

|
|
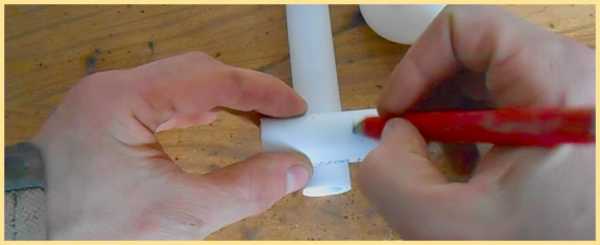
Как паять пропиленовые трубы своими рукамиПайка пластиковых труб своими руками. Академия РДС.Данная информация взята с сайта компании «РДС Строй» https://rdstroy.ru Для паяния труб понадобятся:Трубы, фитинги, перчатки, паяльник, ножницы для труб, рулетка,карандаш, изопропиловый спирт. ПодготовкаСпайка полипропиленовых труб производится просто, но как и с любой конструкцией — перед началом работы лучше заготовить примерную схему монтажа.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||








 Пайка полипропиленовых труб
Пайка полипропиленовых труб 







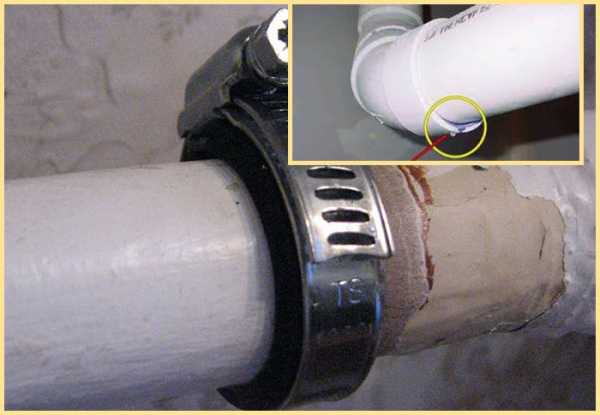 Другой вариант – усиление уплотнения. Но в последнем случае придется перекрыть воду и открутить соединение.
Другой вариант – усиление уплотнения. Но в последнем случае придется перекрыть воду и открутить соединение. | Диаметр полипропиленовых труб, мм | Ширина сварочной ленты, мм | Время нагрева трубы, с | Время соединения труб и фитингов, с | Время остывания сварного шва, мин |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
Чтобы лучше понять, как соединить полипропиленовые трубы в вашем доме, посмотрите это видео.
Статья опубликована в журнале "Sam się Mistrz" № 11-12 (2017). Подпишитесь на печатную версию публикации. 90 136
Вы поможете в развитии сайта, поделившись сайтом с друзьями
.90 000 необходимых инструментов, пошаговые инструкции по пайке, консультации специалистов. Необходимые инструменты и материалыПластиковые водопроводные трубы из полипропилена становятся все более популярными еще и потому, что технология сборки очень проста и ее легко изготовить своими руками.
Но для этого нужно знать, как правильно паять полипропиленовые трубы, так как это основная операция, от которой зависит долговечность всей системы.
Монтаж пластиковых труб для внутренней разводки достаточно простой, но довольно трудоемкий процесс, поэтому в первую очередь нужно понять, как правильно паять полипропилен.
Свойства полипропилена
Один из многих материалов из семейства пластмасс - полипропилен - является продуктом полимеризации двух газов: этилена и пропилена, смешанных в определенной пропорции. В результате получают гранулы, из которых методом экструзии получают различные продукты.
Изделия водоснабжения изготавливаются из пластика марки ППР, который имеет следующие характеристики:
- диапазон рабочих температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Данные параметры подходят для холодного водоснабжения, но очевидна потребность в более широком диапазоне характеристик. Поэтому для их укрепления принимаются определенные технологические приемы.
Одним из них является армирование стен стекловолокном или алюминием. Для этого на готовую трубу накладывается слой нити из стекловолокна или алюминиевой фольги, а затем еще один слой полипропилена.
Такой состав позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.

Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя.Для этого используется алюминиевая фольга в виде полосы.
Наматывается по спирали на заготовку по клеевому слою, на металлическую фольгу наносится второй слой клея. Внешняя оболочка изготовлена из того же полипропилена.
Такие изделия подходят для использования в системах водоснабжения с повышенным давлением до 6 атмосфер.
Какие изделия из полипропилена выбрать?
PN16 наиболее удобен для водопроводов холодного водоснабжения низкого давления.Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого достаточно, чтобы выдержать нагрузку на систему водоснабжения частного дома или систему полива в теплице или саду.
Посмотреть видео
Полипропиленовые изделия марки PN20 более устойчивы к различным воздействиям, считаются универсальными и могут использоваться в том числе для отопления при температуре теплоносителя до 95 градусов.
Но самыми надежными в водопроводах являются трубы PN25, армированные алюминием или стекловолокном.
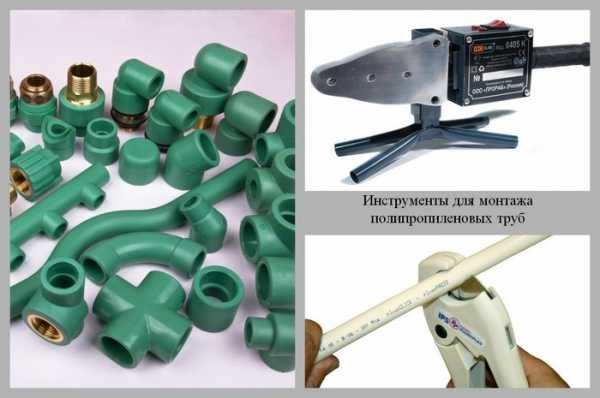
Оборудование для сборки полипропилена
Трубы водопроводные полипропиленовые имеют свои особенности в плане технологии сборки, определяемые свойствами исходного материала. Перед пайкой полипропиленовых труб необходимо приобрести для этого специальный инструмент.
Его набор не очень обширен, но содержит несколько приспособлений, которые используются только для этого процесса:
Ножницы для резки изделий из полипропилена. Они нужны для обеспечения строго перпендикулярного реза.Если во время пайки в соединении образуется зазор, существует вероятность утечки в месте соединения.
Шивер - приспособление для очистки поверхности изделий перед пайкой. Без этого приспособления паять полипропиленовые трубы, армированные какими-либо материалами, в принципе невозможно. Дело в том, что пайка полиэтилена представляет собой диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
 Естественно, алюминий или стекловолокно для этой цели не подходят.Вы также можете использовать этот инструмент для снятия фаски под углом 45 градусов на концах соединяемых деталей, чтобы облегчить соединение в процессе пайки.
Естественно, алюминий или стекловолокно для этой цели не подходят.Вы также можете использовать этот инструмент для снятия фаски под углом 45 градусов на концах соединяемых деталей, чтобы облегчить соединение в процессе пайки.
Для этого станка существует множество конструктивных решений, поэтому предоставляется широкий выбор при покупке инструмента.
Паяльник. Основной инструмент, используемый для пайки полипропиленовых водопроводных труб. В основе лежит пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна на ниппель, другая на трубу.

Соединяемые детали собираются на сменном инструменте. Включение осуществляется на ручке устройства, туда же устанавливается регулятор температуры. Время нагрева сопрягаемых деталей составляет 6 секунд и более.
Обычно в набор инструментов также входят отвертка для установки сменного инструмента, маркировочный маркер и рулетка для проведения измерений.
Подготовка к монтажу сантехники из полипропиленовых труб
Можно смело сказать, что качественная подготовка к монтажу электропроводки во многом определяет ее эффективность и долговечность.
Посмотреть видео
Кроме того, одной из основных задач данных мероприятий является расчет фактической потребности в элементах водоснабжения.
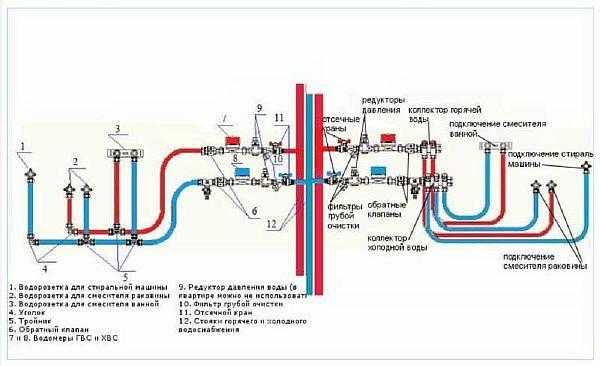
Выбор схемы подключения
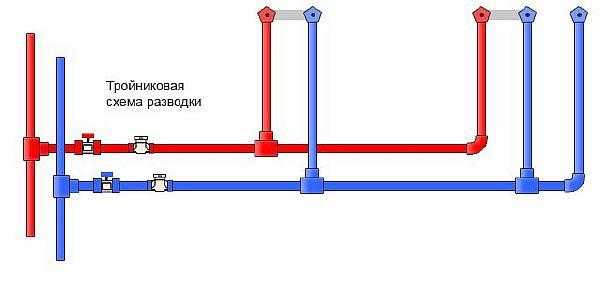
В настоящее время существует две схемы разводки основных трубопроводов:
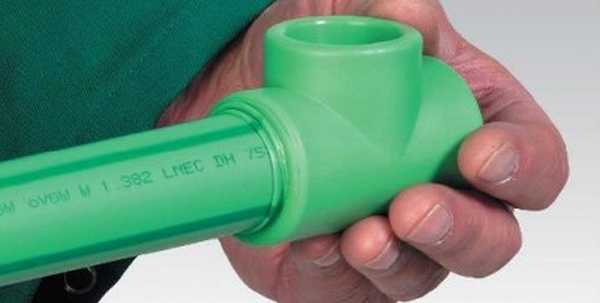
тройник - благодаря ему каждый водоприемник подключается к центральной трубе, соединенной со стояком. Для этого используются триплеты.
Недостаток этой схемы в том, что при одновременном открытии нескольких кранов резко падает давление в подающей трубе и расход воды в каждом из них уменьшается.Особенно страдают точки анализа, удаленные от вертикали.
Вторым минусом является то, что при необходимости проведения текущего ремонта необходимо на этот период времени отключать всю схему водоснабжения.
Эти схемы используются в квартирах или небольших частных домах. Преимуществами являются простота монтажа и относительно небольшой расход материала.
Схема подключения коллектора . Этот способ создания водопроводной сети заключается в том, что подводящая труба проходит от стояка до топографического центра водопроводной сети и заканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем шаровыми кранами с резьбой. Таким образом создается распределительный узел, от которого осуществляется разводка кабелей к точкам потребления.
Позволяет отдельно заблокировать любой водозабор. Остальная часть системы продолжает нормально функционировать с тем же расходом воды.
Температурные режимы работы
Производители водопроводной продукции заявляют максимальную температуру теплоносителя 95 градусов.Однако физические свойства материала несколько отличаются от этого показателя.
Размягчение полипропилена начинается при температуре около 140 градусов, плавление происходит при 175. Учитывая эти параметры, можно сделать вывод, что этот материал подходит для всех труб отопления, кроме парового.
Рабочая температура в паропроводах ровно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала в том, что при температуре 135 градусов начинает размягчаться .Проводка начинает провисать, истончаться и со временем трескаться.
Производители полипропиленовых труб официально заявляют о значительно более низкой допустимой температуре, желая подстраховать свою продукцию и повысить ее долговечность.
Следует отметить, что в благоустроенной квартире с достаточной теплозащитой стен этой рабочей температуры вполне достаточно.
Следует отметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, которые имеют ряд преимуществ:
- Стабильность линейного расширения элементов водопровода под действием термических и механических нагрузок.Они выдерживают давление до 10 атмосфер без заметных изменений.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенных температурах, в несколько раз выше, чем у неармированных изделий.
- Температура плавления у обоих изделий одинакова, но при равных условиях труба без армирования разрушается, а армированная - нет.
Как паять полипропиленовые трубы своими руками
Процесс пайки полипропиленовых изделий прост, поэтому и получил широкое распространение в технологии монтажа систем холодного и горячего водоснабжения и отопления.
Есть, однако, некоторые тонкости, которые необходимо знать и учитывать при работе.
Как выполнять диффузионную пайку — пошаговые инструкции
Процесс пайки включает расплавление поверхности детали на определенную глубину. Если в этом состоянии две части соединяются и охлаждаются, то материал возвращается в исходное состояние и принимает свою первоначальную структуру.
Посмотреть видео
За это время сплав успевает перемешаться, образуя монолитный материал до глубины проплавления.В физике это называется диффузионной сваркой.

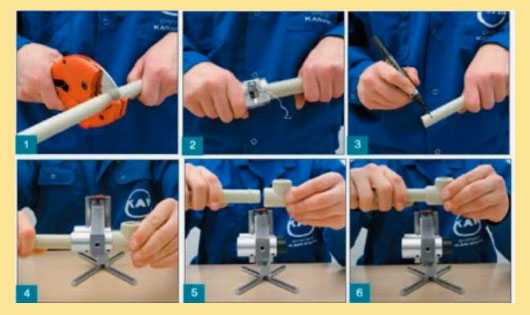
Изготовление стыка включает следующие технологические операции:
- Отрезать трубу на необходимую длину с помощью специальных ножниц.
- Скос 45 градусов на обоих концах.
- Очистите и обезжирьте свариваемые поверхности снаружи детали и внутри фитинга.
- Установите на паяльник насадки необходимого размера.
- Включите паяльник и нагрейте сопрягаемые детали в течение времени, указанного в инструкции.
- Выньте детали из паяльника и состыкуйте их в нужном положении. Держите до полного остывания.
Особое внимание следует уделить соблюдению времени прогрева. Для получения качественного соединения необходимо, чтобы под слоем расплавленного пластика оставалась прочная основа. Это позволит состыковать детали соосно. Если детали перегреются и пластик размякнет на всю толщину, их не получится соединить между собой, они просто разрушатся.
В таблице ниже указано время, необходимое для качественного завершения каждого этапа сборки. Как видите, условия довольно сложные.
При самостоятельной пайке важно сделать несколько пробных соединений перед началом работы, чтобы почувствовать срок службы временных материалов.
При соединении деталей также обращайте внимание на точность сборки в осевом направлении. Время на осмотр и исправление составит считанные секунды.
Посмотреть видео
При какой температуре пайки полипропиленовых труб установлена конструкция сварочного аппарата, важно соблюдать рекомендации по времени нагрева деталей. Этот показатель зависит от мощности инструмента, которая может отличаться от модели к модели.
Пайка с раструбом
Этот метод соединения используется для соединения продуктов для удлинения прямых участков. Для этого используется соединительный ниппель.
Смотреть видео
Устанавливается на конец трубы пайкой, потом припаивается, повторяю деталь.Пайка осуществляется по описанной выше технологии.
Последующая пайка
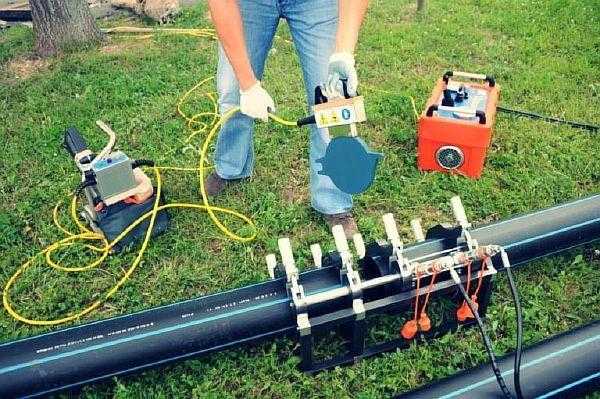 Это часто называют сваркой. Принцип работы остается прежним – расплавление материала, сдавливание двух концов в специальном механизме, охлаждение. Этот способ стыковки используется для изделий диаметром более 63 миллиметров.
Это часто называют сваркой. Принцип работы остается прежним – расплавление материала, сдавливание двух концов в специальном механизме, охлаждение. Этот способ стыковки используется для изделий диаметром более 63 миллиметров.
Стыковка по этой технологии может быть успешно использована в полевых условиях. Как ровно спаять полипропиленовые трубы встык?
Для этого концы должны быть предварительно обработаны, следя за тем, чтобы соединяемые концы были абсолютно параллельны.
Посмотреть видео
Как паять армированный полипропилен
Армирующий слой, укрепляющий структуру полипропиленовой трубы. Это создает определенное препятствие для стыковки отдельных деталей. Усиливающая вставка предотвращает растекание материала, делая соединение ненадежным.
Посмотреть видео
Единственный способ обеспечить надежное соединение - снять затвердевший слой. Снятие наружного и укрепляющего слоев осуществляется с помощью специального инструмента – трепки.
После снятия верхнего слоя удалить заусенцы и очистить поверхность от любых загрязнений, после чего можно производить пайку по вышеописанной технологии.
Чтобы понять, при какой температуре паять армированный полипропилен, следует учитывать, что его структура не отличается от обычных труб, а режимы пайки те же.
«Холодная сварка» в полипропиленовых смесях
Двухкомпонентная эпоксидная композиция под этим названием приобрела некоторую популярность благодаря своей эффективности.Привлекает простота использования – достаточно размять комок состава и нанести на склеиваемые поверхности. Время застывания смеси около 10 минут, полного схватывания около часа.
Физические свойства клеевой композиции не позволяют использовать ее в трубопроводах горячего водоснабжения или отопления. Подходит только для сантехники.
Соединение полипропиленовых труб с электрофитингами
Этот способ сборки широко используется в промышленности.В этом случае для выполнения соединений используется электрическая арматура. Нагревательный элемент устанавливается в корпус детали при ее изготовлении.
Система устанавливается без пайки, но каждый светильник подключается к сети. Только в конце проводки на него подается напряжение.
Под действием тока нагревательные элементы расплавляют взаимодействующие детали до требуемого состояния, отключение автоматическое. После остывания части сети вся сеть или ее локальная часть готова к работе.
Посмотреть видео
Этот метод установки значительно повышает вашу производительность и устраняет личный фактор при выполнении работы. В результате качество соединений стабильно для всей водопроводной сети.
Данная технология позволяет производить качественную сборку элементов трубопровода в труднодоступных местах.
Пайка труб в труднодоступных местах
При монтаже сложной водопроводной или отопительной системы могут возникнуть проблемы с доступом к месту пайки.Как паять полипропиленовые трубы в труднодоступных местах?
Посмотреть видео
Процесс подготовки требует условной разбивки всей сети на отдельные узлы, которые можно стыковать на верстаке, после чего готовые ответвления привариваются к системе в двух-трех точках. К трудным для монтажа можно отнести следующие участки:
- трубопроводы, расположенные под потолком;
- в местах, где нельзя разместить паяльник.
Лучший способ избежать трудностей в этом случае — не допустить их возникновения. Для этого нужно переосмыслить порядок сборки, изготавливая сложные компоненты на верстаке, а не вручную. Если такой возможности нет, лучше использовать электрическую арматуру.
Как правило, возникновение такого рода затруднений является следствием ошибок проектирования. Технологичность установки – главное условие конструктора.
Устанавливаем седла в сантехнику
Этот элемент трубопровода используется для создания дополнительного выхода, а необходимость его установки возникает, как правило, при ремонте существующей проводки.
Посмотреть видео
Ниппель меньшего размера припаян к трубе большего диаметра, что позволяет установить ответвление под углом 90 градусов от существующего кабеля.
Для этого необходимо:
- В стенке существующей трубы мастер должен просверлить отверстие нужного диаметра, снять заусенцы и снять фаску.

- Сопрягаемые детали нагреваются паяльником по традиционной технологии.

- Седло (муфта) плотно садится в отверстие трубы.
Такой способ создания дополнительных ответвлений в водопроводе из полипропиленовых труб позволяет продолжить развитие сети с наименьшим объемом работ.
Умение правильно паять полипропилен позволит без труда производить монтаж трубопроводов любой протяженности и степени сложности.
Видео как выбрать аппарат для сварки полипропилена
Смотреть видео
Ассортимент строительных товаров постоянно обновляется и расширяется, появляются современные материалы. Многие люди стараются использовать в своих домах долговечные трубопроводы – пластмассовые коммуникации. Далее узнаем, как паять пластиковые трубы? Но сначала скажем, что преимуществом таких технологий является появление возможности самостоятельного ремонта или замены водопроводных и тепловых сетей.Итак, как припаять пластиковые трубы к канализации?
Для этого нам нужно разобраться в видах труб, они бывают металлопластиковые и полиэтиленовые.
I делятся на подвиды: полиэтиленовые - применяются для прокладки внутри зданий и наружных трасс. Его можно использовать под высоким давлением и при низких температурах. PCV - используется для снижения затрат на ремонт. металлопластик - срок службы более 50 лет, часто используется для горячего водоснабжения.
Широкое использование по нескольким причинам:
- Простота установки.
- Долгий срок службы.
- Низкая коррозионная активность.
- Экологически чистый материал.
- Легкий и удобный для транспортировки.
- Не подвержен вредному воздействию микроорганизмов.
Полиэтиленовые трубы собираются пайкой или с помощью муфт/фитингов. Как припаять пластиковые трубы к канализации? Для водопроводных сетей подходят ПВХ и полиэтиленовые трубы без армирования и армирования.
Для пайки полиэтиленовых соединений вам потребуется:
- Паяльник (нагревательный прибор, специальный прибор с подошвой с присоединением к ней специальных насадок разного диаметра).
- Устройство для резки труб.
- Триммер.
- Мелкая наждачная бумага.
- Соединение (для установки соединения)
Этапы технологии прокладки гидрокоммуникаций подскажут как научиться паять:
- Нужная длина измеряется рулеткой.
- Разрезать труборезом.
- Обрежьте обрезанные концы.
- Припаиваем концы.
Температурный режим пайки чаще всего указан в инструкции к инструменту. В некоторых современных моделях установлен автоматический режим нагрева, в других марках мощность нагрева выбиралась вручную. При какой температуре паять пластиковые трубы? При пайке полиэтиленовых труб необходимо установить температуру около 220°С, для полипропиленовых труб 260°С.Устройство имеет индикатор, который показывает, что устройство готово к использованию. Индикатор горит только в режиме обогрева. Продолжительность пайки зависит от радиуса окружности трубопровода и может варьироваться от 5 до 40 секунд.
Знаний технологии подключения коммуникаций недостаточно для получения качественного монтажа, необходимо знать ряд особенностей прокладки. Как паять пластиковые трубы? Для обеспечения профессионального монтажа технологических корпусов следует учитывать нюансы подключения:
Необходимо предварительно разогреть паяльник около 5-7 минут.
Работы следует проводить при температуре выше нуля.
Не скручивайте и не двигайте после пайки.
Дайте цементному раствору остыть.
Паяльники бытовые предназначены для пайки проводов диаметром до 32 см.
Между краем трубы и внутренней резьбой фитинга не должно быть зазора.
Чрезмерная сила сжатия может уменьшить зазор в полости и ухудшить работу всей конструкции.
Удалить остатки материала с форсунок.
При производстве работ, связанных с отоплением, соблюдаем правила техники безопасности, благодаря чему предотвратим травмы и ожоги: пайку производить в защитных перчатках, следить за чистотой помещения, паяльник устанавливать на ровной горизонтальной поверхности, не необходимо приступать к работе после его полного прогрева, не выключать паяльник из сети в течение всей установки.
Паять пластиковые трубы своими руками несложно, процесс не требует профессиональных навыков и опыта.Трубопровод из полиэтиленовых и ПВХ конструкций – это надежная, долговечная и экологически чистая система водоснабжения и отопления.
Полиэтиленовые трубы, в основном изготавливаемые из ПНД (полиэтилен низкого давления), занимают прочные позиции во многих областях промышленности, строительства и быта благодаря наличию многих технологически выгодных особенностей. Это связано с необходимостью разработки оптимальных способов их соединения, без которых невозможен процесс монтажа и прокладки трубопроводов.
Варианты соединения труб из полиэтилена (PE)
Среди различных видов соединений полиэтиленовых труб различают разъемные и неразъемные.
Разборный метод позволяет производить разборку собранной конструкции по окончании срока ее службы. Поэтому он оптимален в тех случаях, когда нет необходимости в его длительном применении. Аналогичное соединение труб производится с использованием стальных фланцев.
Неразъемное соединение более долговечно и используется на практике.Делается это путем сварки или пайки ПЭ труб, которые, в свою очередь, могут быть встык или состыкованы. Оба метода эффективны и надежны, что позволяет получать монолитные прочные соединения.
Стыковая сварка полиэтиленовых труб
Стыковая сварка полиэтиленовых труб требует специального сварочного оборудования. Этот метод соединения эффективен только для пайки труб из полиэтилена высокой плотности. Его универсальность заключается в том, что он позволяет конструкции быть гибкой по всей длине.Этот способ можно использовать как для прокладки труб в траншеях, так и на открытом пространстве.

Сварка встык труб ПНД производится в следующей последовательности:
- Установка концов изделий под сварку в центратор сварочного оборудования.
- Выравнивание и плотный зажим деталей.
- Очистка торцов от грязи, пыли, жира, других засоров и наслоений (проводится хлопчатобумажной тканью, смоченной в спирте).
- Торцевые срезы обработать торцовочным приспособлением (тримминг). Процесс приводит к появлению однородной стружки толщиной не более 0,5 миллиметра.
- Снимите заготовки и вручную проверьте торцы на параллельность. При обнаружении значительного зазора между поверхностями подрезку повторяют до достижения необходимой податливости.
- Нагрев концов труб-заготовок нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- При достижении определенного плавления заготовок нагревательный элемент снимают, а концы свариваемых труб заделывают. Сила зажима увеличивается до тех пор, пока не будет достигнуто полное и прочное закрытие. Изделия следует хранить некоторое время (обычно 5-10 минут) до полного затвердевания шва.
- Проверка качества сварной конструкции. Оценивают внешний вид свариваемых концов, их взаимное соответствие и прочность пайки.

Помимо самого процесса сварки, особое внимание следует уделить предварительным работам, указанным в начальных пунктах.Их следует тщательно изготовить перед пайкой труб ПНД, так как от этого во многом зависит надежность и прочность выполненного соединения.
Условием высокопроизводительной стыковой сварки плавлением является то, что она выполняется одним швом. Только в этом случае достигается максимальная прочность сварного соединения, иначе она может оказаться недостаточной.
Сварка в раструб труб ПНД
Способ соединения пайкой полиэтиленовых труб осуществляется с помощью специального приспособления, называемого паяльником, и набора специальных насадок нужного диаметра.В процессе сварки используются сборочные изделия: муфты, тройники или уголки. Концы соединяемых элементов привариваются к арматуре, выполняющей роль соединительных элементов.

При наличии необходимого паяльного агрегата можно паять трубы ПНД самостоятельно. Работа эта не очень сложная и под силу любому домашнему мастеру.
Перед тем, как спаять трубу ПНД своими руками, следует провести предварительную работу, в частности:
- Нарежьте заготовки специальными ножницами до нужного размера.Надрезы должны быть строго перпендикулярны продольной оси заготовок.
- Очистите концы соединяемых изделий.
- Закрыть концы тех труб, которые в данный момент не привариваются, заглушками во избежание загрязнения и охлаждения.
- Очистите горячие поверхности паяльного узла от засоров и частиц, которые могли остаться от предыдущей работы.
- Нагрев деталей паяльника до необходимой температуры. Когда нагрев достигает необходимых значений, индикатор на корпусе устройства подает специальный сигнал.
- Труба из ПЭВП полностью вставляется во втулку, фитинг также надевается на оправку до упора. Эта деятельность может потребовать некоторых усилий.
- При вдавливании трубы и запрессовке на нее фитинга лишний расплавленный материал выдавливается с поверхности изделия. В результате в районе свариваемой кромки образуется своеобразный кольцевой валик, называемый носиком.
- Соединяемые детали вынимаются из раструба и труба вставляется в фитинг так, чтобы она плотно прилегала к буртику.Смотрите также: "".
- Они ждут, пока сваренные трубы остынут, не подвергая их никаким внешним воздействиям.

В связи с тем, что определить точную глубину погружения трубы в процессе сварки сложно, ее следует предварительно измерить и отметить на поверхности изделия.
Электромуфтовая сварка
Особым видом раструбных соединений полиэтиленовых труб является электромуфтовый метод, позволяющий получать конструкции с высокой прочностью.Для его реализации необходимо использовать специальный электрический разъем ПНД, оснащенный встроенными нагревательными элементами. Процесс сварки также осуществляется с помощью сварных фитингов из полиэтилена высокой плотности, оснащенных нагревательными спиралями. За счет нагрева и частичного расплавления материала фитинга достигается соединение с полимерной трубой и создается монолитная конструкция.
Узлы и детали, применяемые в этом способе, достаточно дороги, однако преимуществом электромуфтовой сварки является отсутствие образования блюмов, что снижает проницаемость труб и возможность сварки деталей в ограниченном пространстве, где нет возможности комплектной сборки сварочного оборудования.

Электромуфтовая сварка полиэтиленовых труб осуществляется в следующей последовательности:
- Трубы нарезаются на требуемую длину с помощью специальных режущих инструментов.
- Сварные детали и электромуфта очищены от пыли, грязи и жира.
- На трубах нанесена маркировка для контроля глубины вставки в муфту.
- Те концы труб, которые в настоящее время не приварены, заглушены для предотвращения нежелательного охлаждения.
- Электрическая муфта соединена со сварочным аппаратом кабелями.
- Процесс сварки запускается кнопкой пуска аппарата.
- После завершения процесса сварки устройство автоматически выключается.
- Подождите не менее одного часа, пока сварное соединение не затвердеет и не будет полностью готово к использованию.
Важным условием получения качественного сварного соединения является соблюдение неподвижности деталей в процессе пайки и последующего охлаждения.Одним из показателей качества сварного шва является толщина валика, которая должна быть от одной трети до половины толщины самой трубы. Вал должен перекрывать отметку, сделанную ранее на трубе. Смещение свариваемых отрезков труб друг относительно друга не должно превышать 10 процентов толщины их стенки.
Выбор метода пайки труб из полиэтилена высокой плотности
Не все перечисленные варианты могут хорошо подходить для соединения труб из ПНД при определенных условиях. Различные методы имеют свои преимущества и недостатки, а вместе с ними и ряд факторов, которые также определяют ответ на вопрос, как паять полиэтиленовые трубы в той или иной ситуации.

Метод соединения оптимален, когда необходима пайка в труднодоступных местах. Так как в такой ситуации осевое смещение изделий по отношению друг к другу затруднено, то сварка встык становится невозможной, и единственным приемлемым способом является соединение в раструб.
В самых труднодоступных местах, с очень ограниченным пространством для работы, трубы ПНД спаивают электромуфтовым методом. Еще одним важным преимуществом этого метода является его скорость, что тоже иногда имеет значение.
Наконец, в тех случаях, когда есть необходимость в разовом соединении труб для выполнения той или иной кратковременной работы, пайка вообще не требуется и можно обойтись временным разъемным соединением.
Полипропилен– популярный материал, который широко применяется во многих сферах строительства и монтажа. И сантехника не исключение. Полипропиленовые магистрали отличаются коррозионной стойкостью, длительным сроком службы, хорошей теплопроводностью и герметичностью.Последний критерий полностью зависит от того, насколько правильно проведена пайка пластиковых труб. И вы не ослышались. Полипропилен, в отличие от поливинилхлорида, незаменим и может быть просто спаян в единую конструкцию с помощью специального аппарата для сварки полимеров.
Как пользоваться утюгом (как называется паяльник для пластика в мастер-кружках) и как правильно паять сантехнику, в нашем материале ниже с подробной видео инструкцией.
Важно: Прежде чем принять решение об установке полипропиленового водопровода, стоит знать, что этот материал имеет свойство растягиваться при воздействии высоких температур. То есть, если вы используете полипропиленовые трубы для магистралей ГВС, такие коммуникации со временем могут просто отвалиться. Поэтому для горячего водоснабжения необходимо использовать только полипропиленовые трубы, армированные алюминием.
Для того, чтобы по инструкции пропаять всю сантехнику с ее длительной эксплуатацией, желательно понимать, с каким типом труб работает мастер.Ведь полипропилен делится на четыре категории, каждая из которых предназначена для использования в определенных условиях. Несоблюдение рекомендаций по эксплуатации сводит на нет все усилия мастера, и сантехника в конечном итоге выходит из строя.
Итак, полипропиленовые трубы бывают четырех видов:
- Трубы марки PN 10. Тонкостенный материал малого диаметра, предназначенный для эксплуатации при температуре до 45 градусов. Его можно использовать в системе холодного водоснабжения или теплых полах.
- Трубы с маркировкой PN 16. Здесь нужно быть очень осторожным. Полипропилен этой категории можно использовать как под высоким давлением в коммуникациях, но для холодной воды, так и под низким давлением в сети горячего водоснабжения. Маркировка
- PN 20 позволяет использовать пластиковые трубы для строительства любой магистрали, работающей при температуре не выше +80 градусов. Трубы
- PN 25 – те же трубы, армированные алюминием или стекловолокном, приспособленные для монтажа систем горячего водоснабжения.Здесь материал может работать при температуре до 95 градусов Цельсия.
Кроме того, следует понимать, что все полипропиленовые трубы любой категории могут продаваться в другом цвете. Цвет не играет никакой роли, кроме черного. Этот цвет трубок указывает на то, что трубка из полипропилена очень хорошо защищена от УФ-излучения.
Важно: правильное обращение со всеми полипропиленовыми трубами возможно только при соблюдении диапазонов рабочего давления и температуры в сети.Чем выше температура водопроводной воды, тем ниже должно быть давление, и наоборот.
Машина для пайки труб

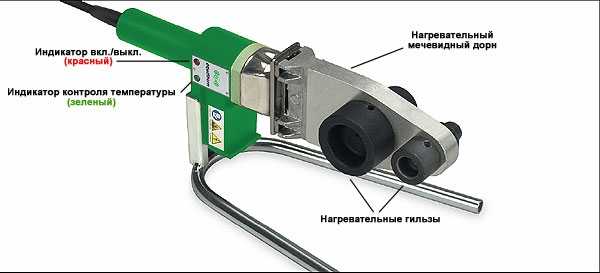
Пайка пластиковых труб возможна только специальным инструментом - паяльником. Бытовой блок выполнен в виде утюга на подставке. Его нагревательная подошва (зеркало) способна нагреваться до температуры более 260 градусов, что позволяет плавить (паять) полимер для получения качественного соединения.
На подошве обогревателя есть места для крепления насадок. Как правило, в бытовых приборах к подошве можно прикрепить сразу 2-3 насадки. Их диаметр зависит от конфигурации приобретаемого инструмента изначально. Но чаще всего это насадки диаметром 16-32 мм.
Важно: паять дома своими руками можно только трубы, диаметр которых не превышает 63 мм. При этом они соединяются только при помощи муфт и фитингов. Трубы большего диаметра паяют профессиональным оборудованием и чаще всего встык.
Пластиковые трубы можно спаять своими руками как мечевидным, так и цилиндрическим аппаратом. Качество пайки останется неизменным и таким же хорошим, если следовать инструкции.
Важно: Работы с паяльником своими руками следует производить только в помещении, отапливаемом до положительных температур. При этом следует знать, что чем прохладнее в помещении, тем дольше должно быть время прогрева пластика и металлопластика (в случае армированной трубы).
Подготовка
- В первую очередь следует подготовить труборез, маркер и рулетку. С помощью таких инструментов труба будет размечена и разрезана на отдельные куски.
- После того, как все металлопластиковые и ПВХ детали будущей системы вырезаны, необходимо тщательно промыть спиртом все места предполагаемых соединений, включая стыки и фурнитуру.
Важно: армированная алюминием трубка разрезается бритвой.В этом случае перед пайкой необходимо снять верхний слой полипропилена и алюминия. Это улучшит качество связи. Трубы, армированные стекловолокном, паяются так же, как и стандартные полипропиленовые.

Для тех, кто не знает, как правильно паять пластиковые трубы (металлопластик/ПВХ) в домашних условиях своими руками, при выполнении работ следует соблюдать следующие рекомендации:
- Процесс пайки начинается не ранее 5 -10 минут после включения паяльника.Он должен прогреться до заданной температуры.
- Полипропиленовые трубы диаметром до 40 мм успешно паяются на мечевидный аппарат. Для труб большего диаметра лучше использовать более профессиональный центрирующий узел.
- После нагревания полимера (ПВХ или металлопластика) на тефлоновом покрытии форсунок останутся кусочки мягкого пластика. Их желательно сразу очистить деревянной лопаточкой. Остатки полимера нельзя удалять охлаждаемой форсункой или металлическими инструментами.Существует риск повреждения тефлонового покрытия и, как следствие, разрушения деталей.
Важно: своевременная очистка патрубка от остатков полимера гарантирует гарантированно ровное и гладкое соединение.
процесс пайки

Итак, элементы водопровода из полипропилена (ПВХ) своими руками паяются в несколько этапов:
- Паяльник устанавливается на платформу и надежно закрепляется. Прибор настроен на желаемую температуру.Для полипропилена это 260 градусов, для полиэтилена - 220.
- Перед включением паяльника установите насадки необходимого диаметра на платформу.
- Как только прибор прогреется, можно взять кусок трубки и фитинг под ним и надеть на насадку. Держим детали по диаметру элементов (см. рекомендации ниже).
- Как только все части трубопровода будут тщательно прогреты, имеет смысл плотно и медленно соединить детали до плотного прилегания. Оставляем кусок связи до полного остывания.Таким образом следует спаять все элементы связи.
Важно: после того, как труба вставлена в фитинг, ее нельзя перемещать или скручивать каким-либо образом. Полимер (ПВХ) может сморщиться в просвете трубы и соединение разгерметизируется.
После пайки и охлаждения труб через них можно пропустить воду или воздух для проверки герметичности соединения.
- Для труб сечением 16 мм - выдерживают 5 с;
- Для труб диаметром 20 мм - нагрев 6 секунд;
- Трубки 25 мм - прогрев в течение 7 секунд;
- Элементы 32 мм - пайка 8 сек;
- Трубы диаметром 40 мм - нагрев 12 секунд;
- Трубка диаметром 50 мм - 24 с;
- Труба 63 мм - 40 сек.
Важный совет: если мастер сначала паяет полипропиленовые (ПВХ) трубы своими руками, можно сначала потренироваться на ненужных отрезках полипропиленовых элементов. Кроме того, если в процессе пайки возникли дефекты соединения, можно просто отрезать этот участок трубопровода и припаять новый.
Совет: Покупать паяльник для разовых работ "сделай сам" нецелесообразно с финансовой точки зрения. В этом случае лучше арендовать станок для труб ПВХ в специализированном строительном магазине.
Как паять полипропиленовые (пластиковые) трубы
Итак, дорогой читатель, ты решил своими руками поменять водопровод в квартире. И если ваш выбор пал на полипропиленовые трубы, я помогу вам научиться правильно с ними работать.
Не буду вдаваться в техническое описание полипропиленовых труб, напишу на эту тему отдельную статью и перейду сразу к оформлению.
инструмент для пайки полипропиленовых труб
Из инструмента нам понадобится:
- Алкогольный маркер (необходим только дисковый маркер)
- Рулетка
- Строительный уровень
- Специальные труборезы
- Паяльник для полипропиленовых труб
Последний из списка будет дешевле в аренде, не вижу смысла покупать такой дом, т.к.он понадобится вам только один раз. Арендовать его можно там же, где вы покупаете пластиковые трубы.
Этот список требуется только для пайки труб. Если вы собираетесь прокладывать трубы в штробе, вам пригодится статья, в которой я описал технологию штробления.
Инструкция по работе с паяльником для полипропиленовых труб
Паяльник, он же аппарат для сварки пластиковых труб, имеет подошву с нагревательными элементами внутри и специальные отверстия для крепления насадок для пайки труб различного диаметра.Насадки обычно поставляются с паяльником. Принцип работы паяльника почти такой же, как и у бытового утюга, с той разницей, что в бытовом утюге один нагревательный элемент, а в трубчатом паяльнике их два, и у каждого свой выключатель. корпус паяльника. На корпусе, кроме выключателей отопителя, есть еще и термостат, с помощью которого можно установить нужную температуру.
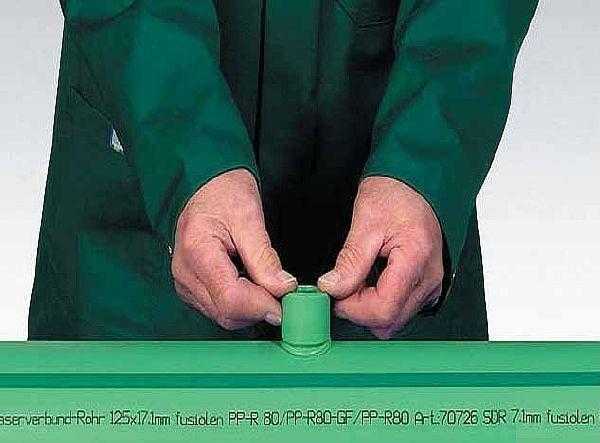
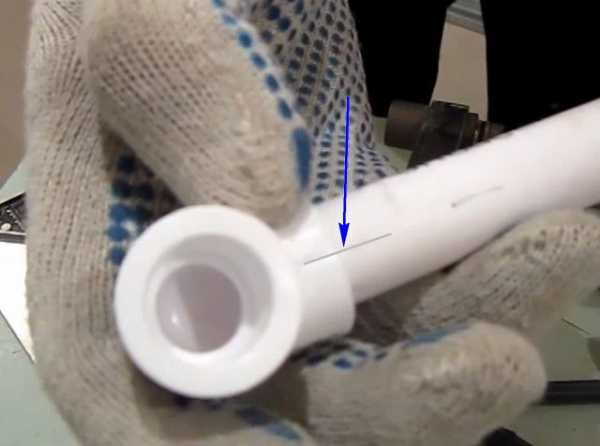
Перед включением нагревательного элемента перевести паяльник из походного положения в боевое. Прикрутите к нему подставку и установите на место насадки для припайки труб.Как правило, на подошве паяльника имеется два отверстия для насадок, если вы работаете с разными диаметрами труб, то можно установить сразу две насадки. Поместите трубку меньшего диаметра на край носика, как показано на рисунке.
После этого можно включать паяльник в сеть. Включите оба нагревателя на корпусе паяльника и установите температуру 260⁰C. И наберитесь терпения, паяльник должен прогреться минут 10-30, пока не погаснет лампочка на корпусе.Затем ждем еще 5 минут перед пайкой, чтобы наконечники хорошо прогрелись.
Как соединить пластиковые трубы?
Одновременно нагрейте раструб трубы и фитинга с помощью паяльника. Ниже приведена таблица, показывающая время нагрева для труб разного диаметра.
Время нагрева для пайки полипропиленовых труб
| Наружный диаметр трубы, мм | ||||||||||
| Расстояние до метки, мм | ||||||||||
| Время прогрева, сек | ||||||||||
| Технологический перерыв не более, стр | ||||||||||
| Время охлаждения мин. |
.
Как паять пластиковые трубы своими руками
Для тех, кто умеет паять пластиковые трубы, прокладка системы отопления, горячего или холодного водоснабжения и других бытовых инсталляций не составит большого труда. Монтаж таких систем требует, прежде всего, надежного соединения труб, от которого зависит качество всех выполняемых работ.
Рисунок 1. Проект паяльника для пластиковых труб.
Сварить их вместе с разными видами пластика не так сложно, как может показаться .Полипропилен, полиэтилен и другие полимерные материалы достаточно пластичны в эксплуатации, не требуют слишком сложного оборудования, их температура плавления значительно ниже, чем у железа, вес относительно невелик, как и жесткость. Однако важно знать специфику каждого материала, что делать и в каком порядке.
Необходимые инструменты и материалы
Сварка полипропиленовых труб своими руками требует определенного набора инструментов и материалов. Стоит в начале кратко их перечислить и узнать, что и для чего предназначено.Итак, для сварки качественных труб вам потребуется:
- Паяльник специальный или насадки для бытового паяльника;
- набор насадок для такого паяльника;
- секатор (ножницы) предназначен для ровной резки труб;
- пластиковые трубы;
- арматура различных типов; переходники
- для резьбовых соединений; бритва
- ; триммер
- ;
- обезжириватель для пластиковых труб.
Как паять полипропиленовые трубы? Этим вопросом задаются новички. На фото 1 видно, что конструкция паяльника довольно необычная. Он предназначен для нагрева пластика, точнее труб определенного диаметра. Ведь сборка пластиковых трубопроводов – это в основном сварка элементов. Такой паяльник является аналогом сварочного аппарата, используемого для соединения стальных изделий.
Жалапредназначены для работы с трубами и фитингами малого и большого диаметра.Обычно они продаются комплектом.
Вместо ножниц для резки пластиковых труб вполне можно использовать обычную ножовку. Но тогда получить ровный срез под нужным углом будет довольно сложно, да и сам процесс резки будет слишком длительным. Благодаря секатору даже человек без специальных навыков ровно отрежет трубку.
Все пластиковые трубы свариваются практически по одной технологии, но есть некоторые отличия. Например, ПВХ, полипропилен, полиэтилен имеют разную температуру плавления.Также существуют армированные трубы, которые перед сваркой необходимо очистить от армирующего материала.
Муфты или фитинги, соединительные элементы различного назначения. Например, фитинги для соединения резьбовых соединений, называемые американками, тройники, уголки с разными углами изгиба, обычные муфты и т. д. Как нетрудно догадаться, внутренний диаметр соединительных элементов примерно равен внешнему диаметру пластиковых труб.
Шейвер – это инструмент, предназначенный для удаления армирующего слоя сверху.Если этот армирующий слой внутренний, для его очистки уже требуется триммер.
Чтобы сделать соединение более прочным, место пайки необходимо предварительно обезжирить. Для этого используют соединения, растворяющие жир, этанол или др.
Помимо описанных инструментов, вам может понадобиться строительный уровень, специальные маркеры и т.п., но они потребуются во время собственно монтажа, например, систем отопления.
Пошаговое описание сварки полипропиленовых элементов
В качестве примера стоит описать процесс соединения полипропиленовых труб.Они наиболее распространены, используются в армированном и неармированном виде для прокладки практически любых бытовых трубопроводных систем.
Как было сказано выше, технология сварки полипропиленовых труб основана на относительно низкой температуре плавления исходного материала. По сути, это основное свойство полипропилена или другого пластика, определяющее относительно невысокую стоимость монтажа трубопроводов.
При пайке труб, исходным материалом которых является полипропилен, необходимо предпринять следующие шаги:
- Отрежьте трубы необходимой длины с помощью специальных ножниц.Следует тщательно проверить качество реза и его угол относительно центральной линии трубы.
- Подбирайте фитинги с учетом их назначения и диаметра.
- Обезжирить свариваемые участки труб и фитингов. Трубу необходимо обезжирить сверху, фитинг – изнутри.
- Включите паяльник, оснастите его насадками того диаметра, который нужен для пайки труб. Обратите внимание, что паяльник долго нагревается, поэтому вы можете включить его раньше. Его рабочая температура находится в определенном диапазоне, для регулирования используется регулятор, который следует установить в требуемое для данного типа трубы положение.
- При сварке армированных труб стык необходимо предварительно очистить от арматуры. Для этого используется триммер или бритва, которую нужно подготовить заранее.
- Вставьте трубку в подготовленную для этого насадку на паяльнике. Наденьте адаптер на насадку, так как внутренняя часть насадки нагреется. Время нагрева зависит от параметров труб и фитингов, о которых речь пойдет ниже.
- После завершения нагрева вставьте трубу в фитинг, вдавив ее до упора.Угол вставки следует тщательно контролировать, чтобы соединение не было неравномерным. На каждой трубе и фитингах есть специальная полоса в виде выпуклого профиля, указывающая направление сварки. Если при пайке такие полосы расположить друг напротив друга, то даже достаточно сложное расположение труб будет в одной плоскости.
- Время сварки полипропиленовых труб составляет несколько минут, поэтому их следует отложить в сторону до полного затвердевания, после чего можно приступать к монтажу на стену.
Как видите, провести сварочный процесс самостоятельно не так уж и сложно. Но на самом деле нужно немного потренироваться, прежде чем реально применять знания, полученные из представленного материала. Обучение не будет стоить слишком дорого, так как неармированные трубы и фитинги достаточно дешевы. Ошибка в реальной работе приведет к новому старту, пустой трате времени и материалов.
Вы уже умеете паять полипропиленовые трубы, пора разобраться с некоторыми параметрами процесса.
Параметры, которые необходимо учитывать при сварке труб
Виды пластиковых труб: 1 - полиэтиленовые, 2 - полипропиленовые, 3 - металлопластиковые.
Каждый пластик плавится при определенной температуре, которую необходимо учитывать при сварке. Кроме того, существуют такие понятия, как рекомендуемая рабочая температура и температура размягчения.
Например, полипропилен плавится при нагревании до 175°С. Но если температура на 30°С ниже, материал начинает размягчаться, что приводит к необратимой деформации.При таких параметрах производители полипропиленовых труб рекомендуют рабочую температуру не выше 95°. В случае трубопроводов, по которым течет, например, кипяток, трубы функционировать не будут. Но если они армированы алюминием или другим металлом, их также можно использовать в жарких условиях.
Сварка, при которой полипропиленовые трубы гарантированно надежно соединяются, может проводиться только при определенных параметрах окружающей среды. По крайней мере, помещение, в котором он содержится, должно быть теплым.Ни один производитель не рекомендует выполнять данный вид работ при минусовой температуре. А точность работы человека на морозе понятие довольно относительное.
Заключение по этому
Важным моментом является время нагрева труб и фитингов паяльником.
Например, если термометры фиксируют на рабочем месте 20°С, то для трубы диаметром 20 мм с шириной свариваемой полосы до 16 мм следует затратить на нагрев 6 секунд, на подключение 4 секунды и на это 2 минуты. сустав полностью затвердевает.
Таблица пропорций диаметров, длины места сварки и затрат времени на основные операции должна быть руководством к действию для тех, кто собирается приваривать пластиковые трубы к разным типам трубопроводов.
Ремонтдовольно дорогое удовольствие, поэтому многие предпочитают делать его самостоятельно, чтобы сэкономить. Но если поклейка обоев и укладка линолеума считаются простыми видами ремонта, то прокладка или замена коммуникаций требует определенных навыков и специального оборудования.
Например, многие опасаются соединения пластиковых труб при ремонте водопровода. На самом деле ничего сложного в этом нет, нужно лишь обзавестись приспособлением для сварки пластиковых труб и изучить некоторые особенности процесса.
Для выполнения сварочных работ с пластиковыми трубами потребуются следующие инструменты:
- строительная рулетка и карандаш (маркер) для измерения,
- Труборез или строительный нож для резки труб,
- шейвер (в случае сварки труб, армированных алюминиевой фольгой), Напильник
- и мелкая наждачная бумага для зачистки заусенцев на разрезанных трубах, Аппарат для сварки труб
- .

Также спирт понадобится для обезжиривания сварных деталей конструкции и ветоши.
Что такое
Машина для сварки пластиковых трубРабота сварщика пластиковых труб заключается в нагреве соединяемых концов трубы и фитингов до температуры, близкой к плавлению. Благодаря размягчению материала после остывания образуют единую монолитную структуру.
Само устройство состоит из опорной платформы и корпуса, оснащенного:
- регулятор температуры,
- световые индикаторы рабочего состояния устройства,
- нагревательный элемент (зеркала, подошва),
- ручки для регулировки положения зеркала.
90 150
В подошве устройства имеются два отверстия, за которые монтируются коннекторы, соответствующие диаметру пластиковых трубок. Самые популярные насадки позволяют сваривать трубы от 16 до 32 мм, максимально возможный диаметр 63 мм.
90 100Здорово! В процессе работы подошва и прикрепленные к ней патрубки нагреваются до одинаковой температуры, что позволяет безопасно соединять элементы трубопровода, не опасаясь, что один из них недостаточно прогреется.
Есть 2 типа сварочных аппаратов для пластмасс: мечевидный и цилиндрический.Мечевидный аппарат вполне достаточен для использования в бытовых условиях, но у этого инструмента есть один недостаток - довольно плохая устойчивость.
Если вы решили сделать сантехнику дома самостоятельно, то знайте, что лучшим материалом для этого будут пластиковые трубы. Для того, чтобы сделать единую систему, нужно понимать, как сваривается пластик. Однако не стоит пугаться, ведь процесс пайки пластиковых труб не представляет особой сложности и не требует большого количества специальных инструментов.
Для производства сварочных работ Вам потребуется:
- рулетка; маркер
- ; строительный уровень
- ;
- ножницы для резки пластиковых труб;
- Устройство для сварки пластиковых труб.
Все инструменты, кроме последнего, доступны практически любому мастеру. Последний может понадобиться вам всего один раз в жизни, поэтому гораздо выгоднее его не покупать, а брать в долг или арендовать.
Коротко о сварочном аппарате
Прежде чем приступить к пайке, вам следует кратко ознакомиться с устройством, которое вы собираетесь использовать.
Важным элементом является подошва, оснащенная нагревательными элементами. Удобство работы обеспечивается тем, что на подошве есть отверстия, позволяющие закрепить специальные насадки для пайки. Контроль температуры осуществляется термостатом, расположенным на корпусе.
Процесс пайки труб
При начале пайки станок должен быть установлен в желаемом положении и к нему должны быть присоединены насадки.хороший размер. С помощью термостата установите требуемую температуру:
- 260°С для полипропиленовых труб;
- 220°С для полиэтиленовых труб.
Дайте прибору прогреться в течение 10–20 минут, пока не погаснет индикатор.
При пайке действуйте со следующими данными:
| Наружный размер трубы, мм 90 207 | 90 218 90 205 90 206 Расстояние между метками, мм 90 207 | |||||||||
| Время прогрева, сек | ||||||||||
| Максимальная продолжительность технологического перерыва, сек | ||||||||||
| Время охлаждения, мин 90 207 |
Процесс пайки состоит из следующих операций:
- С помощью специальных ножниц отрезать трубу на необходимую длину, спиртовым раствором очистить стыки от грязи и жира;
- Установите трубу и муфту в направлении, противоположном патрубку, и прогрейте его в течение времени, указанного в таблице;
- Соедините нагревательные элементы между собой, вставив трубу в раструб.Эта операция должна быть выполнена в период, указанный в таблице как технологический перерыв;
- После завершения операции проверьте качество получившегося сварного соединения, которое будет видно в виде пластиковых колец.

Мы только что изложили суть процесса пайки. Однако для обеспечения надежной работы трубопровода обратите внимание на следующие детали:
- Выполните первую операцию сварки через пять минут после того, как паяльник прогреется.
- Когда вам нужно сварить армированные трубы, используйте специальный инструмент, называемый бритвой, чтобы удалить алюминий и полипропилен, которые составляют два верхних слоя трубы. После этого соединение труб осуществляется по уже описанной методике.
- Сварочные работы разрешается проводить только при температуре окружающей среды выше точки замерзания.
- После сварки дать соединенным трубам остыть, не допуская их перекручивания или смещения относительно друг друга. В том случае, если соединительный шов окажется некачественным, разрежьте узел и повторите процесс сварки.
При проведении работ необходимо соблюдать определенные меры предосторожности, несоблюдение которых может сказаться на качестве сварных соединений. В частности, помните, что форсунки имеют тефлоновое покрытие, препятствующее образованию нагара. В конце каждой операции остатки расплава необходимо удалять с него деревянной лопаткой. Категорически запрещается удалять остатки материала после остывания наконечников, так как это может привести к повреждению покрытия и выходу из строя всего устройства.
Каждая современная квартира, будь то частный дом или городская квартира, должна быть оснащена различными коммуникационными решениями. А раз так, то либо при строительстве, либо при ремонте или реконструкции владельцы рано или поздно столкнутся с проблемой монтажа или замены труб – и систем отопления. Мало кого сейчас привлекает трудоемкий и достаточно сложный монтаж стальных труб ВГП. Сами по себе они дороги, требуют значительных дополнительных транспортных затрат, а их обработка и соединение предполагают специфические операции, которые может выполнить далеко не каждый – резка, гибка, электро- или газосварка, нарезание резьбы и т. д.Плюс требуется особый подход к «упаковке» каждого резьбового соединения, чтобы соединительный узел был качественным, без утечек.
Хорошо, что современные технологии позволяют обойтись без всех этих заморочек благодаря использованию полипропиленовых труб. При правильном выборе материала и качественном монтаже водопроводные и отопительные контуры практически ни в чем не уступают стали, по многим параметрам намного лучше их.Кроме того, сама пайка полипропиленовых труб не так уж и сложна, о чем и пойдет речь в данной публикации.
Не все полипропиленовые трубы одинаковы
Прежде чем рассматривать инструкцию по монтажу полипропиленовых труб, стоит дать хотя бы общее представление об этом материале, в частности о его разновидностях и областях применения. Выбирать трубы по принципам «что дешевле» или «что было» совершенно недопустимо. Последствия для некритичного домашнего мастера могут быть очень печальными – от деформации проложенного трубопровода до его обрыва или появления протечек в соединительных узлах.
Разницу в диаметре пояснять не надо - в разных системах и в разных их сечениях используются свои размеры, предопределенные гидравлическими расчетами. Диапазон диаметров от 16 до 110 мм позволяет обеспечить практически полную поставку всех возможных вариантов. Причем практика показывает, что для дома или квартиры обычно достаточно сортамента до 40 мм, гораздо реже – до 50÷63 мм. Трубы большего диаметра – это скорее магистраль и имеют специфические особенности монтажа, но лицом к этому хозяин дома – скорее всего, не понадобится.
Разница в цвете между некоторыми видами труб сразу бросается в глаза. Это меньшее, на что можно обратить внимание — белые, зеленые, сероватые и прочие стены — ни о чем не говорят. Видимо, это просто решение производителей как-то выделить свою продукцию на общем фоне. Кстати, для отопительных контуров белый цвет однозначно будет лучше, ведь трубопровод незаметно впишется в любой интерьер, не создавая негармоничного «пятна».

А вот цветные полосы, если они есть, уже несут в себе груз информации, интуитивно понятной каждому.Синяя полоса – труба предназначена только для холодного водоснабжения, красная – способна выдерживать повышенные температуры. Однако такая цветовая маркировка (которой, кстати, очень часто вообще не существует) является лишь весьма приблизительной, не в полной мере отражающей эксплуатационные возможности трубы. Помогает не ошибиться при установке системы. Кстати, продольная линия тоже хороша тем, что становится хорошим ориентиром при соединении сопрягаемых деталей при пайке.
Дополнительную информацию см. в буквенно-цифровой маркировке, которая обычно находится на внешней стене. Здесь следует быть более осторожным.
Международная аббревиатура полипропилена — PPR. Существует несколько разновидностей материалов, и можно встретить обозначения PPRC, PP-N, PP-B, PP-3 и другие. Но чтобы окончательно не запутать потребителя, существует более выраженная градация труб – по типам в зависимости от допустимого давления перекачиваемой жидкости и ее температуры.Всего таких типов четыре: ПН-10, ПН-16, ПН-20, ПН-25. Чтобы долго не рассказывать о каждом из них, можно привести шильдик, характеризующий эксплуатационные возможности и область применения труб.
трубы полипропиленовые
| Тип полипропиленовых труб | Рабочее давление (номинальное) | Применение труб | |
|---|---|---|---|
| МПа | техническая атмосфера, бар 90 207 | ||
| ПН-10 | 1.0 | 10,2 | Холодное водоснабжение. Как исключение – подводящие к контурам «теплого пола» линии воды с максимальной рабочей температурой теплоносителя до 45°С. Материал самый доступный – за счет не очень выдающихся физико-технических и эксплуатационных параметров. |
| ПН-16 | 1,6 | 16,3 | Наиболее популярный вариант для автономных систем холодного и горячего водоснабжения, с рабочей температурой не более 60°С, давлением не более 1,6 МПа. |
| ПН-20 | 2,0 90 207 | 20,4 | Холодное и горячее водоснабжение автономное или центральное. Может использоваться в автономных системах отопления, где гарантировано отсутствие гидроударов. Температура охлаждающей жидкости не должна превышать 80 ˚С. |
| ПН-25 | 2,5 90 207 | 25,5 | Центральное горячее водоснабжение, отопительные установки с температурой теплоносителя до 90 ÷ 95˚С, в том числе центральное отопление.Самый прочный и, в то же время, самый дорогой вид трубы. |
Конечно, чтобы труба выдерживала повышенные давления и температуры, она должна иметь более толстые стенки. Значение толщины стенки и, соответственно, условного диаметра полипропиленовых труб различных типов - в таблице ниже:
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
|---|---|---|---|---|---|---|---|---|
| ПН-10 | ПН-16 | ПН-20 | ПН-25 | |||||
| 90 207 | Диаметр прохода, мм 90 207 | Толщина стенки, мм 90 207 | Диаметр прохода, мм 90 207 | Толщина стенки, мм 90 207 | Диаметр прохода, мм 90 207 | Толщина стенки, мм 90 207 | Толщина стенки, мм 90 207 | Толщина стенки, мм 90 207 |
| 16 | - | - | 11.6 | 2.2 90 207 | 10,6 90 207 | 2,7 | - | - |
| 20 | 16,2 90 207 | 1,9 90 207 | 14,4 90 207 | 2,8 | 13,2 | 3.4 | 13,2 | 3.4 |
| 25 90 207 | 20,5 90 207 | 2,3 | 18 90 207 | 3,5 90 207 | 16,6 90 207 | 4.2 90 207 | 16,6 90 207 | 4.2 |
| 32 | 26 | 3 | 23 | 4.4 | 21,2 90 207 | 5,4 | 21,2 | 3 |
| 40 90 207 | 32,6 | 3,7 90 207 | 28,8 90 207 | 5,5 90 207 | 26,6 90 207 | 6,7 90 207 | 26,6 | 3,7 |
| 50 90 207 | 40,8 90 207 | 4,6 90 207 | 36,2 90 207 | 6,9 90 207 | 33,2 90 207 | 8,4 90 207 | 33,2 90 207 | 4,6 |
| 63 90 207 | 51,4 | 5.8 90 207 | 45,6 90 207 | 8,4 | 42 90 207 | 10,5 | 42 90 207 | 5,8 |
| 75 90 207 | 61,2 90 207 | 6,9 90 207 | 54,2 | 10,3 | 50 90 207 | 12,5 | 50 90 207 | 6,9 |
| 90 90 207 | 73,6 | 8.2 90 207 | 65 | 12,3 90 207 | 60 | 15 | - | - |
| 110 90 207 | 90 | 10 90 207 | 79.6 90 207 | 15,1 90 207 | 73,2 90 207 | 18,4 | - | - |
При всех достоинствах полипропилена, он имеет и довольно существенный недостаток - очень значительное линейное расширение при нагреве. Если для холодных трубопроводов внутри здания это не так важно, то в случае с трубами горячего водоснабжения или отопительными контурами эта особенность может привести к провисанию, прогибу длинных участков, деформации сложных узлов и возникновению внутренних напряжений в трубе. кузова, сокращая срок его службы.
Для минимизации эффекта теплового расширения используется армирование труб. Это может быть алюминий или стекловолокно.
Армирующая лента из стекловолокна всегда находится примерно посередине толщины стенки трубы и никак не влияет на технологию пайки.
А вот с алюминием - чуть сложнее. Существует два типа такого улучшения. В одном случае слой фольги непосредственно примыкает к наружной стенке трубки (внизу слева на иллюстрации).Другой вариант – примерно по центру стены проходит армирующий пояс. Для каждого вида такой арматуры существуют особые технологические нюансы монтажа, о которых речь пойдет ниже.
Армирование стекловолокном и алюминием значительно снижает тепловое расширение полипропиленовых труб. Кроме того, алюминиевый слой выполняет еще одну функцию: он становится барьером против диффузии кислорода — проникновения молекул кислорода из воздуха через стенки труб к теплоносителю.
Попадание кислорода в среду жидкого теплоносителя может вызвать ряд негативных последствий, основными из которых являются повышенное газообразование и активизация коррозионных процессов, что особенно опасно для металлических деталей котельного оборудования.Армирующий слой способен во много раз снизить этот эффект, поэтому такие трубы чаще всего используются именно для контуров отопления. В сантехнике вполне можно обойтись армированием стекловолокном, не оказывающим существенного влияния на диффузию.
| Типы полипропиленовых труб | Назначение | Коэффициент теплового расширения, м × 10 ⁻⁴/˚С | Скорость диффузии кислорода, мг/м² × 24 часа |
|---|---|---|---|
| Трубы однослойные: | |||
| ППР | 1.8 90 207 | 900 | |
| Многослойные трубы: | |||
| Полипропилен, армированный стекловолокном. | ППР-ГФ-ППР | 0,35 90 207 | 900 |
| Полипропилен, армированный алюминием. | ППР-АЛ-ППР | 0,26 90 207 | 0 |
На рисунке ниже показан пример маркировки полипропиленовой трубы:
1 - На первом месте обычно стоит наименование производителя, наименование модели трубы или ее артикул.
2 - материал для изготовления и конструкции трубы. В данном случае это монослойный полипропилен. Армированные стеклопластиком трубы обычно обозначаются ППР-ФГ-ППР, алюминиевые - ППР-АЛ-ППР.
Могут быть армированные трубы с наружным полипропиленовым слоем и внутренней стенкой из сшитого полиэтилена. Они будут иметь обозначение типа PPR-AL-PEX или PPR-AL-PERT. Технология пайки не затрагивается, так как внутренний слой не задействован.
3 – коэффициент стандартного размера трубы, равный отношению наружного диаметра к толщине стенки.
4 - номинальные значения наружного диаметра и толщины стенки.
5 - указанный выше тип трубы по номинальному рабочему давлению.
6 - Перечень международных стандартов, которым соответствует продукт.
Трубыобычно продаются стандартной длины 4 или 2 метра. Большинство торговых точек практикуют продажу с отрезом, кратным 1 метру.
Многочисленные комплектующие ко всем трубам в продаже - резьбовые муфты, под замену на другие типы труб, с наружной или внутренней резьбой или с американской гайкой, муфты, тройники, переходы диаметра, отводы на 90 и 45 градусов, заглушки, перепускные петли , компенсаторы и другие необходимые детали.Дополнительно можно приобрести краны, вентили, коллекторы, «косые» крупнозернистые фильтры, предназначенные для непосредственной припайки к полипропиленовым трубопроводам.

Словом, такое разнообразие позволяет выбрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства этих деталей очень низкая, что позволяет покупать их с некоторым запасом, если только провести небольшое обучение перед началом практической сборки - так сказать, "набить руку".
Способы соединения полипропиленовых труб
Полипропилен является термопластичным полимером - при нагревании его структура начинает размягчаться, а при равномерном нагревании двух фрагментов до определенной температуры происходит взаимная диффузия, а точнее полиплавление, т.е. материал проникает. При остывании свойства полипропилена не изменяются, а при качественном соединении - обеспечении оптимального нагрева и необходимой степени сжатия, после обратной полимеризации бордюра как такового полностью монолитной сборки быть не должно.
Именно на этом свойстве основаны основные технологические способы соединения полипропиленовых труб – этот способ часто называют полифузной сваркой.
Такая сварка (пайка) может выполняться муфтовым или стыковым способом.
- Сварка рукавов – это как раз технология, которая чаще всего используется при монтаже водопроводных или отопительных систем в доме или квартире. Он предназначен для труб малого и среднего диаметра до 63 мм.
Смысл его в том, что каждый соединительный узел требует использования двух частей - это сама труба и соединение, внутренний диаметр которого немного меньше внешнего диаметра Трубы. Это означает, что в обычном, «холодном» виде детали не могут быть соединены в пары. Соединение может работать не только, простите за тавтологию, само соединение, но и установочная часть тройника, отвод, кран, резьбовой штуцер и другие комплектующие.
Принцип такой сварки показан на схемах ниже.
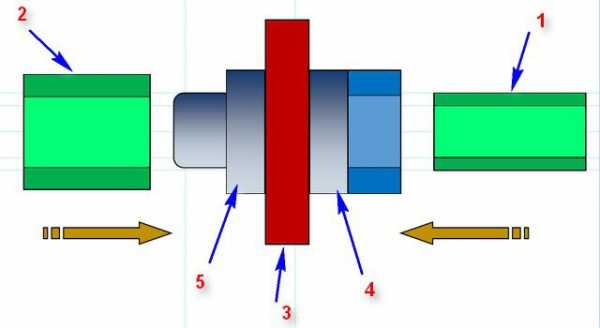
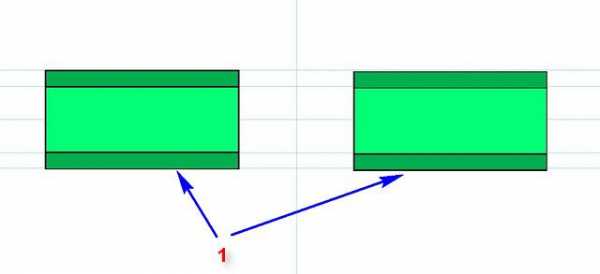
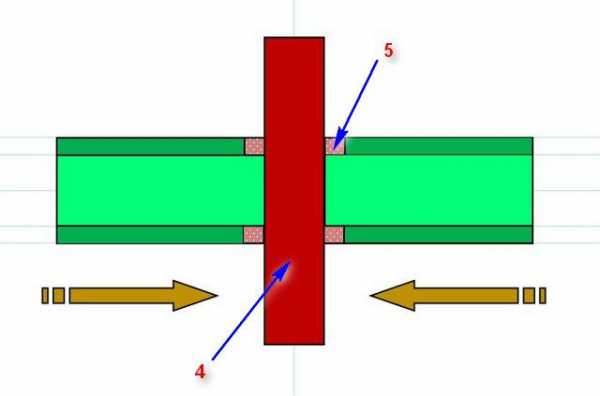
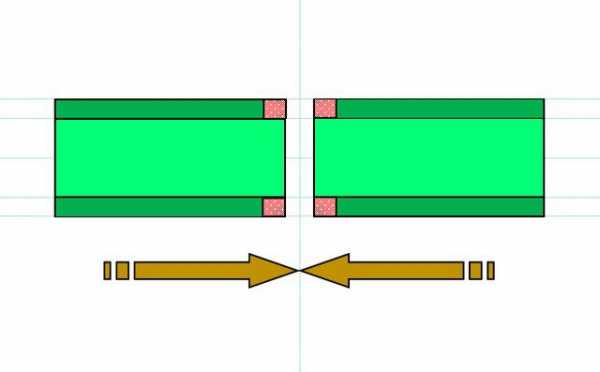
Труба (поз. 1) и штуцер или любой другой соединительный элемент (поз. 2) одновременно монтируются на нагревательных элементах сварочного аппарата.
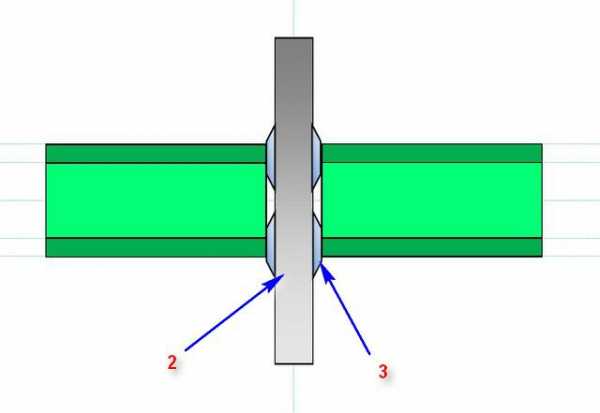
Пара предварительно устанавливается соосно на сам рабочий нагреватель нужного диаметра, состоящий из металлической втулки (поз. 4), в которую будет вставляться труба, и штифта (поз. 5), на который надевается необходимый штуцер .
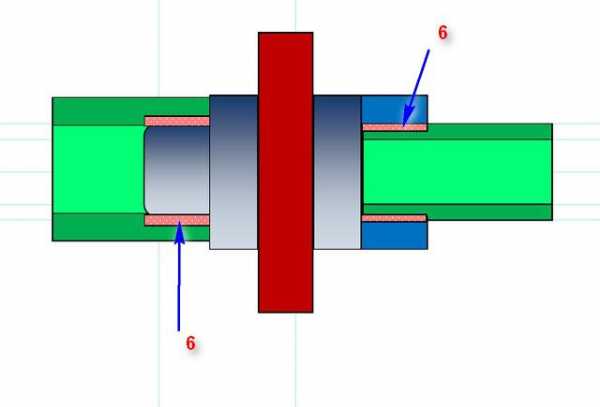
В отопительный период полоска расплавленного полипропилена примерно такой же ширины и глубины (поз.6). Важно правильно подобрать время нагрева, чтобы процесс плавления не охватывал всю стенку трубы.
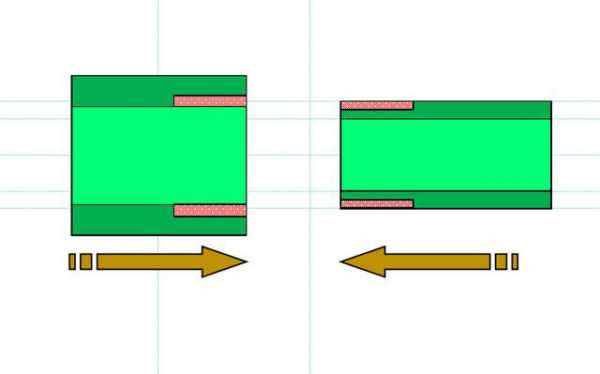
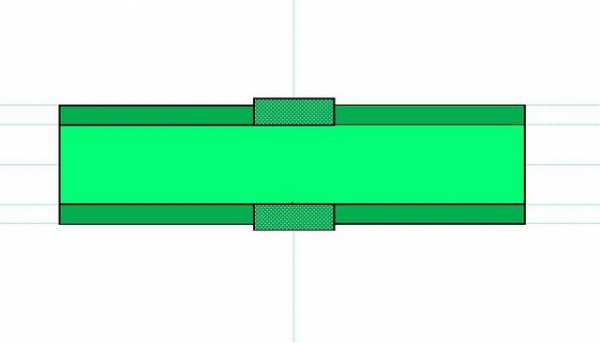
Две части одновременно снимаются с нагревателя и коаксиально соединяются силой друг с другом. Наружный слой расплавленного полипропиленового пластика позволит трубе плотно войти в гильзу, до упора, по всей длине обогреваемого участка.
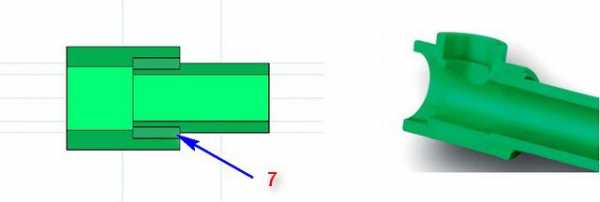
На этом этапе происходит процесс полиплавления, охлаждения и полимеризации.В результате получается надежное соединение, которое хоть и изображено на схеме заштрихованным участком (поз. 7), но на самом деле, если посмотреть на разрез, то его вообще не видно - это почти монолитная стена.
- Стыковая сварка немного отличается.
Одно из основных отличий заключается в том, что соединяемые детали должны иметь одинаковый внутренний и внешний диаметр.
Первым шагом является точная настройка наконечников, чтобы они идеально подходили друг к другу.
Трубы запрессованы с двух сторон сплайсером - вращающимся диском (поз. 2) с точно установленными ножами (поз. 3)
Трубы снова запрессовываются внутрь, а на торцах формируются участки оплавления полипропилена (поз. 5) на всю толщину стенки.
И аналогично предыдущему случаю, когда шов остывает, он полимеризуется, создавая надежное соединение двух труб.
Принцип кажется простым, но только на первый взгляд.При такой технологии сварки крайне важна максимально точная центровка сопрягаемых деталей. Причем при сварке втулки необходимая степень обжатия сопрягаемых переплавляемых участков в большей степени обеспечивается разницей диаметров деталей. При этом требуется приложение значительной внешней силы, направленной строго по оси соединяемых труб. Все эти условия могут быть выполнены только при использовании специальной, достаточно сложной аппаратуры машинного типа.

Устройств для стыковой сварки много, но почти все имеют прочную раму с направляющими и зажимами для опрессовки труб разного диаметра - для обеспечения соосности соединения, съемный или откидной триммер и нагреватель, механизм создания необходимого обжатия - ручной, гидравлический , электрические и т. д. П.
Данная технология, как правило, используется только профессионалами при прокладке магистральных труб, и вероятность столкнуться с ней на бытовом уровне практически равна нулю.

Существует также метод холодной сварки – с использованием клея на основе сильного органического растворителя. Дело в том, что поверхностные слои полимера размягчаются при обработке таким составом. В этот момент детали можно соединить в нужном месте, а поскольку растворители обычно очень летучи, они быстро испаряются. затем довольно быстро начинается процесс обратной полимеризации.
Эта технология больше подходит для труб из поливинилхлорида (ПВХ), которые не обладают достаточной термопластичностью.Кроме того, подобный способ соединения может иметь больше недостатков и ограничений в применении, чем достоинств, и поэтому он не особо желателен, тем более, что существует простая и доступная технология многофазной сварки раструбов.
Что требуется для монтажных работ
Таким образом, в дальнейшем мы будем рассматривать только сварку (пайку) полифузной муфтой. Для того чтобы самостоятельно справиться с этой задачей, необходимо подготовить ряд инструментов и приспособлений.
- В первую очередь это, конечно же, аппарат для сварки полипропиленовых труб.Есть такое средство – не такое уж и дорогое, и у многих рачительных хозяев оно уже есть в домашнем «арсенале».

Комплекты соединительных штифтов требуемых диаметров должны поставляться со сварочным аппаратом. Большинство устройств допускают одновременное размещение двух, а иногда и трех пар рабочих насадок на нагревательном элементе, что позволяет без перерывов на замену произвести монтаж системы с использованием труб разного диаметра.
Если у вас нет своего аппарата и обстоятельства в данный момент не позволяют его купить, многие салоны практикуют краткосрочную аренду с посуточной оплатой - вы можете воспользоваться этим вариантом.
Если вы решили приобрести аппарат для сварки полипропиленовых труб...
Все сварочные аппараты Они устроены примерно одинаково и работают схожим образом, но также имеют некоторые отличия в компоновке и функциональности. Полезная информация для тех, кто решился на такую покупку, размещена в статье на нашем портале, специально посвященной .
В тексте может встречаться определение аппарата для пайки труб, но это всего лишь игра слов.В данном случае разницы между этими понятиями нет.
- Для резки труб необходимы специальные ножницы. Кроме того, они должны быть заточены, а эффективный храповой механизм обеспечивает плавный срез. Лезвие не должно иметь порезов и перекосов.
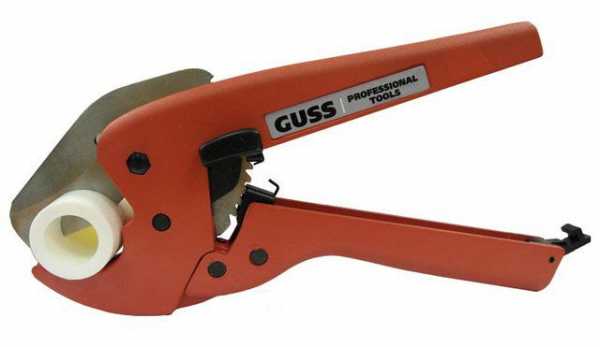
Конечно, можно резать трубу ножовкой, просто лезвием по металлу или даже "болгаркой", но это абсолютно не профессиональный подход, т.к. такими инструментами невозможно добиться требуемой точности и равномерности реза .
Аппарат для сварки полипропиленовых труб
- Необходимо подготовить разметочный инструмент - линейку, линейку, строительный угольник, маркер или карандаш. Для того, чтобы правильно разместить трубы, нужно воспользоваться помощью уровня.
- Если вы планируете паять полипропиленовые трубы с алюминиевым армированием, потребуются дополнительные инструменты.
- Если трубка имеет внешнее армирование, потребуется шейвер для очистки алюминиевого слоя в месте прокола.
- если алюминиевый армированный слой находится глубоко в толщине стенки, труба все равно требует предварительной подготовки, но в этом случае уже используется триммер.

Триммер снаружи часто похож на бритву, но есть разница в расположении ножей. У шейвера срез тангенциально параллелен оси трубы, а у триммера, так как даже их названия понятны, нож обрабатывает обух и снимает небольшие фаски.
Прочтите полезную статью, а также ознакомьтесь с сортами и критериями выбора на нашем портале.90 182
Подробнее на этом моменте мы остановимся при рассмотрении технологии пайки трубок.
- Многие упускают из виду, но свариваемые участки труб и фитингов должны быть очищены от грязи, пыли, влаги и затем обезжирены. Это значит, что нужно подготовить чистую тряпку и спиртосодержащий растворитель (например, обычный этиловый или изопропиловый спирт).

Однако нельзя использовать растворители на основе ацетона, сложных эфиров, углеводородов, так как полипропилен не устойчив к ним и стенки могут всплывать
- Вы также должны защитить свои руки.Им придется работать рядом с нагревательным элементом камеры, а получить сильный ожог так же просто, как чистить грушу.

Лучше всего для этого дела подойдут замшевые рабочие перчатки - они практически не сковывают движений, не начнут тлеть при контакте с горячей батареей и надежно защитят ваши руки.
Еще одно важное предупреждение. Большинство монтажных работ очень часто можно проводить не на месте, а, например, на верстаке в мастерской — некоторые устройства даже имеют специальные кронштейны с клипсами для надежной фиксации на столе.Это удобно в том плане, что собранное устройство потом быстро устанавливается, например, в стесненных и неудобных условиях в ванне или санузле.
В любом случае, где бы ни производилась пайка, должна быть обеспечена высокоэффективная вентиляция. При нагревании полипропилена выделяется газ с резким запахом. Запах не самый плохой - при длительном вдыхании может произойти серьезное отравление. Поверьте, я испытал это на собственном опыте. Автор этих строк после семи часов работы в довольно просторном совмещенном санузле, с явно эффективной вентиляционной вытяжкой, валялся сутки при температуре 39°С.Не повторяйте ошибок!
Как паять полипропиленовые трубы
Общие технологические приемы сварки полипропиленовых труб
- В первую очередь мастер-новичок должен четко понимать, что он собирается оседлать. Должна быть подготовлена подробная схема-чертеж, с размерами и конкретными деталями – этот же «документ» станет основанием для закупки необходимого количества труб и комплектующих.
- Если позволяют условия, например, в помещении, где будет производиться монтаж, еще нет отделки, то лучше всего схему перенести прямо на стены - так будет понятнее и можно будет отмерить необходимую длину труба буквально на своем месте.

Ключом к успеху является попытка собрать как можно больше узлов в удобном рабочем положении на верстаке. Работа с паяльником непосредственно на месте, да еще и в одиночку, без помощника, — дело чрезвычайно сложное и ошибиться в этом деле очень легко. Понятно, что полностью избежать таких операций нельзя, но их количество должно быть сведено к минимуму.
- Паяльник готовится к работе. Рабочие пары - муфты и шпиндели с необходимыми для работы диаметрами - устанавливаются на его нагреватель и затягиваются винтом.Если предстоит работа с одним типом труб, нет ничего разумнее – одну пару размещают как можно ближе к торцу нагревателя.

Есть сварочные аппараты с цилиндрическими ТЭНами - у него немного другое крепление рабочих элементов, наподобие струбцины. Но понять это легко.
- Работать будет гораздо удобнее, если устройство жестко крепится к рабочей поверхности верстака. Отлично, если в конструкции предусмотрен прижимной винт для крепления на краю столешницы.Но даже с обычной камерой можно попробовать придумать какую-нибудь фиксацию. Например, если позволяет поверхность, ножки подставки прикручиваются к верстаку саморезами.

Даже с фиксированной подставкой аппарат в ней может "раскачиваться" - люфт обязательно будет. Здесь тоже можно предусмотреть собственное крепление – просверлить отверстие и вкрутить саморез. Когда для удаленной работы требуется паяльник, снять крепление — дело нескольких секунд.

- Паяльник подключается к сети. Если в нем есть регулировка температуры, то выставляется около 260°С – это оптимальная температура для работы с полипропиленом. Не стоит никого слушать, что для 20-й трубы нужно 260 градусов, для 25-й — уже 270 и так далее — вверх. Температура та же, меняется только время нагрева сопрягаемых деталей. В любом случае, эти таблицы, которые производитель прилагает к паспорту изделия, и которые будут размещены ниже в этой статье, рассчитаны именно на этот уровень нагрева.
- Обычно на паяльнике есть световой сигнал. Мигающий красный индикатор указывает на то, что нагревательный элемент работает. Зеленый – устройство перешло в рабочий режим.

Однако многие модели имеют собственные функции отображения. Некоторые устройства даже имеют цифровой дисплей с индикацией температуры. В любом случае прибор «сообщит», что прогрелся до необходимого уровня.
- Сопрягаемые детали подготавливаются к работе - отрезается необходимый кусок трубы, подбирается соединительный элемент согласно монтажной схеме.

- Это делают немногие, а между тем технология требует - обязательная очистка места соединения от грязи и пыли, обезжиривание. Кроме того, совершенно недопустимы даже мельчайшие капли воды или мокрая поверхность – пары воды могут попасть в расплавленный слой, создав там пористую структуру, и этот соединитель рано или поздно может дать течь.
- Следующим шагом является пометка соединения. На трубе отмерьте от конца и карандашом (маркером) отметьте длину зоны проходки.До этого труба будет вставлена в нагревательный рукав, а затем в муфту. Каждый диаметр имеет свое значение – оно будет указано в таблице ниже.

Второй символ накладывается, если имеет значение взаимное расположение сопрягаемых частей. Например, с одной стороны отрезка трубы уже приваривается отвод 90°, а с другой стороны тройник, но так, чтобы его центральный канал находился под углом к отводу по отношению к оси. Для этого сначала засеките точное положение деталей, а потом рискуйте на обоих.
Времени на поиск правильного положения при пайке не будет много, а эта "фишка" поможет точно расположить сопрягаемые детали.
- Следующим шагом является непосредственное припаивание соединения. Это, в свою очередь, также включает в себя несколько фаз:
- С обеих сторон труба одновременно вставляется в патрубок и на оправку надевается соединительный элемент. Труба должна идти до сделанной отметки, соединительный элемент – до упора.

- После полной установки трубки и фитинга начинается время нагрева.Для каждого диаметра есть свое оптимальное время, которое необходимо соблюдать.

- Как только время истечет, обе части снимаются с нагревательных элементов. У мастера есть буквально несколько секунд, чтобы поставить детали в правильное положение и, конечно же, выровнять, с трудом вставить одну в другую и привести к одной и той же отметке. Регулировать свет, не поворачиваясь вокруг оси, разрешается только в течение одной-двух секунд.

- В этом положении детали должны удерживаться без малейшего движения в течение заданного времени зажима.

- После этого собранное устройство нельзя нагружать в течение установленного периода охлаждения и полимеризации полипропилена. И только тогда его можно считать готовым
Теперь - с основными параметрами, которые необходимо соблюдать при установке. Для простоты понимания они сведены в таблицу:
| Наименование показателей | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина свариваемого участка трубы, мм 90 207 | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время прогрева, сек | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время на перестановку и подключение, сек | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время установления связи, сек | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время остывания и полимеризации узла, мин | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: - Если сваривать тонкостенные трубы типа PN10, то время нагрева самой трубы уменьшается вдвое, но время нагрева соединительной части остается таким же, как указано в таблице. - Если работы ведутся на улице или в холодильном помещении при температуре ниже +5°С, время нагрева продлевается на 50%. | |||||||
Что касается сокращения установленного времени нагрева (кроме случая, указанного в примечании к таблице), то никак - качественного соединения не получится, а узел со временем обязательно потечет. А вот при некоей невысокой фигуре - у мастеров нет единства взглядов. Мотивация здесь в том, что трубы разных производителей могут немного отличаться по материалу, то есть это более жесткие или, наоборот, более мягкие полипропилены.Но у мастеров накоплен опыт, доскональное знание используемого материала, и для новичка рекомендуемые показатели все же должны лечь в основу.
Добрый совет - при покупке труб и комплектующих - возьмите небольшой запас самого дешевого крепежа и проведите эксперимент - обучение. Можно подготовить несколько кусков трубы и сделать пробную пайку.
При качественной пайке по периметру соединительного узла образуется аккуратный буртик высотой около 1 мм, который не будет мешать свободному стоку воды.Внешне также будет образовываться аккуратный воротник, который не портит внешний вид знакомства.
Станок для резки труб

А вот перегрев уже чреват неисправным подключением. Расплавленный полипропилен начинает сжиматься внутрь по мере соединения частей, где он образует и затвердевает «юбку», которая в значительной степени закрывает проход. Напор воды в таком водопроводе можно снизить, и более того, такой дефект со временем часто становится точкой засора.

Проведение такого практического занятия поможет вам точно определить все параметры пайки и избежать ошибок.
Особенности работы с трубами с алюминиевой арматурой
Как было сказано выше, здесь возможны два варианта - слой армирования либо близко к поверхности трубы, либо вглубь стены. Соответственно различаются и способы подготовки трубы к сварке.
- Очевидно, что слой алюминия близко к поверхности просто не позволит сборке полностью прогреться и склеиться.Кроме того, такие трубы всегда имеют несколько больший диаметр и просто не войдут ни в нагревательный рукав, ни в соединительный элемент. Это означает, что необходимо очистить этот слой, чтобы «очистить» полипропилен.
Для этого используется специальный инструмент - бритва. В него вставляется кусок трубы и они начинают вращаться — навесные ножи аккуратно срезают верх полимерного покрытия и алюминий под ним.
Обработка ведется до упора трубки в нижней части инструмента - размеры шейвера таковы, что он режет фольгу именно в той полосе, которая требуется для сварного соединения при заданном диаметре, поэтому она не ровная возможность проведения соответствующей маркировки.
При пайке прогрейте всю очищаемую поверхность, а затем полностью вставьте ее в соединительную часть. Запрещается оставлять снаружи даже тонкую полоску защищаемой трубы.
- Если алюминиевая фольга спрятана в оболочке материала, то, казалось бы, она никак не вяжется с качественной пайкой. Но здесь есть еще один нюанс.
Если труба не закреплена полностью, текущая под давлением вода будет пытаться расслоить ее, найти выход между алюминиевым слоем и наружной полипропиленовой оболочкой.Кроме того, алюминий может начать подвергаться коррозии и терять свою прочность. Это расслоение сначала приводит к образованию «волдырей» на корпусе трубы, что затем неизбежно приводит к серьезной аварии.
Решение заключается в создании таких условий, чтобы при сварке торец трубы и алюминиевый слой были полностью покрыты расплавленным полипропиленом. А добиться этого можно обработкой специальным инструментом, о котором говорилось выше – триммером.
Внешне он может быть и похож на бритву, но его ножи расположены иначе - точно выравнивают приклад, срезают фаску и снимают тонкую, примерно 1,5 - 2 мм от разреза, полоску алюминиевой фольги по всей окружности.При нагреве и соединении деталей полученный шарик расплавленного полипропилена полностью закроет конец трубы, и узел приобретет необходимую надежность.
Трубы с армированием стеклопластиком не имеют особенностей монтажа.
- Как было сказано, процесс пайки лучше производить на удобном, просторном рабочем месте, по максимуму собирая готовые узлы водоснабжения (отопительные контуры), и только потом производить их установку и подключение на месте.

Работа «у стены» всегда более сложная, трудоемкая и нервная, так как приходится держать достаточно тяжелый аппарат одной рукой, нагревая при этом обе взаимодействующие части.Часто без помощника такое сварное соединение выполнить практически невозможно. Поэтому стоит минимизировать количество таких операций.

Но при этом важно не упускать из виду. Для того, чтобы соединить узел, необходимо предоставить некоторую степень свободы сопрягаемым частям – их нужно раздвинуть, чтобы установить между ними сварочный аппарат (плюс греющий пар тоже имеет определенную ширину), а затем аккуратно, без наклона вставьте в штифт и стяжку, после прогрева обеспечивайте поступательное смещение потом звоните.Этот момент необходимо предсказать заранее – хватит ли имеющегося люфта для выполнения всех этих манипуляций.
- Бывает, неопытные мастера, не предвидя этого нюанса, сталкиваются с тем, что остается последний стык и доделать его невозможно. Что делать?
Выходом может быть вварка в отрезанную трубу фальцованной соединительной пары - ниппеля с резьбой и ниппеля с накидной гайкой "американка". Соединение надежное, и паять такие элементы уже не составляет труда даже в таких сложных условиях.
- Если хоть какой-то узел при установке вызывает хоть малейшее сомнение, его следует вырезать и приварить другие детали. Поверьте, это не займет много времени и не повлечет за собой серьезных затрат. Но если со временем такой сомнительный участок вдруг вытечет, последствия могут быть очень печальными.
- Еще одна группа ошибок уже упоминалась выше - это нарушение технологии пайки труб. Это может включать недостаточный или чрезмерный нагрев.Усилие, прилагаемое к деталям при соединении, должно быть умеренным. Слишком сильное сжатие создаст внутреннюю «юбку». Не менее опасно недостаточное приложение усилия – труба не полностью входит в раструб соединительной части, остается небольшой участок с увеличенным диаметром и более тонкой стенкой – потенциальный прорыв!

- Не забудьте очистить свариваемые детали от грязи и жира. Возможно, это кажется незначительным, но на практике достаточно случаев, когда такое пренебрежение впоследствии оборачивалось плохим соединением и протечкой.
- Попытка изменить положение детали во время склеивания и охлаждения соединения очень опасна. Внешне это может никак не проявляться, но в соединительном шве появляются микротрещины, которые потом приводят к авариям. Если вам не нравится подключенный узел - "в печку" идите и изготовьте новый, но не пытайтесь его поменять!
- При демонтаже армированной трубы на очищаемом участке не должно оставаться даже крошечного кусочка фольги – это может стать потенциальным местом будущей протечки.
- Еще одна рекомендация. Понятно, что материал должен быть качественным – не стоит гнаться за дешевизной, ведь можно потерять гораздо больше, тем более, что даже брендовые полипропиленовые трубы и комплектующие к ним стоят не так дорого. Но известны случаи, когда при монтаже качественных труб, проведенном со строгим соблюдением технологии, соединительные узлы, тем не менее, со временем начинали выходить из строя. А причина проста - использовался качественный материал, но разных производителей.Казалось бы, незначительные различия в химическом составе и физико-технических свойствах полипропилена дали такой неожиданный результат - полной диффузии сплавов добиться не удалось.
Поэтому последний совет: используйте качественные трубы одного производителя. Наверное, понятно, что все комплектующие должны быть одной марки.
В конце публикации - информационное видео о пайке полипропиленовых труб:
Видео: мастер раскрывает секреты качественной пайки полипропиленовых труб
В последнее время традиционные чугунные и стальные трубопроводы все чаще вытесняются более современной продукцией химической промышленности - ПВХ и полипропиленовыми трубами.Однако новые материалы требуют иной технологии соединения труб, и наиболее эффективной в этом случае является пайка.
Внимание! Температура пайки, влияющая на качество соединения, зависит от габаритов изделий — ее можно увидеть в таблице ниже.
| Трубы полипропиленовые, маркировка | Характеристики и назначение |
|---|---|
| ПН 10 | технические параметры допускаются для холодного водоснабжения до 20 град С, системы утепления полов до 45 град, при рабочем давлении - 1 МПа |
| PN 16 | характеристики определяют применение как для горячей воды (до 60 градусов Цельсия), так и для холодной воды, номинальное рабочее давление - 1,6 МПа |
| PN 20 | технические параметры данного типа труб позволяют использовать их в установках горячего водоснабжения с температурой до 95 градусов, номинальное давление - 2 МПа |
| PN 25 | Труба полипропиленовая армированная: характеристики подходят для горячего водоснабжения, а также для системы центрального отопления до 95 градусов тепла, номинальное давление - 2,5 МПа |
Шаг 1.Выбор того или иного исходного материала напрямую зависит от будущего предназначения. Основным критерием деления является максимально допустимая температура рабочей среды. В связи с этим различают трубы для горячего, холодного и смешанного водоснабжения.
Для определения точного количества необходимых труб и фитингов производится замер помещения и его примерный план. В последнем указываются размеры будущей магистрали и всех ее элементов.
После того, как вы приобрели все компоненты, вы можете перейти к следующему шагу.
Этап 2. Необходимое оборудование
Принцип пайки заключается в нагреве концов соединяемых труб до необходимой температуры и последующем их закреплении. Для этого потребуется специальное устройство – сварочный аппарат.
Может быть трех типов:
Кроме самого устройства для работы потребуются:
О выборе форсунки
Патрубки обогрева должны соответствовать сечению подсоединяемых труб. Для этого нужно обратить внимание на некоторые параметры:
- сила;
- сохранение формы при изменении температуры;
- теплопроводность.
Большинство сварочных аппаратов совместимы с несколькими разными насадками одновременно, что крайне удобно при прокладке сложных магистралей.
Каждая насадка имеет одновременно два конца - один предназначен для нагрева внешней поверхности продуктов, другой - для внутренней. Все сопла покрыты тефлоном, что предотвращает прилипание расплавленного покрытия. Размеры насадок варьируются от 2 см до 6 см, что полностью совпадает с сечением штатного и трубчатого.
После того, как план составлен и все компоненты закуплены, остается только тщательно убрать комнату. Особое внимание необходимо уделить пыли, ведь даже мельчайшие пылинки, осевшие на швы, могут легко нарушить герметичность.
Сначала в розетку вставляется насадка, после чего устройство включается. Дальнейшие действия зависят от выбранной техники пайки, поэтому рассмотрим их (способы) более подробно.
Способ №1.Диффузионная пайка
При такой технологии сварки материал соединяемых деталей пронизывает друг друга и после охлаждения образует монолитный элемент. Один из самых распространенных способов обработки, который, однако, подходит только для однородных материалов.
Внимание! При этом температура пайки достигает 265ᵒС. При этой температуре полипропилен плавится.
Видео - Диффузионная пайка полипропиленовых труб
Способ №2.Гнездо для пайки
При сварке враструб используются сварочные аппараты с разным сечением патрубков. Сама процедура выглядит достаточно просто.
Шаг 1. Сначала нарезаются отрезки трубы необходимой длины. Важно резать только под прямым углом.
Шаг 2. Торцы изделий зачищают бритвой (при использовании армированных труб).
Шаг 3. Концы вставляются в патрубок соответствующей секции, нагреваются до температуры плавления и соединяются.
Внимание! Крайне важно, чтобы трубы не меняли своего положения во время охлаждения.
Способ №3. Пайка встык
Этот метод удобен для соединения труб большого диаметра. Как и в предыдущих вариантах, трубы нарезаются на отрезки необходимой длины, а концы тщательно зачищаются.
Способ №3. Припаять втулку
При муфтовой сварке между соединяемыми элементами вставляется дополнительная деталь - ниппель.Прогрев такой же, только участки магистрали не прогреваются, только соединительные элементы.
Способ №4. Полифузионная пайка
Тип диффузионной технологии, характеризующийся сплавлением только одного из двух соединенных элементов.
Способ №5. Холодная пайка полипропиленовых труб
Этот метод сварки заключается в нанесении на соединяемые трубы специального клея. Характерно, что применение «холодной» сварки допускается только в тех линиях, где давление рабочей жидкости незначительно.
При перегреве или соединении труб малого диаметра существует риск изгиба внутренней поверхности. Эти наплывы будут препятствовать свободному течению рабочей жидкости во время работы.
Во избежание этого необходимо проверить соединение на наличие таких дефектных участков. Соединение нужно продуть начисто, и если воздух проходит беспрепятственно, то сварка однозначно получилась очень качественной.
Внимание! Затем проверьте герметичность соединения – через спаянные элементы проходит небольшое количество воды.
Важные правила пайки полипропилена
Для получения качественного и герметичного соединения необходимо соблюдать определенные правила.
Пайка полипропиленовых труб в труднодоступных местах
На вопрос, в чем основная проблема при прокладке пластикового трубопровода, любой специалист ответит: пайка труднодоступных мест. Для выполнения этой процедуры конструкция делится на несколько секций.
В первую очередь монтируется неудобная большая площадь.Целесообразно формировать его отдельно, и только потом устанавливать на стационарное место.
После ремонта проблемного участка устанавливаются более мелкие и соответственно простые в установке компоненты. Эту операцию должны выполнять не менее двух человек.
Видео - Монтаж в труднодоступных местах
Распространенные ошибки при пайке пластиковых труб
Видео - Технология пайки полипропиленовых труб
Результаты
Навыки пайки полипропиленовых труб придут со временем.Здесь нет ничего сложного, хотя вначале будет повреждено несколько стыков и несколько десятков метров труб. И это не страшно, ведь они не такие дорогие; как минимум автономность от сантехников дороже.
.Труба медная для кондиционера 1/2" 10м 0,8мм
В продвижении
+ Добавить к сравнениюВ список покупок- Труба медная предизолированная для кондиционирования одинарная
50м, 0,7мм25м, 0,7мм15м, 0,8мм8м, 0,8мм50м, 0,8мм10м, 0,8мм25м3, 0,8мм25м3, 0,8мм25м3. 0,8 мм45 м, 0,8 мм
Продукт доступен в очень больших количествах | % dЦена по прейскуранту
157,17 зл. сеть 235,75 зл. (скидка 18%)
/ 1 кусок.брутто
Цена за единицу 19,33 зл / м
Купить на с.
После покупки вы получите очки.
Хотите получать уведомления, когда продукт будет доступен?
Сообщить о наличии
Вышеуказанные данные не используются для рассылки информационных бюллетеней или другой рекламы. Включив это уведомление, вы соглашаетесь только на однократное уведомление о повторной доступности продукта.
Возврат в течение 14 дней
Безопасные покупки
Предварительно изолированные медные трубы для систем кондиционирования воздуха.сплит-типа для подключения внутреннего и наружного блоков. Прочный огнеупорный кожух из полиэтилена, покрытый атмосферостойкой оболочкой, обеспечивает высокую безопасность и эстетичность системы кондиционирования. Изготовлен в соответствии с действующими европейскими стандартами, является гарантией безопасности при сохранении технических свойств.Спецификация
Толщина стенки одной медной трубы
Наружный диаметр медной трубы
Изоляционные свойства
Паропроницаемость
Сертификат огнестойкости:
Внешний защитный слой 90 90 воздух кондиционер 1/2" 10м 0.8 мм
5,00
Количество выданных мнений: 5
Нажмите на рейтинг, чтобы отфильтровать отзывы
Супер качество
2022-04-01Петр, POLKOWICE
Продукт, который стоит рекомендовать
2022-03-29Марек, Журомин
Трубы хорошего качества.
21.03.2022Гжегож, Длуголенка
Лучшее качество
21.02.2022Петр, ПОЛЬКОВИЦЕ
Все качественно и быстро
.как выбрать трубы, схемы, способы монтажа
Требования к даче по водоснабжению не ниже, чем к городским квартирам, а выше: необходимо предусмотреть подвод не только кранов и бытовых приборов, но и полива, поэтому КПД насоса должен быть высоким, а нагрузка на колодец или колодец должна быть хорошей и стабильной.Необходимо решить еще одну проблему: в сельской местности часто отключают электричество, поэтому целесообразен подвод воды или резервный способ ее «добычи».Для владельцев колодца все просто: можно достать ведро на неотложные нужды, а вот из колодца просто так не достать, надо придумывать резервные схемы.
Организация водопровода в загородном доме
Водоснабжение загородного дома может быть обеспечено только насосом, но подача возможна двумя способами: от накопительного бака или от гидроаккумулятора.
При использовании контура накопительного бака запас воды равен объему бака, но давление в системе низкое.Это связано с разницей в высоте: бак устанавливается по высоте – на чердаке дачи или на крыше хозяйственной постройки.Главное условие – его дно должно быть выше какой-либо точки забора.Тогда вода будет в краны.
Второй способ для гидроаккумулятора более удобен, так как в системе создается и автоматически поддерживается давление.Если доливка гидроаккумулятора осуществляется насосом и автоматом (прессостатом), то весь узел называется насосным станция.Хитрость заключается в аккумуляторе, представляющем собой цилиндрическую емкость, разделенную гибкой диафрагмой на две части, в одну из которых под небольшим давлением закачивался газ; в другую вода подавалась насосом.По мере поступления вода все больше и больше сжимает газ, так что в системе создается давление (порядка 2 атм).
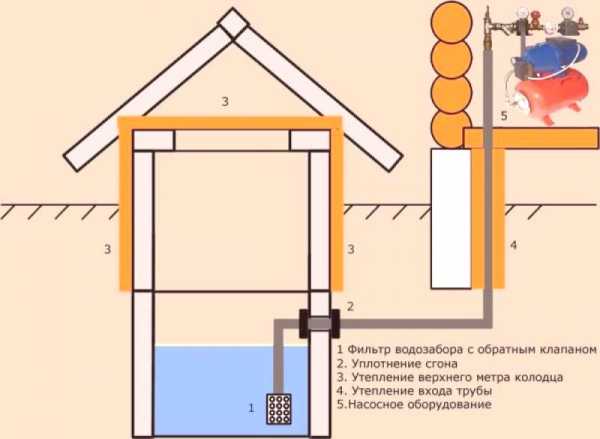
Организация водоснабжения на даче из скважины с гидроаккумулятором
При открытии клапана (включение бытовой техники или начало полива) вода подается от гидроаккумулятора.Он постепенно снижает давление, его величина контролируется специальными реле, при достижении нижнего порога насос включается, восстанавливая заданное значение, а верхний порог контролируется вторым датчиком, отключающим насос.
Аналогичный народный водопровод можно реализовать и зимой, и летом, разница только в том, где установить оборудование и на какую глубину закопать трубы.
Какие трубы выбрать для водоснабжения в загородном доме
Полтора десятилетия назад вопросов не было: альтернативы стальным трубам не было.В наше время для водоснабжения на даче почти не используют металл: он дорог, для монтажа нужен сварной шов, а современные трубы быстро ржавеют.Есть гораздо более практичная альтернатива - пластиковые трубы.Они для сельского водопровода - лучшее решение: они просто не заржавеют, некоторые и мороза не боятся, но пластик другой и изделия из него.
Трубы из полиэтилена высокой плотности
Чаще всего для бытового водоснабжения используют трубы ПНД – полиэтилен низкого давления.Они привлекательны тем, что могут быть собраны без какого-либо дополнительного оборудования.Фитинги для монтажа источника воды ПНД имеют резьбу и просто привинчиваются вручную.

Трубы ПНД для водопровода изготавливаются в бухтах или отрезках (в зависимости от диаметра)
Чем трубы ПНД настолько хороши, что практически заменили металлические?Помимо удобного монтажа есть много плюсов:
- При соблюдении правил эксплуатации срок службы 50 лет.Эта цифра еще не проверена, но впечатляет.
- Не гниет и не ржавеет, устойчив к химическим средам.
- Может работать при температуре до -60°С.
- При замерзании в них воды они не трескаются - растягиваются, а потом, после разморозки, принимают прежний размер.
- Их внутренняя поверхность идеально гладкая.В случае водопровода это важно по двум причинам: меньшие потери напора при транспортировке и на стенках не скапливаются осадки, они просто выдуваются потоком.
- С их помощью очень легко провести воду на даче дома, а также потом внести изменения. Трубы ПНД
- можно использовать для монтажа летнего и зимнего водопровода.
- Удобные способы монтажа: сваркой или на компрессионные фитинги (резьбовые).
Недостатки есть, но их несколько:
- плохо переносят жару (за исключением труб из сшитого полиэтилена), так как используются только для транспортировки холодных сред;
- менее прочны, чем металлические — по ним нельзя ходить.
Трубы ПНД можно сваривать специальным приспособлением или соединять с помощью компрессионных фитингов.Резьбовые соединения соединяют с водопроводными трубами, трубами, тройниками, переходниками.Хотя такое соединение кажется ненадежным, оно выдерживает гораздо более 2-4 атм, которые можно создать по максимуму.Посмотрите видео с результатами испытаний резьбовых фитингов.Заодно проверьте их конструкцию и принцип установки.
с синими линиями используются для водоснабжения.Они предназначены для холодной воды.Если линии желтые - их нельзя использовать для водоснабжения - они для газа.Они содержат специальные добавки, которые делают воду непригодной.
Существует несколько уровней рабочего давления:
- Л - легкие, выдерживающие до 2,5 атм;
- SL - среднелегкий - до 4 атм;
- С - средний - до 8 атм;
- Т - тяжелые от 10 и более.
Для устройства наружного (уличного) водопровода на даче применяются трубы ПНД класса С и SL диаметром 32 мм, 40 мм и 50 мм.При выборе еще нужно определиться с плотностью.
Есть еще три марки полиэтилена: ПЭ 63, 80, 100. Эти цифры обозначают плотность.Чем плотнее материал, тем прочнее изделие, но и выше цена.Например, один погонный метр трубы ПЭ 80 32мм стоит от 4$ (и выше, в зависимости от толщины стенки) Тот же диаметр, но от ПЭ 100 от 7$ за погонный метр.
Требуется ли высокая плотность при прокладке водопроводной воды на оголовках?Вероятно, да.Из-за большей плотности стенки труб тоньше, что снижает их вес.Если хозяйственно-бытовая вода берется из колодца или колодца, важным фактором может быть вес – проблем с монтажом трубы будет меньше.
Трубы ПВХ
Для водоснабжения на даче также применяют трубы ПВХ - поливинилхлорид. Они дешевле ПНД, соединяются холодной сваркой - под склейку. Шов получается надежным - выдерживает давление до 12-16 атм. , срок службы тот же: 50 лет.

Трубы из ПВХ дешевы, но их нельзя поцарапать
Характеристики несколько хуже, чем у полиэтилена низкого давления:
- Температурный диапазон использования от -15°С до +45°С.
- Не любит замерзания - снижается эластичность, материал становится более ломким.
- Средняя чувствительность к ультрафиолетовому излучению.
Другие преимущества пластиковых труб присущи ПВХ:
- Простой монтаж, возможность сгибания.
- Гладкость внутренней поверхности.
- Устойчив к окислению (не ржавеет) и химическим средам.
- Маленький.
Недостатки бытового ПВХ пластиката водопровода следующие:
- Верхний температурный предел +45°С, в короткие сроки возможно до +65°С.
- От него трудно избавиться, поскольку при разложении он выделяет летучие хлориды, вредные для здоровья и окружающей среды.
- При появлении трещин на поверхности трубы ее прочность значительно падает.Поэтому трубы ПВХ для открытой прокладки водопровода на даче нежелательны.При подземной прокладке обязательно защитное покрытие или прокладка в канализацию.
Поскольку царапины и трещины значительно снижают надежность, резьбовые соединения невозможны.Это большая проблема при стыковке с металлическими трубами или вводами оборудования.И если разводка труб по участку - дело нехитрое, то обвязка оборудования - серьезная задача.Этот недостаток ограничивает использование этого материала для наружного водоснабжения, т.к. часто используется для внутренней разводки, при которой риск появления царапин минимален.Больше кисть используется для прокладки канализации.
Посмотрите, как соединить трубы ПВХ Соединение действительно надежное.Такой вывод основан на личном опыте: в квартире была собрана гребенка с холодной водой, простояла около 10 лет без проблем, пока не пришлось переделывать всю проводку в связи с перепланировкой.
Полипропилен (ППР)
Еще один материал, который можно использовать при монтаже водопровода на даче своими руками, это полипропиленовые трубы.Они тоже относятся к категории пластиков.Он для холодной (с синими полосками) и горячей воды, а так же для отопления( с красными полосами).Соединяются пайкой и фитингами - есть специальные паяльники, которыми разогревают пластик на две части, а потом соединяют их.Через несколько минут соединение становится жидким.Даже паяльник покупать не надо( стоит около 2-5 тысяч рублей) – сдается в аренду в тех же магазинах, где продаются трубы и фитинги для полипропиленовых водопроводов.
Недостаток полипропиленовых труб в основном один - дорогая арматура.Например, погонный метр трубы для холодного водоснабжения диаметром 32 мм (толщина стенки 3 мм) стоит около 2$, стык для соединения двух элементов из тот же диаметр 1,2$.Поскольку труба ППР не гнется, все собирается с помощью муфт, уголков и т. д. В итоге водопровод будет не очень дешевым, но надежным. Ведь из этого материала собирают не только бытовые водопроводы, но и промышленные маршруты.

Трубы полипропиленовые для хозяйственно-питьевого водоснабжения - хороший, надежный вариант
Про системы капельного полива и как их сделать своими руками вы можете прочитать в статье
Как установить систему водоснабжения
При монтаже дачного водопровода необходимо определиться, какие части участка необходимо установить.То, что вода должна быть подведена к дому, это очевидно.Но помимо разводки водопровода в доме необходимо провести полив труб к ключевым местам на участке и краны на них.При необходимости подсоединить шланг к их и переносить с места на место или, установив разбрызгиватель, поливать близлежащие грядки.
Как провести воду в дом читайте здесь, а как сделать водопровод на дачном участке своими руками, поговорим далее.Удобнее чертить план в масштабе.Если у вас уже есть грядки, вы легко сможете определить, куда подавать воду.Лучше сделать несколько чертежных точек: длинные шланги неудобны и их тяжело носить с собой, а имея возможность подключить сразу несколько, можно поливать быстрее.
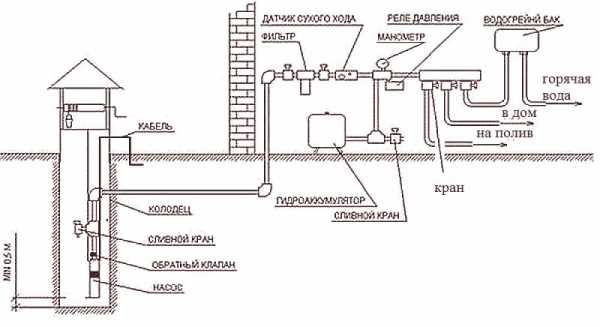
Кран в системе должен быть на выходе из дома и перед первой веткой
При составлении схемы не забудьте о необходимости установки кранов на магистрали: дома, затем на участке, перед первой веткой.Краны рекомендуется устанавливать дальше по магистрали: так можно будет отключить аварийный участок в случае возникновения проблем.
Даже если обустроен летний водопровод, придется опорожнить трубы, чтобы при замерзании не разорвало их.Для этого нужен сливной кран в самой нижней точке.Тогда можно будет перекрыть кран в доме и слить всю воду, защитив водопровод от повреждений зимой. Делать это не обязательно, если сельский водопровод собирается из полиэтиленовых (ПНД) труб.
После того, как схема начерчена, рассмотрите материал трубы, начертите и продумайте необходимую арматуру – тройники, уголки, краны, муфты, переходники и т. д.

Для правильного расчета материала и правильного распределения воды в загородном доме сначала начертите план, на котором можно рассчитать материал и количество арматуры
Далее нужно определиться с режимом использования.Есть два варианта:водоснабжение летом и зимой.Они отличаются глубиной,на которую вкапывают трубы.Если ваш дачный участок всесезонный,то вам придется прокладывать утеплить водопровод в самом коттедже или закопать его ниже точки промерзания.В случае разводки поливных труб на даче рациональнее использовать летний вариант водопровода.Зимний понадобится только при наличии теплицы.Тогда участок водопровода в теплицу будет иметь серьезно обустроиться: выкопать хорошую траншею и проложить утепленные трубы.
Летний водопровод на даче
В зависимости от того, какие трубы вы используете, их можно либо оставить наверху, либо проложить в неглубоких траншеях.Прокладка сельского водопровода под землей займет больше времени, но надежнее.

Водопроводы для самостоятельного полива в коттедже быстрые, но лежащие на поверхности трубы могут быть повреждены
Решив нужны ли вам котлованы или нет и выкопав их, если вы выбрали подземный вариант, трубы будут протянуты и уложены на площадке.Так расчет еще раз проверяется.Затем собираем систему.Последний шаг - тестирование - включение насос и проверьте качество соединений.

Перед началом монтажа водопровода дачного участка трубы прокладываются в соответствующих местах
Зимний водопровод отличается от летнего водопровода тем, что участки, которые будут использоваться в прохладные дни, должны обеспечивать защиту от замерзания.Их можно укладывать в траншеи ниже глубины промерзания и/или утеплять и/или обогревать греющими кабелями.
Об организации автоматического полива можно прочитать здесь.
Автономное водоснабжение в загородном доме
Так как в поселке часто отключают свет и каждый насос может работать только при наличии электричества, было бы неплохо иметь запас воды на случай отключения, это может быть бак, установленный на чердаке или в отдельном помещении. Воду в него можно закачивать погружным насосом из колодца, колодца или реки.А насосная станция будет «черпать» воду из этого резервуара.
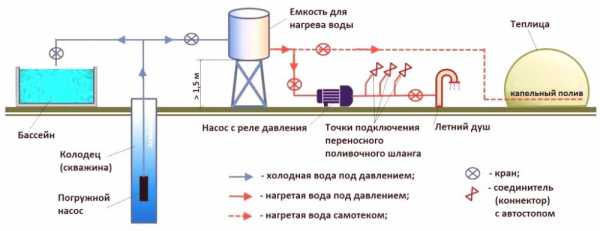
Автономная система подачи воды из бака Примерная схема с резервной подачей воды в бак
Водоснабжение на даче из бака удобно тем, что в него можно собирать и дождевую воду, но нужна хорошая система фильтрации: сначала грубая очистка, потом несколько мелких осколков. Необходимо поставить фильтр и обратный клапан на входе всасывающей трубы от насосной станции.Фильтр — для страховки — оборудование требует качественной воды, а клапан, чтобы при выключении насоса вода не текла обратно.
Наличие резервуара в дачном водопроводе тоже хорошо для растений: летом при установке на улице вода будет подогреваться.Однако известно, что растения, политые теплой водой, активнее растут и плодоносят лучше.
При желании можно устроить капельный полив - собрать трубы из труб, поставить тройники в нужных местах, где нужно соединить шланги капельного полива.

Систему капельного полива можно обустроить даже при выполнении сантехнических работ на даче своими руками
Вот так это выглядит на эскизе.Поднять бак на высоту не менее 1 метра.Накачать в него воду из колодца,колодца,речки.Уровень ее контролируется поплавковым механизмом(типа как в сливных баках).Есть проводка в грядках со дна бака.Сначала идет сплошной водопровод, а из тройника вытекает капельница - с дырочками.
Как сделать водопровод на даче для полива из бочки
.Отопление пластиковыми трубами своими руками. Пластиковые трубы для отопления
Владельцы частных домов и благоустроенных дач часто задаются вопросом, как обустроить отопление дома своими руками. Современная система отопления в частном доме, состоящая из котла, радиаторов и соединяющих их труб, позволит отапливать жилые помещения в холодное время года с минимальными затратами как материальными, так и физическими.Если к вашему дому подведен магистральный газ или принято решение, то следить за котлом практически не нужно, а для твердотопливных котлов нового поколения автоматические системы подачи топлива и даже дистанционное управление специальным пультом или СМС сообщения доступны.
Полипропиленовые трубыимеют ряд преимуществ, позволяющих произвести их замену самостоятельно: отсутствие коррозии и ржавчины, невысокая цена, высокая прочность, малый вес.
Полипропиленовые трубы
Коммуникации играют важную роль в системе отопления дома, помимо котла и радиаторов, благодаря чему система объединена в единый блок.
Лучшим вариантом или данным вариантом будет монтаж пластиковых коммуникаций, а именно прокладка полипропиленовых труб.

Типы полипропиленовых труб: 1- с армированием стекловолокном, 2- с армированием алюминием.
Полипропиленовые трубыв настоящее время являются наиболее технологичными из всех видов коммуникаций. Преимущества полипропиленовых труб:
- Не подвергается коррозии, в отличие от металла.
- Пластик имеет гладкую поверхность, улучшающую поток воды.
- Герметичность стыков полипропиленовых труб получается за счет сварки их стыков специальным сварочным аппаратом, что делает всю конструкцию водопровода единым целым. В отличие от соединения металлических труб, для полипропиленовых труб не нужны дополнительные герметики.
- Срок службы полипропиленовых труб очень большой (до 50 лет).
Установка отопления из полипропиленовых труб
Первый этап монтажа отопительных коммуникаций своими руками – это разработка подробной схемы отопления.Отопление может быть нескольких видов:
- Однотрубное отопление заключается в том, что элементы теплопередачи (радиаторы, теплые полы) подключаются к котлу одной трубой, идущей последовательно от одного элемента установки к другому. Такая система хороша, если теплоотводящих элементов немного и они небольшие, так как в каждый последующий радиатор поступает вода, немного остывшая, пройдя через предыдущий радиатор и отдав ему часть тепла.Горячая вода может достичь последней части цепи настолько охлажденной, что не сможет обогреть помещение. Преимуществом прокладки данного вида системы отопления является ее экономичность, так как для соединения элементов системы используется минимальное количество труб.
- заключается в креплении двух труб к каждому элементу системы. По одной поступает горячая вода, через другую к бойлеру возвращаются сточные воды. Такой способ подключения позволяет обеспечить равномерный прогрев всех теплоотводящих элементов системы отопления.Две параллельные трубы идут от котла от одного теплового элемента к другому. В месте присоединения гидроаккумулятора формируется ответвление от магистральной трубы горячего водоснабжения, директорная часть - горячая вода для гидроаккумулятора. Из гидроаккумулятора вода сбрасывается в магистральную канализационную трубу (называемую обраткой). Так устанавливается каждый радиатор и теплый пол. Помимо того, что все элементы нагреваются одинаково, такой способ прокладки отопления требует использования в 2 раза больше труб, чем однотрубный способ.
- При радиальном соединении каждый элемент теплопередачи подключается к котлу независимо. Этот способ позволяет регулировать подачу горячей воды к каждому элементу отдельно непосредственно из котельной, но по количеству используемых труб превосходит все предыдущие способы.
Чтобы правильно провести монтаж пластиковых коммуникаций своими руками, необходимо знать особенности материала полипропиленовых труб.
Пластиковые трубы имеют широкий диапазон значений давления: от 10 до 20 атмосфер.Единственным ограничением в использовании полипропиленовых труб является их низкий температурный порог. Большинство пластиковых коммуникаций имеют диапазон рабочих температур от 75 до 95 градусов Цельсия, что вполне достаточно для обустройства отопления в частном доме. Для обеспечения безопасности отопления целесообразно использовать котлы с ограниченной температурой нагрева воды.
Еще одной особенностью является их высокий коэффициент линейного расширения. То есть при нагреве они способны довольно значительно увеличивать размеры, но этот фактор нивелируется гибкостью самой связи и вводится в трубопровод специальных компенсирующих конструкций.Такие конструкции бывают Г-образными, П-образными и кольцеобразными. Кроме того, из-за особенностей расширения полипропиленовых труб из них необходимо устраивать коммуникации внутри стены с помощью специальных гильз.
По той же причине, что полипропилен набухает, их необходимо устанавливать частично на специальные муфты, которые удерживают трубу, но позволяют ей свободно перемещаться внутри муфты.

Для того чтобы своими руками устроить отопительные коммуникации в доме, необходимо использовать полипропиленовые трубы для горячего водоснабжения.Их обязательно армируют алюминиевой фольгой, что повышает их эффективность и снижает коэффициент линейного расширения. Для удобства сварки таких коммуникаций своими руками следует выбирать модели с глубоким армированием, чтобы не тратить время на очистку поверхности трубы во время сварки.
Список инструментов и материалов:
- трубы полипропиленовые; соответствие
- ; сварочный аппарат
- для сварки полипропиленовых труб;
- комплект насадок необходимого размера;
- перчатки; бритва
- ; Устройство для резки труб
- .
Инструкция по сварке своими руками
- Первым делом нужно подготовить паяльник к работе. Для этого на паяльник устанавливается двухсторонняя насадка. Одна сторона нужна для трубы, другая сторона для ниппеля. Трубы соединяются друг с другом только при помощи муфт. Трубы большого диаметра (более 10 см) можно соединять встык, для чего используется специальная плоская насадка. Паяльник крепится на полу таким образом, чтобы ничто не мешало с ним работать.После завершения подготовки он подключается к сети.
- После нагрева паяльника до необходимой температуры (240-260 С) он будет готов к работе.
- Трубы, армированные фольгой, необходимо заострить, чтобы удалить слой фольги, чтобы обеспечить надежное соединение. Если ваша бритва не может удалить всю необходимую фольгу, можно использовать нож. Если армирующая алюминиевая фольга глубоко заглублена, снимать ее бритвой не нужно, на качество соединения это не повлияет.
- Сварочные работы во избежание ожогов выполняются в перчатках.Берется подготовленная полипропиленовая труба и подходящий фитинг. Они одновременно прижимаются к соответствующим сторонам нагретого до необходимой температуры сварочного сопла. Обычно достаточно подержать тюбики на насадке 2-3 секунды, чтобы пластик достаточно прогрелся. Однако для определения времени нагрева, подходящего для вашего устройства и взятых труб, рекомендуется сначала выполнить пробные сварные швы. Трубы и фитинги нельзя поворачивать при вставке или извлечении деталей из сварочного аппарата.
- После снятия детали с патрубка сразу вставьте трубу в фитинг. Через 2-4 минуты пластик полностью затвердеет.
Пластиковые трубы для отопления имеют достоинства и недостатки, причем первых гораздо больше, а значит, спрос на полимерные материалы на отечественном мировом рынке есть. Основные преимущества материалов ПП, ПВХ, ПНД:
- малый вес - снижается нагрузка на стены, к которым подключается отопительный контур
- доступный - производство полимеров намного дешевле, чем производство катанки
- уменьшение засоров - гладкая внутренняя поверхность не способствует отложению солей, посторонних загрязнений, накипи
- легкий монтаж - вместо громоздких сварочных трансформаторов используются аппараты аргоновой сварки, компактные паяльники
- отсутствие коррозии - срок службы, обслуживание увеличивается многократно
Важнейшим недостатком полимеров является недостаточная механическая прочность и жесткость.
В отличие от традиционных стальных отопительных контуров нельзя опираться на трубы (это важно в помещениях с ограниченным пространством – ванные комнаты, туалеты, котельные в частных домах). Для надежности потребуются дополнительные кронштейны крепления или разводка трубопровода в нише, стеновые пазы.
Монтаж пластиковых труб отопления
- Строительные нормы СНиП в настоящее время пересматриваются, адаптируются к новым материалам.Пластиковые трубы для отопления идеально подходят для самостоятельного монтажа, ремонт:
- купить паяльник, научиться соединять полиэтилен, полипропилен намного проще, чем умелая сварка нержавейки, обеспечение герметичности швов, поставить круглую сумму на инвертор, электроды 90 022 количество ремонтов минимальное, поэтому стоимость инструмента будет полностью оправдана в первые несколько лет 90 023
- схемы прокладки систем отопления из полимерных труб дороже традиционных металлических
Пластиковые трубы для отопления практически не требуют кромки перед соединением.Режутся ножовкой, специальным ножом, фаска снимается одним движением. Соединители и патрубки не требуют покраски, их можно легко снять при изменении схемы подключения. Изделия должны быть сухими, края нагреты до пластичного состояния и зафиксированы на несколько секунд. Оба конца (труба/труба, труба/ниппель) нагреваются одновременно, что облегчает сборку.

Секреты пластиковых труб для отопления
Для высоких температур (базовая нагрузка) Статистический сополимер PP-R превосходен.Пластиковые трубы отопления из сшитого полиэтилена REX выдерживают температуру не более 90˚C. Эти изделия обладают эффектом «памяти» – после изгиба они сохраняют форму после нагревания, а при повторном нагревании восстанавливают первоначальную конфигурацию. Это свойство удобно? при сборке сложных конструкций для отопления в сочетании с компрессионными фитингами, резьбовые соединения вместо сварки. Изделия из Х-ПВХ материалов рекомендуется использовать во вторичных «обратных» загонах, так как рекомендуемая рабочая температура теплоносителя не должна превышать 60˚С.
Правильный подбор пластиковых труб для отопления в соответствии с рабочей температурой теплоносителя увеличит ресурс системы и убережет от ремонта. Внутренняя поверхность изделий гладкая, что позволяет использовать фильтры грубой очистки и без них. Известковый налет, соли не оседают на поверхности, абразивы, присутствующие в системах водоснабжения автономных систем, не наносят существенного вреда материалам. Помимо полимерных изделий этого типа, существуют композиционных металлопрокладочных труб, компенсаторов линейного расширения материалов.Такие трубы называются металлопластиковыми трубами и широко используются на дачах, таунхаусах, дачах.
Сегодня для системы отопления чаще всего используют пластиковые трубы. Это правильный выбор, так как пластик не подвержен коррозии, долговечен и намного проще в установке, чем монтаж. стальные трубы... Но не все еще знают, как сделать отопление из пластиковых труб своими руками. Это возможно, если у вас есть специальный аппарат для сварки пластиковых труб.
Вам понадобится:
- сварочный аппарат для сварки пластиковых труб;
- трубы пластиковые;
- дырокол;
- Резак для пластиковых труб;
- рулетка.
Подготовительные работы
1. Спроектируйте свою систему отопления и купите все необходимое ... Нарисуйте систему в виде схемы, чтобы все стало понятно и вы могли без проблем купить все необходимое.Не забудьте купить запорную арматуру или краны, установленные перед каждым краном. Диаметр пластиковых труб для отопления зависит от того, какая система будет использоваться. Для самотечной системы трубы отопления будут иметь больший диаметр. Чем больше диаметр трубы, тем большее количество воды или другого теплоносителя будет проходить по трубам.
Совет! Не забудьте предусмотреть перемычку между подходящими к батареям патрубками – это позволит убрать радиаторы без остановки циркуляции в системе водоснабжения.
2. Разметьте места для радиаторов . Установите их под окном, чтобы батарея могла нагревать холодный воздух, направленный вниз. Лучше всего купить стальные или чугунные батареи, также купить армированные пластиковые трубы для системы отопления. Они армированы стекловолокном или перфорированным алюминием для дополнительной прочности. Маркировка металлопластиковых труб – PN25.
Трубы отопления для радиаторов
 1. Подготовьте трубы ... Разметьте их и разрежьте на нужные части с помощью специального трубореза. Очистите концы труб от арматуры.
1. Подготовьте трубы ... Разметьте их и разрежьте на нужные части с помощью специального трубореза. Очистите концы труб от арматуры.
2. Соединение труб ... Пластиковые трубы спаиваются специальным паяльником для пластмасс. Вы можете купить его или арендовать. Подготовленные отрезки трубы вставить в камеру, подержать около минуты, затем быстро снять с заглушек и прочно соединить между собой. Приварите все компоненты системы в указанном порядке.
Трубы отопления лучше всего устанавливать непосредственно в стены. Для этого прорежьте стены, пластиковые трубы не нужно фиксировать слишком жестко. Пластик может немного ослабнуть при растяжении, поэтому оставьте место для труб.
3. Соединение с металлическими трубами ... Центральное отопление часто подключается к пластиковой системе с помощью металлической трубы ... Для этого есть специальные фитинги. Они помогут в подключении установки к трубе центрального отопления или к котлу.
Совет! Если у вас в системе нет принудительной циркуляции, т.е. с колесным насосом, устанавливайте трубы под углом, чтобы теплоноситель мог в них циркулировать естественным образом.
Монтаж труб отопления в собственном доме своими руками хозяева стараются сделать условия проживания своей семьи максимально комфортными в любое время года. Обеспечение качественного монтажа этой системы – сложная задача, требующая аккуратности и внимания.
В нашей статье мы рассмотрим основные этапы и особенности устройства трубопровода отопления, настоящую подробную инструкцию по его монтажу.
Этапы установки системы отопления
Монтаж системы отопления должен производиться в строгом соответствии с Санитарными нормами и правилами (СНиП 41-01-2003). Этот документ предусматривает три этапа установки:
- Создание проекта установки отопления. На данном этапе бывает:
- подбор материалов и оборудования;
- Расчет диаметров труб.
- Подготовка помещения для установки оборудования.
- Напрямую.
Монтажные работы должны выполняться таким образом, чтобы обеспечить тепловую и гидравлическую устойчивость системы отопления, обеспечивающую ее безаварийную работу в течение не менее 25 лет.
Трубы отопления
Какие трубы выбрать для создания системы отопления определяется в каждом конкретном случае общим размером помещений, требующих обогрева, а также пожеланиями и финансовыми возможностями клиента.
Общая цена (расчетная) системы отопления, установленной в доме, напрямую зависит от материала труб, предназначенных для использования:
- Медь. Прочный материал – медные трубы могут прослужить до 50 лет. Он имеет довольно хорошие характеристики, но имеет довольно высокую стоимость.
- Сшитый полиэтилен. Материал, который используется не только для монтажа традиционной системы водяного отопления, но и для устройства теплых полов.
- Полипропилен. Самый популярный и доступный материал с отличными свойствами, используемый в большинстве случаев для обогрева коттеджей и домов.
Другие виды труб применительно к системе отопления на сегодняшний день считаются менее актуальными.
Схема системы отопления
Важными элементами монтажа системы отопления являются также расположение труб отопления (одно- или многоуровневых) и предусмотренное количество радиаторов.
Возможны следующие варианты прокладки труб отопления:
- Однотрубная разводка. Подходит для небольших (до 150 м2) помещений. При таком типе разводки от стояка проходит только одна труба - сначала к первому радиатору, от него к следующему и т.д.В результате температура каждой последующей батареи будет ниже, чем у предыдущей. По этой причине часто возникает необходимость дополнительно увеличить количество секций в радиаторах, чтобы обеспечить достаточный обогрев помещения.
- Тройник проводки. Такой вид разводки позволяет одновременно подключить к одному стояку несколько батарей отопления.
- Электропроводка коллекторная. При этом к стояку отопления подключаются прямая и обратная трубы, устанавливаются коллекторы, к коллекторам подключаются радиаторы – каждый из них представляет собой отдельную трубу.
Старайтесь располагать коллекторы так, чтобы длина труб от них до батарей была одинаковой.
Сварка полипропиленовых труб системы отопления
Наиболее часто для создания систем водяного отопления в жилых домах в последнее время используются стальные трубы из пластика (полипропилена).
Вы можете доверить монтаж отопления пластиковыми трубами специалистам, которые имеют все необходимое оборудование для сварки. А вот процесс сварки полипропиленовых труб не очень сложен, и выполнить его своими руками вполне доступно каждому.Главное, шаг за шагом следовать рекомендациям.
Весь процесс сварки включает нагрев трубы и фитинга, а затем тщательную сборку деталей. В этом случае прочное сцепление происходит в результате смешения нагретого полипропилена двух соединяемых элементов и образующейся в месте стыка монолитной конструкции. При этом свойства шва практически не отличаются от свойств исходных деталей.
Вы можете научиться сваривать пластиковые трубы, посмотрев следующее видео:
Первый шаг
На начальном этапе соединяемые детали подготавливаются к пайке.В этом случае необходимо:
- Нарежьте трубы на отрезки необходимой длины.
- Снимите фаску снаружи трубы.
- Удалить грязь с соединяемых деталей, обезжирить их.
Параметры фаски регламентируются как российскими, так и зарубежными стандартами:
- по немецкому стандарту: уклон - 15 градусов, глубина - 2-3 мм;
- по российскому стандарту: уклон фаски 45 градусов, глубина 1/3 толщины трубы.
Для выполнения фаски можно использовать любые инструменты, которые позволят снять необходимый слой материала достаточно ровно.
Дополнительно потребуется найти (приобрести) и подготовить аппарат для пайки пластиковых труб:
- Установите устройство на устойчивую специальную подставку.
- Установите регулятор температуры на 260°С. Эта температура обеспечит равномерное и безопасное плавление полипропилена и не повредит тефлоновые сопла устройства.
Технология пайки полипропиленовых труб отопления
Инструкция по сварке полипропиленовых труб включает следующую последовательность действий:
- Подождите, пока паяльник прогреется до заданной температуры (обычно 260 градусов).
- Одновременно напрессовать штуцер на оправку (специальное жало на паяльник) и вставить трубку в гильзу.
- Соблюдайте время прогрева, указанное в руководстве по эксплуатации устройства. Это зависит от толщины стенки трубы и ее диаметра.
- Одновременно снимите детали с насадок и соедините их.
- Подождите, пока собранная конструкция сама остынет.
Это фактически завершает процесс. Теперь система готова к функциональному тесту.
Особенности сварки полипропиленовых труб
Однако есть несколько особенностей, которые следует учитывать при выполнении сварочных работ:
- Насадки сварочного аппарата выполнены таким образом, что образуют конус с небольшим наклоном (до 5 градусов) и только в центре имеют диаметр, равный номинальному диаметру трубы.Поэтому труба войдет в гильзу с некоторым усилием. То же самое относится и к запрессовке фитинга на оправку. Вставьте трубу в муфту до упора. Вы не можете толкать дальше!
90 350
- Для обозначения «предела», который не следует превышать, и для контроля правильности процесса можно пометить внешнюю часть детали на расстоянии, равном глубине втулки.
- Крайне важно как можно скорее соединить нагретые детали, чтобы избежать охлаждения расплавленного материала.
- Не смещать (сдвигать, поворачивать) горячие соединяемые части системы относительно друг друга. В противном случае вы можете получить некачественное соединение, которое вскоре выйдет из строя.
В последние несколько лет пластиковые коммуникации прочно вошли в нашу жизнь благодаря своей дешевизне, универсальности и простоте монтажа. Из пластика изготавливают не только газовые, водопроводные и канализационные системы, но и системы отопления. Рассмотрим подробнее, как создать надежную и современную схему отопления из пластиковых элементов и как смонтировать отопление с использованием пластиковых труб.
Пластиковый трубопроводимеет множество неоспоримых преимуществ перед металлическими аналогами. Наиболее выгодным и наиболее важным из них является неподверженность полимеров коррозии, так как они не вступают в электрохимические реакции. Срок их службы достигает 50 лет, а все полимерные материалы, будь то полиэтилен, поливинилхлорид или полипропилен, не выделяют вредных веществ и экологически безопасны. Благодаря гладкой поверхности эти трубы обладают высокой пропускной способностью и не создают шума при протекании по ним воды.
Трубы отопления из полимеров имеют низкий коэффициент теплопроводности, поэтому теплоноситель в них не меняет своей температуры. Из всех видов полимерных труб самыми дорогими при монтаже являются полипропиленовые трубы .
Из-за большей жесткости, чем у других пластиковых труб, для них требуется больше шарнирных соединений и системные изгибы с большим радиусом. В целом полимеры являются наиболее экономичным типом материала для различных устройств связи.
Установка отопления ППР выполняется по одной из двух схем. Наиболее распространенной является схема верхней течи охлаждающей жидкости. Этот метод может работать без использования дополнительных насосов. Вода движется из-за разницы температур и гравитации. Такая система очень проста и удобна, так как не требует дополнительных вмешательств и затрат, но при этом очень надежна. Как правило, эта схема используется в частных и малоэтажных домах.
Второй вариант разбрасывания — нижний.Здесь уже движется теплоноситель с помощью специального насоса, подающего его в контур отопления. Эта система отличается тем, что подходит для многоэтажных домов, а также работает даже с самой сложной прокладкой и любыми трубопроводами.
 Система отопления
Система отопления
Монтаж отопления с пластиковыми трубами очень простой процесс по сравнению с металлическими из-за их легкости и гибкости. Производится в зависимости от материала, из которого изготовлены элементы трубопровода, но есть и универсальные способы для всех видов пластика.
Процесс сварки в данном случае называется соединением элементов, которые нагреваются в специальном аппарате. Пайка пластиковых труб отопления может происходить в раструб или встык, особенно полиэтиленовых труб... Их сборка в сочетании с компрессорным фитингом наиболее удобна из всех, т.к. сборку можно производить в любую погоду.
Также их сборка не требует профессиональных навыков, сложного оборудования и специальных приспособлений.Для той же сварки используется компактный аппарат. С его помощью трубопровод нагревается и оплавляется. Когда концы кусочков плавятся, они быстро сплавляются, не успев остыть. А с помощью специальных резиновых колец трубы вставляются друг в друга.
Полипропиленовые трубы также монтирую раструбным методом или раструбной сваркой, когда два конца элемента соединяются муфтой. Но оба эти варианта применимы к узким трубопроводам. Если диаметры пластиковых труб для отопления больше 63 миллиметров, применяется пайка встык.

Обязательно соблюдение всех правил сварки и правильный выбор для каждого типа трубопровода, чтобы обеспечить его надежность. При правильном монтаже трубы выдержат как перепады температуры, так и высокое давление. В этом случае на отопление уйдет 50 и более лет.
Для крепления труб меньшего диаметра около 40 миллиметров необходим ручной сварочный аппарат, а для крупных деталей более сложное приспособление – стационарный аппарат, с помощью которого можно будет выполнять центровку.Сам процесс адгезии основан на диффузии частиц пластика. Внутренняя поверхность розетки нагревается специальной втулкой, как и внешняя поверхность, входящая в нее.

Заменить трубы отопления на пластиковые вполне можно самостоятельно, если есть все необходимые инструменты под рукой... Но гораздо проще и надежнее доверить это специалистам, особенно когда помещение маленькое и нет нет места для сварки. Если монтаж производить ручным устройством, то такой проблемы не возникнет, а вот стационарный сварочный аппарат должен прочно крепиться к поверхности, не выскальзывать и не шататься.
Стационарное устройство требует правильного подбора патрубков необходимого диаметра, которые точно будут соответствовать параметрам нагреваемого элемента трубопровода и будут иметь необходимый размер.
.








