|
|
Из какой стали изготавливают напильникиИзготовление напильников: сталь и твердость напильникаОдними из самых популярных слесарных предметов при ручной обработке различных материалов являются напильники. Они могут обеспечить довольно высокую чистоту и точную обработку материала при довольно не высоких физических затратах. Напильником называется многолезвийный металлорежущий инструмент для специфической обработки резанием плоских и криволинейных поверхностей. В общем случае он похож на металлическую полоску, на которой имеются острые зубцы (насечка). Обычно напильник по металлу или другая модель имеет конусообразный хвостовик, предназначенный для крепления ручки. Некоторые типы данного инструмента хвостовиков не имеют. Встречаются также напильники, в которых плоская металлическая ручка является продолжением полотна.
По назначению можно выделить несколько разновидностей напильников. Это слесарные и заточные напильники (у них настолько много общего, что далее они рассматриваются вместе), рихтовочные полотна, рашпили и надфили. Отдельно необходимо рассматривать "бытовые" (или "любительские") напильники. Они совмещают разные типы насечки на одном полотне (например, насечки, характерные и для слесарного напильника, и для рашпиля). Также отдельно рассматриваются алмазные надфили, отличающиеся по технологии производства, но имеющие туже форму, что и стальные надфили. Ниже рассмотрим технологии производства, практически одинаковой для большинства напильников. А в следующей статье будут рассмотрены виды насечек. Технология изготовления напильникаВ России для производства напильников применяют две группы инструментальных сталей: нелегированные улучшенные стали с содержанием углерода от 1 до 1,3% (УЮА - У13А) или легированные хромистые стали ШХ15 или 13Х. Аналогичные стали используют и производители напильников за рубежом. Содержание углерода от одного процента и выше позволяет закаливать насечку до высокой твердости. Технология производства напильников может существенно отличаться в деталях от одного производства к другому, но в ней всегда присутствуют следующие этапы:
Последние две операции особенно важны. От того, насколько качественно выполнена насечка, зависит эффективность напильника. При использовании изношенного оборудования и инструмента можно получить напильник, внешне "совсем как настоящий", но в котором работают, скажем, не более 30% насечки. От качественно проведенной термической обработки зависит срок службы напильника. Здесь очень важно распределение твердости и вязкости по глубине тела напильника. Твердость должна быть максимальной на поверхности и плавно снижаться в глубину, вязкость - наоборот. Малая твердость приводит к быстрому затуплению зубьев насечки, а малая вязкость (т.е. высокая хрупкость) - к быстрому их разрушению в процессе эксплуатации. Большинство производителей регламентирует номинальную поверхностную твердость напильников в зависимости от их назначения следующим образом:
Полноценно проверить качество напильника можно только в процессе его эксплуатации. Качество напильников (как эффективность, так и срок службы) особенно важны для производств, в которых ручное опиливание является частью технологического процесса. Таких много и до сих пор. Это производство некоторых разновидностей ручного инструмента, лесоразработки, где применяются цепные пилы, требующие периодической заточки режущих цепей, и много других. При использовании напильников в производстве необходимо постоянно контролировать их эффективность и срок службы, так как опыт показывает, что бракованные напильники могут быть почти у любого производителя напильников. Под длиной напильника всегда понимается длина его рабочей части (всей, а не только насеченной), без хвостовика. Исключение составляют надфили. Для них всегда указывается общая длина, включая и хвостовик (если он есть). В странах с метрической системой измерений используется следующий ряд размеров (в мм): 100, 125,150, 200, 250, 300, 350 и 400. Большинство производителей используют только часть номиналов из этого ряда. что это такое? Виды и нюансы ГОСТ, рихтовочные варианты с двойной насечкой, бархатные и полукруглые модели для заточки. Из какой стали делают? Несмотря на появление большого количества электрических инструментов, некоторые из ручных заменить нельзя. Напильник – одно из подобных приспособлений, которое может использоваться для проведения самых различных работ. Много трудностей возникает с выбором подходящего варианта, так как классификация ведется по самым разным признакам. Что это такое?Напильник – ручной инструмент, основное предназначение которого заключается в постепенном снятии материала. С каждым годом появляется все больше вариантов исполнения, некоторые подходят для работы с металлом, другие – с более мягкими материалами. Расположение большого количества режущих кромок позволяет проводить шлифовку. Подобным образом можно выполнить следующие действия.
Рассматриваемый инструмент выпускается в соответствии с ГОСТ. Если он не отвечает установленным требованиям, срок службы сокращается в несколько раз. Современные напильники – сложный инструмент, который должен соответствовать всем требованиям. Они следующие:
МатериалыВсе виды напильников можно отнести к режущим инструментам, которым свойственно наличие рукоятки и рабочей части. Контактирующая часть на момент работы, как правило, изготавливается из стали. Наибольшее распространение получила инструментальная сталь.
Поверхность обрабатывается путем закаливания. Это делают для повышения твердости до 58 HRC. При изготовлении инструментов для обработки дерева или пластика используют менее твердые сплавы. Отдельное внимание стоит уделить рукоятке. Она также может изготавливаться из различных материалов.
ВидыКлассификация напильников может проводиться по большому количеству признаков. Наиболее важный признак – вид насечек. Этот момент определяет, какой вид работы может осуществляться, как будет сниматься слой с поверхности. При изготовлении инструмента напильников ориентируются на ГОСТ 1465-59. Вид насечки позволяет решить определенный спектр задач, выделяют несколько вариантов:
Визуально отличить вид насечек сложно, однако точно определить тип можно по описанию производителя или нанесенной маркировке. Некоторые разновидности предназначены для специфических задач. Дополнительная классификация касается размеров. Согласно ГОСТ 1465-59, выделяют 6 номеров.
Приведенная выше информация указывает на то, что напильником можно проводить самые различные работы. Инструмент неприхотливый, но его нужно правильно выбирать в зависимости от поставленной задачи. С одинарной насечкойСамый простой вариант с одинарной насечкой. Особенность процедуры обработки мягких металлов и пластмассы заключается в быстром заполнении пространства между режущими элементами. Очистить бороздки очень сложно. Именно одинарная насечка позволяет работать на протяжении долгого периода. При этом с чисткой поверхности не возникает серьезных трудностей.
С перекрестным сечениемИсполнение с двойной насечкой эффективно в работе с твердыми сплавами, к примеру, чугуном или бронзой. Подобное расположение режущей кромки обеспечивает высокую производительность. Стружка, которая образуется от твердого металла, не забивает борозды. Поэтому спиливание поверхности можно проводить на протяжении долгого периода. Точечная насечкаЭтот вариант всегда большого размера. Крупные насечки позволяют работать с резиной, деревом, кожей и другими подобными материалами. Стоит учитывать, что при увеличении размеров режущей кромки качество обрабатываемой поверхности существенно снижается.
ТипыКлассификация инструмента может проводиться по самым различным признакам. Напильники по металлу подразделяют на несколько типов.
Как правило, обработка поверхности проводится в несколько этапов. Для начала используют варианты с крупными зубьями, после – с мелкими. Марка часто указывает не только на тип используемого материала при изготовлении рабочей части, но и на форму. Набольшее распространение получили рихтовочные варианты. Они обходятся дешевле, подходят для большинства работ.
Классификация может проводиться и по форме рабочей части – к примеру, квадратный и тарированный, ромбический. В отдельную группу отнесем резьбовые, предназначенные для обработки подобной поверхности. Полукруглый выглядит несколько необычно, применяется для снятия металла с внутреннего отверстия. Бывает капский и пневматический вариант, который чаще всего используется на заводах, тонкий подходит для удаления небольшого слоя металла. ОбщиеЭтот тип напильника получил самое широкое распространение. Его длина составляет около 50 см, эффективен в случае, когда нужно снять до 1 мм металла. Форма может существенно отличаться. Плоские варианты подходят для снятия металла с ровных поверхностей, трехгранные используются для работы с внутренними пазами. СпециальныеНекоторые детали имеют сложные углы и наклоны, зубчатую поверхность. Необычная рабочая часть позволяет убирать металл с поверхности канавок и пазов.
НадфилиСамые мелкие напильники называют надфилями. Они маленькие и точные, подходят для изменения размеров или шероховатости поверхности. При изготовлении надфилей применяется сталь марки У12 или У12А. За счет дополнительной термической обработки достигается показатель твердости 60 HRC. Форма рабочей поверхности существенно отличается, подбирается в зависимости от поставленной задачи. РашпилиРашпили получили широкое применение при работе с мягкими металлами, к примеру, алюминием. Рабочий стержень представлен литым изделием из сплава У7А или У10А, твердость поверхности – не более 40 HRC. Стандартная длина – не более 35 см.
ФормыДругая, не менее важная классификация, касается формы рабочей поверхности. Она подбирается в зависимости от особенностей обрабатываемого изделия. Выделяют следующие разновидности.
НазначениеКлассификация инструмента проводится и по его назначению. Выделяют несколько различных модификаций.
Каждый вид целесообразно использовать только по назначению. В противном случае инструмент быстро изнашивается, а поставленную цель будет сложно достигнуть. К примеру, для обработки лопаты не нужно использовать вариант, предназначенный для работы с керамическими изделиями. ТвердостьПоказатель твердости во многом зависит от типа используемого материала. При этом дополнительная термическая обработка позволяет существенно повысить показатель. Указывается твердость по Роквеллу. Напильники нужно правильно подбирать не только по размеру, форме, но и по показателю твердости. Основные рекомендации.
ПроизводителиНемаловажным фактором при выборе становится и то, какая фирма выпускает инструмент. Как правило, большей популярностью пользуются предложения зарубежных компаний. Однако они намного дороже. Инструмент российского происхождения обходится дешевле. Производством занимается компания Santool и «Интек», ПАО «Металлист». В любом случае при выборе напильника нужно уделить внимание тому, чтобы он соответствовал стандартам ГОСТ. Напильник можно считать практически незаменимым инструментом. Однако вышеприведенная информация указывает на то, что нужно покупать целые наборы. Это связано с отсутствием универсального решения. После покупки инструмента следует учитывать и рекомендации по уходу, так как если их не соблюдать, уже через несколько циклов обработки придется покупать новый. напильник | это... Что такое напильник?НАПИЛЬНИК — НАПИЛЬНИК, напильника, муж. (спец.). Инструмент в виде стального бруска с насечкой для опиливания, грубой шлифовки и т.п. Плоский напильник. Трехгранный напильник. Круглый напильник. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова Напильник — с двойной насечкой … Википедия напильник — надфиль, рашпиль, пилка, мусат, терпуг, подпилок, напилок, напильничек Словарь русских синонимов. напильник сущ. • подпилок • напилок Словарь русских синонимов. Контекст 5.0 Информатик. 2012 … Словарь синонимов Напильник — инструмент, предназначенный для снятия небольших слоев металла, дерева, пластмассы и др. В сечении напильники имеют прямоугольную, полукруглую, круглую и треугольную форму. По числу насечек, приходящихся на 1 см длины различают драчовые (4 12),… … Финансовый словарь напильник — НАПИЛЬНИК, разг. подпилок … Словарь-тезаурус синонимов русской речи НАПИЛЬНИК — многолезвийный металлорежущий инструмент для снятия небольших слоёв металла, а также для обработки древесины, кож, резины и др. материалов. Н. бывают различной длины (вместе с ручкой), их рабочие части представляют собой изготовленные из… … Большая политехническая энциклопедия НАПИЛЬНИК — режущий инструмент для опиливания преимущественно металлических поверхностей стальной брусок прямоугольного, треугольного или другого сечения, на поверхности которого имеются насечки, образующие острые зубья. По числу насечек на 1 см различают… … Большой Энциклопедический словарь НАПИЛЬНИК — НАПИЛЬНИК, а, муж. Ручной инструмент в виде стального бруска с насечкой для снятия небольших слоёв металла, грубой шлифовки. Трёхгранный, круглый н. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова НАПИЛЬНИК — (File) многорезцовый режущий инструмент с мелким зубом, обычно прямолинейного движения. Режущие зубья Н. образуются путем насекания их посредством особого зубила. По степени тонкости насечки различают: Н. драчевые (самые грубые), личные (мелкая… … Морской словарь напильник — Многолезвийный инструмент с множеством рядов относительно мелких лезвий, работающих при поступательном или вращательном главном движении резания и движении подачи в любом направлении. [ГОСТ 25751 83 (CT СЭВ 6506 88)] Тематики обработка резанием… … Справочник технического переводчика Какими бывают напильники — виды, назначение, характеристики: tvin270584 — LiveJournal Шлифовка не всегда выполняется с помощью электроинструмента. Иногда для таких работ используют напильники, главное, правильно подобрать их. В статье мастер сантехник расскажет, какими бывают напильники и и как выбрать действительно эффективный вариант для конкретной ситуации. Что такое напильник Это один из самых популярных видов слесарных приспособлений для ручной обработки самых разнообразных материалов: металл, дерево, пластмасса, кости, стекло и прочих. Напильником принято называть изделие, имеющее в составе два элемента:
Напильники могут отличаться друг от друга и своими размерами. Так, в продаже можно найти инструменты, имеющие длину 9, 10, 11, 12, 13 и 14 см. Также они могут отличаться и диаметром, который может составлять 12, 16, 20, 23, 25 и 28 мм. Все напильники относятся к категории режущего инструмента. Основное их назначение — придание обрабатываемым изделиям определенных размеров и форм. В основе работы инструмента лежит принцип послойного стачивания поверхности. В качестве общих функций, он предназначен для выполнения следующих операций:
Рифленая поверхность способна обеспечить высокий уровень точности и чистоты обрабатываемых элементов при небольших физических затратах. 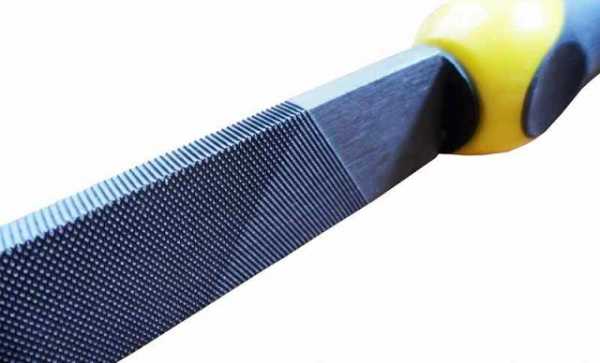 Пилочку для ногтей с полным правом можно отнести к одной из разновидностей этого инструмента. Обзор видов Следует сказать, что классификация напильников предусматривает их распределение на категории по различным признакам. Обычно их классифицируют по следующим критериям:
Попытаемся разобраться в этом вопросе более детально. Материал напильника Согласно стандартам РФ и международным нормам, напильники производятся из инструментальной стали углеродистого типа, наиболее распространенные марки:
Виды насечек 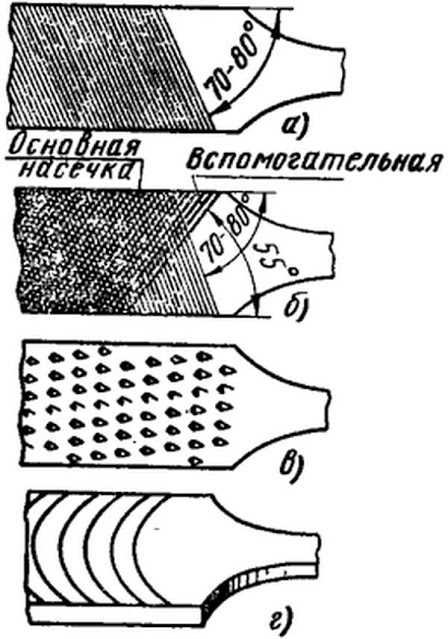 Чтобы правильно подобрать напильник, следует определить вид нанесенной насечки и конфигурацию ее зубьев. Для нанесения зубьев используется метод:
Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки, которые по величине равняются зубьям. Работать таким напильником очень тяжело, поэтому им в основном обрабатывают мягкие металлы, дерево и пластмассу. Двойная насечка образуется в результате комбинации основной и вспомогательной, которая выполняется под углом к основной. Такие насечки перемалывают стружку, которая образуется в процессе работы. Обрабатывают этим напильником сплавы и твердые металлы. Величина зубьев зависит от размера насечек на 1 см длины бруска – чем меньше их, тем крупнее будет зуб. В зависимости от размера зубьев инструмент бывает от 0 до 5 номеров. Самые крупные зубья обозначаются номерами 0 и 1, они позволяют быстро снять довольно большой слой материала (0,05 – 0,10 мм). Главный недостаток инструмента, имеющего такую насечку, — это низкая точность обрабатываемых деталей, составляющая 0,1 – 0,2 мм. Инструмент, имеющего зубья под номерами 2 и 3, используется тогда, когда необходимо снять слой материала в 0,02 – 0,06 мм. Напильник с зубьями насечки, имеющих номера 4 и 5, применяется для чистовой отделки деталей. Точность обработки – 0,01 – 0,005 мм. Такими зубьями снимают слой материала 0,01 – 0,03 мм, не больше. Типы напильников 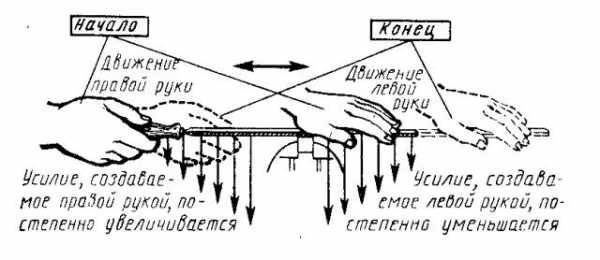 Инструмент по своему предназначению бывает:
Напильники общего назначения в основном применяют для слесарных работ. Имеют двойную насечку с зубьями, нанесенными способом насекания. Насечки имеют разную длину (от 100 до 450 мм), а зубья – практически все номера. Напильник специального назначения применяется чаще всего в промышленных условиях, так как способствует устранению больших припусков при подгонке пазов и разной кривизны поверхностей. В зависимости от того, какие будут осуществляться работы, напильники специального назначения делятся на плоские, пазовые, двухконцевые и другие. Самая многочисленная группа – надфили, бывают 11 типов: круглые, квадратные, овальные, плоские, полукруглые, трехгранные, ножовочные и т. Отличаются они от напильника не только уменьшенными размерами, но еще и отсутствием рукоятки. Ее роль играет продолжение металлического полотна, имеющее круглую форму. На круглую часть может насаживаться съемная пластиковая рукоятка. На рабочей части имеется мелкая насечка, посредством которой осуществляется выполнение точных действий. Количество зубьев на надфиле бывает от 20 до 112 штук, что предусматривается ГОСТом 1513-67. По длине надфили бывают от 80 до 160 мм. По форме рабочей части надфили полностью схожи с напильниками. Ниже представлен снимок, на котором изображены все разновидности форм надфилей. 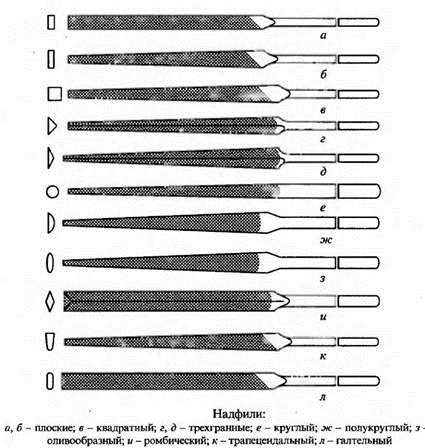 Иметь набор надфилей полезно в тех случаях, когда выполняются высокоточные работы с мелкими заготовками. Насечки на надфилях бывают только двойными и одинарными, а на боковой поверхности наносится исключительно одинарная насечка. Рашпили бывают 3-х видов: общего назначения, копытные и сапожные. Несмотря на свою грубую внешность, рашпиль предназначается исключительно для обработки мягких металлов, а также дерева, пластика, каучука и кожи. Рашпиль отличается от напильника не только большими размерами, но еще и типом насечки — точечная. Именно за счет использования точечной насечки с большой шероховатостью удается достичь высокой эффективности обработки материалов. Эти инструменты бывают разных форм (плоские, круглые и полукруглые) и размеров, и зачастую используются они не для шлифования, а обдирки материалов. Для их изготовления используются стали марки У8, У10 и У7. Несмотря на большое сходство с напильником, рашпиль отличается от него не только внешними признаками, но еще и предназначением. Форма напильников По тому, какую форму имеет инструмент, можно определить сферу его применения:
Чем больше видов напильников имеется в арсенале у мастера, тем шире возможности, а также качество выполнения соответствующих работ. Большое количество работ выполняют всего тремя видами напильников: круглым, треугольным и плоским. Эти виды должны быть трех основных групп: рашпили, надфили и общего назначения. Самые распространенные способы применения напильников в хозяйстве — удаление заусенцев, формирующихся на детали после ее распиливания. Автоматизированные напильники и их преимущества Ручные инструменты отличаются низкой стоимостью, а значит, доступностью. Их главное достоинство в том, что каждый мастер может купить себе набор напильников, и пользоваться им при необходимости. Однако есть у ручных приборов недостаток — необходимость прикладывания физических усилий для выполнения соответствующих действий. Именно для того, чтобы упростить проведение работ по шлифовке и снятию слоя металла, производители выпускают автоматизированные напильники. Они по типу приводных устройств бывают разных видов:


 Разобравшись с разновидностями напильников, их применением и предназначением, можно прибегнуть к выбору подходящих вариантов. Ручные приборы выпускаются разными производителями, и купить их можно как в наборе, так и в единичном количестве. Выбирая напильник, учитывайте его стоимость, и никогда не отдавайте предпочтение дешевым вариантам. Ведь если при работе напильник переломается пополам, то мастер может получить серьезные травмы. Как выбрать напильник 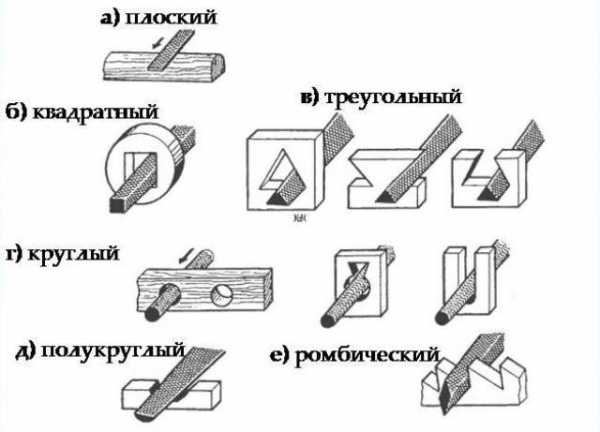 Выбирая определенный вид ручного напильника, профессионалы рекомендуют обратить внимание на обрабатываемые материалы и рабочие характеристики. В числе значимых параметров – качество зубьев. От него напрямую зависит эффективность работы. Кроме того, стоит учесть:
Размеры должны соответствовать размерам обрабатываемых деталей. Для габаритных деталей используйте максимальную длину – от 22 до 350 мм, а для небольших – от 150 до 180 мм. Рукоять должна быть надежной и удобной. Деревянные ручки считаются менее надежными, более удобны пластик и резина. Так же, инструменты часто предлагаются без рукояти. Очень важны такие показатели, как распределение твердости и вязкости. Вязкость минимальна на поверхности, и максимальна на глубине, а твердость наоборот. Недостаточная твердость приводит к быстрой потере остроты зубьев, а малая вязкость грозит разрушению насечки при работе. Поверхностная твердость регламентируется в зависимости от назначения. Средние показатели по производителям составляют следующие значения для напильников различного вида:
Какой бы тип инструмента вы ни искали для обработки металлоизделий, советуем вам выбирать его, ориентируясь на стоящие перед вами задачи. Если вам нужен инструмент для будущего ремонта, то советуем приобрести хороший набор напильников, а не покупать их поодиночке в разных местах. Производители напильников  Действительно, визуально оценить качество инструмента для непрофессионала – задача очень сложная. Поэтому основной критерий – это отзывы пользователей и репутация производителя. Среди наиболее популярных марок стоит выделить:
Каждый производитель достоин отдельного внимания, поэтом на нашем сайте есть отдельный раздел, где представлена информация о различных фирмах, брендах, марках и т.п. Видео В сюжете - Какими бывают напильники В сюжете - Советские напильники против итальянских Заключение Напильник является довольно простым инструментом, использование которого не вызывает никаких трудностей. Единственная трудность – это правильно выбрать напильник по металлу, однако, изучив тщательно все тонкости, это не составит никакого труда. В продолжение темы посмотрите также наш обзор Необходимый минимум инструментов для дома Источник https://santekhnik-moskva.blogspot.com/2022/01/Kakimi-byvayut-napilniki.html Инженерный вестник Дона | Новые конструкции и технологии изготовления напильников на основе применения твердых покрытий
Напильники – одни из наиболее давно известных (с 12 века) и применяемых слесарных инструментов во многих областях деятельности человека (металлообработка, деревообработка, выделка кожи). Патентные исследования показали [1-3], что, несмотря на бурное развитие инновационных технологий во всем мире [4], в нашей стране за последние 10 лет новые разработки по конструкциям и способам изготовления напильников отсутствуют. В 90-е годы в данном направлении наметилась тенденция использования в качестве режущих элементов не традиционных зубьев, нарезанных или насеченных из материала напильника, а специальных твердых вставок (стерженьков, пластин). Появилась идея изготовления самозатачиваемых напильников в процессе эксплуатации за счет обеспечения регулируемого выдвижения режущих вставок или истирания легкоизнашиваемого материала, располагаемого между твердыми пластинами. Однако анализ предложенных технических решений показывает, что процесс изготовления таких напильников более трудоемкий и дорогостоящий по сравнению с традиционными технологиями, что, по-видимому, и стало причиной того, что напильники подобного типа в настоящее время не применяются в промышленности.
Рис. 1. - Образование ориентированных выступов при наклонном напылении твердосплавного покрытия (ВК-12)
3. Самозатачиваемые напильники
Режущая поверхность зуба 1 изнашивается при трении о стружку и передний угол зуба напильника будет становиться все более положительным. Спинка зуба 2, защищенная твердым покрытием слоем 3, при трении об обрабатываемый материал 4 будет изнашиваться медленнее, чем режущая поверхность и заостряться на вершине зуба. В итоге зубья напильников при эксплуатации примут заостренную форму (эффект самозатачивания) (рис.4. б), что обеспечит повышение стойкости напильников при сохранении высоких режущих свойств. Данный эффект будет сохраняться до полного изнашивания зубьев по высоте.
Рис. 5. Стадии изготовления напильника: а – стальная полоса; б – обрезка полосы; в – шлифование заготовки в требуемый размер; г – формирование зубьев; д – детонационное напыление твердого сплава.
4. Напильники с металлизированной абразивной бумагой
5. Напильники с использованием сменных режущих пластин
Разработка направлена на упрощение восстановления режущих свойств напильника, обеспечение более равномерной обработки поверхности за счет перекрытия обрабатываемых участков поверхности соседними пластинами, а также тем, что сменные режущие пластины выполнены в виде стальных шайб с твердым покрытием на периферийной поверхности.
Сменные режущие пластины расположены в посадочных местах корпуса таким образом, что режущие кромки сменных режущих пластин, расположенных в соседних рядах перекрывают друг друга (например, могут быть выполнены в шахматном порядке), причем посадочные места выполнены таким образом, что пластины располагаются в них под углом a к рабочей поверхности корпуса в диапазоне 1…40°, который выбирается в зависимости от твердости обрабатываемого материала (чем тверже обрабатываемый материал – тем меньше угол наклона).
Литература:
Опиливание металлаОпиливание металла
Опиливание заготовок из сортового проката С помощью напильника снимают небольшой припуск с заготовки, тем самым добиваются, чтобы деталь имела точные размеры и форму, указанные на чертеже.
Основные части напильника показаны ниже. Это – нос; рёбра; грани; пятка; кольцо, одеваемое на ручку для предотвращения раскалывания ручки.
Общий вид напильника и профиль насечек в увеличенном виде показаны на рисунке слева. Профили насечек бывают: 1 – одинарные, 2 – двойные, 3 – рашпильные.
В зависимости от формы обрабатываемой поверхности выбирают напильники того или иного профиля (рис. справа). Так, для обработки плоскостей применяют плоские напильники, сферических поверхностей — полукруглые, цилиндрических отверстий — круглые, прямоугольных пазов и отверстий — квадратные, а углов — трехгранные.
По величине зубьев насечки и их числу на 10 мм длины рабочей части различают напильники(см. рис. слева): драчовые — 5-12 зубьев (крупная насечка); личные—13-26 зубьев (средняя насечка); бархатные — 42-80 зубьев (мелкая насечка). Напильники с очень крупной насечкой называются рашпилями, с очень мелкой насечкой – надфилями.
Драчовые напильники применяют только для первичной, черновой обработки поверхности заготовок. Личными напильниками работают, когда основной слой металла уже снят драчовым напильником. Для опиливания личным напильником оставляют слой металла не более 0,2...0,4 мм.
Надфили(рис. справа) используют для опиливания мелких деталей из металла, пластика, дерева.
Выполняя опиливание, надо занимать правильную рабочую позу (рис. слева): стоять следует вполоборота к верстаку на расстоянии 150...200 мм от его переднего края, левую ногу выставляют вперед по направлению движения напильника. Закругленная часть ручки напильника должна упираться в ладонь правой руки. Четырьмя пальцами обхватывают ручку, а большой палец накладывают сверху и прижимают к ручке. Вытянутые пальцы левой руки кладут на носок напильника, отступив от края на 20...30 мм.
Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход, назад— холостой. В процессе рабочего хода инструмент прижимают к заготовке, во время холостого — ведут без нажима. Перемещать инструмент надо строго в горизонтальной плоскости. Сила нажатия на инструмент зависит от положения напильника (рис. справа). В начале рабочего хода левой рукой нажимают немного сильнее, чем правой. Когда к заготовке подводится средняя часть напильника, нажим на носок и ручку инструмента должен быть примерно одинаковым. В конце рабочего хода правой рукой нажимают сильнее, чем левой.
Правильность опиливания проверяют линейкой или угольником на просвет (рис. справа): если просвет отсутствует — поверхность ровная.
Форма напильников и приемы припиливания поверхностейФорма напильников и приемы припиливания поверхностей Категория: Практика слесарно-сборочных работ Форма напильников и приемы припиливания поверхностей При сборке узлов механизмов машин слесарю механосборочных работ часто приходится производить подгонку (опиливание или припиливание) поверхностей посадочных мест в деталях с помощью напильников разного профиля, и от того, в каком они будут состоянии, во многом зависит качество обрабатываемой поверхности детали. От качества опиливания наружных плоскостей и криволинейных поверхностей, наружных и внутренних углов, сложных фасонных поверхностей, углублений, квадратных окон, пазов и всевозможных выступов на деталях во многом зависит качество сборки.
Рис. 1. Напильники и фасонные надфили: Напильники изготавливают из инструментальной углеродистой стали (У12, У12А, У13, У13А) и из хромистой стали ШХ15. К обыкновенным (слесарным) напильникам относят: плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые и круглые. К специальным — ромбические, ножовочные, плоские с овальными ребрами, овальные и напильники-брусовки. По числу насечек, приходящихся на 1 см длины, напильники делят на шесть классов: драчевые (1-й класс), личные (2-й класс), бархатные (3—6-й классы). Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Различают напильники с одинарной (простой) насечкой, с раш-пильной и дуговой насечкой. Напильниками с одинарной насечкой можно снимать широкую стружку по всей длине насечки. Их применяют для обработки заготовок из мягких материалов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. д.). Кроме того, эти напильники используют Для заточки пил, ножей, а также для обработки дерева и пробки. Одинарную насечку наносят под углом 40—50° к оси напильника. Напильники с двойной насечкой применяют для опиливания заготовок из стали, чугуна и других твердых материалов. Рис. 2. Виды насечек напильника В напильниках с двойной на сечкой одну насечку (нижнюю) делают под углом 45°, а другую (верхнюю) — под углом 65° к оси напильника. Рис. 3. Приемы работы напильником Рашпильную насечку выполняют в виде расположенных в шахматном порядке пирамидальных выступов и канавок, образующих сравнительно крупные и редкие зубья. Напильники с такой насечкой применяют, для опиливания заготовок из баббита, свинца, цинка, а также кожи, дерева, каучука, резины, кости и т. п. Напильники с дуговой насечкой (фрезерование) имеют большую стойкость, так как изнашиваются по всей длине равномерно. Имеются также напильники, у которых шаг верхней насечки изменяется неравномерно, постепенно увеличиваясь или уменьшаясь. Вследствие различной величины шага насечки отдельные зубья будут снимать крупную или мелкую стружку, благодаря чему рабочая поверхность напильника изнашивается более равномерно. Поверхность заготовки, какого бы размера она ни была, обрабатывается таким напильником значительно лучше. На хвостовик напильника насаживают деревянную ручку, изготовленную из клена, ясеня, березы, липы или прессованной бумаги» Поверхность ручки должна быть гладкой, отполированной. Длина ручки должна соответствовать величине напильника. Сортамент напильников и размеры рукояток даны в соответствующих ГОСТах. Диаметр отверстия ручки не должен быть больше ширины средней части хвостовика напильника, а глубина отверстия должна соответствовать длине хвостовика. Отверстие для напильника просверливают или выжигают, а чтобы ручка не раскалывалась, на ее конец насаживают стальное кольцо. Слесарные напильники для сборочных и специальных работ предназначены для снятия больших припусков при опиливании пазов, фасонных и криволинейных поверхностей, для обработки цветных металлов, неметаллических материалов и т. п. Выбор напильников того или иного профиля зависит от формы и размеров обрабатываемой поверхности, поэтому прежде чем приступить к работе, слесарь должен выбрать необходимый ему тип напильника. При работе деталь зажимают в тисках, а напильник свободно перемещают в поперечном направлении по обрабатываемой плоскости. Напильник можно направлять вдоль и чуть наискось по обрабатываемой плоскости. Наиболее сложным приемом работы является пропиливание внутренней оформляющей поверхности детали фасонным плоским напильником. Квадратные напильники применяют для распиливания окон и пазов, вогнутых и выпуклых поверхностей. Личные квадратные и фасонные напильники чаще всего используют для чистовой обработки наружных и внутренних поверхностей.
Рис. 4. Приемы опиливания сложных поверхностей детали: Трехгранные напильники служат для припиливания открытых и закрытых наклонных поверхностей, фасонные трехгранные напильники—в основном для окончательной припиловки и зачистки профиля При опиливании или припиливании должны быть правильно распределены усилия нажима. Напильник должен перемещаться строго параллельно обрабатываемой поверхности детали, поэтому нажимы на ручку и носок напильника должны изменяться в зависимости от положения точки опоры напильника на обрабатываемой поверхности. При рабочем движении напильника нажим левой рукой постепенно уменьшают. Регулируя нажимы на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям. При ослаблении нажима правой рукой и усилении левой может произойти завал поверхности вперед, и, наоборот, при усилении нажима правой рукой и ослаблении левой — завал назад. Прижимать напильник к обрабатываемой поверхности необходимо только при рабочем ходе (от себя). При обратном ходе не следует отрывать напильник от поверхности детали, в это время напильник должен скользить по поверхности. Чем грубее обработка, тем больше должно быть усилие при рабочем ходе. При чистовом опиливаиии нажим на напильник должен быть значительно меньше, чем при черновом, В этом случае левой рукой нажимают на носок напильника не ладонью, а лишь большим пальцем. Опиливание плоскостей и припиливание является сложным трудоемким процессом. Чаще всего дефектом при опиливании плоскостей является неплоскостность. Работая напильником в одном направлении, трудно получить правильную и чистую поверхность, поэтому направление движения напильника, а следовательно, направление штрихов (следов напильника) на обрабатываемой поверхности должно меняться, т. е. попеременно с угла на угол. Сначала опиливание выполняют слева направо под углом 30—40° к оси тисков, затем, не прерывая работу, — прямо, и заканчивают опиливание справа налево под тем же углом. Такое изменение направления движения напильника обеспечивает получение необходимой плоскостности и шероховатости поверхности. Опиливание наружных плоскостей или поверхностей начинают с проверки припуска на обработку, который мог бы обеспечить изготовление деталей в соответствии с чертежом. При опиливании плоских поверхностей используют плоский напильник — драчевый и личной. Сначала опиливают одну широкую плоскость (она является базой, т. е. исходной плоскостью для дальнейшей обработки), затем вторую, параллельную первой, и т. д. При работе стремятся к тому, чтобы опиливаемая плоскость всегда находилась в горизонтальном положении. Качество опиливания поверхности проверяют поверочной линейкой (вдоль, поперек, по диагонали). Реклама:Читать далее:Линейные измерения
Статьи по теме:Какая сталь для охотничьего или кухонного ножа?Какая сталь для ножа? Что является лучшим сырьем для ножей? Об этом сегодня в нашем последнем сообщении в блоге. Многие люди ожидают, что нож будет надежным, прочным и острым. Однако сделать такой нож бывает очень сложно. В основном из-за необходимости доведения самого клинка до очень тонкой формы. Это значительно снижает устойчивость самой стали к ржавчине и повреждениям. Здесь очень важен правильный выбор материала для ножа.Неправильный выбор металла может привести к тому, что нож быстро выйдет из строя или затупится. Не все металлы предназначены для ножей, поэтому сегодня мы представляем вам лучшую сталь для ножей. Какая сталь для ножа? Типы стали для ножейКакую сталь для ножа выбрать? Ответ на этот вопрос не прост. Мы различаем три типа стали для ножей: инструментальная сталь, углеродистая сталь и нержавеющая сталь. Ниже мы кратко опишем характеристики данной стали.
Инструментальная сталь для ножейИнструментальные стали в основном представляют собой углеродистые стали.Это один из самых популярных материалов для изготовления ножей. Инструментальная сталь содержит дополнительные легирующие элементы, повышающие механические свойства. Эти элементы также влияют на коррозионную стойкость стали, но не до уровня нержавеющей стали. инструментальная сталь для ножейОдной из марок инструментальной стали, используемой в качестве материала для ножей, является А2 . Хотя он не может достичь такой высокой твердости, как некоторые другие инструментальные стали, он обладает превосходной прочностью и износостойкостью.Однако нож из инструментальной стали A2 может подвергаться коррозии, если за ним не ухаживать должным образом. Инструментальная стальс обозначением D2 — еще один вариант, обладающий лучшей коррозионной стойкостью, чем А2. В сплаве больше хрома, что повышает его механическую стойкость. В свою очередь, сталь М2 – это инструментальная сталь, обладающая отличной абразивной стойкостью, но не совсем устойчивая к образованию трещин. Кроме того, себестоимость ножей из стали М2 довольно высока. В основном изготавливаются вручную по индивидуальному заказу. Какая углеродистая сталь для ножа?Углеродистая стальочень популярна при изготовлении ножей. Это придает лезвию ножа твердость и прочность , необходимые для противостояния ударам и износу. Однако высокоуглеродистая сталь требует соответствующей термической обработки, при слишком быстрой закалке нож будет слишком хрупким и может сломаться. И наоборот, если сталь можно нормализовать или отжечь, она будет слишком мягкой и нож не будет слишком долго удерживать острую кромку. Ножи из углеродистой сталитакже могут ржаветь. Это связано с тем, что углеродистые стали не содержат многих легирующих элементов, защищающих их от коррозии. Поэтому будьте особенно осторожны, чтобы лезвие из углеродистой стали не заржавело. Популярными марками углеродистой стали для производства ножей являются С1045 , С1075 и С1090 . ножи из углеродистой стали Какая нержавейка для ножа?Нержавеющая сталь— это совершенно другой тип металла для изготовления ножей.Содержит добавки хрома и других легирующих элементов, повышающих коррозионную стойкость . Обычно мы изготавливаем ножи из нержавеющей стали из ферритной или мартенситной нержавеющей стали . Мартенситные и ферритные типы нержавеющих сталей должны иметь достаточно высокий уровень углерода для достижения высокой твердости. Они показывают очень хорошие параметры иммунитета. Популярными марками нержавеющей стали являются 420 и 440 .  Для производства ножей также используется аустенитная нержавеющая сталь с обозначением 316 .Аустенитные марки обычно содержат много хрома, что повышает их коррозионную стойкость. При изготовлении ножей следует избегать низкоуглеродистой версии аустенитной нержавеющей стали, такой как 304L , если только коррозионная стойкость не является серьезной проблемой, а срок службы лезвия вторичен. Существуют также дисперсионно-твердеющие нержавеющие стали , которые обладают превосходной коррозионной стойкостью и прокаливаемостью. Обычно мы используем их в приложениях, где коррозия является большой проблемой.Для лезвий обычно используется дисперсионно-твердеющая нержавеющая сталь 17–7 PH . Чтобы получить максимальную пользу от этих ножевых сплавов, важно знать, как правильно упрочнять металлические осадки. Свойства стали для ножейНожевая стальхарактеризуется многими особенностями и свойствами. Ножи должны быть изготовлены из стали, подходящей для задачи или свойств, которые нас больше волнуют. Ниже мы приводим наиболее важные характеристики нержавеющей стали, предназначенной для производства ножей. Твердость для стали
Прочность стали для ножей
Износостойкость
Стойкость к коррозии
Обслуживание краев
Какая ножевая сталь будет точить дольше. Из какой стали должен быть сделан хороший нож?Один из главных вопросов покупателя ножа: "Из какой стали должен быть изготовлен этот нож?" Попробуем кратко рассмотреть самые популярные варианты и понятно ответить на этот вопрос. Сначала очень кратко, какие стали используются при производстве ножей.
Нержавеющая стальНержавеющие стали(наиболее популярные в настоящее время) являются наиболее универсальными. Из них можно сделать нож практически для любых целей. Основное их отличие от других сталей – коррозионная стойкость (ржавчина). Для этого в состав стали обычно вводят легирующую добавку хром (Cr). Содержание хрома не менее тринадцати процентов делает материал устойчивым к ржавчине. Здесь следует понимать, что при неблагоприятных условиях (например, в соленой воде) нержавеющая сталь тоже может подвергнуться коррозии.Абсолютно нержавеющих ножевых сталей не бывает, но тем не менее в нормальных бытовых условиях эти стали практически не подвержены коррозии. Что это за марки стали? Недорогие нержавеющие стали
Как правило, из этих сталей изготавливают недорогие кухонные и канцелярские ножи.Ножи из таких сталей хорошо противостоят коррозии, но плохо держат заточку. Термическая обработка (закалка) их до твердости 50-54 HRC весьма недостаточна. Приличный нож должен иметь твердость лезвия (CR) не менее 55 HRC. Приятным исключением является шведская марка 12С27, японская AUS-6 и американская 420HC. Для ножей из трех упомянутых выше сталей стабильность режущей кромки хорошая. Такие ножи закалены до твердости около 55-58 HRC, чего более чем достаточно для большинства работ на кухне, а также в походе или на рыбалке. Нержавеющие стали со средним значением
Эти стали, как правило, недорогие, но очень хорошие ножи. Отлично закалены до твердости 57-59 HRC (иногда выше). Особо хотелось бы выделить современный австрийско-шведский бренд N690.Эта сталь очень стабильна. Хорошо термообработан. Многие производители в мире переходят на это. В том числе здесь и здесь в России т.к. наши нержавеющие стали непостоянны и не всегда стабильны.
Дорогие нержавеющие стали:
Такие стали используются при изготовлении фирменных ножей, ножей - предметов роскоши. Как правило, ножи из таких сталей стоят достаточно дорого. Выделю из общего списка:
Лезвия из этих сталей обычно имеют твердость от 58 до 61 HRC. Инструментальная стальТеперь поговорим о ножах из инструментальной стали. Что это такое и зачем оно нужно. Легированными инструментальными сталямипринято называть стали с высоким содержанием углерода (от 0,8 до 1,6%) и заметным процентным содержанием легирующих элементов (от 2,5%). Такие стали намного лучше большинства нержавеющих сталей, которые «держат» режущую кромку.Обычно они закалены от 60 до 64 HRC. Однако следует помнить, что такие стали не нержавеющие, а значит, требуют ухода. Условно можно разделить инструментальные ножи на две группы. Стали- аналоги американской Д2
Как правило, эти стали используются для производства разделочных и ножей для снятия шкур, а также хозяйственных и рабочих ножей.Иногда из этих сталей изготавливают и лезвия складных карманных ножей. Эти стали содержат в своем составе большое количество углерода (1,5-1,6%), а высоким содержанием называют более 1,0%. Такие ножи обладают прекрасными режущими свойствами, отлично держат режущую кромку, но имеют свойство слегка ржаветь. Хочу отметить, что сталь D2 производится только в США. Если на лезвии ножа российского или китайского производства написано "Д2", то явно не Д2, а местный аналог.Хорошей заменой D2 является австрийско-шведская К110, очень популярная сталь, ничем не уступающая американской, но более доступная и дешевая. Так называемые «восемь процентов» стали.
Их называют "восемь процентов", потому что. содержат около 8,0% хрома. Такие стали ржавеют сильнее, чем Д2, но значительно превосходят по прочности Д2 (но Д2 превосходит их по стойкости к истиранию режущей кромки).Эти стали лучше всего подходят для чопперов с длинным лезвием. Это значит, что для небольших «умелых» ножей хорош Д2, а для ножей с длинным лезвием (от 150-250 мм) лучше СЗМ С3В или К340. Другие сталиРазумеется, существуют и другие типы и марки стали. Но, как правило, обычные ножи (для кухни, рыбалки и туризма) таких марок не делают. А если и есть, то редко. Например, углеродистые стали отечественные У7, У8, У10, пружинная 65Г, а также инструментальные марки 9ХС, ХВГ и др.Как правило, эти стали используются при изготовлении ремесленных ножей и резцов по дереву. Они очень хорошо держат лезвие, но слишком легко ржавеют. На природу их лучше не брать, лучше не контактировать с едой. Эти ножи не любят воду и потные руки. Они могут ржаветь от влаги в воздухе (если погода влажная или в помещении слишком влажно). Зарубежными аналогами таких сталей являются:
А теперь я хотел бы написать несколько слов о значении твердости. Твердость обычно измеряют по шкале С Роквелла (HRC). Для этого в поверхность лезвия вдавливается специальный твердый шарик и оценивается глубина углубления. Как уже было сказано, по нашему мнению обычный нож должен иметь твердость лезвия не менее 55 единиц. Исключением могут быть традиционные среднеазиатские ножи (толкатели и струны), твердость которых не превышает 50 HRC. Я резала таким ножом и сразу точила лезвие о заднюю часть чаши.Это означает, что нож слишком легко тупится, но и быстро затачивается. Для европейских ножей, особенно японских, такая низкая твердость недопустима. Европейские ножи обычно имеют твердость 55-58 HRC. А еще японцы любят высокую твердость - "перегретые" 60-62 HRC, но за такую твердость придется платить прочностью (такие ножи хрупкие). И точить их труднее. Значение жесткости не "мегапиксели". Больше не лучше. Не стоит гнаться за высокой ценностью.Ориентироваться нужно на «золотую середину»: 56-58 HRC. Этого достаточно для решения большинства проблем. Для небольших ножей для снятия шкур может быть рекомендована твердость 59-61 HRC. Для орудий, требующих повышенной прочности, наоборот, желательна твердость 50-52 HRC (например, штык-ножи, кинжалы, шашки). Как правило, не бывает ножей с твердостью выше 64-65 HRC (это твердость сверла по металлу). Если кто-то из производителей или продавцов говорит, что лезвие имеет более высокую твердость, то они явно лукавят. Видов и марок стали, конечно же, гораздо больше, мы лишь постарались выделить самые популярные.Удачи в выборе именно "своего" ножа!
Одной из наиболее важных задач при создании новой ножевой стали является поиск оптимального баланса прочности и твердости.Можно разработать сплав, который имеет очень высокую твердость, но, с другой стороны, будет очень хрупким и, если его упадет на твердую поверхность, развалится.Наоборот - если лезвие очень гибкое и прочное, оно очень быстро затупится. Какая сталь лучше для ножа? Чтобы правильно выбрать стальной нож, обязательно нужно определиться с назначением ножа. Использование добавок в различных ножевых сталяхМеханические свойства ножевых сталей во многом определяются различными легирующими элементами в виде хрома, ванадия, молибдена, никеля, кремния и других элементов. Входящие в состав стали в различных пропорциях, эти добавки влияют на износостойкость, твердость и другие свойства сплава.Одной из ценных добавок к ножевой стали является молибден. Благодаря ему сталь становится более липкой и прочной. Молибден повышает прочность при нагреве и снижает ломкость лезвия. Японские марки стали содержат до 8% молибдена, поэтому японские ножи известны своим высоким качеством. Ванадий, хром и вольфрам обеспечивают высокую твердость стали, но в то же время снижают ее прочность. Сплавы с высоким содержанием хрома отличаются высокой износостойкостью и коррозионной стойкостью, лезвия долго остаются острыми.Однако такая сталь отличается повышенной хрупкостью по сравнению с обычными углеродистыми сталями. Наличие добавок в углеродистой стали может существенно повлиять на ее свойства. Например, они хорошо затачиваются и долго остаются острыми. Но сталь этой марки значительно уступает по твердости, износостойкости, твердости, гибкости таким сплавам, как БГ-42. В этих сталях хром содержится в меньшем процентном соотношении, в то же время в их составе содержится до 4% молибдена. Для повышения прочности, жесткости, износостойкости стали в ее состав добавлен марганец. Этот сплав имеет зернистую структуру. Почти все ножевые стали содержат марганец. Никель придает сплаву большую прочность, твердость и повышает коррозионную стойкость. Добавление этого элемента характерно для таких марок ножевой стали, как АУС-6, Л-6. Кремний увеличивает прочность лезвия. Марки стали и их применениеКаждый вид стали имеет определенный состав – а значит, и свойства. Лучшая ножевая стальМ390 — хромованадиевая сталь, отличающаяся износостойкостью и высокими антикоррозионными свойствами. Лезвия из этого сплава отличаются балансом прямой заточки и долговременной остроты. Эта сталь часто используется в производстве. ZDP-189 — японская сталь, сочетающая в себе высокую твердость и пластичность. Этот сплав хорошо подходит для полировки, а ножи из него обладают отличными режущими свойствами.Сталь используется в производстве дорогих и ограниченных серий. С другой стороны, эта марка стали несколько хрупкая и имеет тенденцию к крошению при ударе о твердые поверхности. CPM S30V — марка, изобретенная американскими производителями стали. Этот сплав сочетает в себе высокую прочность и твердость, поэтому его часто используют при производстве дорогих клинков.
КПМ С35ВН - развитие стали марки С30В. Известный производитель ножей Крис Рав добавил в сталь S30V ниобий; для производства новой стали предложили использовать порошок с более тонкой структурой.Ножи из новой улучшенной стали отличаются высокой прочностью и хорошим сцеплением режущей кромки. В 2009 году компания Crucible Particle Metallurgy начала производство ножей из этой стали.
Elmax — ножевая порошковая сталь, широко используемая на европейском рынке. Хром, ванадий и молибден в оптимальном соотношении обеспечивают высокую стойкость к истиранию и антикоррозионные свойства. БГ-42 - лезвия из этой марки стали долго сохраняют режущую кромку и очень износостойкие.Однако такие ножи трудно точить. 154CM – главное отличие этой марки – высокая твердость и при этом хорошая затачиваемость. Эта американская сталь используется в производстве ножей различного назначения. Этот сплав также используется в производстве лезвий Benchmade. Состав этой стали аналогичен марке КПМ, но отличаются технологиями изготовления, КПМ содержит углерод с более тонкой структурой. АТС-34 — японский аналог стали 154СМ, эти сплавы имеют очень схожие качественные характеристики.ATS-34 используется многими производителями лезвий для различных типов лезвий. Д2 – эта сталь содержит примерно 14% хрома. Он имеет более высокую твердость, чем марки 154CM и ATS-34, что обеспечивает длительную остроту лезвия. С другой стороны, такое лезвие менее острое. Этот сплав часто используется при производстве ножей таких марок, как Benchmade и . ВГ-10 — японская разработка, эта сталь содержит чуть больше хрома, чем марки 154СМ и АТС-34.В то же время наличие в составе ванадия придает сплаву большую твердость. Эта относительно молодая марка стали используется для изготовления лезвий Spyderco. Ножи ВГ-10 хорошо поддаются заточке, но немного хрупкие. Сталь может разрушиться в случае ударов об очень твердые поверхности. Сталь для ножей высокого и среднего классаСталь440C. Производители ножей часто используют эту сталь из-за сочетания высокой твердости и износостойкости, легкости заточки и низкой стоимости.Для этой марки характерно высокое содержание хрома и углерода.
AUS-8 — сталь японского производства с высокой коррозионной стойкостью. Обладает очень высокой твердостью и способностью удерживать лезвие. Однако лезвия из этой стали легко затачиваются. 8Cr13MoV — это китайская сталь, содержащая несколько более высокий процент углерода, чем японская сталь AUS-8. Этот сплав очень широко используется при изготовлении недорогих ножей — эту сталь используют компании Spyderco.Выбор стали для ножа этой марки китайскими ножевыми брендами обычно оправдывается невысокой стоимостью. 14C28N (Sandvik) — шведская среднесортная сталь с легкой заточкой, которую используют многие скандинавские компании для производства ножей, напр. Ножевая сталь среднего и низкого качества420НС – марка стали, отличающаяся от более дешевого сплава повышенным содержанием углерода. при производстве стали 420НС увеличивается термическая обработка сплава. В результате лезвия лучше сохраняют остроту и более устойчивы к коррозии. 440A — ножевая сталь, сравнимая с 440HC. Разница в том, что 440А содержит больше хрома, что делает его более устойчивым к ржавчине. Базовый нож из сталиСталь 420 — этот тип стали очень часто используется в производстве дешевых ножей. Сплав мягкий, потому что он содержит низкий процент углерода. Такие лезвия легко затачиваются и в то же время быстро тупятся, ножи из стали 420 быстро изнашиваются. AUS-6 - японский аналог стали 420. Коллекционные ножиНожи из фирменных серий, коллекций и сувениров чаще всего изготавливаются из дамасской стали. Этим видам стали придают свой внешний вид – лезвие ножа имеет особый узор, который создается путем соединения трех разных видов стали. Ножи могут быть витыми, остроконечными, рваными, нарезными, мозаичными, дамасскими, о чем свидетельствует характерный для каждого типа рисунок. Такая сталь славится очень высокой прочностью режущей кромки, износостойкостью и отличными режущими свойствами. Стали для ножей различного назначенияBeta-tiAlloy — это сталь, используемая в производстве водолазных и кухонных ножей. Blue Paper Super — это марка стали, используемая в производстве поварских ножей. Его высокое качество обеспечивается сочетанием легирующих добавок.
N690Co является австрийским эквивалентом стали 440C. В состав сплава входят кобальт и ванадий – эти элементы обеспечивают лезвиям высокую твердость и устойчивость к ржавчине. В то же время сталь N690Co обладает высокой устойчивостью к ударным нагрузкам.Используется для производства туристических ножей. ELMAX — сталь третьего поколения производства Швеции, которая производится по порошковой технологии. Ведущие производители используют этот сплав для выпуска высококачественных ножей. Такие лезвия сочетают в себе твердость, прочность, устойчивость к износу и коррозионным процессам, долго остаются острыми и очень хорошо подходят для полировки. Carbon V — это неуглеродистая сталь, используемая в производстве метательных ножей.
INFI — марка стали, разработанная Busse. Ножи, для производства которых используется эта сталь, отличаются высокой твердостью, долговечностью, стойкостью к износу и коррозионным процессам. Уникальное сочетание характеристик позволяет создавать из этой стали качественные туристические ножи. У10А, У12А, ЭН-515 - российские марки стали, которые применяются при изготовлении скальпелей и других острорежущих медицинских инструментов.
40Х13, 65Х13, 95Х18, 110Х18 - российские аналоги стали марок 420 и 440.Чаще всего для производства клинков используется сталь 95Х18. Ножи из этой стали легко затачиваются и обладают хорошей коррозионной стойкостью.
65Г – марка стали, которая используется в производстве ножей, предназначенных для рубящих задач. Этот сплав отличается хорошей пластичностью, в то же время он не устойчив к коррозии, поэтому требует соответствующего ухода.
У7-У16 - марки стали для ножей, отличающиеся повышенной твердостью и подверженностью ржавчине.
XB5 - т.н. «Алмазная сталь», известная своей очень высокой твердостью, стабильностью лезвия, устойчивостью к раздавливанию.
100Х13М – сплав, содержащий добавки в виде молибдена и хрома, эта сталь используется в производстве медицинских инструментов. 90 321 Ножи из дамасской стали сегодня больше популярны в качестве сувениров, чем надежных помощников. Материал клинка определяет рабочие свойства клинка, поэтому для клинка нужна самая прочная сталь.Сталь представляет собой сплав железа и углерода с добавками других химических элементов. Состав стали оказывает большое влияние на ее свойства. Еще одним фактором, влияющим на свойства стали, является способ ее обработки: закалка и термическая обработка. Основные характеристики ножевой стали Самой большой проблемой при разработке составов сталей является поиск баланса между твердостью и прочностью. Можно сделать невероятно твердое лезвие, но при падении, например, на асфальт, оно может разбиться, как хрустальная ваза. Обратное — сделать очень прочное лезвие, которое можно легко согнуть рукой, но оно сразу же затупится. Поэтому ответ на вопрос, какая сталь для ножей лучше, зависит только от предполагаемого использования самого изделия.Не зная особенностей применения ножа, невозможно подобрать для него наилучшую сталь. Высококачественная ножевая стальЦПМ S30V Обладает превосходной коррозионной стойкостью и превосходным сохранением края. Эта американская сталь используется для изготовления дорогих ножей и давно стала ответом на вопрос, из какой стали делают лучшие охотничьи ножи. Этот материал имеет один из лучших балансов твердости и прочности. Нержавеющая стальM390 обладает хорошей износостойкостью и коррозионной стойкостью, так как содержит ванадий и хром.Материал легко затачивается и хорошо держит заточку. Пожалуй, лучшая ножевая сталь, доступная на сегодняшний день. Популярность этой стали принесла одна из самых дешевых моделей ножей Benchmade, после чего ее стали использовать и другие производители. СРМ С35ВН CPM S35VN — это модернизированная версия хорошо известного S30V производства компании Crucible Particle Metallurgy. "в 2009 году. Добавление ниобия и использование мелкодисперсного порошка позволило улучшить заточку материала и повысить его прочность. Порошковая стальEuropean Elmax отличается высоким содержанием молибдена, ванадия и хрома, что придает ей высокую стойкость к коррозии и износу. Видео о том, какая сталь лучше для ножей Японская стальZDP-189 при высокой твердости сохраняет приемлемую пластичность, хорошо режется и хорошо полируется. Spyderco предпочитает использовать эту марку для ножей в дорогом ценовом сегменте. Но есть у этой стали и недостатки: хрупкость делает ее склонной к выкрашиванию. Сталь БГ-42 прекрасно держит заточку, при этом обладает высокой износостойкостью, но трудно затачивается. Сталь для высококачественных ножейСталь 154CM, изготовленная в США, довольно твердая и обладает приемлемой коррозионной стойкостью и прочностью для большинства ножей. Хорошо держит острый край. Benchmade любит использовать этот материал во многих своих моделях ножей. По составу эта сталь схожа с марками CPM, однако у них разные технологии производства, так как в последних используются более мелкие частицы углерода, что позволяет металлу лучше оставаться острым.Однако рядовой пользователь просто не заметит такой разницы. Японская версия предыдущей стали - ATS-34, поэтому их свойства схожи. Эта качественная сталь пользуется популярностью у производителей острого оружия. Она хорошо выдерживает заточку, но заметно менее устойчива к ржавчине, чем сталь 440с, которая находится в нижнем ценовом сегменте. СтальD-2 является нержавеющей только наполовину, так как содержит слишком мало хрома (всего 14%), чего недостаточно, чтобы считаться настоящей нержавеющей.Однако он достаточно устойчив к коррозии. Он прочнее, чем ATS-34 или 154CM, и немного лучше держит заточку, но его труднее затачивать. Этот материал используется многими производителями ножей. ВГ-10 похожа на АТС-34 и 154СМ, хотя содержит ванадий, что теоретически делает ее лучше, и чуть больше хрома. Эта сталь для изготовления ножей давно не производилась в Японии. Spyderco использует его во многих своих моделях. Материал хорошо затачивается, достаточно твердый, но не слишком прочный и имеет склонность к скалыванию. Сталь для средних ножейШведская сталь 14С28Н от известного производителя "Сандвик" среднего уровня, хотя точит отлично. Часто используется во многих моделях скандинавских ножей. Мора. 8Cr13MoV Китайская сталь 8Cr13MoVпо своим свойствам ближе к предыдущей, но имеет чуть больше углерода. Хороший материал по соотношению цена-качество. Такой сплав для своих недорогих ножей используют даже именитые производители: Spyderco, Kershaw, Boker.А в Китае почти половина ножей сделана из этого сплава. Нержавеющая сталь440С пользуется спросом у огромного количества производителей благодаря своей универсальности и невысокой цене. Он содержит много хрома и углерода, что делает его очень твердым и износостойким. Однако он легко точится. Японский материалAUS-8 устойчив к коррозии не менее 440С. Сталь достаточно прочная, но не держит заточку, как более дорогие сплавы, содержащие больше углерода. Легко затачивается. 420 НР Сталь 420 НС отличается от 420 повышенным содержанием углерода, что также отражено в маркировке. Достоинствами он не блещет, но некоторые производители за счет специальной термообработки выжимают из него максимум. Такая сталь начинает сопротивляться коррозии и лучше точится. Сталь440А очень похожа на 440НС, но несколько большее содержание хрома немного повышает ее антикоррозионные свойства. Пленка из лучшей ножевой стали Сталь для низкоуровневых ножейДамасская сталь Настоящая дамасская сталь пришла к нам издревле из Индии и Персии.Ножи из дамасской стали можно сразу отличить по своеобразному рисунку, появляющемуся в результате соседства стали разного состава. Ножи из булатной стали, как и другое оружие из этого сплава, в прошлом высоко ценились. Однако легенды об этих древних материалах намного перевешивают их реальные свойства, и сейчас они больше популярны за свою красоту, чем за эксплуатационные характеристики. В 20 веке изделия из дамасской стали и дамасской стали перекочевали на полки коллекционеров. Дешевая сталь 420 остается вполне пригодной для массового использования. Из-за низкого содержания углерода она достаточно мягкая, из-за чего тупится и изнашивается намного быстрее, чем дорогие стали. Но он гибкий и прочный. Из такой стали делают ножи, ассоциирующиеся с обычным ширпотребом. Японская стальAUS-6 является аналогом стали 420. Это материал с низким содержанием углерода и низким качеством. Используется в старых моделях некоторых компаний. Все указанные марки стали, даже самого низкого качества, пригодны для повседневного использования.При выборе карманного ножа простому обывателю следует больше обращать внимание на другие его характеристики: вес, габариты, эргономику и т. д. Как выбрать сталь для охотничьего ножа?Клинки охотничьих ножей изготовлены из высокоуглеродистой стали. Твердость металла зависит от содержания, в частности углерода, и измеряется по шкале Роквелла в единицах HRC. Охотничьи ножи требуют твердости не менее 60 HRC. Чем тверже лезвие ножа, тем дольше оно остается острым. Количество углерода отражается в обозначении стали: Чаще всего охотничьи ножи изготавливают из стали 440С, не очень твердой, но гибкой. Добавление молибдена и хрома делает материал устойчивым к коррозии. Эта сталь легко затачивается и долго сохраняет остроту, что делает ее идеальной для метательных ножей. Альтернативой является CPM440V, который лучше держит заточку и гораздо более износостойкий, чем 440C. Какую сталь вы предпочитаете и почему? Напишите свой ответ на 4 157Копать Копать и копать.В общем, нашел интересную на мой взгляд статью. Думаю сюда подойдет. Потому что такого обзора не было. Если вы что-то упустили и это уже было, ну.. либо спарить, либо снести. :) Виды и марки популярных сталей и Виды и марки популярных сталей Производство и искусство Ножевая промышленность постоянно развивается и вносит свои изменения в нашу жизнь. Никого не удивишь ножом из нержавеющей стали. В то время, будучи немного хулиганом, я не мог себе представить нож, который не ржавеет от надрезанного яблока.Но жизнь продолжается, наука идет, а одни виды и марки ножевой стали сменяются другими. В зависимости от назначения, сложности производства и ценовой политики производителя стали его можно разделить на три типа , тип в отношении цены изготовленных из них ножей: Недорогой стать, популярный сталь и бонус постоянно используется в основном на столешницах и в ограниченных версиях выпускаемых ножей. Тут надо сделать оговорку для опытных читателей, которые наверняка будут готовы дискутировать со мной по поводу котировки на конкретные марки стали. Виды материалов разделены мной весьма условно для обозначения определенных ценовых рамок на ножи, и достаточно информативны для удобства ориентирования неискушенного покупателя. Прежде чем приступить к обследованию самих сталей, необходимо разобраться в химическом составе и влиянии отдельных элементов на физические свойства. Углерод (С) - важнейший элемент в стали, повышает ее прочность, без достаточного количества углерода очень сложно получить соответствующую твердость. Хром (Cr) – придает сплаву повышенные антикоррозионные свойства, карбиды хрома повышают износостойкость и прокаливаемость. Чрезмерное содержание хрома в сплаве увеличивает его хрупкость. Входит в состав любой марки нержавеющей стали. Марганец (Mn) - его содержание положительно влияет на зернистую структуру сплава, а также способствует лучшей прокаливаемости.Повышает износостойкость и долговечность. Входит практически во все современные марки стали. молибден (Мо) – образует карбиды, предотвращающие хрупкость стали, позволяет сохранять прочность при высоких температурах. Он также повышает коррозионную стойкость, прочность, твердость, прокаливаемость, ударную вязкость и способствует лучшей обрабатываемости, Никель (Ni) — повышает прочность, ударную вязкость и коррозионную стойкость. Кремний (Si) – повышает прочность и износостойкость стали.Как и марганец, он делает сталь более стабильной и прочной. Ванадий (V) – образует структуру карбидов таким образом, что повышает стойкость к истиранию, долговечность и прокаливаемость. Может также включать азот (N), ниобий (N), вольфрам (W) и серу (S) TO Недорогие стали включают следующие почтовые марки : 420 Низкое содержание углерода (менее полпроцента) делает сталь слишком мягкой и плохо затачивается.Благодаря высокой коррозионной стойкости его часто используют при изготовлении водолазных ножей. Часто используется для очень недорогих ножей; за исключением случаев использования в условиях соленой воды, слишком мягкой для создания функционального лезвия. Из него делают почти все китайские ножи noname, что и принесло ей дурную славу. Ведь в "восточном" варианте это низкокачественный материал, по своим свойствам он ближе к нашей "кухне" 40Х12. В "западном" варианте сталь 420 считается нормальным недорогим материалом для ножей.Испанские ножи из стали 420 тоже очень мягкие, почти как китайские. А вот швейцарские («Викторинокс», «Венгер») и австрийские («Фортуна») ножи, а также некоторые другие ножи хороших производителей из стали 420 тверже и точнее. Отдельного внимания заслуживает американское качество ножей из стали 420. Наряду с почти юбилейными изделиями от United Cuttlery, SOG и Buck создают отличные ножи из стали 420 с твердостью лезвия до 57 HRs, и при этом зачастую весьма тонкий и гибкий.Это еще раз подтверждает положение о том, что качественная закалка и механическая обработка зачастую важнее марки (химического состава) стали. Ножи из стали 420 не всегда правильно маркируются. Если на ноже нет надписи неизвестного производителя или написано просто "Inox", "Stainless", "Stainless Steel", "Rostfrei" (собственно слово "нержавейка" на разных языках), "Super-steel" и так далее, то это скорее всего 420 сталь со всеми вытекающими последствиями. 420HC (High Carbone — «высокоуглеродистый») Один из популярных сплавов, используемых в последние годы для массового производства ножей. Многие известные производители отдают предпочтение этой стали из-за ее дешевизны, простоты обработки, достаточной прочности для среднего ножа и хорошей коррозионной стойкости. Сталь 420HC хорошо держит режущую кромку, но ее нужно время от времени затачивать, уступая место более качественной стали, нож легко затачивается. 420J2 Японская сталь, которая уже давно используется в производстве ножей различными компаниями.Благодаря доступной цене, простоте обработки и значительному распространению производители ножей используют его как самостоятельно, так и в составе композиционных сплавов, где 420J2 выступает в роли плакирования, заключая внутри более твердую сталь. 440А - 440В - 440С Содержание углерода (и, соответственно, твердость) этого типа нержавеющей стали увеличивается от А (0,75%) до В (0,9%) и до С (до 1,2%). Все три сорта стали 440 обладают коррозионной стойкостью, 440А — лучший, а 440С — наименьший из трех.В ножах SOG Seal 2000 используется сталь 440A, Randell использует сталь 440B для своих ножей из нержавеющей стали. Бренд 440C вездесущ, потому что он лучший из трех! Если на вашем ноже стоит маркировка "440", то это, скорее всего, самая дешевая сталь 440А - если производитель использовал более дорогую 440С, то обязательно это укажет. Общее впечатление такое, что сталь 440А (и ей подобные) достаточно хороша для повседневного использования, особенно при правильной закалке (есть много хороших отзывов о закалке стали 440А SOG).Версию 440В можно назвать промежуточным вариантом и сталь 440С самая твердая из 440. 12С27 (состав: C - 0,6%, Mn - 0,35%, Cr - 14,0%.) Считается традиционным скандинавским и используется для производства финских "пуукко", шведских ножей "Mora Of Sweden" и норвежских. Он также традиционно известен своим «чистым составом» — т. е. отсутствием каких-либо посторонних примесей — серы и фосфора. Sandvik14C28N Высокохромистая среднеуглеродистая нержавеющая сталь с молибденом, фосфором, кремнием и серой, обладающая исключительной коррозионной стойкостью, отличной прочностью и износостойкостью.Довольно распространен в производстве шведских ножей Mora Of Sweden. 90 352 1095 Чаще всего используется с неуклюжими ножами (неподвижными). Если расположить марки в порядке от 1095 до 1050, то в целом можно сказать, что с уменьшением числа уменьшается количество углерода в стали, что делает лезвие более острым и липким. Поэтому чаще всего для изготовления мечей используют марки 1060 и 1050. В случае с ножами 1095 считается «стандартной» маркой углеродистой стали, не самой дорогой, но при этом с хорошими свойствами.Кроме того, эта марка имеет достаточную жесткость и очень хорошо держит заточку, но легко ржавеет. Это простая марка стали, содержащая, кроме железа, еще один-два элемента — около 0,95 углерода, а иногда и около 0,4% марганца. 9Cr13CoMoV Сделано в Китае, нержавеющая сталь с высоким содержанием кобальта для укрепления режущей кромки. Обладает высокой коррозионной стойкостью при низкой цене. Ванадиевые и кобальтовые быстрорежущие стали обладают улучшенными режущими свойствами.Кобальт повышает термостойкость, магнитные свойства и повышает ударопрочность. Чем больше кобальта в сплаве, тем выше прочность на изгиб и лучше механические свойства, но при большом содержании кобальта твердость и износостойкость сплава снижаются. Из тех, что используются в ножах, стали ВГ-10 и Н690 содержат примерно 1,5% кобальта. 8Cr13MoV Китайская сталь, характерная для ножей Byrd линейки Spyderco. Это сталь с довольно высоким содержанием углерода, хрома, ванадия и молибдена, она острая и легко затачивается. 8Cr14MoV Китайская сталь, аналогична предыдущей, в том числе по химическому составу. Наличие в нем большего количества хрома, чем в 8Cr13MoV, позволяет сочетать те же режущие и прочностные свойства с лучшей защитой от коррозии. КК популярные стали , средней ценовой категории, относятся следующие марки почтовых марок : 3Cr13 Китайская нержавеющая сталь, модифицированная сталь 440A, закаленная примерно до 57 HRC.Из-за повышенного содержания углерода его режущие свойства лучше, чем у 420J2, но хуже, чем у 420HC. Используется для ножей средней ценовой категории различных производителей, но достаточно редко. AUS-6 - AUS-8 - AUS-10 Японские нержавеющие стали, примерно сопоставимые с 440A (AUS-6,65% углерода), 440B (AUS-8,75% углерода) и 440C (AUS-10, 1,1% углерода) . Широкое использование стали АУС-8 сделало ее очень популярной, и хотя ей не хватает прочности АТС-34, многие отмечают ее исключительную износостойкость.Кроме того, некоторые производители называют AUS-8 AUS-8A, но реальных различий между ними нет. Сталь AUS-10 имеет немного более высокое содержание углерода, но содержит меньше хрома, что делает ее немного менее коррозионностойкой, но более твердой. Все эти стали содержат до четверти процента ванадия, улучшающего износостойкость. Состав наиболее популярного АУС-8 следующий: С = 0,75 %, Mn = 0,5 %, Mo = 0,2 %, Cr = 14 %, Ni = 0,5 %; Si = 1%, V = 0,2% 95Х18 Хорошая отечественная нержавейка, но есть за что - она довольно прихотлива в закалке и обработке.При правильной термообработке обладает высокой твердостью, хорошей гибкостью и достаточной прочностью. Нож из этого материала не так легко затачивается, как обычный кухонный нож, но будет хорошо, если лезвие будет острым. Коррозия может возникнуть при длительном контакте с влагой, не говоря уже о соли. При всем при этом это одна из лучших сталей отечественного производства, с которой работают как крупные производители, так и уважаемые частные мастера. Сталь 440С считается импортным аналогом.Состав: С = 1%; Кр = 18%; Mn≤0,8%; Si≤0,8%; S≤0,025%; Р≤0,03% 4116 Высококачественная нержавеющая сталь немецкого производства Thyssen Krupp. Эта сталь используется в отраслях с повышенными гигиеническими требованиями (для производства медицинского оборудования эта сталь является отличным выбором для производства кухонных ножей. Оптимальное процентное содержание углерода и хрома в этой стали обеспечивает ее высокую степень коррозионной стойкости, т.к. а также отличная механическая прочность и устойчивость к коррозии.Прочность лезвия в испытаниях на резание превосходит лезвия из нержавеющей стали серий 420 и 440. Другие легирующие элементы, используемые при производстве Krupp 4116, способствуют повышению прочности лезвий и позволяют делать более тонкие лезвия без потери прочностных свойств. Состав: С = 0,45-0,55% Si 90 352 1055 По химическому составу и физическим свойствам углеродистая сталь 1055 находится на границе средне- и высокоуглеродистых сталей, при содержании углерода 0,50-0,60%, марганца 0,60-0,90%.Это содержание углерода и марганца позволяет достичь твердости сплава в диапазоне Rc 60-64, в зависимости от точного содержания углерода. Совокупность многих факторов при производстве позволила получить одну из самых сложных сталей, с достаточным содержанием мартенсита, без избыточных карбидов. Эта сталь особенно подходит для работ, где прочность и ударная вязкость ценятся превыше всех других качеств. SK5 Японская инструментальная сталь, эквивалентная американской стали 1080, с содержанием углерода в диапазоне 0,75%-0,85% и марганца в диапазоне 0,60-0,90%.Эта сталь может иметь твердость до 65 Rc и содержит смесь углерода в мартенситах с некоторыми растворенными цементитами. Увеличение содержания цементита в стали повышает ее стойкость к истиранию и позволяет достичь идеального баланса между высокими прочностными свойствами лезвия и высокой степенью остроты режущей кромки. Благодаря этим свойствам стали этого класса традиционно используются для изготовления различного ручного инструмента, а также для производства стамесок и электропил в деревообрабатывающей промышленности.Эта сталь выдержала испытание временем и уже много лет используется во многих странах. Мы плавно подходим к сталям, используемым в более дорогих ножах и ограниченных сериях. Бонус (верхняя) стали: VG-1 Сан Май III «Сан Май» означает «три слоя». Этот термин используется для описания традиционных многослойных лезвий, используемых для японских мечей и кинжалов. Ламинированная конструкция лезвия важна, так как позволяет комбинировать разные марки стали в одном лезвии.Простой способ представить этот тип конструкции — это придумать бутерброд: мясо внутри, сплошная высококачественная сталь и кусочки хлеба с обеих сторон — полоски из низкоуглеродистой стали. Режущая кромка лезвия должна быть как можно более твердой, чтобы дольше точить и эффективно резать и резать, но если бы все лезвие было таким твердым, его можно было бы повредить при борьбе или работе с боковыми нагрузками. Для придания лезвию дополнительной прочности, гибкости и коррозионной стойкости к лезвию привариваются дополнительные «более мягкие» стальные накладки.Состав: С = 0,95-1,05%; Кр = 13-15%; Мо = 0,2-0,4%; Ni = 0,25%. Обычно закаливается до твердости 58 - 61 HRC. ВГ-10 Он был специально разработан Takefu Special Steel Co., Ltd. (Япония) для производства ножей. Используется для производства ножей таких японских марок, как «Tojiro», «Kasumi», «Mcusta», а также для производства некоторых моделей других марок, кроме японских «Spyderco», «Cold Steel», «Camillus», «ФАЛЛКНИВЕН», «Браунс». Но лезвия для них, а то и целые ножи, как правило, производятся в Японии.Ударной вязкости этой стали достаточно, чтобы сохранить режущую кромку даже при закалке до твердости 60-63 Rc. Состав: С = 0,95-1,05%; Кр = 14,5-15,5%; Со = 1,3-1,5%; Мн = 0,5%; Мо = 0,9-1,2%. A-2 (AISI Type A2, UNS T30102 Американская инструментальная сталь для валов, штампов и пуансонов, используемых при производстве лезвий. Нетоксичная, немагнитная, неупрочняемая, коррозионно-стойкая сталь. Легко сваривается и не не крошится Состав: C = 1 %, Mn = 0,8 %, Si = 0,3 %, Cr = 5,25 %, Mo = 1,1 %, V = 0,2 %. АТС-34 и 154СМ Одна из самых современных, технологичных нержавеющих сталей. 154CM - это оригинальная американская сталь, отличные параметры также делают ее достаточно дорогой, она используется далеко не в каждом ноже. ATS-34 является продуктом японской корпорации Hitachi и по производительности очень близок к 154CM. Эти марки обычно закалены до 60 HRc и стабильны при этой твердости при сохранении высокой жесткости, но не так устойчивы к ржавчине, как стали серии 440.Эти стали по праву можно считать одними из лучших на сегодняшний день. Состав: C = 1,05 %, Cr = 14 %, Mn = 0,5 %, Mo = 4 %, Si = 0,3 % S60V (440V) и S90V (420V) Эти два устойчиво держат край очень хорошо (лучше, чем ATS-34). Обе стали содержат много ванадия, что делает их чрезвычайно прочными, но их лезвия трудно затачивать. Spyderco выпустила ножи из стали S60V ограниченным тиражом. При этом нагревали его только до 55-56 Rc, чтобы при соответствующей твердости лезвие было легче затачивать.S90V - это сталь CPM, аналогичная S60V, с меньшим содержанием хрома и вдвое большим содержанием ванадия, более износостойкая и прочная, чем S60V. Состав С60В: C = 2,15 %, Cr = 17 %, Va = 5,5 %, Mn = 0,4 %, Mo = 1 %, Si = 0,4 %. S90V: C = 2,3%, Cr = 14%, Va = 9%, Mn = 0,4%, Mo = 1%, Si = 0,4%. H-1 Нержавеющая сталь, типичная для ножей Spyderco. Благодаря своему необычному химическому составу обладает повышенной коррозионной стойкостью, т.е. в море, где количество соли увеличивается. Он также характеризуется высокой режущей способностью и способностью долго сохранять заточку.Однако она немного мягче, чем стали AUS8 или 154CM. Сталь достаточно сложна в обработке, поэтому применяется относительно редко, чаще всего для производства профессиональных ножей для матросов, матросов, водолазов и т. д. Состав: С=0,15 %, Cr=14-16 %, Mn=2 %, Mo = 0,5-1,5%, Ni = 6-8%, P = 0,4%, Si = 3-4,5%, S = 0,03%. Шведская всегда многослойная (3-слойная) порошковая сталь 3G последнего поколения, одна из лучших в своем классе. Высокое содержание углерода (1,4%) придает ему необходимую для «ножевого» сплава твердость и жесткость, а дополнительные примеси способствуют высокой коррозионной стойкости, хорошей ударной вязкости и износостойкости.Разработан и используется Fallkniven. Состав центрального сердечника (сталь СГПС): C = 1,4 %, Cr = 15 %, V = 2 %, Mn = 0,4 %, Mo = 2,8 %, Si = 0,5 %, P = 0,03 %, S = 0,03 %. Накладки обычно изготавливаются из стали ВГ2, практически идентичной по составу сердечнику, но по твердости значительно ниже. S30V (полное название CPM S30V) — нержавеющая мартенситная порошковая сталь, разработанная Диком Барбером в сотрудничестве с известным производителем ножей Крисом Ривом. При производстве этой стали получают карбиды ванадия, свойства которых придают стали большую прочность, чем при использовании карбидов хрома.Кроме того, карбиды ванадия позволяют получить более совершенное зерно стали. Эта сталь быстро завоевала популярность и сейчас широко используется в производстве ножей многими компаниями. С = 1,45%; Кр = 14%; Мо = 2%; V = 4% CTS-BD30P производства Carpenter Inc. является эквивалентом S30V, золотого стандарта в производстве порошковой стали. CTS-BD30P рекомендуется вылечить до 58-61 ед. по шкале Роквелла. Несмотря на высокую твердость, лезвие CTS-BD30P легко изнашивается. Режущая кромка клинка из стали CTS-BD30P по износостойкости (т.е. способности к непрерывной заточке) превышает 440С на 45%, а 154СМ на 30%, что подтверждается независимыми исследованиями, проведенными CATRA.По ударной вязкости сталь CTS-BD30P в четыре раза прочнее на излом известной стали 440Ci и в 3,5 раза прочнее стали 154CM. По мнению пользователей, сталь все же лучше стандартной S30V. С = 1,45%; Кр = 14%; Мо = 2%; V = 4% CPM D2 Современная инструментальная сталь, иногда называемая «полунержавеющей». В ней достаточно высокое содержание хрома (12%), но все же недостаточное для того, чтобы отнести эту сталь к нержавеющим. Тем не менее, по параметру «коррозионная стойкость» она намного превосходит все углеродистые стали.Он также характеризуется высокой прочностью, что позволяет долго сохранять режущую кромку. Сталь М4 и Д2 можно назвать СРМ, что означает «порошок». Изначально это «катаные» стали, но в ножевой промышленности для получения более однородного состава стали используют только порошки. Типичный состав: С = 1,45-1,65%; Si = 0,1-0,4%, Cr = 11-12,5%; Мо = 0,4-0,6%; V = 0,15-0,3%. ЗПД-189 Японская порошковая сталь высшей категории. Разработан Hitachi Metals в 1996 году. Она сочетает в себе чрезвычайно высокую твердость, которая на данный момент практически не имеет аналогов среди других марок стали, устойчива к коррозии, но при этом боится боковых нагрузок на кромку, так как может крошиться.Такая сталь используется всего несколькими компаниями в лучших моделях ножей в ассортименте, а также превосходит все аналоги по стоимости. Состав: С = 2,9-3%; Si = 0,35%; Кр = 19-20,5%; Мо = 0,9-1%; V = 0,25-0,35%. ЗДП-247 Высокоуглеродистая инструментальная сталь производства Hitachi Metals Corporation (Япония), разработанная на основе технологии аморфных металлических сплавов, применяемая в производстве ножей. Состав стали является коммерческой тайной Hitachi Metals Corporation. CPM-125V Одна из самых твердых и долговечных нержавеющих сталей.Он содержит много карбидов ванадия. По сути, это ответ США японскому ZDP-189, но не такой ломкий и ржавый, как М4. С ним очень сложно работать, поэтому из него производят очень мало. Износостойкость на 25-50% больше, чем у S90V. Для фрезеровки, шлифовки и заточки этой стали используются специальные станки, потребляющие большое количество абразива. Состав: C = 3,30 % Mn = 5 % Cr = 14 % Ni = 0,4 % V = 12 % Mo = 2,5 % W = 0,5 % Si = 0,5 %. CPM M4 Специальная быстрорежущая инструментальная сталь с высоким содержанием ванадия.Эта сталь оказывается более прочной и износостойкой, чем M2 и M3, в тех случаях, когда требуется легкая и быстрая резка. CPM M4 также доступен в нескольких марках, таких как высокоуглеродистая сталь для лучшей закалочной термообработки и высокосернистая сталь для улучшенной обрабатываемости. Как и все стали CPM, CPM M4 производится корпорацией Crucible Materials Corporation с использованием запатентованной технологии Crucible Particle Metallurgy, которая обеспечивает однородность, прочность и хорошую обрабатываемость по сравнению с традиционными металлургическими сталями.Состав: С = 1,42%; Кр = 4%; Мо = 5,25%; V = 4%; Ж = 5,5%; Мн = 0,3-0,7%; S = 0,06-0,22%. Эта сталь сильно корродирует во влажной среде, поэтому требует тщательного ухода или лезвие должно иметь антикоррозийное покрытие. CTS-BD1 Сталь производства компании Carpenter. Свойства очень похожи на популярные 154CM, ATS-34 и GIN-1. Это не порошок. Химический состав: C = 0,9 % Mn = 0,6 % Si = 0,37 % Cr = 15,75 % Mo = 0,3 %, V = 0,1 %. Высокое содержание хрома обеспечивает хорошую твердость и устойчивость к ржавчине. С35ВН Полное название CPM-S35VN Мартенситная нержавеющая сталь производства компании Crucible Inc., признанного лидера в области порошковой металлургии. По прочности эта сталь превосходит сталь СРМ-С30В на 15-20%, но лучше подходит для механической обработки. CPM-S35VN содержит ниобий, который делает сталь более прочной, износостойкой и служит дольше, чем большинство хромовых сплавов, таких как 440C и D2. Как и CPM-S30V, обладает отличной коррозионной стойкостью.Наилучшие свойства достигаются после закалки до твердости 58-61 HRc. Состав: C = 1,4%, Cr = 14%, V = 3%, Mo = 2%, Nb = 0,5%. КПМ-S110V Высоколегированная мартенситная нержавеющая инструментальная сталь производства Crucible Industries (США). CPM-S110V содержит достаточно большое количество ванадия и ниобия, повышающих прочность, износостойкость и коррозионную стойкость стали. Благодаря такому составу сталь СРМ-С110В обладает лучшей коррозионной стойкостью, чем сталь 440С или СРМ-С90В. Технология производства стали обеспечивает равномерное распределение углерода в стали CPM-S110V по сравнению с другими инструментальными сталями, что дает относительно хорошую обрабатываемость и прочностные свойства.Применяется для производства деталей и инструментов с повышенной стойкостью к износу и коррозии. В состав стали было добавлено 3 % ниобия: С = 2,80 %, Со = 2,50 %, Мо = 2,25 %; Кр = 15,25%; Nб = 3%; V = 9%. Твердость от 58 до 61 HRc. M390 Если для изготовления ножа используется сталь M390, лезвие обязательно будет иметь повышенную коррозионную стойкость, так как сталь содержит очень высокую концентрацию хрома. Также стоит отметить, что эта сталь широко используется в промышленности для производства различных типов буровых установок и машин, осуществляющих сложный процесс сверления твердых материалов.Лезвия из этой стали отличаются сверхвысокой эффективностью, отличной режущей способностью и износостойкостью благодаря своей структуре с высокой концентрацией карбидов ванадия и хрома. Уникальный производственный процесс порошковой металлургии способствует равномерному распределению карбида в оставшихся элементах химического баланса стали, что делает M390 очень популярным среди пользователей и производителей ножей. Сталь M390 используется в хирургических режущих инструментах, скальпелях, напильниках, ножах и инструментах, которые обычно требуют высоких характеристик и свойств.Состав: C = 1,9 % Si = 0,7 % Mn = 0,3 % CR = 20 % Mo = 1,10 % V = 4 % W = 0,6 %. CPM3V Сталь с порошковым покрытием, разработанная "Crucible Materials Corporation", одна из самых прочных сталей. Сталь CPM 3V от Crucible обеспечивает самую высокую стойкость к излому и выкрашиванию среди износостойких инструментальных сталей. Ударная вязкость CPM 3V выше, чем у A2, D2, Cru-Wear или CPM M4, и приближается к уровню S7 и других ударопрочных сталей. В то же время он обеспечивает отличную стойкость к истиранию, высокую твердость и термостойкость.Имея твердость 58-60 HRC, CPM 3V может заменить инструментальные стали, которые страдают от постоянных проблем с растрескиванием и выкрашиванием. Состав: C-0,83%, Mn-0,39%, P-0,17%, S-0,005%, Si-0,90%, Ni-0,065%, Cr-7,49%, V-2,61%, W-0,038%, Mo - 1,45%, Co- 0,045%, Cu- 0,053%. Твердость 60-61 HRc. БГ42 Подшипник изготовлен из коррозионностойкой стали Lescalloy BG42 (AMS 5749), разработанной американской компанией «Timken Latrobe». До недавнего времени популярный материал для изготовления лезвий ножей многих фирменных и серийных моделей.Без сомнения, ее можно назвать лучшей непорошковой сталью, но сейчас она становится редкостью. Состав: C = 1,15%, Mn = 0,5%, Cr = 4,5%, Si = 0,3%, Mo = 4%, V = 1,2%. Твердость 59-60HRc. Cronidur 30 Сильно азотированная, коррозионностойкая подшипниковая сталь, разработанная фирмой FAG (Германия). Отличается высокой пластичностью. Состав: C = 0,3%, N = 0,42%, Cr = 14,5%, Mo = 1%, V = 0,1%. Твердость 59-60 HRc. Vanax Этот тип стали изначально производился компанией Bohler-Uddeholm для промышленных целей, в условиях, когда становится необходимым контакт с агрессивной средой – соленой водой.Сейчас такая сталь используется и в производстве ножей. Vanax представляет собой низкоуглеродистый порошок с высоким содержанием азота. Ванакс бывает двух видов - 35 и 75. Ванакс 75 имеет очень необычный состав: С=0,2%, N=4,2%, Si=0,3%, Mn=0,2%, Cr=21,2%, Mo=1,3%, V = 9%. Азот и ванадий образуют твердые нитриды, что обеспечивает высокую стабильность и коррозионную стойкость. Vanax в два с половиной раза прочнее стали 440C и совершенно не ржавеет. Elmax представляет собой универсальную нержавеющую сталь, состав которой аналогичен M390: C = 1,7 % Si = 0,8 % Mn = 0,3 % CR = 18 % Mo = 1,10 % V = 3 %).Это один из новейших порошковых материалов с лучшим соотношением цены и качества. Имея несколько схожий состав с S35VN и M390, он выигрывает по свойствам благодаря множеству равномерно расположенных карбидов. Практически не ржавеет (17-18% хрома), довольно трудно затачивается, но очень хорошо держит заточку. В настоящее время используется в ножах Kershaw, Zero Tolerance и Microtech. По словам Сала Глессера, эта сталь показала очень хорошие результаты в лаборатории Spyderco. CTS-XHP Нержавеющая сталь производства Carpenter.Имеет высокое содержание углерода и хрома (состав: C = 1,6 % Cr = 16 % V = 0,45 % Mo = 0,8 % Ni = 0,35 % Mn = 0,5 % Si = 0,4 %). Совсем недавно он использовался в ножевой промышленности в основном в ограниченных версиях. Твердость находится в пределах 62-64HRc, помимо твердости отличается высокой износостойкостью и хорошей коррозионной стойкостью. По прочности он в несколько раз лучше С30В, находится на уровне твердости Д2 или ЗДП-189, но не имеет отрицательных качеств последнего. CTS-204P Также сталь производства «Плотник», на что указывает префикс CTS.Она имеет гораздо более высокое содержание углерода и ванадия, чем CTS-XHP (состав: C = 2,2% Cr = 13% V = 9% Mo = 1,3% Mn = 0,5% Si = 0,3%), что теоретически должно сделать эту сталь лучше. , но в реальных тестах практически на одном уровне. И стали CTS-XHP, и CTS-204P являются одними из лучших доступных на сегодняшний день, но цены на ножи из этих сталей достаточно высоки. Hitachi Blue Super Steel (Aogami Super Steel) Японская легированная сталь высокой чистоты производства Hitachi (Япония), популярная в производстве профессиональных поварских ножей, пил и плетеных лесок.Состав: C = 1,40-1,50%, Si = 0,10-0,20%, Mn = 0,20-0,30%, Cr = 0,30-0,50%, W = 2,00-2,50%, Mo = 0,30-0,50%, V = 0,30- 0,50%. Важным аспектом изготовления ножевого лезвия является термическая обработка стали. Правильная термическая обработка, как было сказано выше, может придать недорогой стали 420 достаточную твердость и поднять ее на более высокий уровень, и наоборот, превратить дорогую премиальную сталь в пластилин, который быстро приестся при нарезке овощей в салат. Материалы взяты с сайта: http://x-gear.com.ua/pages/nozhevie-stali/ Почти каждый охотник в своей жизни сталкивался с выбором, какой нож лучше для охоты? Самостоятельно разобраться в этом непросто. Теперь можно выделить несколько самых популярных направлений охотничьих ножей. First - универсальные походные ножи (ранее классифицировались как охотничьи боевые ножи). Это большие фиксированные клинки (фиксированные ножи), общей длиной 25 см (длина клинка - от 15 см и выше). На самом деле у большинства людей представители этого класса будут возникать в их воображении с словосочетанием «охотничий нож».Такие ножи можно использовать как для потрошения и забоя дичи, так и для кухонных и походных работ. Благодаря длинному и довольно массивному лезвию их можно использовать как легкий рубящий инструмент. Такие ножи должны иметь умеренную толщину лезвия – 2,5-4 мм и прочную конструкцию рукояти. Наиболее предпочтительным креплением для универсального охотничьего ножа является крепление полного хвостовика, при котором металлический стержень полностью повторяет контуры рукояти. От ножей с тонкими хвостиками лучше отказаться, так как они рассчитаны на небольшие нагрузки.Главное, что требуется от таких ножей – это прочность, хороший рез и неприхотливость. Второй тип чисто охотничьих ножей - кожевенные. Это небольшие (длина клинка очень редко превышает 15 см) ножи с широким, своеобразно изогнутым и тонким лезвием. Типичными примерами классических вариантов являются Grohman, Cold Steel Canadian Belt Knife, скиннеры Bark River и другие. Сейчас, особенно в России, это просто легкие ножи с коротким лезвием, даже некоторые разновидности финских пуукко.Шкурники вовсе не универсальны, они, вероятно, не рубят веточки и не чистят картошку (по крайней мере, в классических моделях), они предназначены только для одного — для снятия шкуры с мертвого животного, а в некоторых случаях используются и для забоя тушки. Вся их эргономика направлена на удобство при длительной работе и контроль над срезом. Эти ножи идеально подходят для убоя мелких животных и птиц, а также для снятия шкуры с копытных. Складные ножи также можно использовать для снятия шкуры и потрошения мелких животных, но следует помнить, что отмыть их от грязи и крови будет намного сложнее, чем несъемные.Если требуется разрубить туши крупных копытных (кабана и лося), то для этой цели лучше использовать большие охотничьи ножи или даже тесаки, составляющие третью группу. Тесаки большие ножи с длинным и обычно толстым лезвием. Их можно использовать как для тяжелых походных работ, так и для разделки туш крупных животных. Их преимущества перед рубкой топором заключаются в простоте использования (особенно для новичков), универсальности, малом весе и длинной режущей кромке, а значит, и в скорости работы.С тесаком можно работать сразу как с режущим и рубящим инструментом – это значительно повышает производительность. Но есть у таких ножей и серьезный недостаток — их рабочее лезвие гораздо нежнее, чем у топора, и они легко повреждаются при попытке разрубить слишком толстую кость. Поэтому будьте осторожны при резке. Если вы определились, какой нож (или, как это часто бывает, ножи) вам нужен, то вам также следует определиться, какая сталь лучше для охотничьего ножа? Ведь от этого будет зависеть то, как режет ваш нож. В настоящее время существует множество различных сталей, сгруппированных в большие категории, наиболее популярной из которых является нержавеющая сталь. У них хороший рез, хорошая стойкость к заточке, а главное - они практически не ржавеют. Этот фактор очень важен для охотничьего ножа, так как кровь может разъесться очень быстро. Ножи из нержавеющей стали не требуют сложного ухода, их достаточно промыть чистой водой или даже просто протереть.Если за ножом совсем не ухаживали и на нем появились пятна локальной ржавчины (питтинга), удалить ее не составит труда. При выборе хорошей нержавеющей стали следует понимать, что чем выше содержание углерода, тем большую твердость можно закалить. Для охоты лучше подходят стали умеренной твердости в диапазоне 56-58 HRc, например, отечественные 65х13 и 95х13, импортные 440С, АУС-8, АТС-34 и другие. Более твердые стали хоть и реже придется затачивать, но рез у них не такой агрессивный как у мягких нержавеющих сталей и настроить остроту такого ножа в полевых условиях будет очень сложно.Сверхтвердые стали, такие как «алмазные» ХВ5 и ХВ6, несмотря на то, что их активно рекламируют в последнее время, не способны дать удовлетворительный рез, их лезвия в большинстве случаев склеены толсто и под большим углом, т.к. при тонком сведении рабочая кромка этих ножей крошится даже при легком ударе по костям или другим твердым материалам. Противоположностью нержавеющих сталей являются углеродистые стали. Хотя они ржавеют даже при небольшой влажности и требуют гораздо большего ухода, чем нержавеющая сталь, у них есть два плюса, благодаря которым они по сей день пользуются большим количеством поклонников.Это отличное поведение при заточке даже при длительной работе и очень агрессивной резке. Из таких ножей гораздо проще получить бритвенную остроту, и они сохраняют ее очень долго. Поэтому, если вам нужно разделывать крупную дичь часто и в больших количествах, а вы человек ухоженный и ухаживаете за своим ножом, то карбон — лучший вариант для вас. Композитные стали аналогичны углеродистым сталям - Дамаск, Дамаск, ламинаты и некоторые традиционные японские.Они обладают высокими декоративными качествами, а по эксплуатационным свойствам часто превосходят обычные углеродистые стали, но за ними следует ухаживать еще тщательнее.
Существует также промежуточный вариант между нержавеющей сталью и углеродистой сталью, так называемые полунержавеющие стали. Они сочетают в себе отличные режущие свойства с отличной коррозионной стойкостью. Типичным примером такой стали является импортная Д2 (или отечественная х12мф). Охотничий нож из этого материала – один из лучших вариантов для тяжелой работы и сложных условий.Идеально подходит для любых охотничьих задач. Порошковые стали – явление достаточно современное, сочетающее в себе высокую режущую способность и коррозионную стойкость. К ним относятся CPM 154, CPM S30V, CPM S90V и другие. Ножи из таких сталей имеют отличный рез и хорошо себя покажут на охоте, но стоит учитывать, что они имеют очень высокую цену, а при неправильной закалке их полезность может быть значительно ниже указанных . Поэтому выбирать охотничий нож нужно исходя из условий охоты и объема работ. .Лезвие ножа. Знакомство с кухонным ножом, часть II.
Доброе утро, Сегодня я приглашаю вас на вторую часть серии «Знакомьтесь, ваш нож», цель которой — познакомить вас с темами, связанными с кухонными ножами. Сегодня я постараюсь объяснить вам, почему лезвие ножа так важно. Пост посвящен одному из важнейших элементов при выборе подходящего инструмента: стали типа и параметрам лезвия . Сознательный выбор правильной стали должен быть основополагающим фактором в процессе выбора хорошего ножа. Вы можете найти много специализированных статей о стали для производства лезвий кухонных ножей, но моя цель не в том, чтобы точно описать различия между ее марками, а прежде всего представить практические последствия выбора данной стали . Для тех, кто заинтересован в дальнейшем чтении, я предоставляю ссылки на интересные веб-сайты, посвященные этой теме. Конечно, я открыт для любых предложений и возможных оговорок :-) Добро пожаловать! шт.со вчерашнего дня вы можете добавлять фотографии к комментариям, оставленным в Ziołowy Zakątek. Смело используйте эту возможность! [pullquote]При выборе ножа обратите внимание на несколько технических моментов.[/pullquote] Важнейшим элементом любого ножа является лезвие (лезвие). Лезвие — это вся стальная часть ножа, а режущая кромка называется лезвием. Остановлюсь здесь на лезвиях из стали (например, в продаже есть и в основном керамические, но я с ними не имел никакого контакта, поэтому много писать о нем не могу).Тип стали, способ ее закалки, твердость, толщина лезвия и способ его заточки — параметры, которые следует учитывать при выборе правильного ножа. Может показаться страшным контролировать все эти аспекты, но это не так. Надеюсь, что мой пост поможет вам немного упорядочить свои знания :-) Основными параметрами стали, которые следует учитывать, являются ее тип и твердость. Есть два основных типа стали: - углеродистая сталь . Ножи издавна изготавливают из углеродистой стали (т.е. стали, содержащей около 1% углерода), которая отличается высокой твердостью, но не очень устойчива к коррозии. Что этот выбор означает на практике? Ножи из углеродистой стали j очень прочные и твердые, относительно легко затачиваются, но не очень устойчивы к коррозии. За такими ножами нужно ухаживать особо, вытирать насухо, осторожно нарезать кислые продукты (лимон, помидоры), часто их консервировать. Такие ножи со временем темнеют и приобретают «благородную патину». Многие люди выбирают ножи из углеродистой стали именно из-за их уникального внешнего вида.Когда я пишу об углеродистой стали, на ум приходит аналогия с чугунной посудой, за которой тоже надо правильно ухаживать, но с возрастом «очищаться». Пример ножа из углеродистой стали. Источник: LTHForum.com Ножи из нержавеющей стали более распространены в торговле, более просты в обращении и более устойчивы к коррозии. Существует много видов нержавеющей стали, поэтому параметры клинка зависят от того, из какой стали он изготовлен (см. примечание в конце главы). Другие виды стали: Дамасская сталь, родом из Индии. Она также была создана на Ближнем Востоке и получила свое название от столицы Сирии — Дамаска, где в Средние века из нее ковали мечи и ножи (в Европе техника изготовления этого вида стали так и не была освоена).Оружие, выкованное из этого типа стали, было одновременно и прочным, и устойчивым к ударам, и гибким. Особенностью дамасской стали были красивые узоры. Сегодня практически возможно реконструировать технологию его выплавки и выплавляют его энтузиасты или на специализированных заводах. Почему я пишу об этом? Облицовка из дамаска в ножи Кухонные ножи выполняют две функции: Пример ножа с дамасковым покрытием. Источник: knivecenter.com  нож Дамасская сталь нож Дамасская сталь А что насчет т.н. с хирургической сталью ?. [pullquote]Ножи из хирургической стали не хорошего качества.[/pullquote] Хирургическая сталь — это тип коррозионностойкой стали. Этот термин обычно используется для описания стали очень низкого качества. Правда, такая сталь полностью устойчива к коррозии, но в то же время мягкая, гибкая, быстро тупится и плохо поддается повторной заточке. Нож из такой стали легко сгибается и уже не вернется в первоначальный вид. Недорогие ножи самого низкого качества часто делают из хирургической стали.Этот тип стали иногда называют «хирургической сталью», «нержавеющей сталью», серией 400 (например, 420, 425 MOB). Лучше держаться от нее подальше. Издание . Для пояснения привожу выдержку из комментария одного из читателей блога, инженера-материаловеда. Если вас интересуют детали из разных видов стали, рекомендую ссылки в конце поста. «Английское название «нержавеющая сталь» (SS) означает любую сталь, устойчивую к коррозии (...) Хирургические стали являются подгруппой группы коррозионностойких (нержавеющих) сталей.Например, наиболее часто используемым металлическим материалом для хирургических инструментов является тип 316L (хирургическая сталь) « ». К чему эти дилеммы и почему я не могу выбрать полностью устойчивый к коррозии нож? Большинство ножей из нержавеющей стали не полностью устойчивы к коррозии. Покупая нож из нержавейки, нельзя рассчитывать на то, что он будет полностью «нержавеющим» — оставленный на ночь в мокрой раковине металл покроется ямками ржавчины, которые придется удалять.Ножи из т.н. хирургической стали, но надо помнить, что это не единственное, на что следует обращать внимание: ну и что, если нож не заржавеет при неблагоприятных условиях, ведь у него много других недостатков? Наличие ножа из нержавеющей стали не освобождает вас от обязанности надлежащего ухода за лезвием (если, конечно, вы хотите поддерживать его в хорошем состоянии). О способах хранения и консервации клинка я расскажу в другом посте. Что такое твердость ножа ? Я уже несколько раз упоминал о «твердости» стали. Твердость стали выражается по шкале твердости Роквелла (HR). Для закаленной стали твердость обозначается символом HRC, и именно в этих единицах будет выражаться твердость лезвия кухонного ножа. Кухонные ножи обычно имеют твердость от 52 HRC. 57 - 58 HRC считается твердой сталью. Тем более японские ножи иногда делают из еще более твердой стали, даже 63 - 68 HRC. Что твердость стали означает для пользователей ножей на практике? Должен ли я выбрать самую твердую сталь? [pullquote] Выбор ножа – это компромисс между твердостью стали и гибкостью лезвия.[/pullquote] Проще говоря: чем тверже нож, тем дольше он остается острым. В то же время, однако, он более склонен к сколам и менее гибок, поэтому будьте с ним осторожны. Причем, чем больше твердость лезвия, тем сложнее его правильно заточить. Скорость затупления ножа зависит не только от твердости стали, но и от толщины лезвия: японские ножи, у которых обычно очень тонкие лезвия, тупятся быстрее. Другие параметры лезвия, о которых следует помнить. [pullquote] Помимо твердости стали важны и детали конструкции лезвия. [/pullquote] Геометрия лезвия. Количество материала с обеих сторон режущей кромки (лезвия) зависит от того, как режет нож и где будет находиться центр тяжести лезвия. Обычно европейские ножи сбалансированы (50/5о), а это значит, что с обеих сторон лезвия одинаковое количество материала. Для ножей, отличных от 50/5o, количество материала, собираемого по бокам лезвия, изменяется, так что кромка ножа оказывается вне центра лезвия. Крайним примером является лезвие 0/100 (или 90/100), где лезвие расположено на одной стороне (эффект - лезвие закручивается в одну сторону).На рисунке ниже показаны различные способы размещения материала: Слева: лезвие 50/50, справа: 0/100. Источник: форум ножей о ножах, pl Примечание: я приложил все усилия, чтобы информация в этом посте была точной. Однако я не химик и не специалист по ножам, поэтому, если вы заметите какие-либо ошибки, сообщите мне об этом в комментариях, и я немедленно их исправлю! Литература, которую я использовал для подготовки поста, и другие ссылки, которые стоит посмотреть. Виды нержавеющей стали, из которой изготовлены лезвия ножей. Какая сталь лучше для ножей? Мы проверяем!Вы делаете ножи? Вы задаетесь вопросом, какая сталь лучше? Три основных типа: углерод, нержавеющая сталь и инструмент. У каждого из них есть свои сторонники и противники. Также из каждого из них можно сделать приличный нож. Вот краткое описание каждого из них. Прочтите самую важную информацию и узнайте, какой тип стали вам пригодится в работе.
Как выбрать лучшую сталь для ножей?Это не так просто, как может показаться.Ведь выбор конкретного типа лезвия напрямую влияет на возможность использования лезвия и его долговечность. Конечно, более высокое качество материалов означает, что нож прослужит дольше. Однако ножи используются для разных целей, и не все свойства стали требуют одинаковых свойств. Во-первых, давайте познакомимся с ними поближе.
Свойства стали для ножейСтальобладает многими свойствами, которые делают ножи пригодными для различных задач.Ниже мы представляем самые важные из них: - Твердость , то есть способность сопротивляться напряжениям и приложенным силам, вызывающим деформацию. Твердость дается по шкале Роквелла C (HRC). От твердости напрямую зависит еще одно свойство материала, т. е. прочность, которая придает режущей кромке достаточную жесткость и препятствует ее остаточной деформации. - Износостойкость - это способность стали сохранять свои первоначальные свойства независимо от воздействия окружающей среды.Здесь стоит упомянуть стойкость к истиранию, т.е. устойчивость к образованию полостей и царапин, вызванных трением. - Прочность , то есть способность противостоять трещинам и сколам, которые могут возникнуть при остром ударе ножом или под сильным давлением. - Эластичность - это параметр, отвечающий за восстановление исходной формы ножа после прекращения действия сил деформации. - Нержавеющая сталь , просто коррозионная стойкость.Это свойство зависит от химического состава стали и прежде всего от добавки хрома. Чем больше этого элемента в составе, тем больше устойчивость к ржавчине. Однако содержание хрома влияет на ударную вязкость: чем больше хрома, тем меньше ударная вязкость.
Термическая обработка сталиСвойства определяют характеристики каждой марки стали и, следовательно, предполагаемое использование ножа. Однако только термическая обработка позволяет их стабилизировать и усилить. Обычно целью механической обработки является придание стали твердости. Определение его надлежащего значения является сложным делом. Здесь мы делимся мудростью — нельзя увеличивать твердость стали до бесконечности. Конечно есть свои плюсы. Ведь с твердостью увеличиваются прочность и стойкость к истиранию, но при этом снижается ударная вязкость. К сожалению. Не может быть так красиво. Однако есть точка, где твердость и ударная вязкость высоки — так называемый пик ударной вязкости.Однако для завершения обработки на этом этапе требуется довольно много практики и мастерства. Что ж, ничего не дается легко, не говоря уже о первоклассном лезвии, которое режет, как бритва. Если вы задаетесь вопросом, какая сталь для ножей самая лучшая, в первую очередь та сталь, которую обрабатывают настоящие специалисты. А кто сделает это лучше вас? В яблочко. Если вы еще не чувствуете себя уверенно в изготовлении ножей, не волнуйтесь, доверьтесь нам. Для каждого продукта в категории «В основном сталь» мы даем советы по их обработке.Однако, прежде чем выбрать конкретную сталь, давайте рассмотрим их поближе.
Подходит ли углеродистая сталь?Какая сталь лучше для ножей? Многие люди, увлекающиеся изготовлением ножей, выбирают углеродистую сталь. Все из-за его преимуществ. Углеродистая сталь прочная и твердая, а ножи из нее очень легко затачиваются. И не нужно делать это часто. Ножи из углеродистой стали очень долго сохраняют режущую агрессию. Однако многие отмечают недостатки этого сплава. Во-первых, он не очень устойчив к коррозии. Во-вторых, при изготовлении ножей из углеродистой стали потребуется некоторый опыт, так как она требует правильной термической обработки. В противном случае нож может быстро стать ломким или затупиться, что потребует частой заточки. В-третьих, необходимо позаботиться об углеродистой стали. Имейте это в виду, особенно при изготовлении ножа для использования на кухне. Ножи из углеродистой стали могут потемнеть, их также следует вытирать насухо, особенно после нарезки цитрусовых, огурцов или помидоров. Тем не менее, учитывая его недостатки, нельзя исключать его преимущества. Одна только ржавчина не должна дисквалифицировать ее. Если правильно ухаживать за ножом из углеродистой стали, он прослужит долгие годы. Так что держите сухую тряпку наготове! Я думаю, мы не упомянули, что углеродистая сталь относительно дешева? Ты не веришь? Взгляните на нашу сверхчистую углеродистую сталь 125SC. С его помощью можно сделать уникальный нож с четко очерченным хамоном неправильной формы (линии стойкости) на лезвии.
Преимущества нержавеющей сталиМногие считают, что лучшая сталь для ножей – нержавеющая. Его решающим преимуществом является то, что он чрезвычайно устойчив к коррозии. Благодаря этому за изготовленными из него ножами не придется особенно ухаживать. Немного влаги или фруктового сока ей не повредит. Кроме того, нержавеющая сталь чрезвычайно прочна. Также его легко чистить, его оценят не только повара, но и охотники и выживальщики, которым порой сложно тщательно очистить свои инструменты в сложных условиях. Ножи из этого сплава также оценят любители легких инструментов. Нержавеющая сталь, благодаря тому, что она устойчива к коррозии, не нуждается в дополнительном армировании, что напрямую выливается в меньший вес (особенно если еще и выбрать более легкий материал для рукояти ножа).
Виды нержавеющей стали для ножейОдним из самых популярных видов нержавеющей стали является RWL 34. Его название происходит от имени одного из самых известных дизайнеров и производителей ножей Роберта У.без любви. Loveless обратил на него внимание благодаря отличным свойствам: долголетию, однородной структуре, высокой чистоте и прочности, простоте обработки. Как мы можем спорить с проницательностью легенды ножеделия? Кто, как кто, но Лавлесс точно знал, какая сталь лучше для ножей. Таким образом, это не могло не быть в нашем предложении. Если вы склоняетесь к нержавеющей стали, то обратите внимание на популярную сталь AEB-L, используемую как в кухонных, так и в охотничьих ножах.Как и RWL 34, хорошо держит остроту и долговечен. Это сталь для людей, которым нужен нож с высокой коррозионной стойкостью.
Подходит ли инструментальная сталь для ножа?Является ли инструментальная сталь для ножей лучшей? Хотя большинство инструментальных сталей представляют собой углеродистые стали, эти типы сплавов, безусловно, более устойчивы к коррозии, чем углеродистые стали. Инструменты из него также прочны и устойчивы к истиранию.Почему? Ведь инструментальная сталь содержит дополнительные элементы, повышающие ее механическую стойкость. Инструментальные стали также относительно дешевы.
Вы ищете конкретную инструментальную сталь?Инструментальная стальD2 — один из лучших вариантов в своем классе. Можно сказать, что это культ. Не может не быть в рейтинге лучших ножевых сталей. Он используется для изготовления ножей среднего и высокого класса лучшими ножерезами.Д2 – сталь, отнесенная даже к полунержавеющему классу, из-за повышенного содержания хрома в составе. Не могу ее сильно винить. Он агрессивно режет и устойчив к истиранию, благодаря чему долго сохраняет остроту. В нем есть все, что должна иметь хорошая сталь. Воодушевлен? Взгляните на сталь Bohler K110 из нашего магазина. Инструмент, уголь или нержавеющая сталь? Какая сталь лучше для ножей? Все зависит от того, для чего будет использоваться инструмент. Когда вы определитесь с назначением ножа, то будете знать, какие свойства для вас наиболее важны и какую сталь выбрать. .Трапециевидные лопасти - какой выбрать?Трапециевидные лопасти являются наиболее часто используемыми аксессуарами при ремонте, а также при работе своими руками или в мастерской. Их отличает многофункциональность и простота использования. С их помощью можно резать много разных материалов. Узнайте, когда использовать трапециевидное лезвие и какие типы выбрать для вашей безопасности и комфорта. Трапециевидное лезвие - что это такое?Трапециевидное лезвие - это не что иное, как трапециевидное лезвие, которое располагается на корпусе специального ножа для резки.Он поставляется в двух вариантах: убирающийся или постоянно выдвигающийся. Лезвие имеет одинаковый наконечник с обеих сторон, что является очень экономичным решением. Если одна сторона износилась, их можно легко перенести на другую. Для чего используются трапециевидные лопасти?Трапециевидные лопасти наиболее востребованы при отделочных и ремонтных работах, а также при ремонтных и строительных работах. Поэтому они широко используются в различных отраслях промышленности.Хотя они обычно используются профессионалами, это не мешает иметь их и в вашем домашнем наборе инструментов. Чаще всего трапециевидные полотна применяют для: - резки ковролина (коврового, резинового и линолеума) - упаковки пакетов, - резки обоев, - резки тонкого гипсокартона, - резки лекал, выноса изделия кустарного промысла и т. д., - зачистка. Трапециевидное лезвие - какой материал?Одним из наиболее часто используемых типов лезвий является лезвие из биметаллической или легированной стали.Отличается высокой устойчивостью к изгибу и отличной стойкостью к затуплению и истиранию. Это также лезвие, которое практически не ломается. Другой тип — лезвие из оксида циркония, которое в десять раз прочнее лезвия из стали. Также стоит упомянуть, что они устойчивы к коррозии, а значит, их можно с успехом использовать в местах с повышенной влажностью (в том числе и на открытом воздухе). Важным фактом является то, что они не образуют искр при работе, и не проводят электричество.Кроме того, они очень устойчивы к влиянию высоких температур. Их большим преимуществом является возможность провести точную линию реза и защитить материал от истирания. Однако все плюсы лезвия из оксида циркония идут рука об руку с высокой ценой. Однако за такой тип лезвия стоит заплатить больше, которое не подведет даже при выполнении очень сложных работ. Что нужно знать перед покупкой трапециевидного лезвия?Стоит помнить, что трапециевидные лезвия выпускаются в виде ножей с пластиковым корпусом, которые очень легкие, и с металлическим корпусом, которые намного массивнее.При работе в неблагоприятных условиях лучше всего выбирать нож с высокой термостойкостью и ударопрочностью. Безопасность использования ножа также важна, поэтому стоит выбрать модель, которая будет оснащена защитой от скольжения, например, в виде силиконовых или резиновых накладок. Их задача – заставить инструмент крепко лежать в руке. Также необходимо проверить способ блокировки лезвия и способ замены лезвия. Инвестируйте запас трапециевидных лезвийЕсли вы часто используете трапециевидные лезвия, было бы неплохо иметь их в запасе, поскольку иногда трудно сказать, когда именно лезвие необходимо заменить.Поэтому отличный вариант — инструменты со специальным магазином внутри корпуса, куда можно спрятать дополнительные ножи, которые всегда будут под рукой. Поэтому, когда вы покупаете нож, убедитесь, что вы можете купить его сразу. В других статьях мы описали: Стеклянный нож - какой купить? TAGIтрапециевидные лезвия - трапециевидное лезвие. Типы токарных инструментов - конструкция и применениеЕсли бы мне пришлось иметь дело с типами токарных инструментов по чисто академической книжной модели или той, которую преподают в ПТУ, то эти знания часто прилетают и вылетают другим ухом, просто не стоит вспоминать. Проще говоря, ножи следует классифицировать по необходимости для данного технологического процесса при механической обработке токарные ножи, полностью изготовленные из быстрорежущей стали - токарные ножи из обычной быстрорежущей стали с напаянной твердосплавной пластиной в качестве лезвий - складные токарные ножи, где отдельным элементом является рукоять ножа и сменная вставка Здесь в первую очередь учитывается цена ножа и срок его службы. Токарные ножи из быстрорежущей сталиДля простых, недорогих или малошероховатых работ мы выберем нож из быстрорежущей стали. Если мы знакомы с геометрией лезвия, то можем купить только «сталь» для заточки. Это имеет смысл, когда нам нужен фасонный нож, необходимый для изготовления заданной кромки, которую мы не сделаем ни одним другим ножом, готовым от производителя, или это будет слишком трудоемко и нерентабельно.
Токарные ножи с напаянной пластинойНожи с напаянной пластиной по цене аналогичны.Единственным их недостатком является то, что после откалывания лезвия его очень трудно заточить, а получение прежней геометрии получить обычно невозможно, поэтому такой нож, после разрезания напаянной пластины, обычно приземляется на лом. Бывает, что выкрашивание лезвия происходит через пять минут использования нового ножа. Это может быть связано либо с перегревом лезвия при работе в определенных условиях, например, всухую, либо из-за кристаллографического дефекта в самом лезвии. Следовательно, мы не будем использовать такие ножи широко, потому что нерентабельность обработки этим инструментом просто зависит от того, сломаем ли мы лезвие сразу или через полчаса, какой бы СОЖ мы ни использовали.Прикол в том, что каждый поход за ножом стоит 50 злотых за штуку, а еще можно использовать последнюю группу, то есть складные ножи. Складные токарные ножиСкладные ножи. Складной узел состоит из ручки и многолезвийной вставки. И, конечно, здесь тоже имеет место поломка токарного резца и более глубокая характеристика лезвия. Рукоятка определена для заданной формы пластины, а пластина — это наше лезвие. Форма хвостовика зависит от соответствующей обработки. Как и в предыдущих группах, здесь будет аналогично, т.е. у нас будут правые, левые, прямые токарные ножи и их комбинации, напр.прямой, смещенный, правый или прямой, смещенный, левый или изогнутый, правый или левый и т.д. NNWa 1010 P20 , т.е. хвостовик имеет немного другую геометрию исполнения для такого ножа, т.е. рукоятка в обойме будет квадратной или прямоугольной, а более длинная часть рукояти будет овальной, это связано с то, что лезвие ножа должно выступать за его контур, чтобы, создавая обрабатываемую поверхность, оно не травмировало край держателя. Сменные пластины типовСменные пластины могут иметь самые разные формы, от треугольной до квадратной, ромбовидной с большими или малыми углами и круглой. В зависимости от параметров режущей кромки мы можем иметь режущие пластины с положительным или отрицательным подъемом, нулевым или нейтральным подъемом. Тогда за счет угла входа вспомогательной кромки - углов каппа - мы определим характер нашей обработки, и таким образом, так называемая«Контроль направления чипа». Кроме того, режущие пластины, особенно более дорогие, имеют так называемые режущие пластины на поверхности за режущей кромкой. стружколом, представляющий собой тип углубления с кромкой, сформированной таким образом, чтобы получить, по возможности, сколотую стружку вместо ленточной стружки, которая является наиболее вредной в процессе производства. Режущие пластины различных типов доступны в нашем магазине в разделе режущие инструменты. Кроме того, у нас есть еще радиус закругления - чем больше, тем большую стружку мы можем сорвать, а угол приложения лезвия позволяет получить определенную шероховатость обрабатываемой поверхности. Мне кажется бессмысленным приводить все геометрические параметры лезвий складных ножей, т.к. просто все параметры, касающиеся размеров ножа и режущей пластины, ее формы, применения при определенной скорости резания Vc или характеристик зависимость подачи от глубины резания, называемая "диаграммой стружкообразования" и т.д., можно найти в каталогах данных производителей, а поскольку существует широкий диапазон этих параметров, то будет проще ориентироваться на конкретное применение и выберите предложения.Достаточно того, что наши граничные данные будут включать в себя тип обработки - например, предварительная обработка, затем формообразование и чистовая обработка, затем какая итоговая шероховатость нас интересует и стойкость инструмента при сухой или мокрой обработке, т.е. подлежит ли пластина покрытию с нитридом или без. Все это мы можем найти в каталогах.
Я думаю, с помощью этой аббревиатуры мы можем уверенно выбирать инструменты в соответствии со своими потребностями. Примеры поворотных инструментовИнструмент прямых поворотовISO 1 R / L
Инструмент поворота. |




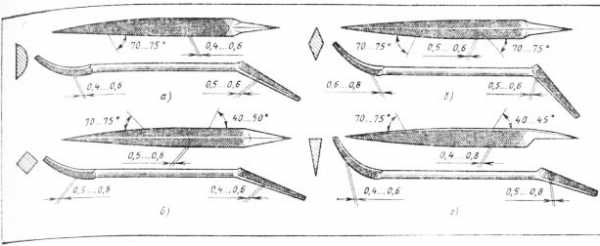
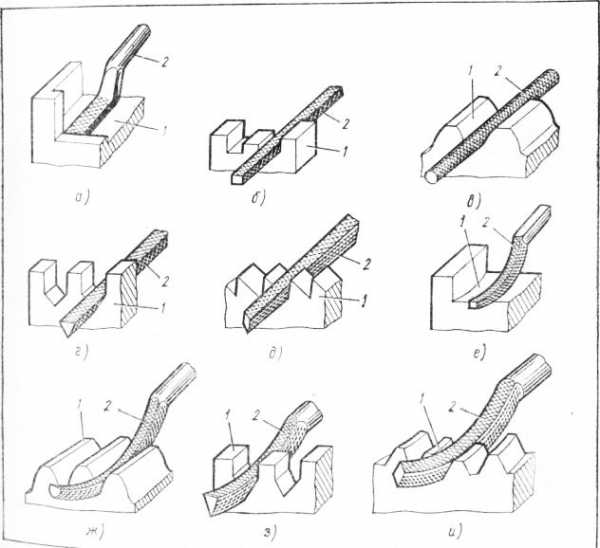


















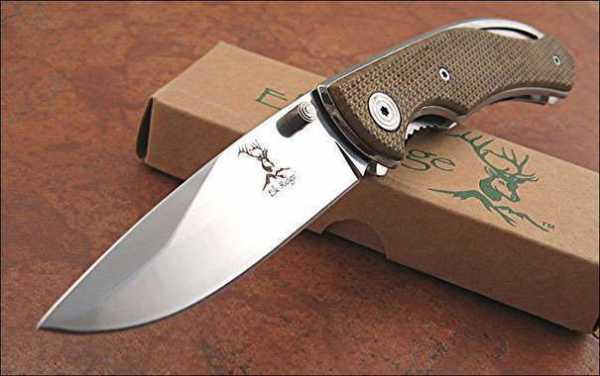









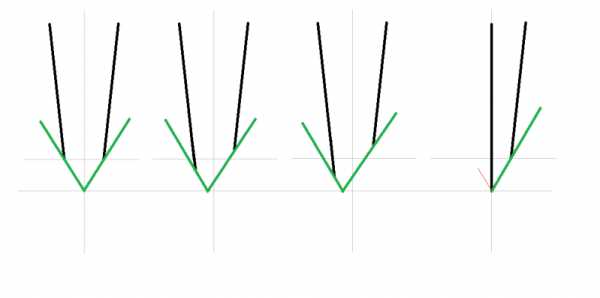 Наконец, нам нужно знать, под каким углом заточено наше лезвие? Есть лезвия, заточенные под углом 12 и 15 градусов (очень острые, но в то же время тонкие и склонные к выкрашиванию), 17, 20 или 25 (на мой взгляд, 25 градусов однозначно многовато, проверьте транспортиром на предмет чего это). Мы будем использовать информацию о конструкции лезвия ножа для правильной заточки ножей, но об этом позже в серии статей «Знакомьтесь, ваш нож».
Наконец, нам нужно знать, под каким углом заточено наше лезвие? Есть лезвия, заточенные под углом 12 и 15 градусов (очень острые, но в то же время тонкие и склонные к выкрашиванию), 17, 20 или 25 (на мой взгляд, 25 градусов однозначно многовато, проверьте транспортиром на предмет чего это). Мы будем использовать информацию о конструкции лезвия ножа для правильной заточки ножей, но об этом позже в серии статей «Знакомьтесь, ваш нож».











