитаны на трубы не более 2". " Основным преимуществом использования этого приспособления является то, что труба изгибается без образования волн, что может привести к поломке. Также изгиб трубы получается более аккуратным. Трубку для гибки сейчас не так сложно купить. В магазинах DIY продаются как механические, так и электрические модели с самыми разнообразными устройствами. Однако для одноразового использования это не имеет смысла. Заводские модели трубогибочных станков стоят достаточно дорого, и покупают их только для профессионального использования.Для ремонта своими руками можно изготовить трубогибы. Как согнуть трубу своими руками или путем сгибания труб - далее в статье. Конструкции трубчатых сисек Принцип работы ручного гибочного станка аналогичен ручному гидравлическому домкрату. Под давлением жидкости, которая вводится в цилиндр, последний дает большое усилие в точке патрубка. За счет опор, на которые опираются концы труб под напором гидролинии, производится гибка труб. Ручная гибка труб состоит из нескольких частей:
также произвел механическую гибочную машину . Принцип работы аналогичен гидравлическому, однако КПД такого инструмента значительно ниже. Давление в трубе представляет собой болт, который, напоминая отверстие через резьбу на корпусе инструмента, давит на хомут. Работать с механической трубой не совсем удобно и легко, а диаметр трубы, которую можно гнуть, очень ограничен. Преимуществом такого инструмента является его цена, которая значительно ниже, чем у гидравлических моделей, разве что его проще ремонтировать и обслуживать. Автомат для гибки труб . Крупные конструкции, способные сгибать трубы диаметром до 3″, питаются от гидростанций. Стоимость такого приспособления высока и гнуть трубы таким приспособлением для домашнего ремонта не имеет смысла. Техническое обслуживание гибки труб очень простое. Необходимо следить за состоянием манжеты, чтобы не было утечек масла, периодически доливать жидкость в инструмент, содержать его в чистоте. Из-за сложности конструкции и высокого рабочего давления ремонт гибки гидропроводов, особенно на автоматических маслостанциях, лучше всего производить в специализированных мастерских. Как согнуть трубу своими руками из трубогиба Сделать это очень просто:
Как подавать трубу вручную без трубогиба Несмотря на несомненные преимущества использования ручного трубогибочного и трубогибочного станка, под рукой в нужный момент может не оказаться такового.Тогда вам придется выполнять эту работу вручную. Процесс изготовления ручных гибких трубок зависит от материала, из которого они изготовлены. Как согнуть стальную трубу:
Как согнуть металлопластиковые трубы своими руками . Металлопластиковые трубы в последнее время стали очень популярны для монтажа систем отопления и водоснабжения в квартирах или частных домах. Для устройства угла при монтаже такого материала используется специальная фурнитура. Однако их стоимость не вполне демократична, поэтому в большинстве случаев трубу легче нагреть.Проблемой сгибания металлических и пластиковых труб является их хрупкость. Если не рассчитать усилие, труба может лопнуть и дальнейшее использование станет невозможным. Чтобы этого не произошло, в него вставлена специальная пружина. Это своего рода глушитель, чтобы использовать его без трещин. Пружина устанавливается прямо на изгиб, чтобы внутри не осталось работы, на ее конец привяжите кусок медной проволоки. Отвод трубы, профиль Своими руками можно использовать резиновую цианку.Его кладут на две опоры (это может быть как деревянный брусок, так и какой-либо другой мягкий материал) и осторожно соприкасаются с изображением, придавая ему необходимую форму. Изготовление прямой гибки трубы своими руками Гнуть профильную трубу своими руками в большом количестве, например, для изготовления каркаса теплицы, и при этом не покупать гибочную заводскую трубу, ее можно сделать самостоятельно. Для этого потребуется большое количество материала, однако никакой сварки и навыков монтажника не потребуется. Для производства прямой гибки труб вам потребуется:
Нам также понадобится:
Заказ на работу:
Эта конструкция не особо высокая, но достаточно прочная, что позволит вам сгибать трубы для теплицы своими руками в большом количестве. Как согнуть металлопластиковые трубы своими руками:фото Профиль Изгиб трубы своими руками: видео.Обзор эффективных способов сгибания профильной трубы своими руками. Как согнуть профильную трубу в домашних условиях без трубогиба Где можно согнуть металлический профильГибка профильной трубы имеет место только тогда, когда без специального инструмента с задачей просто не справиться. Несмотря на кажущуюся не очень прочную конструкцию, профильная труба (прямоугольного или квадратного сечения) даже при небольшой толщине стенки способна без деформации выдерживать значительные нагрузки. Поэтому модельчасто используется в качестве рамы для различных легких конструкций.Но если вам обязательно нужно придать профильной трубе изогнутую форму, следует знать, как ее правильно согнуть без повреждений. Профильная труба, в отличие от круглой, отличается формой поперечного сечения, которое может быть нескольких видов:
В настоящее время трубопрокатная продукция выпускается в широком ассортименте. Отличается площадью поперечного сечения, конфигурацией и толщиной стенки. То есть применительно к изгибу труб называется минимальный радиус кривизны. Сначала нужно определить минимальный радиус плоской круговой деформации. В противном случае заготовка не выдержит изгиба и будет повреждена. Таким образом, для определения наименьшего допустимого радиуса изгиба прямоугольной или квадратной трубы необходимо знать высоту (h) профиля, поскольку:
Исходя из этих ограничений, можно начинать проектирование производства полок, стеллажей, рам для форточек, окон и дверей, а также других изделий из профильных труб.Также вносятся некоторые коррективы в толщину стен.
Если вы решите сделать теплицу из обычных сплавов малоуглеродистых и углеродистых сталей, они имеют свойство немного «мрачать», то есть возвращаться в исходное положение. Поэтому перед монтажными работами каждую арку придется дважды проверять и при необходимости наклонять по шаблону. Методы гибки Профильную трубу можно согнуть вручную (на ручном трубогибе) или на специальном станке. Вы можете выбрать метод, исходя из следующих основных моментов:
Более того, если вы не собираетесь все время гнуть трубы, покупка какого-либо специального инструмента для этих целей будет для вас финансово невыгодной. Как выход из сложившейся ситуации можно:
Здесь мы описываем 2 способа гибки: теплую и холодную. Прежде чем приступить к деформации материала путем нагрева, заполните полость песком. Это значительно повысит качество обработки, например, сгиб получится равномерным.
Итак, процесс работы выглядит следующим образом:
Не стоит повторно нагревать трубы несколько раз.Под воздействием температурного удара материал просто теряет свою прочность, и что хуже всего, он может треснуть при повторном нагреве до 800°С. Поэтому все нужно делать с первого раза. В этом случае вы сможете изготовить необходимые заготовки для строительства теплицы. Можно деформировать трубу, не прибегая к нагреву. Процесс холодного складывания может осуществляться как с наполнителем, так и без него. Например, если материал имеет высоту профиля до 1 см, то наполнитель не нужен.Если труба толстая, ее необходимо заполнить песком. Его также можно заполнить канифолью. Хорошей альтернативой является пружина, которая устанавливается непосредственно в область изгиба. Благодаря пружине материал в местах изгиба будет защищен от резкого изменения сечения профиля. В данной статье рассмотрено несколько приемов холодной гибки профильной трубы. Без трубогиба90 133 Как уже было сказано, можно использовать как пружину, так и паяльную лампу.Для этого необходимо подготовить стальную проволоку Ø2 мм. Вы делаете его пружинным, чтобы он мог плотно прилегать к трубе. Как вариант, можно купить готовую пружину, предназначенную для гибки труб. Итак, пружина вставляется в отмеченное место и нагревается горелкой. 90 140 Под таким приспособлением мы подразумеваем несколько видов приспособлений, позволяющих сгибать трубы разного сечения для теплиц, навесов, домашних теплиц и других конструкций, где используются элементы металлического каркаса.Трубогибы делятся на два типа: В целом, использование трубогиба имеет много преимуществ, вот некоторые из них: Самое сложное — это выбрать правильную машину. Выбор может зависеть от используемых труб, т.е. материала, из которого они изготовлены.Например, если необходимо согнуть медную трубу, достаточно воспользоваться ручным трубогибом. Но если речь идет о профильной трубе, то для ее гибки лучше всего использовать роликовый трубогиб. — это устройство, позволяющее сгибать трубу определенного поперечного сечения с применением физической силы. Трубогиб позволяет зафиксировать гибкую трубу для облегчения всей работы, а также подобрать необходимый радиус изгиба, ориентируясь на шаблоны, имеющиеся в комплекте. Из-за относительно высокой физической сложности работы на ручном трубогибе он обычно используется только для изготовления одиночных гнутых труб. Одним из востребованных профилегибочных станков является ручной станок «ПГ-1» и «ПГ-2». Первый вариант — достаточно мобильное устройство. В результате процесс сборки может происходить непосредственно на месте. Может гнуть трубы размерами 40×40 мм. По своей конструкции оборудование имеет раму и закрепленные на ней 3 ролика.Средний, представляющий собой прижимной ролик, натягивает трубу. Удобная ручка позволяет достаточно легко осуществлять рабочий процесс. 90 180
Бендер Специальная машина, позволяющая сгибать трубы без приложения значительных усилий, называется профильогибом.Единственным его недостатком является высокая стоимость, поэтому его обычно используют в работе те, кому приходится довольно часто гнуть трубы.
Сгибание происходит постепенно и поэтапно, каждый раз с небольшим углом сгиба, предотвращая образование складок, которые практически невозможно устранить. Отсутствие рывков при работе с данным типом оборудования позволяет сохранять поверхность трубы гладкой, так как сдавливание одной стороны и растяжение другой происходят одновременно и очень медленно. Для повышения качества выполняемых работ рекомендуется дополнительно использовать метод гибки профильной трубы, полностью заполненной жидкостью. Имеющееся при этом гидростатическое давление предотвращает деформацию стенок трубы при изгибе. На концах трубы ставятся специальные заглушки, предотвращающие выливание жидкости из трубы. При этом очень внимательно следите за тем, чтобы труба была полностью заполнена жидкостью, без пузырьков воздуха. Кроме того, изгиб такой трубы следует начинать строго по центру, а не по краям. "Болгарка" и сварка Если вы хотите согнуть одну профильную трубу с толстыми стенками и большим сечением, то для этих целей можно использовать «болгарку» и сварочный аппарат: Так как по этой технологии не получится быстро согнуть профильную трубу, и к тому же требуются навыки работы с «болгаркой» и сварочным аппаратом, этот способ применяется редко и только для одиночных конструкций. В повседневной жизни нечасто приходится сгибать профильные трубы. С этой задачей чаще всего сталкиваются владельцы дач или частных домов – люди, которые привыкли все делать своими руками. Независимо от формы профиля трубы, суть процесса гибки заключается в частичном или полном изгибе изделия. Этого можно добиться только путем приложения какого-либо внешнего воздействия - только давления или комбинации нагрева и давления. С точки зрения физики на профильную трубу в процессе гибки одновременно действуют две противоположные силы: Противоположное направление этих сил как раз и является причиной некоторых трудностей, часто возникающих в процессе гибки труб: Чтобы избежать этих проблем и не получить мятую металлическую поверхность вместо равномерно изогнутой трубы, необходимо учитывать тип материала и многочисленные геометрические параметры изделия: толщину стенки, диаметр сечения, изгиб радиус.Знание этих особенностей позволит выбрать оптимальный способ складывания.
Принцип работы трубогибаНе всегда получается согнуть профильную трубу (особенно для изделий большого диаметра) своими руками.Для этих целей существуют специальные приспособления – трубогибы. Стандартный трубогиб оснащен приводным колесом, которое, двигаясь по одному из краев, плавно изгибает отрезок трубы в нужном направлении. Часто возникает вопрос, как согнуть профильную трубу без трубогиба? Известно, что выполнение различных строительных или ремонтных работ на загородном участке связано с широким применением профильных труб. Использование данного вида проката имеет ряд преимуществ: Если есть желание сделать арочную конструкцию для оформления беседки или установки теплицы, то придется гнуть ее вручную или прибегать к помощи специалистов. Основные характеристики технологии гибки
Четкое представление о процессах в металле при контролируемом деформировании необходимо. Основная цель в этом случае – получение равномерно изогнутой формы без нарушения целостности профиля прокатки. Чтобы правильно согнуть трубу любой формы сечения, применяют два метода: В обоих случаях одновременно происходят следующие процессы - материал внешнего слоя арки будет растягиваться, а внутренний слой сжиматься. В результате изгиба значительная избыточная нагрузка может привести к трещинам и разрушению наружной стенки трубы. Внутренняя поверхность может потерять свою гладкость, и появляются хорошо заметные металлические складки. Нарушение технологии процесса также может привести к искривлению стенок труб или смещению их соосности. Такое явление крайне негативно скажется на эстетике получившейся арки и приведет к ее вынужденному отказу. Также учитывайте другие параметры. Большое значение будет иметь радиус нужной кривизны, толщина стенки заготовки, ее материал и размеры поперечного сечения. Промышленность выпускает профильные трубы квадратного, прямоугольного, овального, плоскоовального или круглого сечения. Использование квадратных и прямоугольных изделий при строительных работах имеет свои преимущества. Такие трубы намного удобнее при выполнении монтажных работ. Они облегчают разметку, стыковку и соединение элементов конструкции между собой.На плоскую поверхность такого профиля гораздо проще прикрепить различные покрытия или комбинировать их с другими материалами.
Методы холодной гибки: а - с притиркой; б - обмотка; в - волочение; д - токарная; д - на двух опорах; е - растяжка; г- с внутренним гидростатическим давлением; и - штампом с криволинейной осью; к - копировальной техникой. Обратите особое внимание на высоту секций. Этот показатель определяет пластические параметры данного вида прокатного материала.На основании его значения рассчитывается максимально возможный изгиб. Обозначим высоту буквой h. Тогда при размере до 20 мм можно без повреждений гнуть трубу на расстояние 2,5×h и более. В случаях, когда h > 20 мм, используется формула: 3,5×h и более. Нарушение этого правила приведет к образованию трещин или общей деформации металла. Необходимо учитывать толщину стенки профиля. Если она не превышает 2 мм, гнуть материал нецелесообразно. В таких случаях следует использовать сварку.Более толстые стенки можно согнуть, но увеличение толщины делает это намного сложнее. Материал катаного профиля также может влиять на процесс. Трубы из низколегированной и углеродистой стали обладают значительной гибкостью. Такой материал после снятия внешней нагрузки имеет свойство восстанавливать прежнюю форму. Это потребует доработки до тех пор, пока не будет выдержан требуемый радиус дуги. Медные трубы лишены этого недостатка. Благодаря высокой пластичности материала они легко меняют форму и сохраняют измененное состояние после снятия нагрузки. Способы гибки профилей и последовательность их выполненияВыбор метода гибки зависит в первую очередь от размера поперечного сечения и имеющихся инструментов и оборудования. Обычно небольшие материалы изгибаются в холодном состоянии. Такие трубы обладают достаточной пластичностью и подвержены контролируемой деформации при малых внешних силах. Для большого профиля обычно необходим подогрев. Действие температуры значительно повышает пластичность и снижает требуемое количество приложенного давления. Для труб круглого сечения применяется термическая обработка диаметром 100 мм и выше. Для квадратных и прямоугольных изделий в расчете учитывается высота реза. При высоте профиля до 10 мм обогрев не используется. При высоте от 10 до 40 мм способ обработки выбирается исходя из опыта и возможностей исполнителя. При размере более 40 мм необходим локальный подогрев. Наличие трубогиба позволяет изготавливать гнутые конструкции без дополнительной термообработки.В случаях, когда механическая обработка невозможна, необходимо выполнить пробный изгиб. Профиль зажимается в тисках, к его выступающему концу прикладывается труба большего диаметра, служащая рычагом для прикладываемого усилия. Отопление не требуется. Гибка с местным подогревомТехнология такой обработки заключается в заполнении трубы песком. Его наличие во внутренней полости изделия гарантирует качество исполнения и однородность арки.
Для начала нужно подготовить две деревянные пробки.Они должны иметь форму пирамиды, чтобы обеспечить герметичность. Длина штифтов должна быть в 10 раз больше ширины профиля. После изготовления заглушки примеряют к трубчатым отверстиям и одновременно проверяют их герметичность. Кроме того, на одной из заглушек на боковых поверхностях прорезаны продольные канавки. Их наличие необходимо для удаления перегретого воздуха из трубы при термической обработке. Определяют место будущего изгиба изделия и производят предварительный подогрев металла. Затем они начинают готовить песок. Лучше всего использовать сухой и чистый материал средней зернистости. Его последовательно пропускают через сита с ячеей 2, а затем 0,7 мм. Удаляет грубую грязь, из-за которой поверхность становится неровной, и пыль, которая может слипаться внутри трубы. Наполнитель нагревают до температуры 150°С. Вставьте заглушку в трубу без продолговатых вырезов и через воронку засыпьте подготовленный песок. При засыпке необходимо постучать деревянным молотком по стенкам профиля, чтобы обеспечить уплотнение материала.После окончательной заливки устанавливается вторая пробка и плотно заглушается. Полностью подготовленная трубка помещается в тиски или трубный зажим рядом с шаблоном. Если есть трубчатый шов, его следует располагать со стороны сгиба. Область, отмеченная мелом, нагревается красной горелкой и изгибается одним плавным, размытым движением. Полученную арку сравнивают с шаблоном, после чего заглушки удаляют и заливают наполнитель. Имейте в виду, что повторный нагрев крайне нежелателен, так как значительно снижает прочность материала. Гибка без нагреваВопрос гибки профильных труб без трубогиба можно решить без воздействия температуры. Применение наполнителя зависит от размеров сечения. Если его высота меньше 10 мм, то песок не нужен. Для больших размеров крайне желательно использование сыпучих материалов. В качестве альтернативы можно использовать стальную пружину из проволоки диаметром не менее 2 мм. Его предварительно укладывают на место будущего изгиба, чтобы придать ему ровный ровный контур.Сама технология процесса полностью совпадает с горячим способом, за исключением нагрева металла.
Работа специалистов гарантирует высокую точность контура и качество. Но если нет возможности их привлечь, то имейте в виду, что эту работу можно выполнить своими силами, при этом существенно сократив затраты. Если вы строите или ремонтируете свой дом, вам, возможно, придется гнуть различные металлические конструкции. Обустройство арки для винограда или теплицы не обойдется без сгибания профильной трубы. Это не самое простое и не самое легкое. Ведь труба может не только деформироваться, она может просто лопнуть, а в худшем случае произойдет сплющивание. Вам придется либо сварить, либо просто избавиться от этой трубы. Технологии гибки профильных трубСуществует несколько основных способов создания деформаций.Рассмотрим каждый из них: Использование родника чем-то похоже на метод с водой. Его специально сжимают, наматывая, например, на металлический или деревянный стержень, и вставляют в трубу. Толщина проволоки, из которой вы будете делать пружину, должна быть примерно 2-4 мм. Просто помните, что вам придется извлечь его позже. Берут паяльную лампу и тщательно нагревают необходимый участок, после чего быстро начинают гнуть.В этом случае целесообразно использовать какой-либо ограничитель (шаблон) соответствующих размеров. Достигнув нужного состояния, трубы ждут его остывания и, если есть возможность, удаляют проволоку. Благодаря этому вы снижаете вероятность сопутствующих деформаций, избегаете трещин, гармошек и других нежелательных процессов на трубе. И последний, экологический способ придания изделию нужной формы – сгибание песка и соли. Как известно, их применяют для глубокого прогревания при бронхитах, артритах. Эти вещества обладают свойством долговременного сохранения тепла и характеризуются инфракрасным излучением. Если вы взяли песок, то его нужно хорошо подготовить: промыть, просеять, убрать мусор.Так вы избежите инцидентов. Труба заделана с одной стороны деревянным бруском и заполнена подогретым песком. Можно разогреть на сковороде, можно паяльной лампой или каким-то другим способом. Труба закрывается с другой стороны и изделие снова деформируется под нужным углом с помощью подходящего шаблона. Если что-то не получается, нагрейте трубу с песком лампой. Действие этого вещества аналогично действию других наполнителей. Это смягчает давление, и изделие принимает нужную форму с меньшими потерями. Как видите, способов сгибания профильной трубы множество. При этом совершенно не обязательно использовать дорогостоящее оборудование. С задачей согнуть профильную трубу очень часто сталкиваются домашние мастера. Конструкции из профильных труб многофункциональны и удобны. Их используют для создания теплиц и навесов, ограждений и опор для растений, стеллажей и прочего. В результате получается очень прочная, устойчивая и относительно недорогая конструкция. На первый взгляд задача согнуть профильную трубу без трубогиба кажется неразрешимой.Однако, если знать некоторые тонкости предстоящего дела, придать профильной трубе арочную форму в домашних условиях не так уж и сложно. Задача: гибка профильной трубы без трубогиба решаема! Перед тем, как согнуть профильную трубу в домашних условиях, нужно четко представлять себе, что является основой изгиба. Независимо от формы профильной трубы, мы должны согнуть ее с заданным радиусом. Эффект достигается либо чисто механическим воздействием, либо дополнительным нагревом профиля.В этом случае на трубу действуют одновременно две разные силы: Профильную трубу согнуть в домашних условиях не так просто из-за разнонаправленного действия сил. Часть заготовки может сместиться, что приведет к многоуровневому расположению сегментов трубы. Внешняя поверхность на изгибе может треснуть от напряжения.С внутренней стороны профильную трубу можно запрессовать в складки, чтобы поверхность выглядела как гофра. Этот эффект, помимо неприглядного внешнего вида, делает профиль хрупким. Возможная деформация трубы Если не придерживаться технологических нюансов, придать профильной трубе криволинейную форму в домашних условиях без брака не получится. Можно испортить множество предметов, не добившись желаемого результата. Поэтому необходимо учитывать физико-химические параметры материала, из которого изготовлена труба, размеры поперечного сечения заготовки и толщину ее стенок, лучше всего сделать радиус предполагаемого изгиба.Знание всех этих параметров дает возможность согнуть профильную трубу, не повредив детали. Особенности профилей разных типовТрубы профильныевыпускаются в широком диапазоне сечений: в форме круга, квадрата, прямоугольника, овала. В домашних условиях мастера предпочитают использовать квадратный и прямоугольный металлопрокат. Объяснение такому выбору простое: наружная оболочка крепится к трубам такого типа проще и надежнее. В домашних условиях мастера предпочитают квадратный и прямоугольный металлопрокат. Для определения допустимого радиуса изгиба квадратного или прямоугольного профиля необходимо знать его высоту и соблюдать следующие правила. Перед тем, как согнуть профильную трубу в доме, также обратите внимание на толщину его стенок. Если они тоньше 2 мм, то от сгибания лучше отказаться: качественно согнуть не получится. При использовании такого металлопроката для создания конструкций трубы лучше соединять сваркой. Гибка профильной трубы из низколегированной или углеродистой стали имеет свои особенности. Такие заготовки возвращают свой первоначальный вид после сгибания. Так что мастеру придется снова корректировать шаблон.В некоторых случаях вторичного изгиба можно избежать, задав радиус изгиба больше требуемого. Тогда пружина направит трубку в конце процесса к запланированному результату. Степень пружинения характеризуется пластическим моментом сопротивления, обозначаемым как Wp. Его параметры обязательны в документации на прокат. Чем меньше Wp, тем менее упругая заготовка при изгибе. Способы гибки металлопрокатаПрофильную трубу можно гнуть как в холодном виде, так и в нагреве.Нагрев осуществляется газовой горелкой; в этом случае пластичность материала значительно возрастает и для достижения изгиба потребуется меньше усилий. Однако заготовки с небольшим поперечным сечением обладают достаточной пластичностью и без нагрева, так что можно обойтись без горелки. Четкие правила применения обогрева предназначены только для труб с круглым сечением. Считается обязательным при гибке заготовок диаметром более 10 см. При работе с квадратными или прямоугольными трубами нужно опираться на свой опыт или рекомендации других мастеров.В первом приближении можно ориентироваться на следующие советы: При промежуточных значениях этого показателя способ складывания остается на усмотрение мастера. Можно провести простой осмотр, чтобы решить, как согнуть профиль без трубогиба.Один конец заготовки закрепляют тисками. На свободный конец надевается кусок трубы с большим внутренним диаметром. Получившийся рычаг нажимают руками. Если металлопрокат можно гнуть, значит, дальнейшую гибку по нужному шаблону можно проводить в холодном виде. Холодные кудри 90 130 Без подогрева 90 131Небольшая профильная труба без трубогиба реально гнется вручную простыми приспособлениями. Для получения плавного изгиба трубы с высотой профиля более 10 мм рекомендуется заполнить наполнителем. В качестве среднезернистого обычно используется песок или канифоль. Альтернативным методом гибки заготовки без нагрева и трубогиба является использование вместо наполнителя туго закрученной пружины.Этот способ особенно хорош в тех случаях, когда стенки металлопроката слишком тонкие. Пружина подобрана таким образом, чтобы свободно входить в профильную трубу, но при этом довольно плотно ее заполнять. Для облегчения снятия «наполнителя» после завершения изгиба проволока надежно закреплена на конце пружины. Процесс гибки При наличии слесарных навыков пружину заданного размера можно сделать самому, из стальной проволоки 2мм. Метод горячей гибкиЕсли вы решили согнуть трубу с обогревом, ее необходимо покрыть наполнителем. Из-за высоких температур необходимо использовать брезентовые защитные перчатки. Метод горячей гибки Порядок работы следующий. В процессе гибки следует контролировать степень ее нагрева.Чрезмерный перегрев недопустим; однако, если это произошло, нужно немного охладить заготовку естественным путем. Пробки выламываются после изгиба. Если они прилегают слишком плотно, пробки выжигают газовой горелкой. Горячий способ гибки профильной трубы подходит для домашнего использования. Однако его лучше всего использовать в тех случаях, когда для элемента требуется один изгиб. Многократный нагрев трубы влечет за собой потерю прочности металла. Гибка трубы болгаркой и сварочным аппаратом Метод резкиПридать профильной трубе необходимую криволинейную форму можно и своими руками с участием болгарки в сопровождении сварочного аппарата. С этой целью поперек элемента в намеченной зоне делают надрезы, не доходящие до конца. Затем труба сгибается до нужного радиуса и срезы завариваются. Конечный продукт сохранит достаточно эстетичный вид (для этого достаточно тщательно зашлифовать сварные швы), не потеряв при этом своих прочностных свойств.Единственное ограничение – внешняя обшивка не должна быть слишком тяжелой. В случае обустройства тех же теплиц или навесов-тентов такой способ получения арки может стать идеальным выбором. Преимущество этой техники в том, что профиль можно сгибать до любой степени кривизны, что обычно невозможно при других методах. Как согнуть профиль своими руками Напоследок отметим: гнуть профиль руками, при отсутствии трубогиба, имеет смысл только в том случае, если вы планируете гнуть небольшое количество элементов.Когда заготовок для обработки много, все же лучше потратить немного денег и купить подходящее приспособление: это значительно сократит затраты времени и сил мастера. Точно так же, если вам нужен только один элемент со складкой, стоит задуматься о его покупке – особых расходов это не внесет, но избавит от многих хлопот. Посмотреть видео по теме: .Трубка к трубке к трубке. Самый простой гибочный станок для трубы своими руками
Трубка к трубке к трубке. Простейший гибочный станок для трубы своими рукамиТруба Bender Kata - Качество OK! Арочные и куполообразные конструкции крыш в сочетании с появлением гибких материалов для крыш. Это знаменитый поликарбонат, мягкая кровля, различные пластики с наполнителем, гибкий шифер и профнастил.Появилась необходимость и возможность собирать легкие и переносные конструкции, крыши над торговыми павильонами, крыши в бассейнах и навесы. Что может быть проще, согните профильные трубы дугой по голдии труб и прикрепите к ним ячейку или монолитный поликарбонат. Хочу подробнее рассказать о популярном трубогибочном станке "Качка" для профиля и трубы, который подходит для многих работ и работает практически со всеми необходимыми операциями. Я разработал его для малого бизнеса и кузнечных мастерских. Замечу, что трубогиб компактный и тяжелый.Его вес в упаковке 45 килограммов. Размеры: 450 х 450 х 540 мм. Чего не скажешь по этому фото, выглядит привлекательно и даже красиво. Весь корпус трубогиба выполнен таким образом, что, установив его на стол и прикрутив к столу четырьмя винтами (не входят в комплект) через отверстия в основании, можно сразу приступать к работе. Какие работы можно выполнять на трубогибе "Ката"? Можно изогнуть профильные трубы 15, 20, 25, 30, 40, 50 мм и даже 60х30 мм по кривой. Чаще всего изгибают арки, которые затем используют для теплиц, козырьков, козырьков, заборов, беседок, пергол и других сложных бескислородных конструкций. На роликах рыболовных труб для прокатки профильной трубы. Они расположены на ведущих осях. Валы посажены на подшипники. Валы имеют фальц и цепную передачу. Если повернуть ручку, вращение передается на все оси, так сказать «полный привод». Крутить легче, и о скользящей трубке почти не может быть и речи. Кроме того, на роликах используется неглубокий вырез, обеспечивающий дополнительное сцепление цилиндрических трубок с роликами. Этот трубогиб можно легко заменить на электромеханический. В следующей упаковке находятся рулоны для круглой трубы. Рулоны под трубы диаметром 20, 25, 30 мм. Катанка из круглой трубы ложится легко, а стенки остаются гладкими, без вмятин и складок. Можно работать с лентой не более 40x10 мм. Команда на этих коньках отлично работает. Когда мне понадобился обод 1 метр из ленты 30х4 мм, я сделал их легко. Лента по краю наматывается на внешний цилиндр, прикрепленный к изгибу труб. Максимально можно полосой 30х4 мм. Выданные нами тесты показали хорошие результаты по изгибу трубы и высокое качество изготовления отдельных компонентов. Простая и надежная конструкция. Катч - качество ОК! Гибка трубы несложна в обслуживании. Необходимо периодически смазывать болт прижимного ролика и звезду. Подойдет любая смазка, можно «Литол». Для работы с трубами или уголками требуется специальный станок, называемый трубогибом. Подобная конструкция позволяет изгибать металлические элементы под заданным углом.При необходимости можно сделать профессиональный трубогиб своими руками, который используется во многих отраслях промышленности. В отличие от промышленного варианта исполнения, самодельная гибка труб намного дешевле. При проведении работ можно использовать еловые материалы, что удешевит конструкцию. Подумайте о том, чтобы сделать Rura Bender самостоятельно дома. Устройство Труббиб.Есть только огромное количество разных видов Устройство рассматривается. Перед началом работы необходимо разработать чертеж гибки или скачать его в интернете. Зажим для трубы своими руками можно изготовить при учете следующих особенностей станка: Выбор наиболее подходящей конструкции для самодельного производства Следует иметь в виду, что вариант, работающий по принципу прокатки, часто изготавливается промышленным способом из-за сложности высокой сложности основных механизмов.СЕГОДНЯ АРБАЛТ Метод гибки встречается крайне редко, так как имеет один существенный недостаток: давление концентрируется на вершине шаблона. При использовании станка Арбалт существует вероятность значительного уменьшения толщины стенки трубы, а также ее поломки. Не рекомендуется использовать подобное устройство для гибких тонкостенных полых.
Самодельный станок может иметь самую разную конструкцию. При выборе типа следует обратить внимание на то, какой радиус должен быть получен. Наиболее важными параметрами заготовки, которые могут повлиять на выбор соответствующей конструкции, являются толщина стенок трубы и ее диаметральный размер. Виды гибки трубРассматриваемую конструкцию можно классифицировать по достаточно большому количеству функций. В продаже есть универсальные версии, а также для узкого применения. Устройство различается по следующим характеристикам: Отвод трубы Самодельный для металлических труб Может сам быть разных видов, но чаще всего образует механического типа, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз. Инструкция по изготовлению гибки трубВ последнее время довольно большое распространение получил вопрос, как сделать гибку своими руками. Такое оборудование требуется для регулирования производственной деятельности самого другого типа. Самый простой трубогиб своими руками имеет шаблонный тип конструкции. Это потому, что ролики для трубогиба делают сами. Учитывая изгиб трубки-шаблона к трубке. Обратите внимание на следующие моменты: Важным моментом является то, что рассматриваемая конструкция наиболее часто используется как гибкая для большого диаметра. Кроме того, не требуются трубчатые ростовые башмаки такого типа, нагрузка распределяется равномерно, что позволяет обрабатывать тонкостенные пространства. Изгиб можно сделать своими руками по другим чертежам.Прежде чем выбрать наиболее подходящую конструкцию, необходимо учитывать, как часто она будет работать, для каких заготовок изготавливается станок, насколько востребованным будет производство. Конструкция шаблонного типа отличается довольно большими габаритами, однако ее достаточно для выполнения столярных работ, используемые материалы имеют невысокую стоимость. Самой сложной конструкцией является самодельный трубчатый рулонный тип. В этом случае для передачи усилия используется монтажный ролик. В производстве конструкции может использоваться металл и дерево, все зависит от того, насколько она должна быть подвижной и на какое усилие рассчитана. К характеристикам этой конструкции можно отнести следующие моменты: Подобный станок подходит для производства больших партий, так как ролики для гибки труб сделать своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения. Общий вопрос может заключаться в том, насколько сложно изготовить такой механизм. При использовании данного вида изгиба учитывайте следующие моменты: Принцип работы достаточно прост: Электропривод может быть использован для значительного повышения эффективности проекта. Однако следует помнить, что при электроприводе следить за диаметром карусели довольно сложно. Кроме того, установленный электродвигатель должен передавать вращение через нижний привод, так как скорость прокатки ролика мала. Для этого установите редуктор или клин. Гибка арблетных трубПоразительно необычный проект имеет станок Arbal. Свое название он получил из-за сходства характеристик со средневековым оружием.Трубогиб Arlblet имеет следующие функции: Трубогиб типа Arbal больше подходит для заготовок круглого сечения. Это связано с тем, что изделие с другим сечением может иметь сильно деформированную пуговицу. Трубогиб гидравлическийДелая трубогибочный станок своими руками, следует определиться, какой будет диск.В большинстве случаев самодельные версии имеют ручной привод, так как он прост в изготовлении и стоит более выгодно. Однако такая конструкция не может работать с заготовками, изготовленными из жестких металлов. Гидравлический трубогиб позволяет работать с большим диаметром, а также значительной толщиной стенок, однако конструкция довольно сложна в изготовлении и имеет множество функций. Станок для обработки труб с гидравлическим приводом следует учитывать следующие моменты: Трубогиб металлопластиковый с собственным ручным гидравлическим приводом может быть самой разнообразной конструкции. Важным элементом в данном случае является именно привод, позволяющий автоматизировать процесс гибки и увеличить дальность действия устройства. Трубогиб с домкратомНаиболее распространенное производство домашней гибки труб, используется основная часть. Бывает несколько видов. Сама розетка изначально изготавливается для увеличения и концентрации сопровождающего усилия, чтобы конструкция могла поднимать тяжелые механизмы, например автомобили. Самодельная гибка домкратом, как правило, имеет достаточно простую конструкцию: Как было замечено ранее, можно сделать гнездо для труб Арбала. В заключение отметим, что практически любое приспособление представляет собой относительно простой станок, который за счет распределения приложенных усилий изгибает трубы и другие заготовки данного типа. Его часто используют для гибки изделий, изготовленных при использовании цветных и стальных сплавов.Промышленный вариант проекта - самодельный байпас по степени автоматизации процесса. Однако стоимость гибки промышленных труб может в несколько десятков раз превышать затраты, связанные с изготовлением отдельно стоящего варианта. Поэтому для домашнего использования или мелкосерийного производства больше подходит гибка самодельных труб. Трубогиб для круглой трубы активно используется при обустройстве водопроводных, отопительных и канализационных сетей.. Кроме того, мастера используют их для создания декоративных элементов.Для работы нет необходимости нагревать материал, в том числе стальные пространства. По типу приводной трубки может быть: Размер гибочного станка зависит от его характеристик и функциональности. Чтобы выбрать подходящую модель, позвоните нашему менеджеру – они помогут определиться с выбором и ответят на все интересующие вопросы! Возможна продажа в рассрочку. Для выполнения строительно-монтажных работ Особенно если речь идет о трубопроводах, часто требуются трубы разного угла изгиба, а применение фитингов вообще не может быть оправдано. Гибкие трубы в таких случаях направляются трубным обжимом.Это и переносные, промышленные и бытовые. Строительные изделия 90 200Устройство и принцип ручной гибки трубГибочный станокручной работы по конструкции и принципу работы достаточно прост, поэтому домашний мастер вполне может справиться с собственным производством. Основными компонентами любой машины для производства гибких труб являются следящие пластины. Он с некоторым усилием нажимает на специальный механизм и передает усилие на обрабатываемые трубы.
Для выполнения гибки коррекция устанавливается между прижимной пластиной и несколькими валами, выполняющими функцию стабилизаторов. Также на линии с помощью валов можно регулировать радиус изгиба, так как их положение регулируется. Так, для изгиба труб по малому радиусу валы располагают достаточно близко друг к другу, а если необходимо увеличить радиус, то их раздвигают. Для гибки трубчатого отвода профили устанавливаются в форме полумесяца. Портативное устройство.Самодельный гибочный станок ручной работы, с помощью которого выполняется гибка круглых труб, имеется два проточных шкива, один из которых является неподвижным речью, а другой вращается вокруг первого диаметра обрабатываемой трубы. Принцип его работы прост: Между двумя ремнями колес прокладывается труба и поворотом подвижного колеса согласовать изгиб круглой трубы на нужный угол. Ручной труборез в руках умелого фермера может понадобиться в любой момент, так как он точно подходит именно для того, чтобы можно было гнуть трубы разного диаметра. Для этой конструкции требуется два тройных шкива вместо одного: одна пара будет использоваться для гибких трубок 1/2 дюйма, другая — для трубок 3/4 дюйма, а одна пара — для дюймовых трубок. На рынке такие устройства вряд ли купят, поэтому их придется заказывать в роторной мастерской. На концах валов делается выпуск, совпадающий с половиной диаметра гофры. Еще один важный момент, который необходимо учитывать при изготовлении валов - штабелирование шкива должно быть минимальным, так как от этого зависит минимально возможный радиус изгиба изделия.Оптимальный размер подвижного вала превышает диаметр неподвижного. Последовательность расчета бензинаИтак теперь непосредственно об этапах работ, которые выполняются самостоятельно: Второй способ аналогичен предыдущему, только в качестве шаблона используются металлические крючки , которые крепятся к верхней части фанерного листа по предполагаемому изгибу. Преимущество этой конструкции в том, что крюки можно менять для изменения радиуса трубчатого элемента. Преимущества и недостатки ручной гибки трубОсновные преимущества портативных устройств: Однако наряду с преимуществами у такого прибора есть и недостатки. Один из самых важных: не может быть сгенерирована труба большого диаметра. Также предика будет гибкой толстостенной. . |




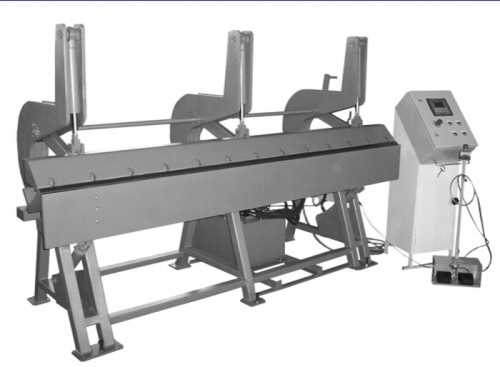

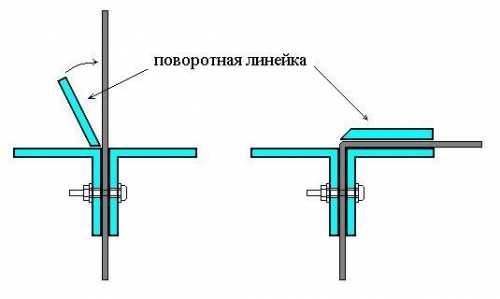









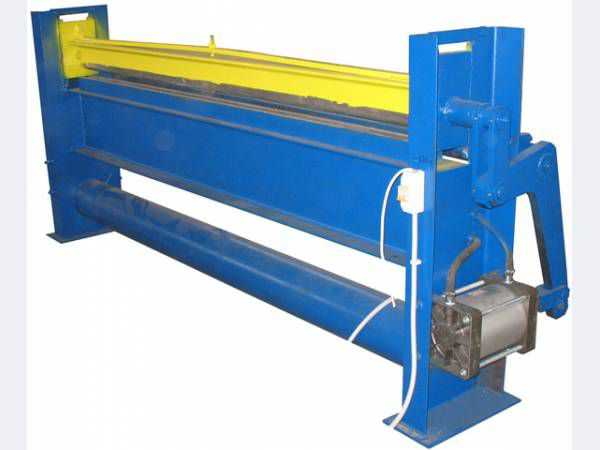



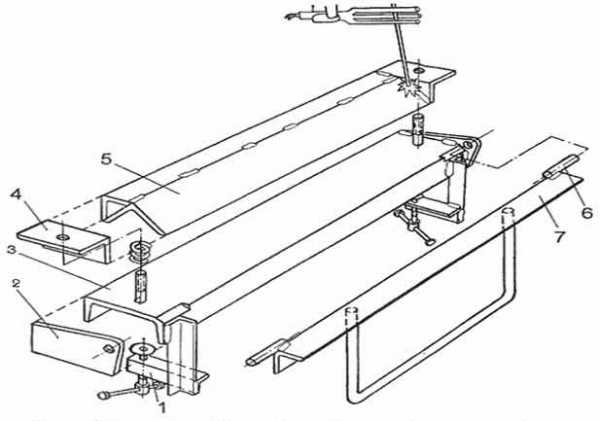










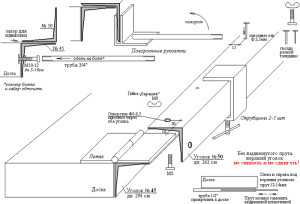




 Если собираетесь гнуть слишком длинные листы, тогда металл выбирайте толще, а полки - шире. Подойдут и тавры, правда, их используют в основном для гибки очень толстых и длинных заготовок. Кроме этого, придётся потратиться на пружину, два винта диаметром не менее 10-20 мм и несколько металлических дверных петель. К тому же для работы понадобится дрель со сверлом по металлу или сварочный аппарат.
Если собираетесь гнуть слишком длинные листы, тогда металл выбирайте толще, а полки - шире. Подойдут и тавры, правда, их используют в основном для гибки очень толстых и длинных заготовок. Кроме этого, придётся потратиться на пружину, два винта диаметром не менее 10-20 мм и несколько металлических дверных петель. К тому же для работы понадобится дрель со сверлом по металлу или сварочный аппарат.