|
|
Как научиться сваривать металл7 правил, как научиться варить электросваркой тонкий металлКак научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков. Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле. Что такое электросварка, и зачем она нужна дома?Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов. Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности. Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок. 1) Ручная дуговая сваркаНаиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания. Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке. Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков. 2) Полуавтоматическая в газовой средеОтличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой. Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва. Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами. 3) Автоматическая сварка под флюсомМетод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва. Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз. Как научиться варить электросваркой в домашних условиях?Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок. 1) Технологические особенности электросваркиВ процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва. В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное. Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально. А) Подготовка рабочего местаПроцесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения. Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки. Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды. Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет. В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода. Б) Подключение инвертора + розжиг дугиВ процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки. При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами. Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно. В) Ведение электрода при формировании шваПосле зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака. Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки. Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться. Электрод может располагаться в 3 позициях: - углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны; - углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы; - прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться. В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный. Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше. 2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичкаВ домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей. Правила сваривания тонкого металла: Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью. Пояснение азов сварочного процесса + рекомендации и советы для новичков: 3) Техника безопасности + возможные дефектыПроцесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ. Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы. Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты. Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик. инструкция, подготовка и советы – Всё для сваркиСодержаниеВстречаются такие моменты в быту, когда вам необходимо что-то приварить, подварить или прихватить сваркой, а приглашать ради этой мелкой работы специалиста нецелесообразно. И если вы решили, что пришло время освоить сварочные работы, то оптимальнее всего для этого выбрать сварочный инвертор. Приведем несколько причин, почему лучше учиться именно на этом сварочном аппарате:
Предварительная подготовкаОбзор оборудованияСперва рассмотрим, что представляет из себя сварочный инвертор. На панели управления находятся следующие элементы:
В комплекте имеются кабели:
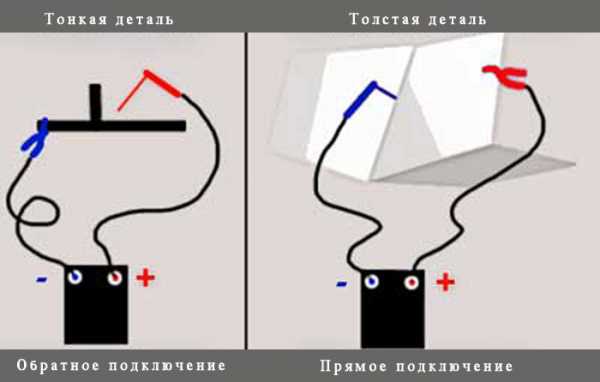
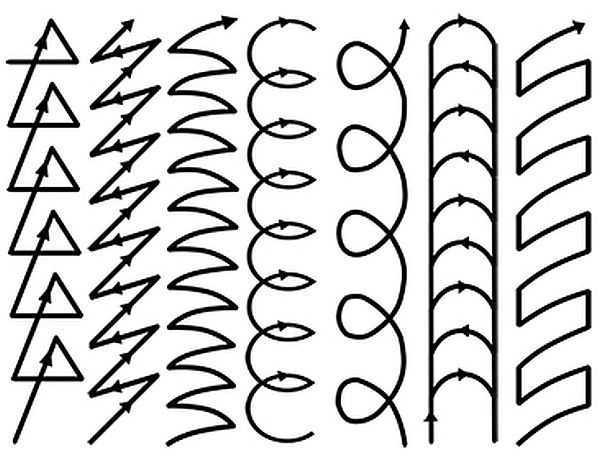
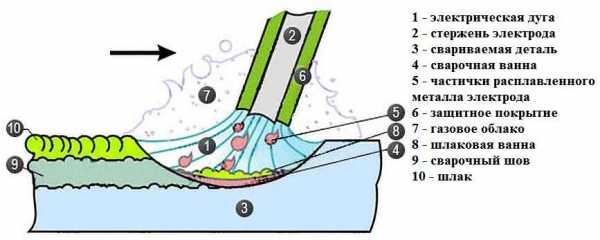
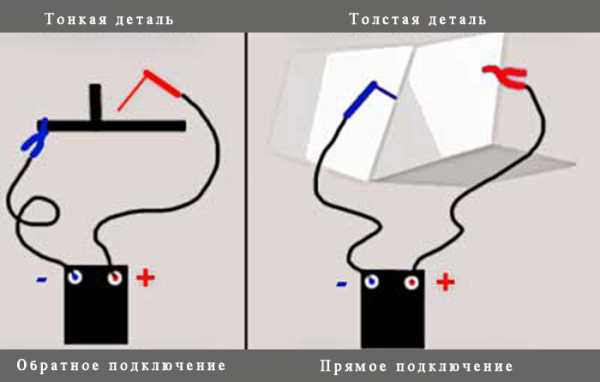
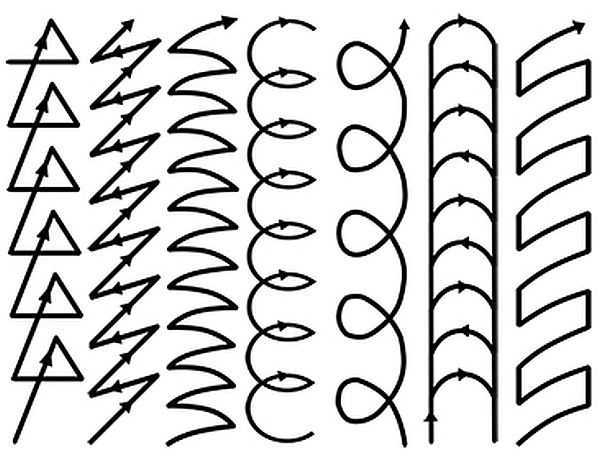
Полярность. Как подключать кабели массы и электродаЭлектрическая дуга образуется за счет разности полюсов на свариваемой детали и сварочном электроде. Для обеспечения этой разности один кабель из комплекта инвертора должен быть подключен к “+”, второй - к “-”. Какой кабель куда подключать? Есть два способа: прямой и обратный, и использование их зависит от толщины металла. Прямое подключение или прямая полярность возникает, если подключить кабель электрода к разъему инвертора с «-», а кабель массы - к «+». Элемент, подключенный к положительному разъему, нагревается сильнее. Подключение по прямой полярности используют при сварке толстых металлов для более сильного нагрева, чтобы обеспечить хороший провар. Во время обратного подключения (обратной полярности) кабель электрода подключается на “+”, а кабель массы - на “-”, что позволяет сильнее нагреть электрод, а не металл. Этот способ используется при сварке тонколистового металла, чтобы не допустить прожига во время сварки. Процесс образования шваЭлектрическая дуга образуется при соприкосновении электрода со свариваемой деталью. От тепла дуги начинает расплавляться обмазка электрода. Одна часть ее переходит в газ и окутывает зону сварки-сварочную ванну- не давая проникнуть туда кислороду. Другая часть расплавленной обмазки покрывает сверху расплавленный металл, так же предотвращая попадание кислорода к металлу как во время сварки, так и после во время охлаждения. Когда металл остынет, часть обмазки, оставшаяся сверху на металле, превращается в шлак. Его можно обнаружить на внешней стороне шва и легко удалить. Чтобы не гасла дуга и прогрев металла был равномерным, нужно поддерживать все время одинаковую длину дуги. Обеспечить это расстояние нелегко из-за плавления стержня электрода. Поэтому во время сварки его нужно приближать к свариваемой детали. Во время сварочных работ электрод передвигают не просто вдоль шва, а выполняют им определенные фигуры. Для начала попробуйте каждую из представленных ниже траекторий, а затем отрабатывайте ту, которая легче идет. Экипировка и рабочее местоСамое основное, о чем нужно позаботиться и что нужно приготовить перед началом уроков по сварке инвертором, это правильно организованное рабочее место и средства индивидуальной защиты, к которым относятся:
Затем оборудуем рабочее место. В начале вашей сварочной деятельности можно использовать любой металлический стол. Главное, чтобы на нем было удобно расположиться и закрепить заготовки для сварки, а также, чтобы рабочее место хорошо освещалось. Вокруг рабочего пространства не должно быть легко воспламеняемых веществ и предметов. Непосредственно сам сварщик должен стоять на не проводящей ток поверхности, которая сможет защитить его в случае необходимости от удара током. Перед началом сварки нужно подобрать электрод. Он выпускается под определенную марку металла. Толщина электрода подбирается в зависимости от толщины свариваемых заготовок.
Помимо всего прочего надо подготовить ещё и свариваемые заготовки. Для этого:
Затем необходимо правильно расположить детали для сварки друг относительно друга. От расположения заготовок зависит тип сварного шва: стыковой, угловой, нахлесточный, тавровый или торцовый. Как работать сварочным инверторомПошагово распишем действия для первой попытки сварки:
Как правильно варить инвертором для получения ровного шва
Советы начинающим
Как правильно варить электросваркой - как самостоятельно научится правильно варить вертикальные швы электросваркой, фото и видео урокиМногие знают, что сварочный шов является наиболее надежным методом крепления деталей. Именно поэтому каждый мастер периодически пользуется сварочным аппаратом. Некоторые сами умеют варить металл, но чаще всего приходится обращаться за помощью к профессионалам. Однако находятся люди, которые хотят научиться этому ремеслу самостоятельно. Тем более что сегодня можно посмотреть видео, где даются уроки сварки и написано, как и что следует делать.
Подготовительный этапПрежде чем приступать к самому процессу, необходимо приготовить оборудование. Потребуется:
Защита — важная составляющая сварочного процесса. Нужно купить в магазине сварочную маску? рукавицы и одежду из плотной ткани. Как проходит сварочный процессВсе знают, что сварка — это процесс высокотемпературный. Под воздействием электрической дуги расплавляется основа и стержень, сделанный из металла. То есть, образуется так называемая сварочная ванна, где металл основы перемешивается с металлом электродным. Что касается величины образуемой ванны, то зависеть она будет от нескольких факторов:
При расплавлении покрытие электрода образует так называемую газовую зону, которая вытесняет весь кислород. Получается, что расплавленный металл не взаимодействует с воздухом, гарантируя более надежное крепление. Когда электрическая дуга удаляется, металл кристаллизуется и образует надежный вертикальный шов, который объединяет свариваемые детали. Шлаковый слой, как уже говорилось, удаляется при помощи молотка. Основы электродуговой сваркиЕсли посмотреть видео, которое обучает основам электродуговой сварки, можно увидеть, что там очень большое внимание акцентируется на начале процесса. Действительно, очень важно научиться начинать сварочную работу, так как первый этап самый сложный. Для начала нужно надежно закрепить деталь и поставить рядом ведро с водой. Очень важно соблюдать технику безопасности и помнить о том, что ни при каких обстоятельствах нельзя сваривать металл на деревянном полу. Итак, сначала кабель изолируется, а затем заправляется в специальный держатель. Очень важно выставить на сварочном аппарате мощность тока, а потом зажечь дугу. Дальше нужно очень плавно провести ею по поверхности. После появления искры необходимо коснуться электродом металлической поверхности и поднять его на пять сантиметров. Дуга зажжется только в том случае, если правильно все сделать. Очень важно следить, чтобы на протяжении всей работы удерживался пятимиллиметровый зазор. Если металл сваривать по всем правилам, электрод начнет выгорать. Именно поэтому его нужно периодически приближать к поверхности металла. Может случиться такое, что электрод залипнет. Ничего страшного — достаточно легонько качнуть им в сторону. Иногда не зажигается дуга. Причин может быть много, в том числе и неисправность аппарата. Можно попробовать увеличить силу тока. Если получается зажигать и удерживать дугу без посторонней помощи, самое время переходить к плавлению. После зажигания дуги нужно методом колебательных движений перемещать электрод по горизонтали. Возникнет ощущение, словно расплавленный металл гнется к центральной части дуги. Если это так, значит, получится крепкий вертикальный шов с едва заметными волнами. После полного выгорания электрода работу необходимо на время прекратить. Следует поставить новый элемент, тщательно удалить шлак и продолжить процесс сваривания. Чтобы увидеть наглядно, как правильно варить электросваркой, лучше посмотреть обучающее видео. Траектория движения дугиВажно обратить внимание на то, как движется дуга во время сваривания деталей. Траекторий всего три:
В первом случае происходит формирование сварочного ролика. Высота его зависит от толщины электрода и скорости его перемещения. Если делать поперечные перемещения, можно получить очень тонкий шов. Сразу сделать это не получится — нужно научиться. Поступательная траектория предполагает перемещение сварочной дуги вдоль всей оси электрода. Это позволяет без особого труда поддерживать постоянную длину дуги. Благодаря поперечному движению можно получить ту ширину шва, которая нужна. Сделать это можно путем медленных колебательных движений. Следует отметить, что на практике сварщики используют все три этих движения. Они накладываются друг на друга и образуют заданную траекторию. Конечно, существуют классические варианты, но каждый мастер обладает своим неповторимым почерком. Самое главное, чтобы во время работы получался шов нужной формы. Научиться сварке не так сложно, как кажется. Но если у кого-то нет желания или возможности самостоятельно осваивать премудрости этого ремесла, можно нанять специалистов. Лучшие сварщики зарегистрированы на сайте Юду. Этот поисковый сервис известен тем, что здесь всегда можно найти профессионалов для выполнения любой работы. С каждым исполнителем можно договориться о стоимости услуг в индивидуальном порядке. Как правильно варить металл электросваркой: делаем самостоятельноМеталлические конструкции соединяют двумя способами: разъемным – с помощью винтового крепежа, и неразъемным – с помощью сварки. Второй способ надежнее и долговечнее, его часто предпочитают первому, когда в необходимости разбирать конструкцию нет нужды. В собственном доме, особенно ещё строящемся или благоустраиваемом, потребность в сварочных работах возникает часто, поэтому многим хотелось бы знать, как правильно варить металл самостоятельно, чтобы не искать специалиста для мелких работ. На сварку двух труб времени уйдет гораздо меньше, чем на поиск сварщикаВыбор аппарата для бытовой сваркиВидов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант. Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами. Электрическая дугаИменно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
Что ещё необходимо иметьСварочный аппарат без электродов – совершенно бесполезный агрегат. Электроды – это расходный материал, они тоже бывают разными: плавящимися и неплавящимися, металлическими (из стали, меди и других металлов) и неметаллическими, в виде проволоки или жесткого стержня, с разным защитным покрытием и т.д. Тем, кто задался вопросом, как правильно варить сваркой электродами, начинать лучше всего со стальных универсальных стержней толщиной 3 мм или 4 мм. Диаметр указан на упаковке, выбрать нужные будет несложно. Освоив работу с ними, можно будет переходить на другие виды, но вряд ли они будут востребованы в быту. Электроды для инвертораПомимо расходных материалов для сварки обязательно потребуется маска сварщика. Работать без неё категорически нельзя, иначе можно быстро получить ожог роговицы глаз и много других проблем со зрением. Лучшими считаются маски со стеклом-хамелеоном. Вернее, с автоматическим светофильтром, реагирующим на изменения освещенности и защищающим глаза от вредного излучения. Также желательно обзавестись подходящей одеждой, обувью и перчатками, которые не прожигаются искрами и в случае чего смогут защитить от удара током. Из инструментов понадобится молоток для сбивания окалины со шва, а также всевозможные тиски, зажимы и магнитные уголки, с помощью которых можно фиксировать свариваемые детали в нужном положении. Минимальный набор для начинающего сварщикаАзы сварочных работЧтобы вызвать образование электрической дуги, нужно, чтобы соприкоснулись два разнозаряженных токопроводящих элемента. Одним из них, отрицательным, выступает электрод, а другим свариваемая поверхность, к которой подсоединяется металлический зажим, кабель от которого подключен положительному выходу инвертора. Сварка электродом обусловлена расплавлением металла теплом, выделяемым дугой. Чтобы шов получился ровным, она не должна прерываться. Итак, для начала работы необходимо установить электрод, настроить инвертор, зажечь дугу и научиться её контролировать. Установка электродаИнверторный аппарат снабжен двумя кабелями. На конце одного из них закреплен зажим-прищепка, которым он цепляется за металлическую деталь. А второй кабель оснащен держателем для электрода, который может быть винтовым или пружинным. Сварочные кабелиУ винтового держателя нужно открутить головку на ручке, а после установки электрода в гнездо снова закрутить её. С пружинным проще: достаточно нажать на клавишу, чтобы открыть гнездо. Подключение сварочного аппаратаСварочные кабели подключаются к инвертору через специальные выходы на корпусе прибора с разной полярностью. К какому из них присоединить зажим, а к какому электрод, зависит прежде всего от свариваемых материалов. С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
Теперь можно включать аппарат в сеть и приступать к работе. Зажигание электрической дугиПеред тем как научиться варить сваркой, нужно вызвать появление дуги, для чего осуществляют кратковременный контакт электрода с металлической деталью. Сделать это можно двумя способами: впритык и чирканьем:
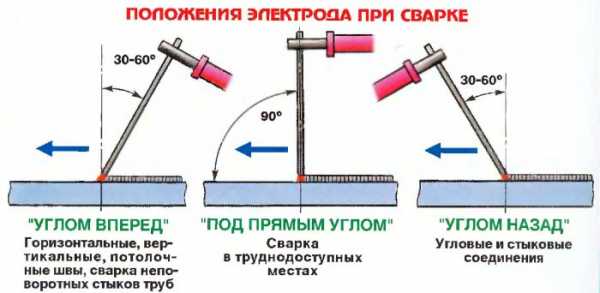
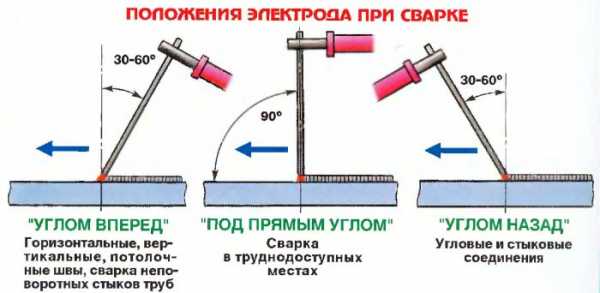
Преимуществ ни у одного из этих способов нет – каждый делает так, как ему больше нравится и удобно. Наглядно способы розжига электродов показаны в видео: Главное, чтобы движения были достаточно быстрыми, а контакт кратковременным, иначе электрод «прилипнет» к металлу. Особенно часто это случается с новыми, ещё не побывавшими в работе электродами. В то же время частично израсходованный электрод может не зажечься сразу из-за образовавшегося на его кончике наплыва от расплавленного защитного покрытия. Его проще отбить методом постукивания. Непосредственно к тому, как правильно варить электросваркой, можно переходить после уверенного овладения навыком возбуждения дуги. Но для начала стоит разобраться, что происходит или должно происходить в процессе. Без этого двигаться дальше не получится. Анализ сварочного процессаВ месте возникновения сварочной дуги температура сильно повышается, в результате чего начинает плавиться металл и свариваемых деталей, и самого стержня электрода. Жидкий расплавленный металл заполняет собой выжженное углубление, которое на профессиональном языке зовется сварной ванной. Схематичное изображение процесса электродуговой сваркиОдновременно разрушается и защитное покрытие электрода, выполняя свою функцию: часть покрытия плавится, превращаясь в шлак, который закрывает собой свежий стык и препятствует контакту металла с кислородом, а также сохраняет под собой высокую температуру. А другая часть переходит в газообразное состояние, создавая вокруг сварной ванны защитную атмосферу, и тоже не пропуская к ней кислород воздуха. Все это хорошо видно на замедленной съемке: Шлаковую корку со сварного шва отбивают постукиванием молотка после того, как он остынет. Важные нюансыОсновной секрет, как правильно сварить две детали и получить ровный шов, заключается в том, чтобы при перемещении электрода шлак успевал покрывать всю поверхность расплавленного металла. А это зависит от скорости перемещения, угла наклона электрода и траектории его движения. Немалое значение имеет и сила тока. Универсальный рабочий угол наклона составляет 30-60 градусов относительно вертикали. При этом:
Скорость сварки определяется экспериментально: нужно следить, чтобы форма и размеры сварной ванны оставались стабильными, не вытягивались и не расплывались. Очень важно при этом удерживать электрод на одинаковом расстоянии от поверхности – в 3-5 мм от неё. Причем по мере выжигания и углубления ванны его необходимо чуть опускать, а при переходе на следующий участок снова приподнимать, стараясь не выходить из указанных пределов. Чтобы соединить кромки двух деталей, нужно добиться проникновения их частиц друг в друга. Для этого электрод должен двигаться не по прямой линии, а по определенной траектории, совершая колебания из стороны в сторону. Эта траектория может напоминать елочку, лесенку, восьмерки, связанные треугольники и т.п. Варианты движений кончика электрода во время сваркиПоказания счетчика за электроэнергию: передаем данные по телефону и онлайн Результатом должен стать ровный валик из наплавленного металла с одинаковой по всей длине высотой и шириной. Чтобы добиться этого, нужно немало тренироваться, отрабатывая движения и регулируя силу тока. Потому что есть разница, как варить сваркой тонкие листы, толстостенные трубы или другие изделия. Изначально она подбирается по таблице и зависит от того, какую толщину имеют свариваемые детали.
Это приблизительные значения, и даны они для сварки, когда электрод направлен вниз. При выполнении вертикальных или потолочных швов силу тока уменьшают на 10-20%.
Но при скачках напряжения в сети установленной силы тока может не хватать для нормального течения процесса в отработанном режиме. Тогда приходится снижать скорость перемещения электрода или использовать другую траекторию движения, чтобы проходить по одному месту не один раз. Все это довольно трудно описать словами – нужно пробовать и добиваться удовлетворительных результатов. В этом очень поможет обучающее видео:
Сварка элементовУверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию. И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие. В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают. Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками. Схемы выполнения швов в зависимости от длиныНе слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой. Какой котел лучше для частного дома 150 кв м: существующие разновидности и способы подключения ЗаключениеТеперь вы имеете представление о том, как научиться варить электросваркой самостоятельно. Но в этом деле знать теорию – это практически не знать ничего. Нужна практика, отработка движений до автоматизма, а самое главное – выработка особого чутья, которое подскажет, когда нужно опустить электрод чуть ниже, когда изменить его угол или увеличить силу тока. Все это приходит со временем. Но нужно быть готовым к тому, что как минимум одна пачка электродов уйдёт на тренировки. Как правильно варить инверторной сваркой: как научитьсяСодержание статьи: Рекомендации начинающим + (Видео)Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инверторСварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться. Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в. Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки. Подготовка к работеКакие электроды использоватьЭлектрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления. Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности. Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица. Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм. Полярность и значение сварочного токаТолщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока. В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%. Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность. Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность. К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сваркеОсновы сваркиПрежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться. На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими. Пошаговая инструкция, рассказывающая как правильно варить инвертором.
Розжиг дуги в начале сварки + (Видео)Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор. Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно. Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу. Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
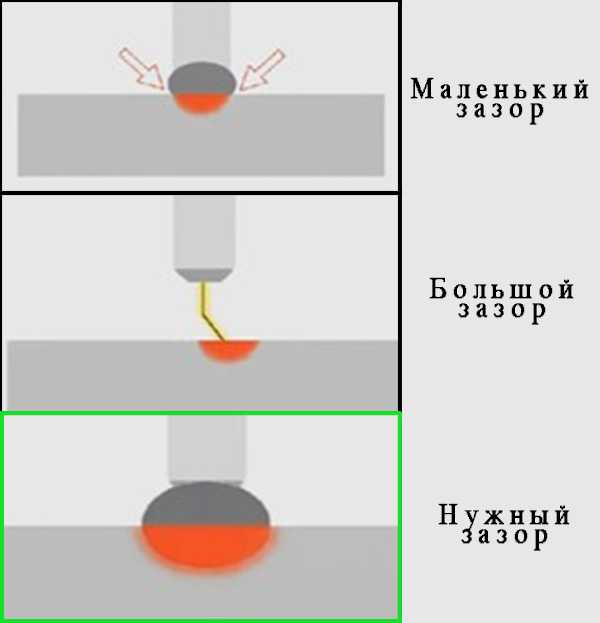
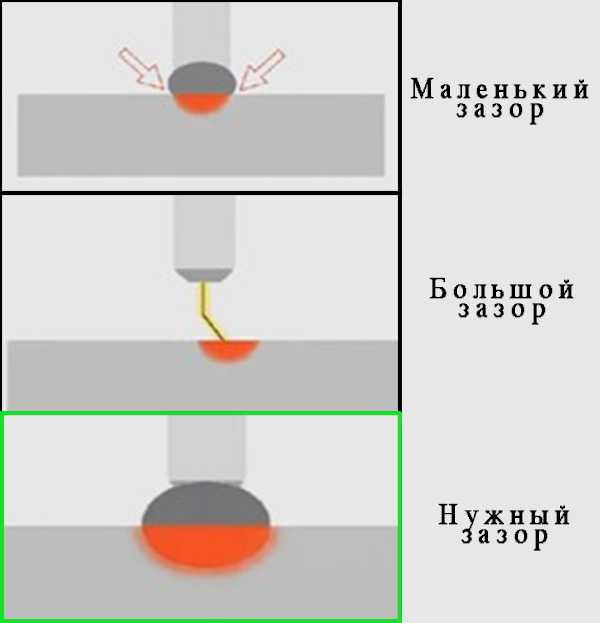
Контроль дугового промежуткаДуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов. Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Техника безопасностиСварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
Как научиться варить и с чем придётся столкнуться в процессе сваркиСодержание статьи: Как научиться варить и с чем придётся столкнутьсяСегодня сварка проста и незамысловата для многих, кто приобрёл сварочный инвертор. Мало кто задумывается о качестве сварочного шва в быту или на стройке. А ведь профессиональные сварщики — это настоящие спецы. Именно их допускают к сварке газопроводов и ответственных конструкций, там, где ошибок быть не должно. Научиться варить профессионально за один день не получится. Здесь важны не только знания, но и опыт. Именно он формирует окончательные навыки и закрепляет информацию, которая была получена ранее. Поэтому лучший способ научиться варить профессионально, это записаться на курсы сварщиков или окончить учебное заведение. Но кроме этого, важно усваивать пройденный материал и на практике, все время, тренируясь в сварочном деле. Что нужно для того, чтобы научиться варитьЕсли вы мечтаете, стать профессиональным сварщиком, то должны понимать, с чем придётся столкнуться. Сварка металлов процесс достаточно грязный, плюс ко всему он опасный и требует наличия определённых знаний. Поэтому в первую очередь, о чем должен позаботиться начинающий сварщик, это о специальной экипировке. Спецодежда сварщика должна быть выполнена из огнестойких материалов. Руки надежно защищены не обычными перчатками, а специальными крагами, именно так называются «рукавицы» сварщиков.
Но самое главное, это защита зрения. Очень часто можно слышать, что я варил весь день и нахватался «зайчиков». Так вот, чтобы такого не случилось, маска для сварки должна быть качественной и надежной. Наилучшим вариантом для обучения сварочному делу, являются маски Хамелеон. С автоматической маской начинающий сварщик не будет отвлекаться на ненужные ему процессы, только на сварку металлов. Сварочный аппаратМало кто сегодня пользуется старыми сварочными аппаратами переменного тока. Зачем, если есть инверторы? Поэтому большинство сварщиков уже обзавелись инверторной сваркой, ну а для новичков, это лучший инструмент на первых порах. Кроме инвертора, понадобятся электроды. Сегодня их список настолько обширен, что даже опытные сварщики теряются, какими электродами варить лучше всего. Среди наиболее популярных марок для инверторной сварки, лучше отдать предпочтение таким электродам, как ОЗС, МР и АНО.
Что касается диаметра, то начинать учиться варить лучше всего электродами 2 или 3 миллиметра. При этом важно понимать, что диаметр электрода подбирается исходя из того, какой по толщине металл придётся сваривать. Чем тоньше металл, тем меньше диаметр электрода следует выбирать. Подготовка деталейНовичкам стоит знать, что ржавый и неочищенный от краски металл плохо поддается свариванию. Если варить неподготовленный должным образом металл, то электрод не будет зажигаться, он начнёт прилипать, а качество сварочного шва будет плохим.
Поэтому перед подготовкой с металла нужно убрать ржавчину, старую краску и следы битума. При сварке деталей, толщина которых превышает 3 мм, также рекомендуется снимать фаску на кромках, что позволит максимально хорошо проварить металл. Сварочный ток и полярностьНачинающие сварщики допускают ряд ошибок именно при настройке инверторов, они неправильно подбирают сварочный ток. Вследствие этого, электрод либо прилипает к металлу, либо он прожигает его, таким образом, не получается нормально варить. Как было сказано выше, толщина металла определяет диаметр электрода, а тот, в свою очередь, параметры сварочного тока. Чтобы нормально варить электродами 2 мм, сила тока должна быть в районе 80 ампер. Если используется электрод 3 мм, то сила тока должна быть выставлена на инверторе больше, но не менее чем 100 ампер. Особенность сварки инверторами постоянным током в том, что на них можно менять полярность. То есть, подключать электрододержатель к плюсу или минусу сварочного аппарата. Таким образом, можно лучше проварить металл или наоборот, не допустить его прожога при небольшой толщине.
Принцип полярности инверторной сварки в следующем:
Ну и последнее что может пригодиться начинающим сварщикам, а именно, как нужно варить. Зажечь электрод проще всего легким ведением его кончика вдоль металла. Так электрод быстрее прогреется и начнёт лучше гореть. После того, как сварочная дуга появилась, электрод нужно отклонить на 45 градусов вдоль линии стыка, и начать совершать им круговые движения вдоль кромок металла с небольшим сдвигом в стороны. Смещения должны быть небольшими, в районе двух диаметров электрода, которым осуществляется сварка. Поделиться в соцсетях Сварка для начинающих: как научиться варить самостоятельноСварку применяют во многих отраслях экономики РФ. Сварщики работают на строительных площадках, при этом занимаясь созданием подземных и наземных конструкций. Они работают на автомобильных заводах, энергетических комплексах, сельском хозяйстве и на нефтеперерабатывающих предприятиях. Многие мужчины время от времени используют сварку при решении ремонтных работ в своих жилищах, сварочный шов считается одним из надежнейших способов для соединения деталей Прежде чем начинать сварку металлов, сварщик должен подробно ознакомиться с инструкцией работы сварочного аппарата и с техникой безопасности при проведении сварных работ. Начинающий сварщик обязан знать все о сварке: базовые основы сварки (технология сварочных работ), как правильно сваривать электросваркой предметы, определять подходящий сварочный режим и др. Сложность такой работы состоит в том, что когда делается газовая сварка, то изменяется режим сварки, что ухудшает её качество. В этой статье подробно говорится о том, как проходят сварные работы, а именно: как научиться варить электросваркой — как правильно варить инвенторной сваркой, каким образом надо использовать ручную дуговую сварку и как следует варить полуавтоматом. С чего начать — подготовительный этапДо начала сварки надо подготовить следующие инструменты:
Диаметр электродного элемента определяют в соответствии с толщиной металлического листа. В этом деле следует знать правила безопасности при проведении сварных работ. Специалист по сварным работам должен иметь в наличии маску, на которой установлен световой фильтр, а также спецодежду с длинными рукавами и перчатки из замши. Для работы потребуется защитная экипировка: маска со светофильтром, одежда с длинными рукавами, перчатки из замша, нужные инструменты При проведении сварочных работ используют выпрямитель электрического тока и инвертор – техустройства, которые меняют ток с переменного на постоянный. Технология сварочного процессаСварка металлов является высокотемпературным процессом. При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой. Под воздействием дуги происходит расплавление изделия и стержня электродного элемента. Затем, появляется сварная ванна, в которой смешаны металл и электродные элементы. Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм. При расплавлении электродного покрытия около дуги и над сварной ванной возникает газовая зона. Она выталкивает воздух из сварной зоны и предотвращает попадание кислорода на металлы, которые уже расплавились. Также в этой зоне появляются пары, которые вырабатывают металл и электродные элементы. Сверху швов появляется шлак, который предотвращает соприкосновение расплавленной детали с кислородом, что ухудшает качество сварных работ. После удаления электродуги металл кристаллизуется и появляется шов, который объединяет сварные детали. Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей. Технология ручной дуговой сваркиСварка труб ручной дуговой сваркой — не самая лёгкая сварка для начинающих специалистов в этом деле. Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков. Во время сварочных работ электрод совершает определенные действия: поступательные, продольные, поперечные. Из данных комбинаций получаются разные виды швов. Самые применяемые представлены на рисунке Чтобы сварка была качественной, надо следить за перемещением электродуги. Если образовалась слишком длинная дуга, то расплавленный металл окисляется, его капли разбрызгиваются по всему изделию, в результате чего шов становится пористым. Ручная дуговая сварка имеет такие преимущества:
В то же время дуговая сварка металлов имеет несколько недостатков:
Выполнение сварки полуавтоматомСварка полуавтоматом — не самое лёгкое сварочное дело. До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату. Настройку полуавтомата можно сделать таким образом:
Сварка полуавтоматом считается некачественной при низком токе сварки;
Полуавтомат для сварки произведет высококачественные работы с различными марками стали Азы электродуговой сваркиВ различных инструкциях о том, как правильно варить электросваркой, делают акцент на начале сварочного процесса. Первая электросварка для начинающих специалистов в этом деле должна проходить под контролем опытного сварщика, который исправляет недочёты и даёт рекомендации новичку. Сварка электродом начинается с надёжного закрепления детали. Для того чтобы не возникло пожароопасной ситуации, следует налить в ведро холодную воду и поставить его около сварочного места. Нельзя заниматься сварочной работой на верстаках из дерева и поверхностно относиться к любым обрезкам применяемых электродных элементов. Для того чтобы электрическая дуга загорелась, нужно выполнить следующие действия:
Если вышеперечисленные действия были проведены в правильном порядке, то дуга загорится. Зазор, равный 5 мм, надо соблюдать во время проведения сварочный работы — от начала до конца. При правильной сварке металла электросваркой электрод медленно выгорает, в связи с чем его аккуратно приближают к металлу. Нельзя быстро перемещать электродный элемент, потому что он может залипнуть. При возникновении такой ситуации придётся немного отодвинуть его в сторону. Если сама дуга не зажглась, следует увеличить силу тока. После того как дуга зажглась, надо медленно передвинуть электродный элемент по горизонтали, делая им небольшие колебания. Металл, который уже расплавился, в такой ситуации будет приближаться к центру дуги. В итоге образуется шов с маленькими волнами.
В такой ситуации надо поменять старый электродный элемент на новый, убрать шлак и возобновить сварочный процесс. Далее, на расстоянии 12 мм от шва углубления — кратера, следует зажечь дугу. При этом надо подвести электрод к кратеру таким образом, чтобы появился сплав прежнего и нового электродных элементов, после чего нужно возобновить сварку шва. ПОСМОТРЕТЬ ВИДЕО Траектория движения дуги при сварке деталей имеет 3 направления:
В итоге образуется тонкий шов. Чтобы он не исчез, при перемещении электродного элемента вдоль шва надо делать поперечные движения;
Опытные сварщики применяют все 3 направления движения дуги. Особенности сваривания трубопроводаДуговым электросварочным аппаратом делается сварка вертикальных швов, которые расположены сбоку трубки. В такой ситуации делают горизонтальные сварочные швы – по дуговой окружности. Трубки из стали соединяют встык. В такой ситуации делают сварку всех кромок — на уровне высоты трубных стенок. Чтобы снизить объем наплывов внутри трубки, необходимо установить угол наклона электродного элемента по горизонтали, равный 45 градусам. При сварочных работах внахлёст высота швов составляет 3 мм, а ширина – 8 мм. Прежде чем варить трубы электросваркой, необходимо провести следующие действия:
После выполнения подобных действий можно начать сварку. Все стыки нужно постоянно очищать от шлака — вплоть до окончания сварочного процесса. Все участки соединения трубок, ширина стенки которых доходит до 6 мм, делают минимум в 2 слоя. Если ширина трубной стенки равна 6–12 мм – делают 3 слоя, 19 мм и более – 4. Особенность сварки трубок заключается в том, что с каждого шва, накладываемого на стык труб, удаляют шлаки, после чего делается следующий шов. 1-й шов расплавляет все кромки. Если на первом шве видны трещины, их надо выплавить и снова заварить элемент изделия. 2-й и последующие слои делают при вращении трубки. Начало и конец каждого слоя следует совмещать с предыдущим на 15–30 мм. Последний слой делают на гладкой поверхности, при этом плавно переходя на основной металл. На данный момент сварка оцинкованных труб считается самым дешевым способом возведения подземных и надземных конструкций. Завершающий слой в процессе сварки должен быть макисмально ровным с плавными переходами на основной металл Цинк хорошо защищает трубки от коррозии и возникновения ржавчины, потому оцинкованные трубы по качеству не уступают нержавейкам. Кроме того, оцинкованные трубы имеют приятный внешний вид, поэтому их часто используют при создании оригинального дизайна того или иного здания или сооружения. Таким же образом делается сварка оцинкованного металла, который применяют в строительстве. Самостоятельная сварка считается сложным занятием. Прежде чем приступить к такой работе, надо изучить правила сварочного процесса и научиться выполнять лёгкие сварочные работы для начинающих специалистов в этом деле. Научитесь сваривать шаг за шагомСварка – это способ соединения металлов. Чаще всего его выполняют специалисты, но нам этот навык понадобится и в собственном доме. В магазинах представлены различные модели сварочных аппаратов, предназначенных для домашнего использования. Обладая базовыми знаниями в области металлообработки и охраны труда, каждый может научиться сварке самостоятельно. Безопасность — ключ к сварке.Полная негорючая одежда и обувь необходимы для предотвращения ожогов от брызг раскаленного металла. Не менее важно иметь специальную сварочную маску или щиток, а также толстые, замшевые или кожаные перчатки. Как только мы подготовимся и правильно оденемся, мы можем начать сварку. Убедитесь, что ваше оборудование имеет то же напряжение, что и наши розетки. Сварщик потребляет значительное количество электроэнергии, поэтому невыполнение регулировки параметров может привести к повреждению сети в нашем доме или районе.Мы должны убедиться, что в нашем окружении нет легковоспламеняющихся предметов и людей, которые могут обжечься осколками. Затем подготавливаем элементы к сварке. Если они покрыты ржавчиной или краской, мы должны тщательно очистить их, высушить и удалить частицы. В зависимости от элементов, которые мы хотим сварить, следует выбрать соответствующий вариант подключения сварочного аппарата. Если вы хотите сваривать толстый металл, подключите плюс к земле, а минус к электроду, что приведет к прямой поляризации. В результате сварной шов будет глубоким и узким.Если предстоит сварка тонких элементов, следует выполнить обратную полярность, благодаря чему мы получим неглубокое и широкое соединение металла. Начинающему сварщику рекомендуется сваривать тонкие элементы, толщиной до 3мм, электродом 3мм. Первым шагом будет крепление электрода к рукоятке и провода заземления к заготовке. После включения сварочного аппарата мы должны установить его соответствующие параметры в соответствии с инструкциями производителя. Затем прикладываем электрод к выбранной точке подключения под углом 30 градусов, и ждем появления красного пятна, так называемого флюса.Удерживая электрод непосредственно над поверхностью металла, отводим его на несколько миллиметров в сторону, дожидаясь повторного образования флюса, отвечающего за формирование сварочного шва, соединяющего свариваемые элементы. После завершения всего сварного шва выключите устройство. Сварка несложное занятие и часто пригодится в жизни. Применяя соответствующие правила техники безопасности и следуя рекомендациям производителя, мы легко можем выполнить сварочные работы своими силами. .Как сваривать Мигоматом? Как правильно настроить мигомат?MIG/MAG — наиболее часто используемый на сегодняшний день метод сварки. Подсчитано, что он составляет около 65% всех методов дуговой сварки, классифицируемых как промышленные. Он очень популярен не только среди профессионалов, но и среди любителей рукоделия. Вы знаете, как настроить мигомат и как с ним сварить? Вы узнаете все из записи ниже. Метод MIG/MAG – приложениеСтоит напомнить, что MIG (Metal Inert Gas) — это процесс сварки, при котором используемый защитный газ химически инертен.гелий или аргон. MAG расшифровывается как Metal Active Gas, что означает, что сварка происходит в активной газовой среде, например, в углекислом газе. Метод MIG/MAG используется во многих ситуациях, считается универсальным. Фактически сварка мигоматом применяется практически во всех отраслях сварочного производства (включая машиностроение и тяжелую промышленность). MIG/MAG – это метод, используемый во время работ по техническому обслуживанию и ремонту или при производстве трубопроводов, стальных конструкций и сосудов под давлением.Кроме того, мигоматы очень хорошо подходят для сварки: алюминия, меди, магния, а также других цветных металлов и их сплавов. Также следует упомянуть, что сварочный полуавтомат является незаменимым оборудованием в мелкой промышленности и автомобилестроении. Он также хорошо подходит для хобби и мелкого ремонта дома. Из этого следует, что сварочный аппарат MIG/MAG является очень практичным устройством. Однако нужно знать, как подготовить мигомат к работе, чтобы процесс сварки был правильным и можно было получить качественный сварной шов. Что такое процесс сварки MIG/MAG?Напоминаем: при сварке MIG/MAG сварочная проволока плавно выходит из горелки. Он постепенно плавится в электрической дуге и, таким образом, смешивается с заготовкой, образуя сварочную ванну. По мере удаления дуги ванна начинает затвердевать, образуя сварной шов. Сварка MIG/MAG происходит в газовой защите. Его основные задачи — охлаждение ручки и защита расплавленного металла от атмосферы. Что нужно сделать перед началом сварки? Сварщик Mig Mag в цехе сварки сплошных сварных швов.номер Установка основных параметровПравильный выбор основных параметров имеет решающее значение для всего процесса сварки. Ниже подсказка, на какие из них нужно обратить особое внимание:
Сварка MIG/MAG - какой тип и диаметр электродной проволоки?В методе MIG/MAG электродная проволока также является связующим, поэтому подбирается с учетом химического состава свариваемого материала.Его диаметр чаще всего составляет: 0,6, 0,8, 1, 1,2 или 1,6 мм. Выбор зависит от толщины основного материала, а также от установленной силы тока и положения сварки. Обычно применяются следующие правила:
При этом стоит помнить, что рекомендуется использовать провода меньшего диаметра. Это связано с тем, что тогда можно получить более высокую плотность тока (что улучшает стабильность дуги) и более узкий шов. Однако использование слишком тонкой электродной проволоки затрудняет сварку и увеличивает долю меди в шве, что ограничивает его пластические свойства. Как правило, проволоку диаметром 1,2 мм используют для сварки тонких листов и при работе в вынужденных положениях. Те же, что и большего диаметра, 1,2-4 мм, применяют при полуавтоматической и автоматической сварке в положении под уклон. Тип и интенсивность защитного газа в методе MIG/MAGТип защитного газа оказывает большое влияние на ход всего процесса сварки MIG/MAG. Более тяжелые газы, такие как аргон и двуокись углерода, обеспечивают более эффективную защиту от газа. По этой причине в качестве инертного газа аргон используется чаще, чем гелий. Однако очень важно, какой материал мы будем сваривать:
Скорость газового потока следует выбирать таким образом, чтобы эффективно защищать сварочную ванну, то же самое относится и к самой дуге. Предполагается, что на каждый миллиметр диаметра газа приходится 1 л/мин. Часто сварщики учитывают и зависимость расхода газа от диаметра электродной проволоки:
Почему необходимо правильно выбирать тип и интенсивность защитного газа? Недостаточная газовая защита вызывает химическую реакцию жидкого металла с атмосферным воздухом.Это вызывает нестабильность сварочной дуги и пористость сварного шва. Метод MIG/MAG – длина свободного выхода и наклон сварочной горелкиДругими факторами, которые следует учитывать при сварке MIG/MAG, являются длина свободного выходного отверстия и угол наклона сварочной горелки. Первый – это расстояние, измеряемое от конца плавильной проволоки до начала контактного наконечника. Сварщик может регулировать его по высоте, на которой он держит ручку над свариваемым материалом.Увеличение длины свободного выхода увеличивает эффективность плавления проволоки (что напрямую влияет на увеличение скорости сварки). Слишком короткий медленный выход приводит к застреванию провода и разрушению контактного наконечника, а слишком длинный — к нестабильности дуги и разбрызгиванию. Длина свободного выхода зависит от нескольких факторов:
Наклон сварочной горелки оказывает большое влияние на форму сварного шва и процесс сварки. Он не должен отклоняться от вертикали более чем на 15 градусов. Соблюдение этого принципа позволяет добиться хорошего вплавления в материал, а также получить соответствующую форму сварного шва.
Migomat - Сварочный аппарат Magnum 208 Alu Synergia Способы переноса жидкого металла в методе MIG/MAGВ методе MIG/MAG расплавленный металл электрода может поступать в сварочную ванну тремя различными способами:
Способ течения жидкого металла влияет на стабильность и эффективность процесса сварки, а также на форму сварного шва, размер брызг и глубину проплавления. Как перенести сварку?После того, как мы правильно выбрали все параметры и позаботились об основных правилах охраны здоровья и безопасности (например, о защите глаз и соответствующей рабочей одежде), можно приступать к сварке. Как это должно выглядеть в мигомате? Дуга зажигается нажатием кнопки на сварочном держателе, она носит контактный характер. Проволока вытягивается с заданной нами скоростью и плавится, а длина дуги постоянна благодаря явлению саморегулирования. Сварочная горелка должна равномерно перемещаться вдоль сварного шва.Вы должны следить за ее формой, а также держать постоянное расстояние ручки от свариваемого материала и следить за ее положением. В методе MIG/MAG достаточно момента невнимательности, чтобы совершить ошибку. Так что вы должны быть сконцентрированы, когда вы работаете. Чтобы сварка мигоматом прошла гладко, стоит выбрать качественное оборудование. В магазине Allweld представлены сварочные полуавтоматы таких известных брендов, как Magnum, Paton, Ideal, Sherman и Spartus. У вас есть проблема с выбором сварочного аппарата MIG/MAG? Мы рады проконсультировать вас. Смотрите другие интересные статьи из нашего блога: - Сварка цинка - вся самая важная информация о сварке цинком - Сварка латуни - вся самая важная информация о сварке этого металла - Сварка алюминия - вся важная информация о сварке этого металла - Сварка чугуна - вся самая важная информация о сварке этого металла - Сварка электродом - вся самая важная информация о сварке электродом ММА - Инверторные сварочные аппараты - Все об инверторных сварочных аппаратах — зарядное устройство — см. рекомендуемые зарядные устройства .- Обозначение сварных швов - Посмотрите, какие виды сварных швов бывают Руководство по закупкам: - Сварочный аппарат для любителей и начинающих любителей рукоделия - Инверторный сварочный аппарат до 500 злотых - Инверторный сварочный аппарат до 1000 злотых - Инверторный сварочный аппарат от 1000 до 2000 злотых - Как правильно выбрать сварочный аппарат для ваших нужд . Как сварить нержавеющую сталь? - ВдохновенияНержавеющая сталь является одним из наиболее часто используемых металлов в мире гастрономии. Этот высококачественный металл также часто используется во многих других отраслях промышленности. В дополнение к чрезвычайно элегантному внешнему виду, обусловленному гладкой поверхностью, он обладает другими полезными свойствами, которые делают его особенно ценным металлом во многих отраслях промышленности. В первую очередь важно помнить о коррозионной стойкости нержавеющей стали. Это имеет особое значение в пищевой промышленности.Это свойство также имеет решающее значение для таких предметов, как перила и почтовые ящики, поскольку оно помогает защитить предметы на открытом воздухе от неблагоприятных погодных условий. Как же тогда избежать ухудшения свойств нержавеющей стали при механической обработке, и особенно при использовании для ее обработки сварочного аппарата? Какие способы сварки можно использовать и как они влияют на качество металла? В дополнение к промышленным методам сварки нержавеющей стали так называемая нержавеющая сталь также может быть сварена электродами и сваркой TIG или MIG.При сварке инертным газом используйте элементы таблицы Менделеева, такие как аргон или гелий. Эти газы наименее химически реагируют с нержавеющей сталью. При сварке электродами убедитесь, что они не плавятся при той же или близкой температуре, что и свариваемая нержавеющая сталь. Только электроды из нержавеющей стали обладают такими свойствами, как коррозионная стойкость. Поэтому использование других электродов может привести к потере благоприятных сварочных свойств и даже к повреждению поверхностей вокруг сварных швов. Сварка нержавеющей стали электродным сварочным аппаратомСварка электродом — один из самых популярных и дешевых методов, которому может относительно быстро научиться каждый. В сварке ММА используются электроды, которые медленно плавятся после зажигания дуги, создавая сварочную ванну. По сути, озеро придает форму суставу. Сварочный электрод из нержавеющей стали содержит газ для защиты сварного шва от окисления.При сварке электродным способом одновременно образуется защитный слой шлака. Этот слой следует удалить после завершения сварки. Это означает гораздо больше переделок, чем при других методах сварки. Сварной шов можно оценить только после удаления шлака, поэтому проверка качества сварного шва имеет много ограничений по времени. Если вы хотите сваривать на открытом воздухе, сварка электродами из нержавеющей стали имеет свои преимущества. Метод устойчив к ветру, который в противном случае мог бы рассеять защитный газ.Этот вид сварки лучше всего способствует высокому качеству сварного шва. — ЛУЧШИЙ МОМЕНТ ПРОВЕРЬТЕ ТОВАРЫ СКИДКИ Сварка нержавеющей стали в среде защитного газаДля сохранения сварочных свойств нержавеющей стали следует использовать методы с использованием инертного газа. Защитный газ может быть инертным или активным газом. Преимущество инертных газов в том, что они слабо реагируют на окружающий воздух и таким образом оптимально защищают металл от коррозии.Нержавеющая сталь может потерять свои свойства, если она не защищена от коррозии в процессе обработки. Использование активных газов, как и при сварке MAG, может привести к такому же эффекту. Несоблюдение приведенных выше советов приведет к тому, что нержавейка потеряет свое самое ценное свойство и, как следствие, начнет ржаветь. Поэтому вам определенно следует придерживаться сварки в инертных газах, что также относится к сварке MIG и TIG.В результате сварные швы получаются более качественными, а самому металлу обеспечивается более эффективная защита при обработке.  Сварка MIG из нержавеющей сталиАргон является основным защитным газом, используемым при сварке нержавеющих сталей мигоматом. Смесь с низким содержанием углекислого газа также может быть использована для увеличения тепловложения. Однако не рекомендуется при сварке нержавеющей стали. Чтобы сварной шов был выполнен качественно, следует использовать сварочную проволоку из качественной нержавеющей стали.Качество стали проволоки должно быть максимально приближено к свариваемой стали. Сварка MIG намного быстрее и относительно проще, чем сварка TIG. Сварочная проволока, отвечающая за создание швов, встроена непосредственно в горелку. Это позволяет производить сварку одной рукой, что значительно облегчает эксплуатацию сварочного приспособления. С помощью сварочного аппарата MIG можно соединять гораздо более длинные куски металла, чем при работе с другими методами.Следует помнить, что сварка мигоматом означает повышенный темп работы, чего невозможно достичь при сварке TIG. Так обстоит дело, например, при сварке таких конструкций, как поручни. Сварка MIG хорошо видна на металле. Из-за этого шов плохо смотрится на блестящей поверхности из нержавеющей стали. Еще одним недостатком является относительно большой источник тепла, который значительно облегчает повреждение нержавеющей стали.Как правило, метод MIG также предполагает большое количество сварочных брызг, которые повреждают стальную поверхность и часто требуют доработки. Сварочные аппараты MIG теперь доступны с функцией пульсации, чтобы предотвратить любые недостатки. Эта функция значительно снижает образование брызг, благодаря чему сварка нержавеющей стали осуществляется на гораздо более высоком уровне. Сварка ВИГ нержавеющей сталиПри сварке TIG инертный газ является основой оптимальной сварки нержавеющей стали.Сварочная дуга создается высокочастотной сваркой плавким вольфрамовым электродом. Это создает неглубокую сварочную ванну, которую можно преобразовать в более прочный шов, вставив дополнительный электрод снаружи. При сварке нержавеющей стали электрод также должен быть изготовлен из того же материала. При этом создается меньшая сварочная ванна, чем при сварке MIG. Это создает гораздо более мелкие сварные швы, которые редко требуют дополнительной обработки.
Еще одним преимуществом сварки TIG является малое количество сварочных брызг и деформации, что приводит к значительно меньшему браку нержавеющей стали. Хотя эффекты будут видны на первый взгляд, следует отметить, что сварка TIG очень медленная. Таким образом, вы сэкономите много времени, сделав меньше исправлений, но потеряете гораздо больше ценных часов только на сами сварочные работы. Вывод электрода снаружи даст вам максимальный контроль во время сварки, но этот метод потребует большой практики.Это может оказаться своего рода вызовом. Каждый метод сварки имеет свои преимуществаНержавеющую сталь можно сваривать разными способами, но сварка в среде инертного газа обеспечивает лучшее качество. Для защиты шва и металла шва от коррозии следует использовать метод инертного газа, например, аргона или гелия. Сваривать электродом или порошковой проволокой только тогда, когда дуговая сварка невозможна, например, при работе на открытом воздухе.Недостатком всегда будет гораздо большее усилие, необходимое для обработки, и гораздо более низкое качество сварных швов. Сварка МИГ— это простой и эффективный метод дуговой сварки. Плавящимся электродом в данном случае является проволока, которую можно прикрепить к свариваемой нержавеющей стали. Устройство подачи проволоки встроено в горелку, поэтому вы можете выполнять сварку одной рукой и наслаждаться полной свободой работы. При небольшой практике сварка этим методом выполняется относительно быстро и позволяет работать с заготовками из нержавеющей стали гораздо большего размера.Наиболее очевидным недостатком являются относительно большие сварные швы и повышенное тепловложение, которое имеет тенденцию прожигать благородные металлы. Это снижает качество конечного результата и вызывает большую потребность в последующей доработке. При сварке TIG нержавеющей стали сварные швы обычно очень высокого качества. При сварке в среде инертного газа образуются небольшие сварочные ванны, а сам сварной шов при необходимости можно легко увеличить с помощью внешнего электрода.Такие параметры, как сварочный ток, время продувки газа и частота ударов TIG, также могут быть адаптированы к отдельным металлам, включая нержавеющие стали. Этот метод подходит даже для тонких листов нержавеющей стали, но все действия требуют большой практики и большого опыта в профессии. Если вам понравилась статья, рекомендуем вам также прочитать статью о том, какую сварочную маску купить. . Советы начинающему инверторному сварщику. Как научиться варить электросваркойСовременные сварочные аппараты, инверторы, представляют собой небольшие устройства, которые легко носить с собой и которые облегчают сварку (по сравнению с предыдущими трансформаторами). Научиться готовить с инвертором намного проще, чем с трансформаторным устройством. Таким образом, сварка перестала быть привилегией профессионалов, она стала популярным занятием, которое можно освоить и использовать на собственном участке.Рассмотрим, как научиться сваривать металл инвертором. Устройство и принцип работы инверторного сварочного аппарата. Инверторный сварочный аппарат: как формируется дуга?Инвертор представляет собой небольшой металлический ящик (до 0,5 метра) весом до 10 кг. Основная задача сварщика – выработка электроэнергии с заданными параметрами. Для этого инвертор преобразует ток из сети (переменный 220 В) в сварочный. Сварочный ток большинства бытовых приборов постоянен.
Прямое и обратное подключение питания. Каждый инвертор имеет две клеммы: катод (обозначен «-») и анод (обозначен «+»). Электрод вставляется в один зажим, а другой соединяется со свариваемым металлом. При подаче электрического тока создается общая электрическая цепь. При небольшом разрыве цепи (на расстоянии нескольких миллиметров) воздух ионизируется сразу в месте разрыва и образуется сварочная дуга. Основное тепловыделение происходит в дуге.Температура его горения 5000-7000 ºC. Это выше температуры плавления всех используемых металлов. Когда дуга горит, металлические кромки и электроды плавятся и смешиваются. Шлак — более легкий материал, он всплывает и защищает основной металл от окисления и насыщения азотом. После затвердевания образуется шов. Полярность тока и параметры сварки - что это такое?
Сварочный ток может протекать от катода к аноду и наоборот, от анода к катоду.Это создает другую полярность тока. Когда ток течет от катода - прямая полярность. С реверсом (от анода) - реверс. Что такое прямая и обратная полярность? Использование другой полярности связано с тем, что более высокая температура будет на клемме, на которую подается электрический ток. Если ток имеет прямую полярность, на аноде (то есть на свариваемой поверхности) создается более высокая температура. Это самый популярный вид сварки, с ним работает большинство начинающих сварщиков.Если ток обратной полярности, то на катоде (к нему подключен электрод) создается более высокая температура. Это требуется при работе с тонколистовым металлом и теми марками стали, которые нельзя перегревать (например, высоколегированные). Диаметр электрода подбирается в зависимости от толщины свариваемых деталей. Размер электрода и электрический ток пропорциональны друг другу: чем толще электрод, тем сильнее ток. Для грубых расчетов силу тока принимают равной диаметру, умноженному на 3,5.То есть для электрода 3 мм сила тока будет: 3*3,5=105 А. Поскольку на силу тока также влияет положение шва (горизонтальное, вертикальное или потолочное), материал электрода, то начинающему сварщику проще пользоваться таблицей соответствия силы тока диаметру электрода и выбора диаметра в зависимости от толщины свариваемых элементов (рис. 1 и 2 соответственно) . Тогда можно варить металл с помощью инвертора. Преимущества инвертора перед трансформатором
Рисунок 1.Таблица соотношения толщины металла и диаметра электрода. При обучении проще освоить искусство сварки инвертором. Сваривать металл инвертором проще, так как аппарат обеспечивает постоянный сварочный ток (независимо от колебаний напряжения в сети). В результате дуга горит равномерно, металл слегка брызгает. Сварочный ток постоянно регулируется. Готовка сварочным инвертором удобна для новичков благодаря наличию дополнительных функций.Например, инвертор можно настроить с функцией «Горячий старт», она увеличивает сварочный ток в начале работы (что облегчает зажигание дуги). Другая функция, Arc-Force, возникает, когда сварщик подносит электрод слишком близко к металлу. В этом случае инвертор автоматически увеличивает ток, ускоряет плавление и предотвращает прилипание. При залипании активируется функция антиприлипания. Это снижает силу тока и позволяет отделить электрод от металла и продолжить сварку. Инвертор потребляет относительно небольшое количество электроэнергии.Например, для сварки электродом диаметром 3 мм требуется сила тока 4 кВт (что соответствует работе двух электрочайников). Экономия электроэнергии компенсирует относительно высокую цену инвертора. Меры предосторожности при сварке
Рис. 2. Диаметр электрода и сила тока. Перед началом работ очистить территорию в радиусе нескольких метров от деревянных и других легковоспламеняющихся предметов. Это важно для начинающего сварщика.Сварочный электрод или его осколок имеют высокую температуру, они способны поджечь находящиеся рядом доски, коробки и бумажный мусор. Не забудьте надеть одежду, закрывающую все тело (длинные брюки, куртка с длинными рукавами). Это также важно для новичка, так как в процессе распыления капли металла могут попасть на открытые участки кожи рук или ног. Обязательно наденьте защитную маску из темного стекла (светофильтр). Это стекло непроницаемо для солнечного света.Вы увидите, как дуга горит через светофильтр. Смотреть на дугу без защитного стекла опасно, можно обжечь глаза. Плохая степень ожога (взгляд на дугу один-два раза) приводит к появлению перед глазами светлых пятен («приподнятых зайчиков»). При ожогах средней степени болят и чешутся глаза (возникает ощущение песка в глазах). Тяжелая степень ожогов приводит к частичной или полной слепоте. Как зажечь дугу?
Правила техники безопасности при сварке. Чтобы сваривать металлические поверхности, вы должны научиться зажигать дугу и поддерживать ее. Сначала необходимо подключить клеммы инвертора. Мы будем работать с прямой поляризацией, поэтому электрод вставляем в катодный вывод ("-"). Для удобства работы берем электрод диаметром 3 мм. Сварка более толстым электродом сложнее, приводит к колебаниям длины дуги и нестабильному горению, требует большего профессионализма. Устанавливаем силу тока 100 А (для электрода 3 мм и горизонтального расположения свариваемых поверхностей).Поднимите ручку терминала с электродом, включите инвертор (добавьте электричество) и наденьте защитный экран.
Чувство дискомфорта не стоит здоровья глазного аппарата. Перед зажиганием дуги кончик электрода ударяют по металлу, чтобы удалить покрытие с края. Это облегчает зажигание. Есть два типа зажигания:
Процесс сварки: как сохранить дугу?
Важно соблюдать небольшое (3-5 мм) расстояние между металлом и электродом.Это расстояние называется длиной дуги. При ее увеличении дуга перестает гореть. Длина дуги примерно равна диаметру электрода. Это значит, что для стабильного горения и ровного шва электродом 3 мм необходимо выдерживать расстояние 3-5 мм от свариваемых поверхностей. Если электрод находится слишком близко к металлической поверхности, происходит короткое замыкание: электрод прилипает к металлу. Для отделения электрода от свариваемой поверхности наклоните его в другую сторону или выключите инвертор.Когда питание прерывается, электрод отрывается. Угол наклона электрода может варьироваться. Начинающему сварщику лучше всего держаться примерно под 70º от поверхности металла (т.е. с небольшим отклонением от вертикального положения).
Рис. 3. Траектория движения электрода при дуговой сварке. Для эффективной варки необходимо научиться визуально оценивать (через крышку светофильтра) размер сварочной ванны. Ширина красноватого пятна в светофильтре должна быть в два раза больше толщины (диаметра) электрода. На размер бассейна влияет скорость электрода. Если она движется слишком медленно, то имеется слишком много расплавленного металла и широкая сварочная ванна, которая препятствует взаимодействию дуги со свариваемым основанием, не вызывая плавления. Если дугу перемещать слишком быстро, будет недостаточное слияние кромок и, как следствие, не слияние. Первые шаги в сваркеПервые сварочные операции должны быть опробованы на любых ненужных металлических поверхностях.После зажигания дуги необходимо вести электрод по металлу, стараясь добиться ровной отметки сварного шва. Как только дуга станет устойчивой, можно приступать к сварке поверхностей. Их располагают рядом, образуется дуга и электрод протягивается по линии соединения. При этом движения должны быть не прямолинейными (по шву), а колебательными (то вправо, то влево). Типичная схема движения электрода во время сварки показана на рис. 3. После охлаждения внешний слой шлака выбивается молотком и визуально оценивается качество сцепления.Хороший шов должен быть одинаковой толщины, без видимых пустот или зазоров. Большинство начинающих сварщиков после тренировки продолжительностью от одного до двух часов способны стабильно зажигать дугу и поддерживать ее пламя. Вы можете выполнять простые соединения с металлическими поверхностями. Когда вы научитесь работать со сварочным инвертором, вы сможете выполнять самые разные работы на собственном участке. В частном доме, на даче, в гараже и даже в квартире - везде много работы, требующей сварки металла.Эта потребность особенно остро ощущается в процессе строительства. Здесь особенно часто приходится что-то приваривать или отрезать. И если болгаркой еще можно отрезать, то надежно соединить металлические детали кроме сварки нечем. И если конструкция выполняется своими руками, то сварочные работы можно выполнить самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как варить сваркой, мы расскажем в этой статье. Основы электросваркиСварные металлические соединения на сегодняшний день являются самыми надежными: элементы или детали соединяются в единое целое.Происходит это в результате воздействия высоких температур. В большинстве современных сварочных аппаратов для плавления металла используется электрическая дуга. Он нагревает металл в зоне удара до температуры его плавления, причем происходит это на небольшой площади. Поскольку используется электрическая дуга, сварку также называют электродуговой. Это не правильный метод сварки)) Как минимум нужен Виды электросваркиЭлектрическая дуга может создаваться как постоянным, так и переменным током.Сварочные трансформаторы свариваются переменным током, инверторы – постоянным током. Работа с трансформатором сложнее: ток переменный, поэтому сварочная дуга «прыгает», сам аппарат тяжелый и громоздкий. Еще много раздражающих шумов, которые издает при работе и дуга, и сам трансформатор. Есть еще один минус: трансформатор сильно "позиционирует" сеть. Кроме того, наблюдаются значительные скачки напряжения. Соседям это обстоятельство не очень везет, и может пострадать ваша бытовая техника. Инверторы работают в основном от сети 220 В. При этом они имеют небольшие размеры и вес (около 3-8 килограммов), бесшумны и почти не влияют на напряжение. Соседи не узнают, что вы начали пользоваться сварочным аппаратом, пока не увидят вас. Кроме того, поскольку дуга приводится в действие постоянным током, она не отскакивает, и ее легче смешивать и контролировать. Итак, если вы решили научиться сваривать металл, начните со сварочного инвертора. Технология сваркиДля создания электрической дуги необходимы два проводящих элемента с противоположными зарядами.Одна металлическая часть, а другая электрод.
Новичкам следует просмотреть учебные пособия по сварке, чтобы избежать распространенных ошибок и обеспечить качество и безопасность своей работы. Всегда помните, что перед началом работы наденьте комбинезон, а именно: перчатки замшевые и/или льняные; фартук или халат; ; кирзовые туфли. Светофильтр для маски подбирается индивидуально для каждого человека в зависимости от чувствительности глаз к свету, толщины электрода и силы тока. Чем выше значения, тем больший номер фильтра защиты следует использовать. После повторного заполнения маски фильтром проверьте наличие просветов при взгляде на свет. Стекло следует заменять, как только на нем появляются царапины или грязь, из-за которых становится трудно четко увидеть сварочную ванну и шов.
Выбор электродов(видео) начинается с выбора электрода. Как правило, его толщина должна быть равна толщине деталей. Выбор также зависит от используемого материала. Для стали лучше всего подходят форматы АНО и УОНИИ и категории 1, 2 и 3. Для легированных сталейтребуются электроды 1Y, 2Y и 3Y.Цифры в этом случае прямо пропорциональны прочности сварного соединения. Подходящие электроды выбираются для цветных металлов. Но силумин не подходит для обычной сварки. Также новичкам не стоит заниматься чугуном, так как этот процесс требует высокой квалификации и большого опыта. После подключения электрода к инвертору необходимо установить силу тока, которая указана на корпусе прибора для разных видов материалов. Урок сварки для начинающих (видео) показывает, что электрод нельзя слишком быстро подносить к обрабатываемой поверхности, так как это вызывает прилипание. Перед началом сварки подключите к изделию зажим заземления, после чего можно начинать процесс сварки. Зажигание дугиВидеоуроки по сварке учат прикладывать электрод к заготовке под углом к поверхности, т.е. 700. Затем несколько раз слегка постучать по поверхности.Затем отодвиньте электрод от поверхности металла на расстояние, равное диаметру электрода, и создайте лужу. Для нагрева обрабатываемого металла потребуется 2-3 небольших круговых движения электродом по периметру сварочной ванны. Следите за тем, чтобы его диаметр всегда был одинаковым. Дугообразный люкПри просмотре сварочных работ (видеоуроки) обратите особое внимание на то, что дуговой промежуток не должен изменяться. Это самое важное и самое сложное для начинающих сварщиков.Дело в том, что при сварке электрод постепенно уменьшается, и опускать его приходится постоянно.
Формирование шваВидеоуроки по сварке показывают, как правильно совершать круговые или зигзагообразные движения электродом для формирования правильного шва.Если передвигать ванну поперек, то при отсутствии металла могут остаться подрезы, представляющие собой небольшие желобки по краю шва, расположенные ниже уровня поверхности. Уроки инверторной сварки (видео) помогут вам избежать подобных ошибок и научат использовать силу дуги для управления ванной. Основная идея заключается в том, что чем больше наклон электрода, тем более выпуклым будет шов, и наоборот. Обработка швовПосле остывания сварного шва окалина аккуратно удаляется молотком, как показано на видео на нашем сайте. Контроль качества шваПосле окончания сварочных работ качество швов должно быть проверено внешним визуальным осмотром, проверкой герметичности и выявлением скрытых дефектов. К ним относятся пятна, подрезы, трещины, прожоги, непровары, наличие шлаковых включений в швах и другие. Видео уроки сварки помогут разобраться в причинах брака. Это могут быть перенапряжения в сети, неудачно подобранный угол электрода, проскальзывание роликов, подающих свариваемую проволоку, изменение скорости сварки при формировании шва и другие. Подробнее о ней на нашем сайте:
Сварочные инверторы (с их низкой ценой 7-10тыс.) создавать качественные швы, даже если они в руках новичков. Конечно, работа получится удачной, если соблюдать простые правила. Все они описаны в статье. Однако перед началом работы новичкам необходимо ознакомиться с инструкцией к устройству. Обычно есть несколько полезных советов, а также некоторые меры предосторожности. Помните, что научиться сваривать металл может каждый. Как работает сварочный инверторСварочный инвертор - Инструмент для сварки металлов.Своим названием он обязан тому факту, что преобразует переменный ток в постоянный. И хотя КПД инвертора составляет около 90%, его энергопотребление низкое, поэтому вам не придется беспокоиться о высоких счетах за электроэнергию. Чаще всего сварочный инвертор работает от 220 вольт, некоторые виды - от 380. При этом возможна работа на пониженном напряжении: например, электрод 3 мм можно использовать на 170 вольт. Сваривать инвертором гораздо проще, чем трансформатором или выпрямителем.Кроме того, держать лук сможет даже новичок. Именно поэтому большинство людей обучаются искусству сварки именно на нем. Подготовка к работеКакие электроды использоватьЭлектрод представляет собой стержень из металла, на который нанесено специальное покрытие - шлаковая смесь. Иногда к нему добавляют газообразующие вещества. Покрытие защитит расплавленный металл от окисления. Пруток подбирается в зависимости от типа свариваемого металла. Например, для работы с углеродистой или нержавеющей сталью нужен электрод марки УОНИИ.Существуют также универсальные электроды. К ним относится бренд ANO. Они используются для обратного и прямого тока любой полярности. Электроды также классифицируются по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. Стол может пригодиться при работе со сварочным аппаратом. Чем толще прут, тем больше мощности должен иметь инверторный сварочный аппарат. Поэтому для новичков подойдет диаметр не более 4 мм; тонкий металл можно сваривать электродом и 2 мм. Полярность и значение сварочного токаТолщина, до которой можно расплавить металл, напрямую зависит от установленной силы тока. Этот показатель также определяет прочность дуги. Размер электрода определяет необходимую силу тока. Сварочный ток выбирается в зависимости от поверхности. На горизонтальных поверхностях она максимальна, на вертикальных – ниже примерно на 15 %, а на нависающих – на 20 %. Бытовой сварочный аппарат выдает до 200 ампер.На профессиональном приборе значения достигают даже 250 и более. Направление, в котором течет ток, определяет полярность. На инверторе можно поменять полярность. Как известно, ток движется от отрицательного к положительному. Поэтому клемма «+» становится более горячей. Эта особенность позволяет производить качественную сварку металла. В том случае, если свариваемые детали имеют большую толщину, к одной из деталей подключается плюсовая клемма. Этот метод называется прямой поляризацией. К тонким изделиям прилагается отрицательный зажим.Такой способ подключения называется обратной полярностью. Инструкция по сваркеОсновы сваркиПрежде чем приступить непосредственно к сварке металлических изделий, необходимо ознакомиться с основными конструктивными особенностями инверторного сварочного аппарата. Они показаны на схеме. Сам инвертор имеет средний вес: до 7-8 кг. Качественный инструмент имеет вентиляционную решетку сбоку металлического корпуса для предотвращения перегрева трансформатора. На задней панели есть кнопка включения/выключения. На передней панели два разъема: «+» и «-». К ним подсоединяется кабель с электродом на одном конце и зажимом на другом. Сами кабели должны быть достаточно длинными и гибкими. Пошаговая инструкция как готовить с инвертором.
Зажигание дуги в начале сварки + (видео)Удар по дуге — это первый шаг, и у новичков с этим возникают проблемы. Сначала стержнем слегка постукивают по металлу, чтобы удалить с него жир. Затем используется метод, похожий на зажигание спички. Электрод проводят по поверхности изделия и слегка касаются его. Если планка вдруг прилипает к металлу, либо ее резко убирают в сторону, либо инвертор полностью отключается. Вы должны бить, пока не появится яркая дуга. Чтобы дуга не исчезла, держите электрод на расстоянии 4 мм от металла. Как двигать электрод при сварке + (видео)Электрод может двигаться только по определенным траекториям. Их уже показали. Если вы двигаете электрод только прямо, шов будет прерывистым. Скорость его движения влияет на свойства шва. Если двигаться быстро, шов будет узким и не выпуклым, если медленно – широким и выпуклым.В месте окончания шва электрод задерживается на 3-4 секунды. Как сформировать шов и избежать дефектов + (видео)Неровный шов чаще всего получается, когда электрод перемещается слишком быстро. Говоря о создании ровного и качественного шва, следует ввести понятие сварочной ванны. Сварочная ванна – это та часть металла, которая при сварке находится в жидком состоянии. Наполнитель входит в эту часть. Появление лужи — хороший признак того, что сварка идет хорошо. Контур ванны находится под поверхностью металлической части. Ванна создает хороший сварной шов, когда дуга проникает в заготовку равномерно и на большую глубину. Нужно следить, чтобы шов не провисал, а оставался на уровне поверхности. Хорошее соединение легче сформировать, если электрод перемещается круговыми движениями. При этом ванну следует раздавать снова и снова. При сшивании углов помните, что под воздействием тепла бадья смещается.Отрегулируйте силу дуги, чтобы контролировать размеры ванн. Шов не будет слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить планку (например, на 45˚), шов начнет проявляться. А когда электрод находится очень близко к горизонтальному положению, ванна начинает расходиться и шов загибается. Поэтому оптимальные углы наклона составляют от 45˚ до 90˚. Проверка дугового зазораДуговой промежуток — это расстояние между поверхностью металла и электродом.Зазор на каждом этапе должен быть одинаковым, чтобы сварка была качественной и без дефектов. Если зазор маленький, сварной шов будет слишком выпуклым, и материал не будет хорошо плавиться. Это связано с тем, что продукт не может нагреваться. При большом зазоре сварочная дуга будет перемещаться из стороны в сторону и шов выйдет кривым и ломким. Правильный зазор, показанный на рисунке, обеспечит хорошее проваривание и ровный шов. Как сваривать тонкие листы + (видео)Для сварки тонкого металла предпочтительно подключать инвертор вверх ногами, т.е.«-» прилагается к листу. При этом сила тока должна иметь средние значения. Лучше выбрать электрод, который будет иметь длительное время плавления. Модель МТ-2 подходит хорошо. Он давно используется сварщиками, поэтому хорошо себя зарекомендовал. Тонкий металлический стержень можно наклонить приблизительно на 35˚. Сначала вы осторожно подносите его вплотную к металлу, а потом ждете, когда появится красное пятно, переходящее в каплю. Плавно перемещайте электрод, чтобы капля оставалась одинакового размера.Так шов будет ровным. Владение электросваркой – навык, который всегда пригодится в строительстве и в быту. На данный момент другого способа соединения металлических элементов, кроме сварки, не существует. Обучиться этому ремеслу можно самостоятельно, овладев начальными навыками сварщика и выполняя несложные сварочные работы. Рассмотрим, с чего начать обучение электросварке для начинающих и что для этого нужно. Обучение электросварке — это практический процесс, требующий определенной подготовки.Прежде всего, вы должны быть в безопасности. Работа сварщика достаточно опасна:
Правильный подбор оборудования и приспособлений для электросварки – залог безопасного процесса. Для сварочных работ вам понадобится:
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным типам:
Сварка для начинающих: Видеоуроки - Смотри и изучай нюансы. Новичкам рекомендуется выбирать электроды типа цельных стержней, которые покрыты расходуемым составом. С такими электродами начинающему сварщику будет проще сделать ровный шов. Размер брусков для новичка 3 мм. Обучение электросваркеПодсоединение электрода и поджиг дугиПроцесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги.Уроки сварки удобнее начинать на универсальных электродах диаметром 3,2 мм. Такие электроды имеют более высокую цену, но значительно облегчают работу сварщика. Первый этап тренировки: роликиНеобходимо начать обучение основам электросварки роликами - сварке швов на толстых кусках металла, где отрабатывается навык использования электрической дуги и сварки швов. Последовательность создания рулонов следующая:
После остывания металла необходимо отбить молотком шлак с поверхности ванны и провести детальный осмотр выполненных работ. Если есть не свариваемые элементы, необходимо добавить электричество. Если ток слишком большой, это будет видно после сильного прогорания металла. Сварные соединенияЭлектросварка своими руками предполагает создание сварных соединений. Освоив коньки, можно переходить к их занятиям. Это требует практического навыка владения сварочным аппаратом, поэтому так важно перед сваркой отработать движения на заготовках. Сварку металлических деталей рекомендуется начинать с небольших заготовок. Порядок работы следующий:
После охлаждения шов отбивается от шлака и проверяется на качество. Если есть дефекты или недоработанные места, заварите их еще раз. Подведение итоговЭлектросварка – навык, который пригодится в быту и в строительстве. Вы можете освоить его самостоятельно. Такое обучение будет проходить на базе:
Не отчаивайтесь, если первый опыт электросварки не удовлетворил вас красивыми швами. Поверьте, такие сварочные костяки есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частыми сварочными практиками. .6 вещей, которые нужно знать, чтобы начать сварку6 вещей, которые нужно знать, чтобы начать сварку Что может быть более пугающим, чем инструмент, который использует достаточно энергии, чтобы расплавить металл, и при неправильном использовании может причинить боль? Хотя это правда, что сварка может быть пугающей, как и все остальное, с небольшими усилиями, временем и правильными инструментами, вы можете стать достаточно хорошим, чтобы выполнить большую часть любого проекта, и вы станете лучше, чем больше будете практиковаться.Прочитайте статью ниже, чтобы узнать 6 вещей, которые вам нужно знать, чтобы начать сварку. 1. Безопасность: НЕ обязательно. Прежде чем подумать о сварке, убедитесь, что у вас есть необходимое оборудование, включая огнеупорную куртку, защитные очки, сварочные перчатки и сертифицированный сварочный шлем. За последние годы шлемы прошли долгий путь. Чтобы было легче понять, ищите маски с автоматическим затемнением, такие как эти сварочные маски Esab и 3M.Обеспечьте достаточную вентиляцию или используйте систему удаления дыма. Не выполняйте сварочные работы на легковоспламеняющихся материалах или рядом с ними; выберите место, где у вас будет достаточно места для искр. 2. Сварочные процессы: MIG, MIG, MMA и TIG. Не ведитесь на эти условия. Они описаны ниже, от самых простых для начала до тех, для освоения которых требуется больше навыков и опыта. Для сварки проволокой используются катушки с проволокой, которые подаются через горелку, а непрерывная подача проволоки сводит к минимуму количество пусков и остановок, что облегчает относительно неопытным сварщикам создание красивых соединений.Он также быстрее, экономичнее и лучше подходит для сварки тонких листов. Существует два типа сварки проволокой: MIG (металл в инертном газе) и порошковая проволока. Сварка MIG основана на постоянном потоке защитного газа, который защищает сварной шов от загрязнения. Газ к сварочному пистолету подается из газового баллона. Ограничения сварки MIG заключаются в том, что ее трудно использовать на открытом воздухе (ветер может выдуть защитный газ).При порошковой сварке используется проволока, специально предназначенная для использования с защитным газом или без него, в зависимости от используемой проволоки. Те, которые предназначены для использования без газа (самозащитные), часто рекомендуются для наружных работ. Сварка ММА(также называемая SMAW) часто является лучшим выбором для быстрого ремонта и часто является первым процессом, который изучают большинство новичков. Его легко настроить, и, как следует из названия, в нем используется стержневой электрод, поэтому вам не нужен механизм подачи проволоки. Сварка TIG(вольфрам в инертном газе) предпочтительнее для архитектурных или автомобильных работ, где сварной шов должен выглядеть хорошо. Это также хороший способ сварки деталей из тонкого металла и листового металла для создания однородного внешнего вида. По шкале сложности TIG обычно считается самым трудным для изучения, но он не недосягаем, если вы приложите усилия. 3. Входное напряжение: Есть только два варианта — 110 В или 230 В — оба доступны в большинстве домов или гаражей.Как правило, более низкие входные напряжения достаточны для более тонких материалов; более высокое входное напряжение позволит проникать в более толстые материалы. Большинство начинающих сварщиков выиграют от машины, которая предлагает двойное напряжение (как 110 В, так и 230 В), в которое они могут «врасти», чтобы не ограничивать их, когда они обретают уверенность. 4. Пользовательский интерфейс: Найдите интуитивный и простой в использовании. Новичку может быть сложно «выбрать» параметры сварки, поэтому ищите аппарат, который сделает это за вас с логическим прогрессом, позволяющим выбрать процесс, толщину и тип материала, который вы собираетесь сваривать, а также тип сварки. материал (проволока или электрод), с которым вы будете работать.Хорошие машины автоматически узнают, к какому входному напряжению вы подключены, и соответствующим образом отрегулируют настройки (или скажут, что ваш выбор выходит за пределы диапазона). 5. Материал: Некоторые процессы и расходные материалы лучше подходят для сварки определенных материалов и иногда могут потребовать дополнительных инструментов. Например, вы можете сваривать MIG-сварку алюминия, но вы получите лучшие результаты, используя сварочный пистолет для подачи расходных материалов (алюминий плохо проходит через механизм подачи проволоки и длинный кабель).Обратитесь за рекомендациями к производителю сварочного аппарата, который вы планируете купить, и подумайте о конструкции, которую вы имеете в виду. Можете ли вы сваривать различные материалы, такие как алюминий, низкоуглеродистая сталь и нержавеющая сталь разной толщины? Если это так, вы можете быть уверены, что получаете машину, которая будет расти вместе с вами. 6. Расходные материалы: «Расходные материалы» — это отраслевой термин для обозначения проволоки, электрода или присадочного материала, используемых при сварке.Расходные материалы должны соответствовать процессу сварки (см. выше), а также материалу, который вы свариваете. По мере того, как вы станете более опытным, вы начнете распознавать нюансы между расходными материалами и, вероятно, будете двигаться к определенной марке. Esab предлагает расходные материалы практически для любого материала или сплава, так что это всегда отличное начало. После прочтения статьи «6 вещей, которые нужно знать, чтобы начать сварку» она у вас есть; ничто не может остановить вас сейчас.А теперь иди и приступай к сварке! .Как научиться сварке?Если вы научитесь сваривать, приобретенный навык может дать вам очень практичные и полезные навыки, независимо от того, используете ли вы его на работе или просто в качестве хобби. Сварка — это процедура неразъемного соединения двух частей материалов, таких как металл, с использованием мощного источника энергии, такого как газовое пламя. После воздействия высокой температуры на края двух кусков металла, куски соединяются расплавленным наполнителем между ними, который в конечном итоге остывает до конечного продукта. Иногда к двум объектам прикладывают давление и тепло до того, как их расплавленные формы соединятся. После охлаждения образуется прочный своеобразный элемент. Два материала не обязательно должны быть одного состава. Это означает, что пластик и металл также могут быть сварены вместе. Если вы научитесь сваривать, этот процесс очень удобен, когда речь идет о ремонте и строительстве прочных конструкций. Всего около 100 видов сварки. Когда вы научитесь сваривать, вы будете знать разницу между ними.Различия обусловлены молекулярной природой материалов, требуемой точностью и условиями сварки. Например, скульптор может использовать газовое пламя для сварки двух кусков металла на открытом воздухе, а космонавт может использовать электронный луч для сварки термопластов, работая на спутнике в космосе. Когда вы учитесь сваривать и даже больше, безопасность является ключевым моментом в обеспечении того, чтобы и вы, и ваш проект получили хороший результат.Избегайте риска ожогов, надев средства индивидуальной защиты. Носите толстые кожаные перчатки и одежду с длинными рукавами, чтобы снизить риск получения травм от тепла и горячих металлических частиц. Носите очки и специальный головной убор с затемненными передними панелями, чтобы не обжечь сетчатку глаз прямым взглядом на ультрафиолет. Вы можете научиться сварке, прочитав базовую книгу «Сделай сам» на эту тему или приняв участие в семинаре.Частные образовательные программы и курсы в профессионально-технических училищах — еще один способ научиться сварке в разумном темпе. На занятиях вы можете изучить различные торговые инструменты, освоить стандартные техники и посвятить немного времени практике. Несколько недель обучения дают достаточно знаний для выполнения сварочных работ с низкими навыками. Более того, несколько лет опыта могут помочь вам получить высококвалифицированную работу. Обучение сварке может быть очень прибыльным делом.Большая часть основных сварочных работ выполняется в обрабатывающей промышленности. Некоторые из них включают в себя автомобильные, аэрокосмические и судостроительные приложения. Тем не менее, многие из тех, кто учится сварке, также могут посещать занятия, чтобы помочь с личными хобби, такими как ремонт дома и проекты по благоустройству. ДРУГИЕ ЯЗЫКИ.Адаптивное управление роботомЧАСТЬ 2. СВАРКА ЛИСТОВСВАРКА – ОБЗОР ТЕХНИКИПредварительно профилированные листы соединяются вместе, путем сварки их вместе. Он заключается в их локальном плавлении и затвердевании. Шов заполняется связующим, который срастается с нативным материалом. Существует несколько способов сварки , в т.ч. газ и электричество. В газовой сварке источником тепла является пламя горелки, возникающее в результате сжигания газа, как правило, ацетилена, реже водорода или пропана.К преимуществам этого метода относятся: скорость, оперативность, возможность соединения как тонких , так и толстых листов , а также более низкая цена устройств по сравнению с другими методами. К сожалению, некоторые материалы нельзя сваривать таким способом или это затруднительно. Эта проблема касается сталей с более высоким содержанием углерода, устойчивых к коррозии и алюминия. Кроме того, швы менее эстетичны, чем при использовании других методов. В другом методе источником тепла является электрическая дуга.Разновидностью этой техники является сварка в газовой защите . Они могут быть реализованы несколькими способами.
СВАРКА TIG И MIG/MAGОдним из них является сварка TIG (вольфрамовый инертный газ).Электрическая дуга в этом случае создается неплавящимся вольфрамовым электродом в среде инертного газа. Последний обычно представляет собой аргон или гелий. Его задача – защитить расплавленный металл от окисления. Метод TIG имеет много преимуществ, в т.ч. позволяет соединять различные металлы практически без ограничений, а также позволяет соединять тонкие листы . Кроме того, сварной шов отличается высоким качеством и практически не требует зачистки. Недостатком этого метода является низкая скорость сварки. В методах MIG/MAG электрическая дуга создается плавящимся электродом. При сварке MIG (металлический инертный газ) в качестве защитного газа используется химически инертный газ, такой как аргон или гелий. При сварке MAG (Metal Active Gas) эту функцию выполняет химически активный газ, например CO 2 . К преимуществам методик MIG/MAG относятся: возможность соединения различных металлов, оперативность и хорошее качество сварных швов. Источниками тепла в сварочных аппаратах также являются: плазменные, лазерные и электронно-лучевые. КАК ИЗБЕЖАТЬ ПРЕДУПРЕЖДЕНИЯ О ТОНКИХ ЛИСТАХ?Рис. 6. Сварка в обратном направлении предотвращает коробление пластин По мере того, как горячий сварной шов остывает, он сжимается по мере затвердевания. Это приводит к тому, что соединенные края листа стягиваются, что приводит к его деформации. Тонкие листы более подвержены этому, как и нержавеющая сталь, которая по сравнению с углеродистыми сталями имеет больший коэффициент теплового расширения и меньшую теплопроводность. Хотя перекоса пластин нельзя полностью избежать, его можно свести к минимуму. Для этой цели, например, следует избегать чрезмерного размера сварных швов - чем больше сварной шов , тем больше будет его усадка. Кроме того, вместо непрерывных швов должны выполняться прерывистые швы. Сваривать листы также стоит с двух сторон, потому что тогда силы, деформирующие лист, нивелируют друг друга. Стык должен быть выполнен в виде меньшего количества крупных швов, а не большего количества мелких, так как усадочный эффект каждого шва суммируется. Также возможно, особенно при неавтоматизированной сварке , , , валиковом шве выполнять специальную технику (бэкстеп) (рис.6). Кроме того, стоит планировать последовательность выполнения последовательных сварных швов таким образом, чтобы утяжка сварного шва в одном месте противодействовала ему в другом. Однако наиболее распространенным решением является фиксация листов во время сварки с помощью зажимов или других приспособлений. СВАРОЧНЫЕ РОБОТОТЕХНИКИРучная сварка по-прежнему популярна по нескольким причинам. Во-первых, оператор адаптируется к изменяющимся условиям быстрее, чем автоматизированная система.Например, после предварительной оценки качества соединяемых кромок он способен плавно корректировать настройки сварочного аппарата , выполняя последовательные фрагменты шва. Если он видит зазор в кромке, где листы разделены большим зазором, он делает более толстый шов. Если, с другой стороны, края расположены слишком близко друг к другу из-за неровностей, это сделает сварной шов соответственно тоньше. С другой стороны, автоматизация этого процесса дает множество преимуществ. Это включает большая эффективность и повторяемость, которые имеют особое значение в массовом производстве.При этом непрерывность и качество производства не зависят от наличия и квалификации операторов. Замена последних роботами также повышает их безопасность. Однако заменить мужчину непросто. Как и оператор, робот также должен быть "обучен" сварке , чтобы выполнять эту задачу повторяемым образом. С этими машинами эта цель достигается путем их программирования. Существует два метода программирования этих устройств: онлайн и офлайн. КАК МОГУ ОБУЧИТЬ СВАРОЧНОГО РОБОТА?Рис. 7. Пример траектории движения сварочного робота Первый — запрограммировать робота на его рабочем месте, «обучив» его правильной последовательности движений. Эта задача принадлежит оператору. Используя панель управления или джойстик, он перемещает руку робота. Система управления фиксирует координаты последовательных точек, определяющих пути отдельных перемещений, или координаты целевого положения, если способ его достижения не важен.К недостаткам этого метода можно отнести: длительный процесс программирования, доступность робота и тем самым его исключение из других производственных задач, необходимость привлечения опытного оператора. На рис. 7 показан пример траектории движения. Первая его точка является исходной позицией. В этом положении манипулятор робота находится на безопасном расстоянии от стола. В положении номер два он перемещается немного ближе к листам, которые будут соединены вместе, но все же достаточно далеко, чтобы не задеть их.Позиция номер три является первой точкой правильного пути сварки . На шаге 4 включается сварочный аппарат.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ АВТОНОМНОГО ПРОГРАММИРОВАНИЯОба сегмента пути являются прямыми линиями.На шаге 8 сварочный аппарат выключается. Переход из положения 8 в положение 9 позволяет отвести манипулятор робота на безопасное расстояние от соединенных листов. Затем он возвращается в исходное положение. Программирование в автономном режиме происходит вне рабочего места робота, в специальной программе моделирования, в которой траектории определяются на основе цифровых моделей окрашивания объектов и кинематических моделей роботов. Преимущество этого метода в том, что вы можете протестировать программу, визуализируя процесс на компьютере.Кроме того, более ранние программы можно многократно модифицировать. В компьютере также легче представить более сложные движения, используя различные функции рассматриваемого программного обеспечения. Это правда, что стоимость покупки такого приложения высока, но это разовые расходы. Обычно это окупается довольно быстро, потому что робота не приходится отключать от текущих задач во время работы над программой.
АДАПТИВНОЕ УПРАВЛЕНИЕ РОБОТОМДля того, чтобы робот, как и человек, также адаптировался к изменяющимся условиям, контроллер этой машины должен соответствующим образом изменить параметры движения сварочной руки .Это осуществляется за счет адаптивного управления на основе информации от датчиков, которыми оснащен робот. Их задачей является, среди прочего: обнаружение кромки стыка, отслеживание ее хода для соответствующего изменения положения пламени горелки и измерение ширины стыка для обнаружения любых неровностей и разрывов кромки. В первую очередь тактильные и бесконтактные датчики используются для обнаружения начала стыка или края листа. Сенсорный датчик реализуется подачей напряжения, например, на сопло, на которое подается защитный газ, сварочная проволока или или дополнительный щуп.Когда острие этого элемента касается пластины , контроллер робота обнаруживает короткое замыкание. Датчики приближения обычно являются индуктивными датчиками. В основном для отслеживания хода и определения размеров сустава используются системы технического зрения и лазерные сканеры. Моника Яворовска . |