|
|
Из чего состоит полуавтомат сварочныйСварка полуавтоматом – от А до Я | СОВЕТЫВ данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье: Теоретическая часть:
Практическая часть:
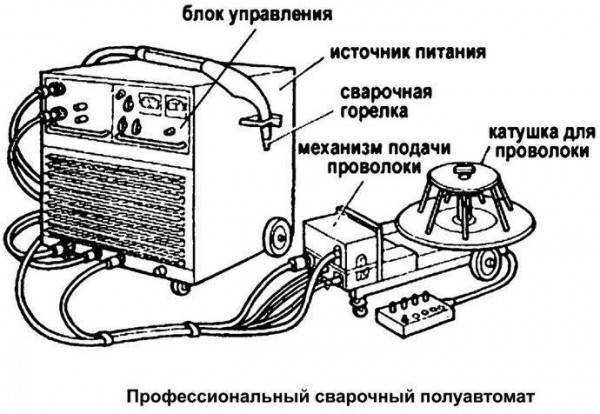
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания. Сварочный полуавтомат – кратко об устройствеСварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости. Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN. В независимости от вида устройства рабочая комплектация остается стандартной:
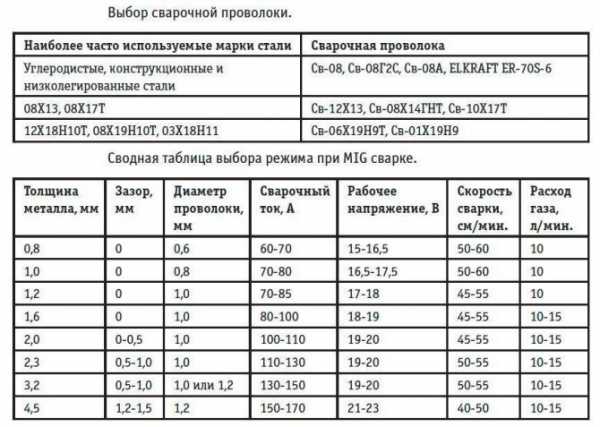
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика. Выбор газа в зависимости от свариваемого металлаОсновная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва. Обратите внимание на таблицу:
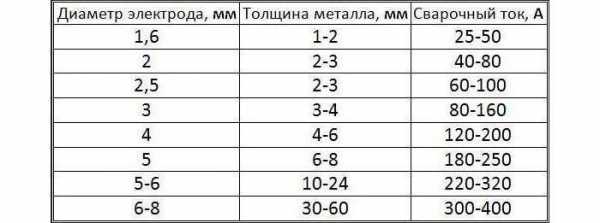
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Обычной фасовкой для проволоки является 200 или 300 мм.
Как проводится сварка полуавтоматом без газаЗащитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва. ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYNВ качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем. Подготовка аппарата к работе – сборка / установка проволокиПроцесс сборки (подготовки аппарата к работе) довольно прост: 1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
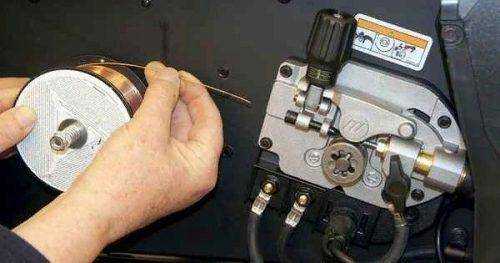
Установка проволоки в сварочном полуавтомате выполняется следующим образом: 1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло. 10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить. Настройка аппарата сварочного полуавтоматаДля примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%). На редукторе устанавливаем расход газа на 10-12 л/мин - для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите. Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса. Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги - корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва. В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Как проводится сварка полуавтоматомКак и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа. Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой. Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм. Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины. В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки. Влияние скорости движения горелки на качество шваКачество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?Существует множество способов движений горелкой для формирования шва:
Заключение + ВИДЕОВ этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок! * Подписаться
Что такое сварочный полуавтомат и как он работает Что такое сварочный полуавтомат и как он работает Что такое сварочный полуавтомат и как он работаетПорой одних электродов недостаточно и требуется выполнение более тонких работ по сварке. Например, при ремонте автомобилей или когда нужно получить сварочный шов идеального качества. В таких случаях лучше всего использовать полуавтоматическую сварку. Данный вид сварки идеально подходит для соединения цветных металлов и тех, толщина которых не превышает 1 мм. Для осуществления сварочных работ потребуется специальное оборудование, о котором и будет рассказано в данной статье сайта про MMA сварку. Что такое сварочный полуавтоматСварочный полуавтомат представляет собой более сложное оборудование, намного сложней, чем обычный инвертор для сварки электродами. Сварка полуавтоматом ведётся в среде защитного газа, поэтому конструкция полуавтомата включается в себя следующие узлы и механизмы. Из чего состоит полуавтомат для сварки:
Главной особенностью полуавтомата является его мощность. Промышленные полуавтоматы для сварки обладают большой мощностью и возможностью варить толстые металлы. Бытовые модели полуавтоматов сваривают металлы толщиной до 4 мм, они поддерживают максимальный диаметр сварочной проволоки до 1,2 мм. Принцип работы сварочного полуавтоматаПроцесс работы сварочного полуавтомата достаточно прост. Основное управление приходится на горелку с кнопкой включения подачи проволоки и защитного газа в зону сварки.
Когда полуавтомат заправлен и готов к работе, сварщик нажимает на кнопку, которая расположена сбоку горелки. В этот момент включается механизм подачи проволоки, которая начинает выходить из сопла горелки.
Чтобы начать варить, нужно дотронуться проволокой до свариваемого металла. В результате этого появится сварочная дуга, которая начнёт сплавлять кромки металлической заготовки. Вместе с подачей проволоки активизируется и подача защитного газа. Можно ли варить полуавтоматом без газаПолуавтоматическая сварка в виду своих преимуществ, привлекает всё больше мастеров. Однако единственной трудностью, с которой им приходится сталкиваться, это бесконечная заправка баллонов газом, а также возникающие сложности при их транспортировке.
Поэтому многие задаются вопросом о том, а можно ли варить полуавтоматом без газа. На самом деле варить можно и, достаточно эффективно, если использовать так называемую «порошковую проволоку». Принцип сварки полуавтоматом порошковой проволокой прост, достаточно более подробно взглянуть на её устройство. Порошковая проволока сделана в виде трубки, внутренняя полость которой наполнена специальным флюсом.
При сгорании металлической трубки сгорает и флюс, выделяя при этом защитный газ, который надежно укрывает сварочную ванну и защищает её от воздействия кислорода. То есть, только в таком случае не нужен защитный газ для сварки, и можно варить без него. Поделиться в соцсетях Рукав сварочный для полуавтомата: какую горелку лучше взятьСварочный рукав полуавтомата предназначен для передачи защитного газа, проволоки и электрического тока, замыкающего дугу. По мере эксплуатации резиновая оболочка трескается и газ начинает просачиваться наружу. Возможны порезы об острые края или оплавление расплавленным металлом. Кабель-канал для подачи проволоки забивается мусором, из-за чего проволока подается рывками, с задержками. В таком случае необходима замена сварочного рукава для полуавтомата. Здесь мы рассмотрим разновидности комплектующих, советы по выбору и эксплуатации. В этой статье: Устройство сварочного рукава полуавтомата В продаже сложно найти отдельные рукава для полуавтомата. Чаще всего они продаются в комплекте с горелкой и разъемом подключения, представляя собой одно целое. Сам рукав состоит из: Горелка MIG в разборе Состав:
В некоторых моделях применяется дополнительное жидкостное охлаждение. На одном конце рукава находится разъем, подключающий подачу силового тока, газа, проволоки от барабана. От разъема отходит фишка для отдельного запитывания низковольтных кнопок управления. Горелка фиксируется с другой стороны. В ней имеется мундштук для передачи напряжения на проволоку, сопло, направляющее защитный газ, термоизолирующая рукоятка, кнопка управления. Все это является расходным материалом полуавтомата, изнашиваясь по мере эксплуатации. Советы по выбору сварочного рукава ПА Если механически повредился только один элемент (канал, силовой провод, шланг), его можно заменить отдельно. При естественном износе всех элементов целесообразно сразу заменить всю горелку с рукавом или шлейфом. Изделия продаются с кратким описанием характеристик, ГОСТов и параметров, которые мы сейчас рассмотрим. Коды товаров и артикулы поставщиков (дополнительная маркировка) не важны для выбора, а пригодятся при ремонте, чтобы подобрать комплектующие. Максимальный ток СкрытьПодробнееМаксимальная сила тока — один из наиболее важных параметров при выборе сварочного рукава с горелкой для полуавтомата. Характеристика варьируется от 150 до 550 А. Чем выше показатель, тем толще получится проварить металл, при условии, что полуавтомат способен выдать такой ток. Если предельная сила тока горелки 200 А, а сварку вести на 300 А, сварочный рукав быстро перегреется, может оплавиться защитная оболочка, изделие станет непригодным. Когда предстоит часто сваривать толстый металл, выбирайте товар с показателем 350-450 А, как например горелка для полуавтомата (Mig MAXI 450 Euro TW) Для сварки кузовного металла полуавтоматом достаточно рукава с горелкой до 180 А. Хороший вариант — БАРСВЕЛД MIG-15 (180 А, 4 м) Длина рукава СкрытьПодробнееВстречается размер от 3 до 5 м. Влияет на маневренность сварщика, чтобы передвигаться вокруг объемной конструкции без перетаскивания полуавтомата. Если часто варите фермы, крупные емкости, каркасы — понадобится сварочный рукав 5 м. Когда работы ведутся преимущественно за сварочным столом, достаточно короткой горелки 3 м. Соединение горелки с рукавом СкрытьПодробнееВ бюджетных версиях рукав заходит внутрь горелки путем жесткого закрепления. Чтобы избежать перелома, производитель предусматривает небольшую пружину, предупреждающую загиб. В более крутых вариантах, как у горелка для MIG сварки, есть шарнирное соединение. Рукав крутится, но не выкручивает горелку. Это удобнее для накладки аккуратных швов. Диаметр канала СкрытьПодробнееКанал, по которому движется сварочная проволока, выполнен в виде жесткой плотной спирали. Он может быть рассчитан на диаметр от 0.6 до 2.0 мм. Когда часто приходится работать с металлами разной толщины, большой диаметр канала будет плюсом. Вы сможете чередовать установку катушек с тонкой и толстой проволокой, минимально теряя время. Но если требуется сваривать полуавтоматом только тонкий металл (1.0-2.0 мм), ищите рукав с каналом 0.8-1.0 мм. В нем проволока будет меньше болтаться и подача заметно ровнее. Морозостойкость СкрытьПодробнееПараметр прописывается по ГОСТ 15150-69, указывая в каком микроклимате допустима эксплуатация. Большинство товаров выпускается с индексом "У", подразумевающим умеренный климат. Если работы ведутся на улице в зиму, выбирайте рукава для полуавтоматов с индексом "УХЛ". При сварке на нефтяных морских платформах используют горелки с маркировкой "М", устойчивые к холоду, влаге и солям в воздухе. Разъем СкрытьПодробнееБывает Евро или обычный штыревой. Не влияет на качество сварки, а лишь определяет способ подключения к полуавтомату. Разъемы не взаимозаменяемы, поэтому посмотрите в инструкции по эксплуатации, какой тип у вашего сварочного аппарата. Эргономика СкрытьПодробнееХороший пример эргономики Совсем простенькие горелки имеют прямую рукоятку и ровную прямоугольную кнопку. Они подойдут для непродолжительной сварки от случая к случаю. Когда предстоит варить полуавтоматом каждый день по 4-8 часов, удобнее горелки с эргономичными вырезами под пальцы и изогнутой кнопкой. Чтобы удерживать горелку, требуется меньше усилий и от нее меньше устает рука. Гибкость СкрытьПодробнееПри работе с полуавтоматом важна гибкость сварочного рукава. Этот параметр нигде не прописывается, поэтому пробовать нужно вручную при покупке в магазине. Возьмите горелку в руку и поднимите с согнутым локтем до уровня головы. Если рукав не образует вертикальный свес от изгиба, а торчит дальше по косой — это жесткий вариант. Он подойдет только для настольной сварки, а подлазить под крупные изделия или внутрь емкостей с ним будет неудобно. Тип охлаждения СкрытьПодробнееОхлаждение бывает воздушным и водяным. В первом случае тепло отводится естественным путем — уходит от разогретого сопла и мундштука в воздух. Вариант подойдет для сварки тонких металлов, а также непродолжительной сварки толстых сталей 10-20 мм. Для жидкостного охлаждения в сварочном рукаве полуавтомата предусматривают две дополнительные герметичные трубки. Они доходят до самой горелки, а на обратной стороне подключаются к расширительному баку. По системе циркулирует этиленгликоль, смешанный с дистиллированной водой. В схеме есть насос, радиатор охлаждения и вентилятор. Все очень похоже по принципу работы на систему охлаждения двигателя в автомобиле. Когда горелка и рукав нагреваются от сварки, запускается циркуляция, лишнее тепло забирает жидкость и уносит в радиатор. Это позволяет работать долго на повышенных токах 400-500 А без перегрева и простоя. Покупка сварочного рукава с водяным охлаждением оправдана в случае присутствия такой функции в самом аппарате. Если в нем нет блока, то его можно докупить отдельно. Практичный и надежный вариант подобной горелки — Abicor Binzel RB 610 D WZ-2 Особая конфигурация СкрытьПодробнееБольшинство горелок выполняются максимально тонкими, чтобы не перегружать руку сварщика. Но если регулярно приходится варить в потолочном положении, расплавленный металл, окалины падают на руку. Даже в крагах это неприятно, нитки швов быстро перегорают, появляются дыры. В таком случае выбирайте сварочный рукав с горелкой, оснащенной дополнительной защитой от брызг, как например у горелки А-1231-5Г3 Советы по эксплуатации и хранению Чтобы сварочный рукав прослужил дольше, при эксплуатации важно соблюдать ряд простых правил:
Сводная таблица соотношения режима сварки к материалу Чтобы понять, какой сварочный рукав нужен для работы с определенными сварочными токами, рассмотрим их соотношение в таблице.
При этом настраивается расход газа в пределах 6-11 литров в минуту, чтобы шов ложился без пор. Скорость подачи проволоки каждый сварщик устанавливает индивидуально в пределах 30-45 м/мин. Слишком большая скорость приведет к уменьшению электрической дуги, проволока будет как бы прокалывать сварочную ванну. Низкая скорость приведет к тому, что проволока будет плавиться далеко от места стыковки и сильно разбрызгиваться. Хороший выбор сварочных рукавов для полуавтоматов рекомендуем посмотреть в каталоге горелок для полуавтоматов сварочных (MIG-MAG). В каталоге есть горелки с шланг-пакетами любых характеристик, описанных в статье. Но ходовые модели, популярные у сварщиков, быстро разбирают. Успейте купить ту, которая подойдет вам для конкретных задач. Ответы на вопросы: как выбрать сварочный рукав для полуавтомата? Можно ли удлинить сварочный рукав, если его длины не хватает? СкрытьПодробнееСоединить два участка канала для подачи проволоки нельзя. Обжимное соединение (доращивание) кабеля питания в горелке создаст дополнительное сопротивление. Поэтому удлинить существующую горелку нельзя. Под "удлинить" подразумевается замена горелки с рукавом на новую, более длинную. Максимальный размер шланг-пакета для полуавтомата составляет 5 м., но можно увеличить длину установив дополнительный механизм подачи и к нему подключить сварочную горелку. С каким разъемом лучше купить горелку? СкрытьПодробнееРазъем подбирается под конкретную модель полуавтомата. Выбирая аппарат для MIG сварки, изначально лучше отдавать предпочтение моделям с Euro разъемом. Когда сварочный рукав повредится, износится, подобрать под него горелку будет легче. Можно ли установить в корпус полуавтомата Евроразъем, чтобы подключить соответствующую горелку? СкрытьПодробнееДа, можно. Только это влечет за собой переделку аппарата, такую работу может осуществить специализированный центр Потребуется извлечь существующий разъем, отсоединить от него все коммуникации и встроить Euro. Такую работу можно выполнить самостоятельно или заказать в сервисном центре. Но изменение конструкции влечет потерю гарантии на полуавтомат, поэтому, если оборудование еще на гарантии, рекомендуем дождаться окончания гарантийного периода. Будет ли греть в руку горелка с жидкостным охлаждением при сварке током 300-400 А? СкрытьПодробнееНет, не будет. В ней кабель, по которому течет рабочий ток, размещен внутри герметичного шланга с антифризом. Тепло забирается жидкостью непосредственно от кабеля и уносится в расширительный бак через радиатор. Руке комфортно, поскольку нагревается только сопло. Что будет, если повредить канал с жидкостным охлаждением? СкрытьПодробнееТакое бывает, когда на сварочный рукав роняют тяжелые металлические предметы с острыми гранями. Если оболочка канала разрезана, охлаждающая жидкость вытечет. В таком случае отключите циркуляцию антифриза, чтобы насос не нагнетал давление. Заменить трубку на герметичную можно без замены всего рукава (потребуется разборка шланг-пакета). Почему в рукаве полуавтомата застревает проволока? СкрытьПодробнееНе соответствует кабель канал, токосъемник диаметру проволоки. А так-же возможно попадание в кабель канал ….. Порой такое случается при забивании канала грязью. Для этого периодически нужно прочищать канал проволокой большего диаметра, чем той, что варят. Если это не помогло, канал меняют на новый (продается отдельно). Остались вопросы Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время Обратная связь какой аппарат 220в лучше выбрать? – Виды сварочных аппаратов на Svarka.guruСварочный полуавтомат: принцип работы Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Принцип работы полуавтоматического аппарата следующий:
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
Лучшие сварочные полуавтоматы MIG/MAG, MMAУстройства для сваривания в среде защитного газа и в ручном режиме плавящимися электродами. 1 Aurora OVERMAN 205 (MIG/MAG, MMA)Рейтинг:5,0
Средняя цена: 36 100 руб Лёгкий сварочный полуавтомат с возможностью сваривания штучными электродами. Работает с порошковой самозащитной проволокой. С током до 200 А и мощностью до 8 кВт станет надёжным помощником в гараже или производственном цехе со значительными объёмами работ. Отлично зарекомендовал себя при сваривании алюминия – подойдёт для автомастерской и СТО. Большое время включения обеспечено обновлённой системой охлаждения на базе четырёх радиаторов. Для работы при низких температурах предусмотрена розетка для подключения обогрева редуктора. Аппарату на страшны просадки напряжения до 160-140 В. Особенности:
2 Сварог REAL MIG 200 (N24002N) (MIG/MAG, MMA)Рейтинг:4,9
Средняя цена: 32 580 руб Продвинутый агрегат для применения в быту и на производстве. Горелка оснащена крючком, цепляющимся практически за что угодно. На переднюю панель вынесены регуляторы: напряжения в режиме MIG, скорости подачи проволоки, индуктивности (форсаж дуги). Последняя опция стабилизирует дугу, избавит от наплывов при сваривании тонких металлов. Для режима MMA есть регулятор тока в пределах 10-160 А. Под крышкой корпуса скрывается таблица с рекомендуемыми режимами сварки: соответствие тока, толщины металла и проволоки/электрода. Особенности:
3 РЕСАНТА САИПА-220 (MIG/MAG)Рейтинг:4,8
Средняя цена: 26 590 руб Производительный агрегат для решения любых задач по свариванию металлов в среде защитных газов. Оснащён температурными датчиками. Они следят за терморежимом трансформатора, и, если его температура приближается до критического значения, отключают подачу питания. О перегреве уведомит аварийный индикатор. Корпус покрыт диэлектрическим составом. Под его крышкой скрывается барабан с проволокой, механизм управления скоростью её размотки и клапан дозировки подачи газа. Для повышения ПВ корпус трансформатора изготовлен из алюминия, отлично проводящего тепловую энергию. Особенности:
4 Wester MIG 140i (MIG/MAG, MMA)Рейтинг:4,7
Средняя цена: 16 690 руб Недорогой полуавтомат инверторного типа с выходящим током 140 А для бытовых нужд. Работает с проволокой сечением 0,6-0,8 мм и варит штучными электродами толщиной 1,6-3,2 мм. С такими параметрами отменно проваривает сталь толщиной до 6 мм, чего вполне достаточно для домашнего использования. Эффективное охлаждение и качественные комплектующие обеспечивают ПВ на уровне 60%. Бесступенчатые регуляторы управляют током и скоростью подачи проволоки. Индикаторы сигнализируют о подаче питания и перегреве. Особенности:
5 Fubag IRMIG 180 38608.3 (MIG/MAG)Рейтинг:4,6
Средняя цена: 24 220 руб Недорогой полуавтомат с производительностью 40% в режиме MMA и 25% в режиме MAG станет незаменимым помощником в небольшом цехе, гараже и подсобном хозяйстве. Ручки для изменения тока в режиме MMA, скорости подачи присадочной проволоки и напряжения в режимах MIG/MAG позволяют адаптировать режим сваривания под любые заготовки. С байонетными разъёмами шустро подключите кабели и смените полярность для работы с тонкостенными и толстыми заготовками. Жёлтый индикатор сообщит о перегреве устройства, за чем следит термодатчик с микроконтроллером. Особенности:
6 СТАВР САУ-200М (MIG/MAG, MMA)Рейтинг:4,5
Средняя цена: 21 649 руб Завершает ТОП бюджетный сварочный аппарат для соединения металлов медной проволокой в среде защитных газов и покрытыми электродами. Электронная начинка базируется на инновационных IGBT-транзисторах, устойчивых к перегрузкам и нагреву. Сварочный ток, скорость размотки проволоки изменяются регуляторами на передней стенке. Поддерживается сваривание порошковой проволокой без защитного газа. Поддерживает антизалипание, форсаж дуги и горячий старт. Пригоден для мелкосерийного производства благодаря времени включения 60%. Особенности:
Устройство полуавтоматаЧтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава. Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше. Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
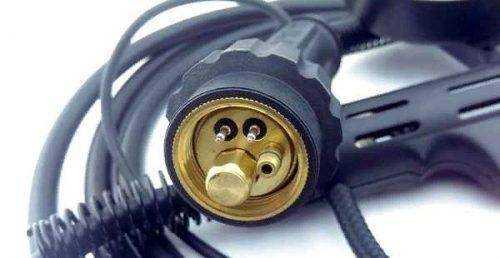
Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток. К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника. Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки. Режимы работы Для работы используют инертные либо активный тип газа. Соответственно различают работу полуавтоматов MIG MAG (аббревиатуры английского сочетания Metal Inert/Active Gas). Существуют модели способны настраиваться на режим TIG, (сварка в среде инертного газа — аргона, либо гелия). Кроме перечисленных характеристик, возможна настройка на вид тока. Различают:
Последний менее удобен по характеристикам, но его использование в ряде случаев необходимо. Возможные дефекты шва при сварке полуавтоматом и как их не допуститьДефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
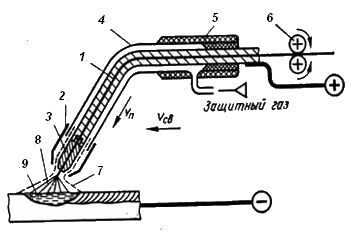
Классификация полуавтоматовРазделение полуавтоматических приборов для сварки осуществляется по различным признакам. Тип прибораЭто в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска. Вид проволокиВ полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов. Защита шваПроисходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде. Характер перемещенияДля серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами. Подключение к электросетиОднофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов. Подача проволокиПри толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид. ОбучениеОбучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены. Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание “Электрогазосварщик”. Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах. Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки. На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного. Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах. Сварка полуавтоматомОтличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа. Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями. Принципы сварки полуавтоматом при помощи проволокиПолуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки. Сварочное оборудование Сварочная установка должна состоять из следующих компонентов:
Виды полуавтоматовСуществует несколько видов сварочных полуавтоматов, это:
Сварочная проволокаВслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
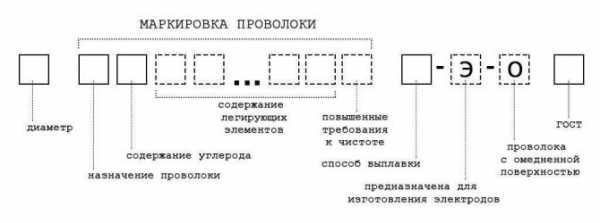
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную. Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву “А”. Две буквы “АА” свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество. Критерии выбораЗадача сварочного аппарата — обеспечить легкое зажигание и устойчивость дуги. Вместе с тем, показателей, влияющих на процесс сварки гораздо больше. Условно их делят на два типа:
Полуавтомат сварочный инверторный в первую очередь характеризуется — величиной сварочного тока максимально возможного для получения с помощью устройства. Сюда же относится наличие дополнительных опций. К примеру — наличие режима импульсной сварки, позволяющего соединять тонкие детали контактным способом, либо короткими швами, наличие режима TIG, смены полярности и т.д.
К этим параметрам относится степень защиты аппарата от влаги, пыли, его вес и габариты. Длина кабель-канала дающая возможность работать на удалении, не перетаскивая агрегат, наличие охлаждения горелки. Тип, а следовательно удобство разъема, которым она подключается. Чем больше ток, тем толще проволока, которую автомат «тянет», больше возможная толщина свариваемых деталей. Но вместе с тем возрастает вес, габариты и стоимость. Регулировка большого числа параметров, делает возможным подбор режима работы подходящего для конкретной детали. Одновременно работа усложняется, возрастают требования к профессионализму сварщика. Влияют на выбор напряжение и характеристики электропитания. Бессмысленно приобретать прибор, рассчитанный на ток 380 В, если в распоряжении лишь бытовая сеть 220 В. Точно также не стоит покупать устройство мощностью 15кВт для работы в квартирах. Все это говорит о том, что выбирать для сварки инвертор полуавтомат нужно в первую очередь исходя из тех задач, которые с его помощью предстоит решать. Покупать дорогой и сложный агрегат, если вы делаете в сварке первые шаги, вряд ли стоит, даже если финансовые возможности это позволяют. Сварочный полуавтомат инверторСварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инверторСварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Инвертор Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора. Выбираем производителяРешив купить сварочный полуавтомат, потенциальный покупатель теряется, увидев широкий ассортимент представленных агрегатов.
Из списка рейтинга видно, что на первом месте стоят знаменитые бренды зарубежного производства, хотя стоимость их высокая, считается, что лучший сварочный полуавтомат инверторного типа – это от производителей Западной Европы. Заслуженное признание в нашей стране получил сварочный полуавтомат инверторного типа — Ресанта. Изначально эту технику производили в Латвии, но сейчас можно встретить модели этого производителя, изготовленные в Китае. ВАЖНО ЗНАТЬ: Сварочный рукав для полуавтомата За качеством своей продукции латышская фирма следит, поэтому на всю технику бренда распространяются одинаковые гарантийные обязательства. «Ресанта» отличается от многих бытовых агрегатов тем, что его можно использовать как на производстве так и в домашних условиях. Еще один распространенный сварочный полуавтомат инверторного типа — Аврора, он, как и предыдущий, подходит для использования на бытовом и профессиональном уровне. Полуавтомат «Aurora» имеет полностью синегретическое управление, параметры сварки настраиваются с помощью рукоятки. Видео: Эта бюджетная модель идеально подходит для новичков, желающих научиться сварочным работам, но одновременно инвертор «Aurora»любят опытные сварщики небольших автосервисов. Полуавтомат может работать при пониженном напряжении. Китайские сварочные полуавтоматы инверторного типа — Сварог, имеют много дополнительных функций, ими можно осуществлять дуговую сварку. Полуавтомат очень компактный и мобильный, так как идет в комплекте с транспортной тележкой. На ней имеется площадка для газового баллона. Для перемещения аппарата не требуются дополнительные транспортные средства. Финский сварочный полуавтомат инверторного типа Кемпи – это сварочный аппарат высокого уровня. На нем имеется высокоскоростная видеосъемка. Его используют при работе в тяжелых условиях, им можно сваривать сложные металлы: «капризный» алюминий, нержавеющую сталь, присадочные материалы из черных металлов.
Сварочный полуавтомат инверторного типа — Фубаг, является универсальным аппаратом для сварки в среде инертного газа всеми видами проволоки. Имеется возможность сварки покрытыми электродами. У аппарата можно точно настроить требуемый режим работы, есть регулировка тока, скорость подачи проволоки. ВАЖНО ЗНАТЬ: Использование и изготовление плазменного сварочного аппарата Благодаря встроенным функциям защиты и принудительному воздушному охлаждению, автомат может работать долгое время. Новинка среди полуавтоматов сварочный полуавтомат инверторного типа — Вольта, можно использовать в бытовых целях и в авторемонтных мастерских, где имеются большие объемы работ. Имеет два цифровых индикатора. Как и все новые модели не боится скачков напряжения и имеет небольшой вес. Сварочный полуавтомат без газаОдним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом. Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает. Плюсы и минусы сварки с газом и без газаПри сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения. При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться. А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн. Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах. Где купить и сколько стоит?Решив купить сварочный полуавтомат инверторного типа, надо обратиться в специализированные магазины, относящиеся к сети производителя.
На цену инвертора в большей степени влияет класс аппарата, качество сборки и схема, комплектующие. Осторожнее надо относиться к дешевым инверторам, если цена сварочного полуавтомата инверторного типа очень низкая, он не сможет решить свою задачу. У фирмы продавца должен быть свой собственный сервисный центр, тогда ей будет невыгодно заниматься продажей некачественных аппаратов, так как у хороших, надежных инверторов срок гарантии не меньше одного-двух лет. ПодготовкаПеред тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов. После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку. Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее – давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ. Технология процессаОсобенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение. Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки. Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали. При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать “в лодочку”. Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов. Правила сварки полуавтоматом:
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации. Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях. Плюсы и минусы MMA инверторовСварочный инвертор от полуавтомата выгодно отличает то, что для сварки не нужен газ. Варить таким аппаратом можно обычными электродами, которые предназначены для сварки на постоянном или переменном токе. MMA инверторы имеют высокий КПД, небольшие габариты и малый вес. Они практически не нагружают домашнюю электросеть, а некоторые модели поддерживают импульсный режим сварки.
Плюс ко всему, многие из современных ММА инверторов могут нормально варить при пониженном напряжении. Благодаря легкой и плавной регулировке тока, сварщику удаётся достичь нужных режимов работы в любых ситуациях. Немаловажно и то, что инвертор выдаёт постоянный ток, а значит варить им можно любыми электродами. Кроме того, наличие встроенных функций, таких как «Форсаж дуги» и «Антизалипание электрода» позволят забыть о постоянно гаснущей дуге и частом прилипании электродов. Что же касается недостатков, то их не так уж и много. Основной из них связан с невозможностью создания аккуратного сварочного шва на тонких заготовках. Варить тонкий металл ММА инвертором можно, но это довольно сложная работа, которая под силу лишь опытным электросварщикам.
Итак, основные плюсы инверторов для сварки заключаются:
Научиться варить сварочным инвертором достаточно просто. Можно даже не устраиваться на курсы сварщиков. Сварка алюминияПрименение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.
Как варить полуавтоматом алюминиевые детали:
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра. Видео: ЗаключениеКак правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях. Возможные регулировки в процессе сваркиЧтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата). Более подробно о регулировке на видео: Сварочный полуавтомат инверторный в ЕкатеринбургеДуговая сварка в среде защитных газов (инертных или активных) получила название полуавтоматической (MIG и MAG). Основным отличием этого метода является автоматизированный процесс подачи проволочного электрода в среду защитного газа. Однако в остальном процесс сварки не отличается от обычного, так как перемещение струи вдоль шва производится сварщиком вручную. Такая технология широко используется для сварки углеродистой и высокоуглеродистой стали, стальных труб и изделий из алюминия и нержавеющих сталей. Полуавтоматическая сварка является наиболее распространенной технологией. Преимущества использования сварочного полуавтомата
Типы сварочных полуавтоматовСварочный полуавтомат состоит из источника тока и механизма подачи сварочной проволоки, которые могут находиться как в одном корпусе, так и в разных, и идет в комплекте со сварочной горелкой. Проволока в данном механизме выполняет две роли: является одновременно проводящим элементом и присадочным материалом. Ранее в аппаратах для полуавтоматической сварки использовали только углекислый газ. В настоящий момент зачастую применяются различные газовые смеси, где помимо CO2 может присутствовать аргон, кислород, азот, гелий и другие газы. Существует несколько видов полуавтоматов, обусловленных материалом проволоки (алюминиевой, стальной, порошковой). Различаются они так же по скорости подачи электрода, способу охлаждения горелки и по особенностям конструкции. Для получения качественного шва важно правильно выбрать настройки сварки: скорость подачи проволоки, ток и напряжение дуги. Большим спросом пользуется полуавтомат сварочный инверторный. Такой механизм поддерживает плавную подачу тока даже при скачках напряжения, защищен от перегрева, разбрызгивания и позволяет формировать ровный качественный шов даже при изменении положения горелки. Аппараты с инвертором компактны, имеют меньший размер и вес, поддерживают стабильную подачу газа Оборудование для полуавтоматической сваркиКомпания «МЕТАЛОГИКА» предлагает широкий выбор оборудования, в том числе сварочных полуавтоматов, в Екатеринбурге и других городах России. Многолетний опыт работы позволяет нам гарантировать качество поставляемой продукции. Наша компания является официальным представителем концерна «ESAB» - ведущего производителя оборудования для сварки в мире. Вы можете купить сварочный полуавтомат как для стандартных задач, так и для работы в труднодоступных местах или на высоте с возможностью питания от генератора. Так же отдельно можно приобрести оборудование для полуавтоматов: источники питания, соединительные кабели, механизмы подачи проволоки, газовые горелки и расходные материалы для любых устройств. Компания «МЕТАЛОГИКА» так же оказывает услуги по установке и ремонту сварочного оборудования в авторизированном центре «ESAB». Цену на сварочные полуавтоматы можно узнать в прайс-листе или уточнить у менеджера по телефону (перейти в раздел контакты).
Компактные полуавтоматы для полуавтоматической сварки в среде защитных газов (MIG-MAG) Источники питания для полуавтоматической сварки в среде защитных газов (MIG-MAG) Полуавтоматы сварочные шланговые - Энциклопедия по машиностроению XXLСрок службы сварочных полуавтоматов принят 5 лет со сменой сварочной горелки через каждые полгода. В полуавтоматах механизирована только подача электродной проволоки, которая поступает в сварочную горелку автома тически по пустотелому шлангу, поэтому полуавтоматы называют шланговыми. [c.114]Электродом служит голая металлическая проволока 1. Флюс защищает расплавленный металл от газов воздуха и улучшает качество металла шва. Дуговая сварка под флюсом выполняется автоматами и полуавтоматами. Сварочный автомат-это аппарат, в котором подача сварочной проволоки в дугу и перемещение дуги по изделию механизированы. В сварочном полуавтомате, перемещаемом вручную, механизирована только подача проволоки. Сварочная проволока вместе с токоподводящим проводом проходит внутри гибкого шланга, поэтому полуавтоматы называются шланговыми. [c.8] Для наложения фигурных (в плане), коротких и разбросанных швов применяют шланговые полуавтоматы с подачей сварочной проволоки по гибким шлангам [c.161] Полуавтоматы. Применение автоматов для дуговой сварки под флюсом не всегда осуществимо и целесообразно. Сварку в труднодоступных местах, а также криволинейных и коротких швов можно выполнять шланговыми полуавтоматами. Сущность способа полуавтоматической сварки под флюсом заключается в том, что электродная проволока в зону сварки подается из кассеты, расположе([-ной на 1,5—3 м от горелки (держателя), через специальный шланговый провод, который одновременно служит для подвода сварочного тока к электродной проволоке через мундштук горелки. Дуга вдоль свариваемых кромок перемещается вручную. Флюс в зону сварки поступает либо из небольшого бункера, укрепленного на горелке, либо по гибкому резиновому шлангу с помощью сжатого воздуха. Для подвода сварочного тока н направления электродной проволоки служит полый гибкий кабель, соединяющий сварочную горелку с механизме подачи. [c.75] Стационарные и передвижные установки — порталы, кран-балки, велосипедные и консольные краны с самоходными сварочными головками. Сварочные тракторы, шланговые полуавтоматы. [c.233] Для успешного применения в ремонтных условиях наплавки в среде углекислого газа необходимо иметь в наличии специальное оборудование (шланговые полуавтоматы с источниками питания) и сварочные материалы (углекислый газ и сварочная проволока). [c.72] Техника сварки. Обычно порошковые проволоки используют для сварки шланговыми полуавтоматами. Ввиду возможности наблюдения за образованием шва техника сварки стыковых и угловых швов в различных соединениях практически не отличается от техники их сварки в защитных газах плавящимся электродом. Однако образование на поверхности сварочной ванны шлака, затекающего при некоторых условиях в зазор между кромками в передней части сварочной ванны, затрудняет провар корня шва. При многослойной сварке поверхность предыдущих слоев следует тщательно зачищать от шлака. [c.144] В состав наиболее распространенных - шланговых - полуавтоматов входят (рис. 4.5) горелка I или комплект горелок со шлангом 2 механизм подачи электродной проволоки кассета, катушка или другие устройства 4, являюш,иеся емкостями для электродной проволоки шкаф или блок управления 5 (если он конструктивно не объединен с источником питания) источник питания б провода для сварочной цепи 7 и цепей управления 8 редуктор и аппаратура для регулирования и измерения расхода газа 9 шланг для газа 10 (в полуавтоматах для сварки в защитных газах) подогреватель газа (в полуавтоматах для сварки в углекислом газе) специальный инструмент, запасные и быстроизнашивающиеся составные части полуавтомата, а также эксплуатационная документация. [c.174] При сварке с присадочной проволокой последняя подается по гибкому направляющему каналу так, как это имеет место в шланговых полуавтоматах для плавящегося электрода. Проволока электрически изолирована от сварочного напряжения дуги. Скорость подачи присадочной проволоки выбирают в соответствии с ее диаметром и мощностью дуги. Поскольку проволока поступает в ванну по касательной к поверхности свариваемой детали, желательно режим сварки выбрать таким образом, чтобы скорость сварки и скорость подачи присадочной проволоки были равными. В этом случае оператор как бы опирается на конец подаваемой проволоки, контролируя при этом скорость движения горелки. [c.185] Комплексно-механизированные рабочие места и участки. В единичном и мелкосерийном производстве с ручной или механизированной сваркой целесообразно создание комплексно-механизированных рабочих мест и участков. На них полностью или частично механизированы такие работы, как сборка, транспортировка, манипулирование сварочным инструментом и (или) изделием, загрузка и выгрузка.и т.д., а также улучшены условия выполнения сварочных операций шланговыми полуавтоматами. Наилучшие результаты достигаются при сочетании использования оборудования для механизации перечисленных работ с научной организацией труда и при соблюдении принципов эргономики, правил санитарии и техники безопасности. Это обеспечивает выполнение трудового процесса с минимальной затратой физической и психической энергии работающих. [c.92] Естественное стремление к повышению эффективности сварочного производства за счет более широкого применения автоматической сварки сталкивается с рядом трудностей, обусловленных следующим наличием очень большого количества коротких швов (около 70% общей протяженности всех швов) малой доступностью целого ряда швов для автоматической сварки необходимостью применения точных заготовок и качественной сборки значительными капитальными затратами. Большое число действующих шланговых полуавтоматов при сравнительно небольших капи- [c.92] Полуавтоматы ПШ-141 и ПШ-156 являются более совершенными. Так, погружной контейнер в воде весит всего 7 кг, а форма его удобна для переноски. Стальная спираль в гибком шланге держателя заменена пластмассовой трубкой, что повышает надежность аппарата и упрощает уход за ним. В аппаратном шкафу размещен блок защиты электропривода полуавтомата, своевременно сигнализирующий о наличии неисправности в цепи и эффективно защищающий элементы электросхемы от перегрузок и коротких замыканий. Подающий механизм имеет планетарный редуктор и две пары приводных роликов, позволяющих развивать достаточное усилие проталкивания порошковой проволоки со скоростью 0,027...0,14 м/с по шланговому держателю, не деформируя его оболочки. На катушку наматывается до 3,5 кг сварочной проволоки. Этого количества достаточно для выполнения сварки на силе тока 180...220 А в течение 2 ч. [c.391] Для автоматической и полуавтоматической сварки под флюсом в монтажных условиях применяются универсальные самоходные однодуговые сварочные тракторы и шланговые полуавтоматы. Технические характеристики сварочных тракторов приведены в табл. 7-2, а шланговых полуавтоматов— в табл. 7-3. [c.318]
К подающему механизму крепится шланговый провод и катушка с электродной проволокой. Полуавтомат снабжается двумя катушками для проволоки одна работает, а вторую заряжают проволокой. Специальный гибкий шланговый провод подводит сварочный ток к мундштуку держателя в нем же находятся провода цепей управления. Через шланговый провод подается электродная проволока к дуге. Внутри шлангового провода (рис. 108) проходит спираль 1, изолированная теплостойкой изоляцией 2 от токоподводящей части. Вместе с токоподводящей частью 4 (сварочного тока) проложены изолированные проводники 3 цепей управления. Провод-шланг заключен в хлопчатобумажную оплетку 5 и резиновую изоляцию 6. [c.170] Полуавтомат A-547-p состоит из подающего механизма, шлангового держателя (газоэлектрической горелки), пульта управления, устанавливаемого у источника питания сварочным [c.176] Электрогазосварочное отделение предназначено для наплавки и электросварки снятых с вагонов деталей. Отделение оборудовано сварочными агрегатами переменного и постоянного тока, а также полуавтоматическими шланговыми аппаратами. Из аппаратов, производящих сварку под слоем флюса, наиболее широкое применение получили модернизированные полуавтоматы марок ПШ-5 и ПСГ-54. [c.241] Сварочное оборудование может легко передвигаться, что дает возможность обслуживать шланговым полуавтоматом достаточно большие производственные площади. В некоторых случаях оказывается удобным подвешивание подающего механизма полуавтомата над рабочим местом сварщика. Для этого у механизма имеется крючок 6. [c.191] Рассмотренные варианты отражают полную механизацию процессов подачи и уборки флюса при сварке, но возможны и промежуточные варианты. Так, например, на практике часто применяются автоматы — сварочные тракторы и шланговые полуавтоматы, не имеющие флюсовых аппаратов. Вместо аппаратов они снабжены простым бункером или воронкой, жестко соединенными с данным автоматом или полуавтоматом. Перед сваркой бункер (воронка) заполняется флюсом. При сварке флюс из бункера под действием собственного веса поступает на кромки изделия. По мере израсходования флюса бункер пополняется новой его порцией. Эта операция выполняется вручную, что отнимает много времени. Для дальнейшего повышения эффективности сварки целесообразно. [c.10] Флюсовой аппарат Р-895 (см. фиг. 58) подобно ранее описанному аппарату Р-550 предназначен для быстрой уборки неиспользованного флюса при сварке шланговыми полуавтоматами и сварочными тракторами. Основное отличие их состоит в том, что для создания разрежения в бункере и всасывающей трубе вместо эжектора применен многоступенчатый эксгаустер 2, приводимый [c.151] Передвижные и переносные флюсовые аппараты. В связи с массовым внедрением на производстве сварочных тракторов и шланговых полуавтоматов такие аппараты находят все большее и большее распространение. Схема применения данных аппаратов показана на фиг. 1, б. [c.189] Рольганг для подачи листов на вальцы Сборочно-сварочный стенд Электротележка грузоподъемностью 5 т Полуавтомат шланговый для сварки Реостат балластный [c.355] Для сварки труб применяют шланговый полуавтомат ПШ-5. Это ручной аппарат для сварки стыковых, нахлесточных, прямолинейных, криволинейных, круговых и других швов. Полуавтомат ПШ-5 состоит из переносного механизма, шлангового провода й держателя. Переносный механизм подает с постоянной скоростью электродную проволоку в зону сварки. В шланговом проводе помещены провода управления и токоведущий гибкий сварочный провод, [c.182] Для полуавтоматической сварки неплавящимся электродом в среде защитных газов применяются специальные шланговые полуавтоматы (ПШВ-1) сварочная головка полуавтомата перемещается вдоль шва, опираясь на подаваемую механически присадочную проволоку диаметром 1—2 мм. [c.314] Сварку угловых точечных швов рекомендуется выполнять на постоянном токе обратной полярности. Источники сварочного тока должны иметь пологую внешнюю характеристику. Режимы приварки шланговым полуавтоматом полос бульб и соответствующие этим режимам длины точек приведены в табл. 43. [c.412] Шланговый переносной полуавтомат для газоэлектрической сварки плавким электродом на токах до 300 а, с постоянной скоростью подачи проволоки. Равномерная подача тонкой сварочной проволоки (в том числе и алюминиевой) обеспечивается тянущими роликами, установленными в корпусе горелки-пистолета (фиг. 12). Сопло пистолета съемное, с водяным охлаждением. При сварке на небольших токах можно применять неохлаждаемое сопло. Вес горелки б,ез шлангов около 900 г [c.433] Шланговый полуавтомат, состоящий из узлов полуавтомата ПДЩ-500, предназначенного для сварки под флюсом. Состоит из сварочной горелки (пистолета) с гибким кабелем и шлангами механизма подачи сварочной проволоки шкафа распределительного устройства и источника питания сварочным током (техническая характеристика приведена в табл. 4) [c.433] Шланговый полуавтомат предназначен для газоэлектрической сварки плавкой проволокой в среде углекислого газа. Состоит из подающего проволоку механизма с катушкой для проволоки газоэлектрической горелки со шлангами аппаратного шкафа, переносного-пульта управления механизма регулирования сварочного режима стойки на три баллона с углекислотой аппаратуры газовой магистрали, включающей осушитель и подогреватель газа, реле давления газа и воды, редуктора с индикатором расхода газа и электромагнитного клапана. Источником сварочного тока служит сварочный преобразователь типа ПС-500. [c.434] Шланговый полуавтомат для газоэлектрической сварки металлов толщиной более 3 мм, сварочной проволокой диаметром 1,6—2 мм в среде углекислого газа. Состоит из переносного подающего механизма ПШ-54 с катушкой для проволоки газоэлектрической горелки со шлангами аппаратного шкафа углекислотного баллона с аппаратурой газовой магистрали. Полуавтомат изготовляют в двух вариантах с горелкой и токоподводящим шлангом охлаждаемыми водой и без охлаждения. При работе на стационарном рабочем месте следует пользоваться горелкой, охлаждаемой водой. [c.435] Установка для сварки кольцевых швов малых диаметров имеет поворотный стол с шестью гнездами для установки свариваемых деталей. Для подачи сварочной проволоки диаметром 0,8—1,0 мм в зону дуги использован механизм шлангового полуавтомата ПШ-5. Источником сварочного тока служит модернизированный агрегат АЗД-7,5/30. [c.437] Третье рабочее место оборудовано установкой для автоматической сварки внутреннего кольцевого шва на флюсовой подушке. Установка состоит из приводного роликового стенда, гибкой ленточной флюсовой подушки и сварочного шлангового полуавтомата ПШ-5, держатель которого укреплен неподвижно на специальной стойке. Узел вращается на роликовом стенде с помощью двух обрезиненных роликов, приводимых в движение электродвигателем с постоянной окружной скоростью 30 м1час. Флюсовая подушка в виде бесконечной ленты приводится в движение самим изделием флюс на подушку подается из специального бункера и уплотняет стык снизу благодаря натяжению лен-ть1 пружинным устройством. [c.122] Сварка полуавтоматическая дуговая под флюсом Полуавтоматы для шланговой сварки и эле-ктрозаклепочники с питанием от источников сварочного переменного либо постоянного тока Сварка узлов и изделий из углеродистых, низколегированных и нержавеющих конструкционных сталей с выполнением швов в нижнем положении Рабочее место оснащается необходимыми пуско-регулирующей аппаратурой, рабочим инструментом, защитными устройствами и механическим сварочным оборудованием для вращения и поворотов свариваемых объектов в удобное положение [c.169] Шланговый полуавтомат ПШ-5-1 — универсальный сварочный аппарат, предназначен для сварки переменным хоком под слоем флюса. [c.197] Разобранные и продефектованные коленчатые валы размещают на соответствующих подставках по ремонтным размерам. Выбракованные коленчатые валы укладывают в специальные контейнеры и отправляют на склад утиля. Коленчатые валы, требующие сварочных работ, укладывают на входной стеллаж-склиз сварочного участка и с помощью крана устанавливают на специальный сварочный кантователь. В горизонтальном положении на кантователе шланговым сварочным полуавтоматом проводят последовательную заварку в среде углекислого газа всех изношенных шпоночных пазов, а в вертикальном положении заварку изношенных штифтовых отверстий. После этого валы укладывают на удлиненный стеллаж 5 для охлаждения на воздухе. [c.423] Большинство видов дуговой сварки может выполняться вручную или с применением шланговых сварочных аппаратов (полуавтоматов), представляющих собой, по существу, механизированный инструмент невысокой стоимости. Автоматизированные ТКДС имеют стоимость в десятки, а иногда а сотни раз большую, чем ручной или механизированный инструмент, что обусловливает применение в [c.28] При ручной сварке (наплавке) подача электрода в зону дуги и передвижение его вдоль свариваемого соединения производятся вручную. В качестве основного оборудования для ручной дуговой сварки применяют рабочие места, инструмент и защитные приспособления. При механизированной сварке (наплавке) механизирована только подача электрода, а перемещение его вдоль линии сварочного соединения и некоторые другие операции выполняются вручную. Наиболее распространенным способом механизированной сварки является сварка тонкой электродной проволокой диаметром 2 мм и менее, которая подается в зону сварки по гибкому шлангу. В качестве основного оборудования при механизированной дуговой сварке (наплавке) применяют шланговые полуавтоматы с различными горелками (держателями), а также специальные типы полуавтоматов, в которых используются дополнительные устройства, например ручные механизмы передвижения дуги, прижимные механизмы в случае сварки электрозаклепками и т. п. Полуавтоматы для дуговой сварки применяются как плавящимся, так и неплавящимся электродом. [c.52] Как сварочные головки и тракторы, так и шланговые полуавтоматы в зависимости от режил а подачи проволоки в зону сварки делятся на два типа [c.329] Точечные швы можно выполнять электрозаклепочником или шланговым полуавтоматом с постоянной скоростью подачи сварочной проволоки. При сварке электрозаклепочниками применяют проволоку диаметром 3—6 мм, а при сварке шланговыми полуавтоматами — 1,2— 2,0 мм. [c.411] Целесообразно сварку электрозаклепками выполнять с помощью шланговых полуавтоматов, так как в этом случае величина сварочного тока для проплавления верхнего элемента нужна значительно меньшая. При сварке шланговыми полуавтоматами важнейшим параметром режима сварки является время горения дуги, которое во многом определяет качество электрозаклепок. Поэтому в электрическую схему, полуавтомата необходимо включать реле для дозировки времени прохождения сварочного тока. Режимы сварки электрозаклепками шланговым полуавтоматом приведены в табл. 47. [c.415] Ранцевый шланговый полуавтомат для сварки на постоянном токе листовых сталей и легких сплавов толщиной 2 мм и больше состоит из сварочной горелки (пистолет), соеди-неииой с системой управления и питания гибкими шлангами переносного пульта с аппаратурой для подачи проволоки, регулирования цикла сварки и питания ранца с катушкой мягкой проволоки (для сварки алюминия, магния и их сплавов). В сварочной горелке-пистолете смонтирована червячная пара, с тянущим сварочную проволоку роликом. Вращается червячная пара от электродвигателя, расположенного в пульте управления, посредством 1 ибкого валика. Включение сварочного тока и открытие клапана подачи газа осуществляются нажатием кнопки, расположенной на горелке [c.433] Шланговый полуавтомат дл 1 заварки в углекислом газе дефектов стального литья и сварки металлоконструкций сварочной проволокой диаметром 1,6—2,5 мм на постоянном токе. Состоит пз механизма подачи сварочной проволоки, смонтированного на тележке с катушкой для 20 кг проволоки горелки с гибким кабелем-шлангом длинои 3 м, охлаждаемой водой шкафа с электроаппаратурой газовой системы, включающей баллон с жидкой углекислотой, осушителя газа, расходомера газа, редуктора типа РК-50 п предредукторно-го осушителя Р0К,-1. Скорость подачи проволоки независимая, изменяется ступенчато за счет сменных шестерен, а в пределах ступеней—плавно вариатором скоростей системы Светозарова [c.434] Техника сварки MIG/MAG >> Справочник eSpawarka.pl
Техника сварки MIG/MAGICD.pl 9 февраля 2015 Сварка MIG/MAG
Сварочные станции MIG/MAG мощность включают: 3 5 |


















| Модель | Поставка | Примечания | Цена |
| МидиМагстер 1613 | 3x400 В | Стационарный сварочный пистолет 4 м | 2200 злотых |
| МиниМагстер | 230/400 В | Самый маленький сварочный полуавтомат Bester | 1700 злотых |
| Магстер 450 Вт | 3x400 В | Система жидкостного охлаждения | Прибл.12 тысяч |
очень распространены оснащены дополнительной функцией сварки пайкой, что делает их еще более Универсальный. Они очень много оборудования универсальный, подходит для широкого спектра ремонтных работ, сварка, сборка.В первую очередь заслуживает внимания МИГ 210 Synergy - самая универсальная модель с возможностью сварки пайкой. Маленький Полуавтоматическая сварочная машина MIG 200W MMA IGBT также является одним из наиболее интересных вариантов. Также стоит обратить внимание на инновационную модель Magnum MIG 210 Synergia 3in1, который сочетает в себе возможность использования различных методов сварки: TIG, MIG MAG и МИГ Флюс. Сварочный аппарат Magnum — достойный выбор. А может вас также заинтересует эта статья про сварочные аппараты Parkside ?
| Модель | Функция пайки | Комментарии | Цена |
| МИГ 210 Синергия | ДА | Сварочный аппарат Magnum с возможность сварки пайкой. | 1590 злотых |
| МИГ 210 Синергия 3 в 1 | ДА | Сварное соединение МИГ МАГ и ТИГ | 2700 злотых |
| MIG 200 Вт MMA IGBT | НЕТ | Малый сварочный аппарат Магнум | 1100 злотых |