|
|
Что такое клепкаКлепка - это... Что такое Клепка?клепка — одной клепки нет. Словарь русских синонимов и сходных по смыслу выражений. под. ред. Н. Абрамова, М.: Русские словари, 1999. клепка клепание, соединение; дощечка, доска, планка Словарь русских синонимов … Словарь синонимов клепка — Создание неразъёмных соединений элементов конструкции при помощи заклёпок [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] клепка Образование неразъемных соединений при помощи заклепок [ГОСТ 3.1109 82] [ГОСТ 23887… … Справочник технического переводчика КЛЕПКА — 1) создание неразъемного соединения элементов металлических конструкций при помощи заклепок.2) Лесоматериал в виде дощечек для паркета, бондарных изделий … Большой Энциклопедический словарь КЛЕПКА — (1. Staves. 2. Riveting) 1. Деревянные пластины около 67 см длиною, разной ширины и толщины, служащие для изготовления бочек. 2. Соединение двух частей сортового или листового материала в одно целое посредством заклепок. Различают К. холодную и… … Морской словарь КЛЕПКА — технологический процесс создания неразъёмного соединения элементов конструкции, преимущественно из листового материала или прокатного профиля, с помощью (см.). К. включает операции образования отверстий в соединяемых элементах, вставку заклёпок и … Большая политехническая энциклопедия Клепка — Riveting Клепка. Соединение двух или более элементов конструкции с помощью металлических заклепок, имеющих одну закладную головку, а другой конец расклепывается после установления заклепки на месте, образуя замыкающую головку. (Источник: «Металлы … Словарь металлургических терминов клепка — заклепка стержень, концы которого расплющиваются для скрепления двух деталей. клепка. клепать. клепаный. приклепать. заклепать. склепать. расклепать (# заклепку). развальцовка закрепление трубы в отверстии путем раздачи ее конца … Идеографический словарь русского языка Клепка — 42. Клепка D. Vernieten E. Riveting F. Rivetage Источник: ГОСТ 3.1109 82: Единая система технологической документации. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации Клепка — Клёпка. Существует несколько значений данного слова: Клёпка село в Магаданской области. Клёпка процесс создания неразъёмного соединения элементов конструкции. Клёпка одна из деталей, из которых состоит кадка … Википедия Клепка — [riveting] процесс соединения элементов металлической конструкций заклепками, в результате которого образуется неразъемное заклепочное соединение. Клепаные конструкции более надежны в условиях больших концентраций напряжений или при пониженных… … Энциклопедический словарь по металлургии Особенности клепки металла. Требуемые инструменты, порядок действийПод клепкой металла понимается процесс формирования неразъемного соединения элементов создаваемой конструкции, характеризующихся сравнительно небольшой толщиной. К нему прибегают, когда сварку применять неудобно, либо если сопряжению подлежат детали из несвариваемого материала. Еще один доступный вариант – использование болтового соединения – тоже имеет минусы: его монтаж занимает более продолжительный отрезок времени, да и стоят входящие в него компоненты дороже. Процедура клепкиПростота выполнения – вот почему большинство домашних мастеров отдают предпочтение именно этому методу скрепления металлических листов. Заклепка, имеющая шляпку и стержень, вставляется в сквозное предварительно созданное отверстие. Головка при этом упирается в поверхность одного из скрепляемых элементов, а конец стержня выступает за пределы противоположной кромки гнезда. Эта часть крепежной детали под действием внешней силы расплющивается. В результате образуется т.н. замыкающая головка, которая:
Типы заклепочных соединенийПо критерию «способ соединения пластин» заклепочные швы принято подразделять на 2 типа:
Разновидности заклепокЗаклепка –это крепежная деталь с цилиндрическим стержнем (может выпускаться полым), созданным из пластичного мягкого металла. На его одном конце находится шляпка определенной конфигурации.
Современной металлургией производятся и составные заклепки, в конструкцию которых входят корпус и ножка/стержень. Но принцип действия остается прежним: закладная шляпка упирается в поверхность одной детали, а с другой стороны стержня – на его выступающем конце – формируется замыкающая головка. Однако при этом клепка, как таковая, не применяется. Просто в ходе извлекания самого стержня его расширенный участок деформирует вторую часть, как бы сминает ее. Типы закладных шляпок и стержнейГоловки заклепок подразделяются на следующие виды:
На рисунке представлены заклепки со шляпками перечисленных конфигураций.
Что же касается стержней, то они бывают:
Как выглядят заклепки со стержнями последних двух типов, можно узнать, изучив ниже размещенные рисунки
Каждый вид стержня встречается с каждым из типов закладных головок. Их подбор осуществляется с учетом предполагаемой нагрузки. Пустотелые подходят для формирования не слишком нагруженных швов, но только если к герметичности не предъявляются никакие требования. Для обеспечения этой характеристики можно устанавливать полупустотелые заклепки. Если предполагается работа соединения в условиях высоких нагрузок, используется крепеж с полусферической шляпкой и сплошной ножкой/стержнем. Инструмент для клепкиДля создания соединения с помощью заклепок нужно применять слесарный инструмент. Ниже представлены те его виды, без которых домашнему мастеру точно не обойтись. Слесарные молоткиЕсли планируется частое выполнение работ, связанных с клепкой металла, рекомендуется приобрести набор молотков данного типа. Основное требование – их боек должен быть квадратным.
Подбирать данный инструмент следует с учетом диаметра и длины заклепок. Эти характеристики крепежа определяют площадь бойка и оптимальный вес головки молотка. Очевидно, что масса последнего элемента – очень значимый фактор при клепальных работах:
Что же касается площади бойка, то здесь тоже все понятно: этот показатель прямо пропорционален диаметру шляпки заклепки. Численные значения обеих этих характеристик молотков слесарных прописаны в ГОСТе 2310-77. Правда площадь бойка там указана неявно – только его сторона. Впрочем, для вычисления данного параметра квадрата этого вполне достаточно. Ниже приведены в табличной форме установленные вышеуказанным нормативным документом вес головки с такой конфигурацией бойка и ее сторона для всех возможных типов данного элемента молотка.
Опытные домашние мастера рекомендуют применять для заклепок с диаметром (обозначение Dз): НатяжкаВыглядит натяжка, как бородок, на конце которого проделано гнездо. Его диаметр должен быть немного больше этого параметра стержня заклепки. Натяжка используется для сжатия (осаживания) подлежащих скреплению пластин металла перед проведением процедуры их сопряжения.
Работа с натяжкой предусматривает:
Цель проведения данной операции – добиться плотного соприкосновения поверхностей соединяемых металлических листов. То есть полностью устранить между ними зазор. ЧеканЭтот инструмент представляет собой разновидность слесарного зубила, отличающегося конфигурацией рабочей части – здесь она плоская. Применяется чекан для придания реализованному клепкой соединению герметичности. Процедура зачеканивания заключается в уплотнении плоскостей соприкосновения соединяемых элементов. В качестве объектов ее применения выступают края металлической пластины и замыкающая головка заклепки. На рисунке представлены чеканы, наиболее часто используемые при клепке.
Инструмент первого варианта исполнения обеспечивает ширину боя, не превышающую 10,0 мм, а второго – от 10,0мм. ПоддержкаПоддержка выполняет функцию опоры в ходе расклепывания стержня заклепки. Форма и размерные характеристики такого приспособления подбираются с учетом:
Вес поддержки должен превышать значение этого показателя используемого молотка не меньше чем в 3 раза, а лучше в 5 раз. ОбжимкаОбжимка представляет собой стержень, на рабочей части которого проделано углубление. Используется для придания замыкающей головке требуемой конфигурации – по плоскому торцу обжимки наносятся удары молотком. С целью унификации металлургические предприятия производят такой инструмент в одном исполнении.
Значения отображенных на чертеже параметров указаны в таблице.
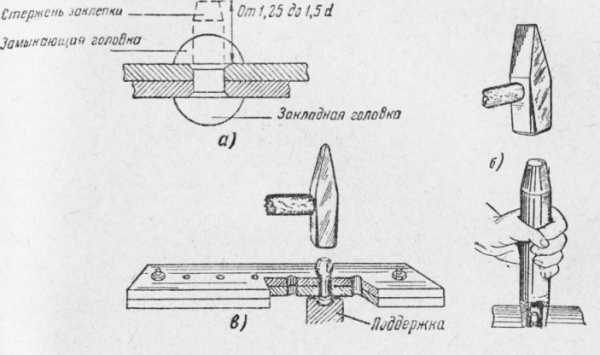
В качестве сырья для изготовления обжимок используется высококачественная углеродистая инструментальная сталь марок У7A и У8A. ЗаключениеВ заключение необходимо отметить один важный момент. Клепка металла должна производиться крепежными деталями, изготовленными из того же материала, что и соединяемые листы. Выполнение этого требования исключит протекание процесса электрохимической коррозии. Что же касается медных пластин, то их соединение может вестись заклепками, произведенными не только из металла Сu, но и из латуни. Товары каталога: Please enable JavaScript to view the comments powered by Disqus. comments powered by Общее понятие о клепке - КлепкаОбщее понятие о клепке Категория: Клепка Общее понятие о клепке Клепкой называется соединение двух или нескольких деталей при помощи заклепок, представляющих собой цилиндрические стержни с головками. Клепка применяется для неразъемного соединения деталей. Она подразделяется на холодную, горячую и смешанную. Холодная клепка — это такой вид клепки, при котором высадка второй (замыкающей) головки заклепки выполняется без ее разогрева. Холодным способом ведут клепку в тех случаях, когда применяют заклепки диаметром до 8 мм. Горячая клепка представляет собой способ, при котором вся заклепка разогревается до определенной температуры. При горячей клепке берут заклепки диаметром на 0,5— 1 мм меньше диаметра заклепочных отверстий, для того чтобы они легко входили в отверстие в нагретом состоянии. Смешанная клепка — это такой вид клепки, при котором заклепки (длинные) разогреваются не на всю длину стержня, а только в концевой части, из которой высаживается вторая (замыкающая) головка. Процесс клепки состоит в следующем (рис. 220): При склепывании детали сильно сдавливаются и в результате между ними возникает трение, препятствующее их взаимному сдвигу.
Рис. 1. Приемы клепки: а — заклепочное соединение, б — осадка склепываемых листов, в — осадка стержня, г — формирование головки Клепка называется обыкновенной, если обе головки заклепки находятся над поверхностями склепанных деталей, и потайной, если головки заклепки помещены заподлицо с поверхностями склепанных деталей. Реклама:Читать далее:Инструмент и приспособления для клепальных работ
Статьи по теме:Клепка | Слесарное делоКлепка
Клепка — это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции). Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки на второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными (рис. 5.14). Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов — подготовительного и собственно клепки. Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм. Типы заклепок и заклепочных швовНаиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено. Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок (рис. 5.15). Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Диаметр заклепки должен быть, как правило, равным суммарной толщине соединяемых деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня в процессе клепки и необходимости заполнения зазора между стержнем заклепки и стенка ни отверстия под нее.
Рассмотрим порядок определения длины стержня заклепок с потайной (см. рис. 5.14, а) и полукруглой (см. рис. 5.14, б) головками. В обоих случаях длина заклепки / определяется, исходя из толщины склепываемых деталей S и длины /0 части стержня заклепки, выступающей из отверстия над поверхностью соединяемых деталей. Длина выступающей части стержня зависит от диаметра заклепки и формы замыкающей головки. Для заклепок с полукруглой головкой 10= (1,2… 1,5)d, для заклепок с потайной головкой 10 = (0,8… ,2)d. Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия должен быть несколько больше диаметра заклепки: Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0 Диаметр сверла, мм: точная сборка…. 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2 грубая сборка…. 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7 В случаях, если невозможно сформировать в соединении замыкающую головку, применяют взрывные заклепки (рис. 5.15, ё). Такая заклепка, заполненная взрывчатым веществом, устанавливается в отверстие соединяемых деталей и осаживается легкими ударами молотка в холодном состоянии. После этого ее нагревают со стороны закладной головки каким-либо нагревательным прибором (например, паяльником), в результате чего происходит взрыв вещества, помещенного в стержне заклепки и его конец расширяется, образуя замыкающую головку. Для соединения тонких металлических листов и деталей из неметаллических материалов используются трубчатые заклепки (рис. 5.15, ж), замыкающая головка которых образуется развальцовкой. Место соединения деталей при помощи заклепок называется заклепочным швом. В зависимости от характера соединения и егоназначения заклепочные швы подразделяют на три вида: прочные, плотные и прочноплотные.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции. Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением. Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах. По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку (рис. 5.16, а). Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна (рис. 5.16, б) или две (рис. 5.16, в) накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения (рис. 5.17). Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра. Клепка. Технология и особенности | Сварка своими рукамиЧеловечеству давно известна клепка, еще со времен Древней Руси. Среди археологических находок встречаются клепанные инструменты, предметы бытового назначения. Однако на современном этапе развития технологии К. уступает место сварке, которая обеспечивает высокую скорость проведения работ и прочность. Несмотря на это, К. по-прежнему востребована в некоторых конструкциях и изделиях, где не допускается какое-либо высокотемпературное воздействие и, как следствие, структурные преобразования в металле, а также деформации (поводки) связанные с неравномерным нагревом и охлаждением. К. незаменима также в случае, если нужно получить соединение из металла, который не сваривается или относится к трудносвариваемой группе. В заклепочном соединении из разнородных металлов (биметалл) не возникает гальванических процессов, провоцирующих развитие коррозии. Однако и эти преимущества сегодня нивелируются, в связи с появлением новых сплавов, которые при высокой прочности хорошо поддаются сварке плавлением или другим ее видам; а новые поколения клеевых составов способны образовывать швы, по своим мех.свойствам близкие к основному металлу. Клепкой называется технология получения неразъемного соединения с помощью механического воздействия в холодном или нагретом состоянии на металлозаклепки различной формы и размеров. Соединения, полученные с помощью К., устойчивы к вибрациям и ударным нагрузкам. Существует несколько способов создания клепанного соединения: • Заклепки до ø10мм вхолодную заводят в отверстие с зазором 0.1-0.2 мм. К. может выполняться заклепками с потайными головками или выступающими. В первом варианте изделие имеет лучший товарный вид, гладкую однородную плоскость. Если к внешнему виду не предъявляются какие-либо требования и имеет значение только прочность узла, в таком случае, выбирают второй вариант. Последовательность выполнения К. состоит из нескольких этапов: • Просверливание или продавливание отверстий и их зенкование под потайную головку;
Есть интересный случай, когда невозможно сформировать замыкающую головку традиционным мех. воздействием. Выход был найден. Заклепка, в стержне которой находится взрывчатое вещество, легкими ударами молота заводится в отверстие в холодном состоянии. Позже соединение нагревается и с помощью небольшого взрыва формируется замыкающая головка. Если нужно склепать тонкие неметаллические листы, целесообразно использовать заклепки с полым стержнем, т.е. трубчатые, тонкую стенку которых легко можно деформировать развальцовкой для формирования замыкающей части. Клепаные конструкции бывают нескольких видов: Прочные— используются в несущих сооружениях, таких как балки, колонны. Клепка и ее применение - Энциклопедия по машиностроению XXLДля создания более качественного шва целесообразно применение холодных заклепок, которые обеспечивают лучшее заполнение отверстия,, что может исключить возникновение в стержне деформаций (изгиба и растяжения), кроме среза, под действием которого и может наступить разрушение шва. Однако холодная клепка, как упоминалось выше, ограничена диаметром заклепок и тем самым ее применение несколько сужено. [c.45]Сварка, как более экономичный и более совершенный способ соединения, в большинстве случаев заменила клепку. Однако клепка ещ,е находит свое применение во многих случаях. [c.149] Машинная клепка отличается высокой производительностью. Она производится на неподвижных гидравлических клепальных машинах или осуществляется переносными пневматическими клепальными машинами и ручными пневматическими молотками. Сборка заклепочных соединений с применением полых трубчатых заклепок (фиг. 22, е) осуществляется развальцовкой заклепок инструментом вращательного движения. [c.44] Для соединения различных материалов, в том числе и ПМ, разработаны специальные типы полимерных заклепок, расклепывание которых производится при упругом деформировании элементов крепежных деталей. Так, при сборке строительных объектов из стеклопластиков нашли применение заклепки-кнопки, изготовляемые из полиамидов, полиолефинов, производных целлюлозы или других термопластов. Заклепка-кнопка до введения в отверстие представляет собой полую втулку 5 и монолитный стержень 2, диаметр которого равен внутреннему диаметру втулки. Втулка и стержень соединены тонкой кольцевой перемычкой. Диаметр наименьшего сечения конической поверхности втулки равен диаметру отверстия D в соединяемых деталях 1, а диаметр >2 максимального сечения этой поверхности больше диаметра отверстия на десятые доли миллиметра. Размер S заклепки равен толщине пакета соединяемых деталей. Втулка имеет две или четыре прорези, что позволяет ее нижней части сжиматься при введении заклепки в отверстие. В процессе клепки в отверстия совмещенных деталей вначале помещают полую втулку (рис. 5.50, б), а затем замыкают заклепку ударом молотка по стержню, который входит внутрь втулки, раздвигая наружу ее разрезную часть (рис. 5.50, в). Заклепка надежно садится на свое место (рис. 5.50, г), и в этом случае не требуется двухстороннего подхода к деталям. Такая заклепка диаметром 6,4 мм из ПА 6 выдерживает на отрыв головки максимальную нагрузку 900 Н, [c.189] Клепка разделяется на холодную, т. е. выполняемую без нагрева заклепок, и горячую, при которой стальные заклепки перед постановкой их на место нагревают до 1000—1100° С. Практикой выработаны следующие рекомендации по применению холодной и горячей клепки в зависимости от Диаметра заклепок а) до =8 мм — только холодная клепка б) при с(—8— 12 мм —как горячая, так и холодная клепка в) при й свыше 12 мм — только горячая клепка. [c.276] НО, особенно если они состоят из тонколистовой обшивки и жесткого каркаса. Совмещение клепки со склеиванием позволяет значительно упростить процесс изготовления подобных конструкций. Так, предварительная склейка (перед клепкой) тонкой обшивки с элементами каркаса позволяет рассверливать отверстия под заклепки в монолитном (т. е. склеенном) пакете деталей без применения струбцин и других сложных фиксирующих приспособлений. При этом почти полностью исключается несовпадение отверстий при постановке заклепок. [c.186] Практикой выработаны следующие рекомендации по применению холодной и горячей клепки в зависимости от диаметра заклепок до с/ = 8 мм — только холодная клепка np лd = 84-12 мм — смешанная, т. е. как горячая, так и холодная [c.130] Более широкое применение на заводах средств механизации, облегчающих выполнение трудоемких работ на сборке подъемников, унифицированных механических головок, легких переносных пневматических и пневмогидравлических приспособлений для запрессовки и клепки, а таклтехнических средств механизации межоперационного транспорта. [c.448] По конструктивному оформлению заклепочных соединений могут быть даны следующие рекомендации. Замыкающие головки заклепок формируют на более толстой детали или детали из более прочного материала. При групповой клепке целесообразно применять закладные и замыкающие головки плоской формы. В этом случае поддержки и обжимки выполняют в виде плоских плит или планок. В соединениях из легких сплавов и неметаллических материалов следует применять заклепки из мягких (алюминиевых) сплавов во избежание деформации собираемых изделий. Следует ограничивать применение односторонней (и особенно двусторонней) потайной клепки из-за дополнительной обработки гнезд под головки заклепок и ослабления шва. В конструкциях с ограниченным двусторонним подходом можно применять специальные заклепки для односторонней клепки. В конструкциях изделий целесообразно предусматривать прессовую, а не ударную клепку, как более производительную и качественную. Предпочтительнее также холодная клепка. Ее применяют для заклепок из алюминиевых и медных сплавов, а также для стальных заклепок диаметром менее 14 мм. [c.165] IV. 3. с. в судостроении. Материалом для изготовления судостроительных заклепок служит круглая заклепочная сталь с временным сопротивлением на разрыв сг 3 500 кг/см при пределе упругости х 2 ООО кг/см . Кроме заклепок обычной формы, т. е. с полукруглыми, потайными и полупотайными головками, в судостроении широко применяются заклепки, имеющие бочкообразную головку с конич. подголовком или без него такая форма закладной головки облегчает постановку заклепок в тесных местах. Отверстия для заклепок в листовой и сортовой судостроительной стали просверливают или продавливают (пробивают) при продавливании в стали повышенных качеств отверстия следует затем рассверливать до нужного диаметра (около 3 мм) с целью устранить вредное влияние продавливания на материал вблизи краев отверстия. При наиболее ответственных работах, требующих точной сборки, рекомендуется отверстия просверливать или досверливать продавленные отверстия. Отверстия для заклепок в склепываемых частях должны на 0,5—1 мм и больше превышать диаметр стержня заклепок в зависимости от размера заклепок и от точности, достигаемой при тех или иных сборочных судостроительных работах. Клепка в судостроении применяется как горячая, так и холодная, причем последняя только для заклепок малого диаметра (й 25 мм ручная клепка дает результаты мало удовлетворительные, при й > 35 мм она становится почти невозможной. Преимущественное применение того или иного вида клепки при постройке судов определяется имеющимся оборудованием и условиями производства работы. [c.177] Использование обычных алюминиевых заклепок большого диаметра сильно ослабляет сечение Склепываемого пакета деталей отверстиями. Кроме того, в этом случае требуются значительные усилия для формирования замыкающих головок, что часто вы1зывает повреждение клеевой прослойки (при клепке по отвержденному клею), а также исключает возможность выполнения клепки с помощью сравнительно простого переносного оборудования и вызывает необходи.мость применения мощного громоздкого оборудования. При -расклепывании заклепок большого диаметра резко возрастают также распирающие усилия от расплющивания стержня заклепки, передаваемые на стенки отверстия, что вызывает повышение напряжений в клеевой прослойке и ее растрескивание. - [c.196] В соответствии с изложенным можно было предполагать, что наиболее перспективными для получения комбинированных соединений способом горячей клепки с точки зрения высокой теплостойкости и технологии полимеризации являются отечественные клеи ВС ЮТ, ВС 350 и ВК 7 и зарубежный клей хи-дакс 967 (Англия), состоящий из фенольной смолы и полиамидов. Склеивание этим клеем осуществляется при температуре 220—230° С под давлением 1,4 кГ смР- в течение 2 мин. Соединения на клее хидакс 967 сохраняют очень высокую прочность при нагреве вплоть до температуры 150° С (табл. 94). Однако проведенное опробование клеев ВК7, ВС ЮТ и ВС 350 в условиях горячей клепки образцов из углеродистой конструкционной стали (пакет 2 + 2 мм) не дало положительных результатов. При постановке горячих заклепок по свеженанесенному клею наблюдается интенсивное выгорание клеевой прослойки в полости соединения, особенно вблизи заклепок, а также образование сильной пористости и шлаковых включений в клеевом слое после его отверждения. В случае постановки заклепок по ранее выполненному клеевому соединению с отвержденным клеевым швом резкий и быстрый нагрев клеевой прослойки приводит к ее охрупчиванию, потере прочности и герметичности. Аналогичные явления имеют место и в случае выполнения горячей клепкой соединений с применением клея хидакс 967. [c.204] Следует ограничивать ее применение из-за дополнительных операций по выполнению гнезд под замыкаюш.ие головки заклепок, а также из-за более низкого качества шва по сравнению с обычной потайной клепкой [c.119] С целью снижения веса конструкции при проектировании башен Шухов сделал попытку перейти от использования прокатного профиля на трубчатые стержни, предусмотренные патентом № 1896 (2.8), в первоначальном варианте проекта башни в г. Тюмени (1906 г.). Однако применение для стоек специальных соединений швейцарской марки g/ и дорогая сборка сделали это рациональное техническое решение экономически невыгодным. Сборка гиперболоидных конструкций из труб (диаметр которых постепенно уменьшается от 6 до 3") нашла применение для наблюдательных сетчатых мачт на военных кораблях в США и России в связи с высокими требованиями, предъявленными к легкости конструкции. Для большей устойчивости в отдельных случаях гиперболоидная система собиралась из швеллерных стержней (Шаболовская башня, г. Москва, 1922 г. — см. рис. 175 и 184). До 1905 г. в напорных башнях для крепления стержней и колец применялись болты. При строительстве Николаевского водопровода (1907 г.) башня до установки резервуара была собрана на болтах, и только затем болтовые соединения заменялись заклепочными. Впоследствии основным техническим решением соединения элементов остова башен и резервуара использование клепки стало традиционным. С развитием и применением сварки ее стали использовать (с 1930 г.) для элементов как резервуара, так и высотного узла башни. [c.82] Для улучшения прилипаемости клеевой пленки к соединяемым деталям ее слегка смачивают спиртом. После клепки склепный участок нагревают до температуры полимеризации (150—160° С) не позднее чем через 4—6 ч после окончания клепки. Необходимый нагрев производят без применения открытого огня с использованием электрических или воздушных нагревательных устройств либо при помощи мешков с нагретым до 180—200° С песком. Температуру нагрева контролируют термопарой и гальванометром. Степень полимеризации клея БФ-2 определяется по его цвету, который должен быть от темно-желтого до светло-ко-ричневого. Качество склейки контролируется по образцам-свидетелям. Для клеезаклепочных соединений лучшим является двухрядный заклепочный шов с шахматным расположением заклепок с шагом 1 = (5—10)й, где (1 — диаметр заклепки. Минимальная величина длины нахлестки должна быть не менее (15 Ч-20)6, где б — толщина материала. [c.217] После клепки осаженная часть заклепки имеет вид сплошного венчика или розетки. Последняя применяется тогда, когда одной заклепкой соединяются сразу обе накладки и диск ФС. Полезная толщина h накладки колеблется от 1 до 3 мм. Ее увеличение дает прирост срока службы накладок только в ФС с Рнж onst или в регулируемых ФС. Если накладки из спеченных материалов имеют форму, показанную на рис. 1.14, то на 6 см площади накладки ставят по одной заклепке. При применении двух и более заклепок максимальное расстояние между ними со- [c.33] При разработке технологических документов на процессы разработчик, как правило, ориентируется на выбранный метод изготовления или ремонта, поэтому комплекты документов специализируются по выбранному одному методу. Например, комплект документов на технологический процесс обработки резанием, литья, ковки и т.п. При таком подходе процедура оформлейия документации значительно упрощается и улучшаются условия ее поиска. Но бьшают и другие моменты, когда один комплект документов на процесс может учитывать несколько методов. Например, комплект документов на процессы сборки, в котором отражаются действия по разъемным и неразъемным соединшиям (с применением различных видов сварки, пайки, клепки, склеивания). В этом случае описать весь технологический процесс на универсальных формах документов (типа маршрутных карт) не всегда удается и поэтому приходится применять специализированные формы соответствующих операционных карт, что приводит к увеличению комплектности документов и трудоемкости его оформления. [c.56] Употребление древесины О. чрезвычайно разнообразно она идет как строительный материал как материал для постройки судов как поделочный материал в столярном деле, в производстве деревянной посуды, лопат, обуви, самопрялок и т. д. в бочарном деле — для изготовления клепки для бочек, кадушек, ведер и тары для упаковки жидких и сыпучих тел в щепном деле для изготовления кровельной драни (см.), гонта (см.), спичечной соломки в древесномассном производстве для получения древес-ной массы (см.). Из осиновой коры добывают деготь, а иногда она идет для дубления тонких кож (см. Спр. ТЭ, т. III, Дубильные вещества). Листва О. употребляется в корм скоту.Быстрый рост О., ее многообразное применение и особенно ее экспортное значение в качестве материалов для производства спичечной соломки, для древеснобумажной промышленности (см. Древесина балансовая) и для стружек (плашка). Крупное экономическое значение имеет О. в строительном деле для сельского хозяйства малолесных областей. Осина одна из главнейших древесных пород СССР. [c.123] Из заклепочных сплавов типа дюралюминий широкое применение имеют сплавы Д18 и В65 для комнатной температуры и сплав Д19 для повышенных температур. Заклепки из сплавов Д18 и В65 расклепываются в состаренном состоянии, т. е. в любое время после закалки. Сплав Д19 расклепывается в течение 2—6 час. после закалки (чем больше диаметр проволоки, тем меньше допустимое воемя клепки), однако по коррозионной стойкости сплав Д19 значительно превосходит сплав В65. [c.35] Контактная электросварка почти полностью вытеснила клепку при изготовлении изделии из коррозионностойких сплавов АМц, АМгЗ, Амг5В, АМгб и др. Однако вследствие невысокой прочности при усталостных нагружениях применение ее в силовых конструкциях ограничено. Вследствие трудности противокоррозионной обработки сварных узлов точечная электросварка ограничено применяется для соединений высокопрочных сплавов [c.165] В области неразрушающих испытаний роль нейтронной радиографии аналогична роли радиографии вообще. Как и у радиографического метода, преимущество ее заключается в легкости интерпретации изображений и способности выявлять относительно малые изменения толщины и материала. Недостатки ее также присущи обычной радиографии, например невозможность надежно обнаружить трещины с малой протяженностью в направлении радиационного пучка и неспособность давать подробную информацию о качестве соединений (пайке, клепке, склейке). Однако имеются и существенные различия между радиографией, в которой используются рентгеновские и Y-лyчи, й нейтронной радиографией. Эти различия определяют область применения последней [65, 92, 28]. [c.288] Клепальный инструмент (обжимка)Рабочим инструментом при клепке является обжимка (рис. 111), вставляемая в открытый конец молотка. Обжимка имеет углубление, соответствующее форме головки заклепки. Для поддержания заклепок во время клепки, восприятия ударов молотка и плотного прижатия закладной головки и склепываемому пакету служат ручные и пневматические поддержки. Ручная поддержка представляет собой круглый стержень с углублением в торце, в которое упирается закладная головка заклепки. Кроме прямых 1 поддержек имеются изогнутые 2, которыми пользуются в тесных местах, когда необходимо обойти различные выступы конструкции. Ручной поддержкой подручный клепальщика удерживает заклепки. Для лучшего прижатия заклепки ручной поддержкой обычно пользуются рычагом, на конец которого с силой нажимает подручный клепальщика. Пневматическая поддержка представляет собой пневматический пресс, в поршень которого вставляется обжимка 3. В процессе клепки пневматическая поддержка одним концом упирается в конструкцию, а обжимка под давлением воздуха прижимается к закладной головке заклепки. Пневматические поддержки применяются двух видов: для работы в нормальных условиях 5 с ходом поршня 100 мм и для работы в стесненных условиях с ходом поршня 30 мм (см. рис. 111). Машинная клепка производится пневматическими или электрическими скобами. Электрические скобы применяются редко, если нет сжатого воздуха. Машинная клепка по сравнению с ручной обеспечивает более высокое качество работ, повышение производительности в 2—3 раза, облегчение труда рабочих, быстрое освоение профессии за счет простоты управления скобой и т. д. Рис.111.Клепальный инструмент: 1—прямая поддержка; 2—изогнутая поддержка; 3—обжимка; 4, 5—пневматические поддержки. Как работает клепальный инструмент и как пользоваться клепальным инструментом?Перейти к следующим абзацам: Склеивание, скручивание, скрепление, сварка - есть много способов соединить два куска ткани. Среди упомянутых возможностей хорошим вариантом является и клепка, которая благодаря соответствующим крепежным элементам (заклепкам) создает прочное соединение. Это решение было чрезвычайно популярным до изобретения техники сварки. Фактически, клепка по-прежнему является альтернативой сварке, особенно когда вам нужны быстрые результаты или когда невозможно сваривать материалы.Что это за метод создания объединений? Центральную роль в процессе клепки играют заклепки, то есть небольшие металлические детали. Характерная структура соединителя позволяет соединять вместе независимые части плоских материалов. Этот способ настолько прочен, что если вы захотите отсоединить отдельные элементы, заклепка будет разрушена - вы не сможете использовать ее снова. Множество доступных типов заклепок доказывает их универсальность по отношению к соединяемым материалам.Конкретные параметры соединителей, в свою очередь, преобразуются в спецификацию созданных соединений, в т.ч. их долговечность или система расстояния между заклепками. Конечно, покупки одних крепежных элементов не всегда достаточно для постоянного соединения двух элементов, например, листового металла или ткани. Часто при клепке не обойтись без клепального инструмента, который определенно облегчит и упростит вашу работу (хотя на рынке есть заклепки, не требующие использования оборудования). Заклепочник подходит для многих строительных объектов.Это также ценное оборудование для домашней мастерской и, в том числе, полезное. при хобби и любительском ремонте. Как пользоваться клепальным инструментом? Инструкции см. В статье ниже. Вы также узнаете, как работает это оборудование, какие материалы сочетаются и какие типы устройств доступны на полках магазинов. Прочитав ее, вы решаете для себя, что лучше вам подойдет - пневматическое устройство или ручной заклепочник. Как использовать оба этих устройства? Мы подготовили ответ и на этот вопрос. Как работает заклепочник?Устройство компактное и предназначено только для одного занятия - клепки. С его помощью можно постоянно соединять различные элементы конструкции, например:
Принцип работы клепального инструмента прост, а сама клепка не сложна. Две независимые части материала неразъемно соединяются заклепками. Как использовать инструмент, зависит от выбранного вами типа застежки. Так что это за заклепки? Это металлические элементы в виде цилиндра, выполненные, в том числе, из алюминия, меди или стали. ЗаклепкиClassic имеют особую головку. Однако сегодня они используются очень редко.На смену традиционным заклепкам пришли так называемые глухие заклепки. В чем разница между ними? Классический соединитель представляет собой короткий стержень с головкой с одной стороны и выступом с другой. С другой стороны, глухая заклепка состоит из двух частей - гильзы и стержня или гвоздя. Другими словами, у него есть воротник и тычинка. Откуда взялось название заклепки? Это тесно связано с методом клепки - при соединении материалов проволока отрывается от всей заклепки. Вытяжные заклепки подразделяются на несколько категорий.По типу заклепки бывают, например, закрытые, разжимные и раздвоенные. С учетом области применения на полках вы найдете, например, универсальные застежки для мягких материалов, водонепроницаемые, устойчивые к высокому давлению и вибрации. По форме головы бывают, например, увеличенные, утопленные и плоские. Каковы преимущества использования глухих заклепок? Большим преимуществом такой клепки является возможность соединения материалов с односторонним доступом к ним.Это позволит вам, например, прикрепить металлический лист к несущей конструкции. Инструменты для заклепок просты в обращении. Стоимость таких соединений также невысока, поэтому заклепки широко используются для соединения листов, полос, стальных профилей, кронштейнов, балок, деталей машин и устройств. На рынке вы также найдете другие типы заклепок, например, кожаные люверсы. Вы можете использовать их в декоративных целях или для закрепления и укрепления проемов в тканях или коже.Другой вид заклепок - так называемые заклепать гайки. Это небольшие трубчатые элементы с резьбой в центре. Этот тип застежки особенно подходит для работы с тонкими материалами. Стоит добавить, что заклепки создают стабильные, плотные и прочные соединения, которые трудно разъединить. Попытка разделить материалы влечет за собой разрушение соединителя. Одним из преимуществ клепки является то, что вы с успехом примените этот метод там, где сварка не удалась по разным причинам. Говоря о клепке, следует также знать, что с точки зрения конструкции клепанные соединения делятся на стыки внахлест или внахлест. Сама клепка может использоваться как с одно-, так и с многорядным расположением рядов. Заклепочник - типыКлепать можно без использования соответствующего оборудования. Однако такое начинание потребует от вас много усилий и времени. Так что найдите подходящий инструмент, чтобы улучшить свою работу, но также убедитесь, что вы установили точное и надежное соединение. На рынке доступно множество устройств, поэтому вы обязательно найдете что-то подходящее для себя. Приступая к поиску оборудования, необходимо знать, что клепальные машины обычно делятся на два типа: ручные и пневматические. Что отличает эти типы инструментов? Чем отличается заклепочник? Как работает каждое устройство? Для начала возьмем ручной клепальщик под микроскоп. Этим оборудованием легко пользоваться. Как вы уже догадались, от силы ваших рук при клепке этим устройством зависит очень многое.В рамках работы каждую заклепку необходимо затягивать отдельно - это может привести к быстрой утомляемости (хотя сам заклепочник не является тяжелым оборудованием). Поэтому это не лучший выбор, если вам нужно установить заклепки оптом. Однако он идеально подходит для мест, где требуется высокая точность. Из-за того, что ручной клепальщик требует приложения особой силы, он чаще всего используется энтузиастами и любителями своими руками. Строители и техники тоже тянутся к этому.Специалисты ценят возможность, в том числе, свободная работа в любом положении, что гарантируется ручным заклепочником. Как это устройство работает? Большим преимуществом инструмента является его мобильность и, как следствие, свобода передвижения во время работы - благодаря отсутствию ограничительных кабелей. Эта особенность ручного заклепочника особенно полезна, когда нужно стыковать материал в труднодоступных местах. Электроинструменты или инструменты с батарейным питанием всегда немного облегчают вашу работу, потому что вам не нужно прилагать столько усилий при их использовании.Однако это не означает, что недостаток мощности становится дефектом устройства. Напротив - без необходимости подключать ручной клепальный инструмент к источнику питания, вы получаете полную свободу движений. Благодаря этому вы можете использовать его в любое время и в любом месте. Пытаясь полностью ответить на вопрос, как работает ручной заклепочник, необходимо добавить, что это в основном безотказное оборудование. Если вы позаботитесь о нем и будете использовать по назначению, он окажется очень прочным устройством и прослужит вам долгие годы.Конечно, это не значит, что второй вид оборудования, то есть пневматический заклепочник, намного менее долговечен. Однако из-за некоторой «автоматизации работы» вероятность отказа увеличивается. Как работает воздушный заклепочник и чем он отличается от ручного? В первую очередь, это техника, от которой вы не устанете. Клепать пневмоаппаратом удобно и быстро, в т.ч. потому что вы используете сжатый воздух вместо силы собственных рук. Это гораздо более эффективное решение, которое чаще всего используется на производственных линиях и в профессиональных мастерских.Пневматический заклепочник облегчает сборку сложных рам, крышек или корпусов. Большинство моделей могут работать не только с глухими заклепками, но и с глухими заклепками с гайками. Как пользоваться клепальным инструментом?Вы уже знаете, как работает заклепочник, но все еще не знаете, какой тип подходит вам больше всего? Ручной заклепочник - это все, что вам нужно для самостоятельной работы в домашней мастерской. Однако, если вы планируете часто использовать это устройство в своей студии или ищете клепальный инструмент для строительной площадки, выберите автоматизированную модель. Принцип работы пневматического заклепочника предельно ясен - сжатый воздух, который используется для клепки, включается нажатием кнопки. Ручной заклепочник работает иначе. Как пользоваться этим устройством? Вообще говоря, сначала вам нужно вставить заклепку в просверленное или пробитое отверстие, а затем зафиксировать ее устройством. Деформированная булавка создаст застежку. Использование клепального инструмента во многом зависит от выбранных вами заклепок.Если вы решили использовать заклепочные гайки, сначала просверлите отверстие в материале. Затем вставьте оправку в клепальный инструмент так, чтобы выступающая часть спереди совпадала с гайкой заклепки (которая затем надевается на выступающий штифт). Поместите все в отверстие, затяните рычаг и, наконец, открутите шпиндель. Используйте другую технику при клепке глухими заклепками. Сначала проделайте отверстие в соединяемых материалах, а затем вставьте в него заклепку. Несколько раз нажмите ручным заклепочником на фланец, чтобы часть заклепки вздулась и шток вошел во фланец - это нормально, так создается соединение.Когда он будет достаточно сильным, в месте сужения сломается часть планки - тогда вы услышите характерный звук. Подключение готово. Заклепка удерживает припухлость с одной стороны, а головку - с другой. Вы можете оставить его как есть или постучать по его концу молотком. .Клепка в теории и на практикеВ автомобильной, аэрокосмической или машиностроительной промышленности общей тенденцией является проектирование и производство более легких конструкций. Материалы должны весить все меньше и меньше, но конструкция должна сохранять жесткость и соответствующие прочностные параметры. Смотрите фотогалерею ниже! Стремление к легкой и жесткой конструкции особенно заметно в автомобильной промышленности.Все больше и больше оборудования, связанного с комфортом пассажиров и пассивной безопасностью, увеличивает вес транспортных средств. Возникает необходимость искать экономию на весе кузова автомобиля. Легкие материалы, такие как алюминий, армированный магнием пластик и армированный волокном пластик (FRP), все чаще заменяют классические стальные сплавы. Кроме того, соединяются вместе различные материалы, такие как алюминий, магний, пластмассы и высокопрочные стали. Применяемые до сих пор сварные, паяные и сварные соединения, к сожалению, не могут все чаще использоваться для соединения таких различных материалов.Это правда, что сварка и пайка не исчезнут надолго из процесса производства кузовов автомобилей, но становится все более распространенным соединение элементов кузова по «холодной» технологии. Это означает введение склейки и клепки кузова автомобиля. Технология соединения Применение в производстве Практика цеха Клепальные устройства, применяемые при производстве кузовов автомобилей, аналогичны тем, которые используются в ремонтных мастерских при замене комплектующих. Конечно, на заводе их монтаж или приборы различаются, что позволяет максимально механизировать процесс, но рабочая часть очень похожа.Само клепальное устройство маловато. Необходимо использовать соответствующее оборудование, позволяющее эксплуатировать мультибрендовые автомобили. В базовую комплектацию клепальных станков обычно входит универсальное оборудование, а специализированное для конкретных марок и моделей необходимо приобретать. Богуслав Раатц Текст взят из номера 11/2019 ежемесячного журнала «Современная мастерская». .Ручная клепка алюминия, кожи - руководство Как клепать? Клепка кожи, алюминияКлепка позволяет быстро соединять различные типы элементов. С помощью заклепок можно соединять элементы мебели, машин, транспортных средств или одежды. Клепать можно с помощью ручного или пневматического клепальщика, также можно клепать без клепального инструмента. Есть много способов соединить два куска ткани. Среди них особого внимания заслуживает клепка.С помощью подходящего крепежа - заклепок - создается очень прочное соединение. Заклепка была распространенным методом соединения компонентов еще до изобретения техники сварки. По сей день клепка является альтернативой сварке, особенно когда важно быстрое действие или когда невозможно сварить отдельные компоненты. Самая важная информация о заклепках и клепках Заклепки - это небольшие металлические элементы. Их структура позволяет соединять отдельные плоские части материалов. Заклепки универсальны по отношению к соединяемым материалам. Параметры этих креплений, с другой стороны, отражаются в характеристиках соединений, которые они создают, например, их долговечности и системе зазоров между заклепками. Типичные заклепки имеют характерную головку, но все чаще их заменяют так называемыми глухие заклепки. Другой вид заклепок - заклепочные гайки - они небольшого размера и имеют трубчатую форму с резьбой в центре. Они используются для соединения тонких материалов. Заклепки позволяют соединять или склепывать кожу, джинсовую ткань и другие материалы, используемые при производстве или ремонте одежды. Особым типом заклепок являются люверсы - кожаные заклепки. О том, как с их помощью клепать, вы можете прочитать далее в этой статье. Что касается использования в типичных промышленных целях, они позволяют, среди прочего, соединение пластмасс, гипсокартона, балок, кронштейнов, элементов машин или листов, например, алюминиевой клепкой. Для клепки используются пневматические и ручные клепальные машины, но существуют и заклепки, не требующие использования такого оборудования.Чтобы соединить два алюминиевых листа, сначала просверлите в них отверстия с помощью дрели. Клепка ручным заклепочником Инструкцию о том, как клепать с помощью ручного клепальщика, стоит начать с того факта, что ручной клепальщик - это правильный инструмент для любителей DIY, любителей, строителей и техников по обслуживанию. Клепание ручным заклепочником во многом зависит от силы ваших рук. Поэтому он больше подойдет для разовой работы над подключениями. При клепке элементов этим компактным приспособлением необходимо учитывать, что каждую заклепку необходимо заклепывать отдельно. Этот заклепочник хорошо подходит для работ, требующих высокой точности. Ручной заклепочник - мобильное устройство, позволяющее свободно работать в любом положении. Как нарезать нить? Клепка с воздушным заклепочником Клепая этим устройством, вы не устанете, так как его работа относительно удобна и быстра.Еще потому, что для соединения элементов вы используете не силу своих рук, а сжатый воздух. Это очень эффективное решение, которое используется на производственных линиях или в профессиональных мастерских. Пневматический заклепочник используется, в частности, для установка обширных рам или корпусов. В большинстве случаев они могут работать как с глухими заклепками, так и с глухими заклепками с гайками. Клепка без клепального инструмента Для соединения материалов заклепками необязательно использовать клепальный инструмент.Чтобы клепать без клепального инструмента, вам понадобится молоток и дрель. Соедините части вместе, а затем просверлите их. В получившееся отверстие поместите заклепку так, чтобы ее штифт выступал на другую сторону. Теперь ударьте по нему молотком, который сожмёт поверхности. Клепка без клепального инструмента подходит, например, в в случае соединения алюминиевых листов и кожаными заклепками. .Как клепать?
Клепка связана со способом соединения крупных стальных конструкций. До того, как сварка стала обычным явлением, она считалась наиболее эффективным методом соединения. Сегодня этот метод соединения все еще используется в некоторых отраслях промышленности и во многих мастерских «сделай сам». В руководстве мы посоветуем , как клепать стальные заклепки , какое устройство использовать для работы и можно ли и как клепать без заклепочного инструмента .
Что такое клепка и как клепать?Клепка - это один из способов соединения различных материалов.Он не является одним из самых популярных, и может оказаться, что многие энтузиасты DIY знают его только теоретически. Однако во многих ситуациях знание , как клепать , может оказаться важным для изготовления конкретной конструкции.
Клепка - это соединение двух материалов, которые могут иметь разную структуру и жесткость. В отверстие, проделанное в обоих слоях, вставляется заклепка с воротником. При отрыве оправки заклепка изгибается снизу и образует соединение.При наличии соответствующих инструментов и знаний о том, как клепать с помощью ручного заклепочника , этот метод может оказаться большим подспорьем в любительской работе.
Далее по тексту мы объясним более подробно, как клепать . Однако стоит помнить, что не все материалы можно комбинировать с помощью этого метода. Заклепки обычно имеют длину несколько миллиметров, что позволяет соединять листы металла, кожи или прочного пластика. Не рекомендуется использовать этот метод для соединения деревянных или тканевых элементов из-за их структуры.
Как клепать ручным заклепочником?Прежде чем задумываться о как клепать , необходимо вооружиться необходимыми принадлежностями. Прежде всего, выберите заклепки и адаптируйте их к характеристикам соединяемых материалов. Выбирая заклепки, всегда помните, что длина втулки должна превышать толщину стыкуемых элементов. Заклепка должна выступать на несколько миллиметров, чтобы гильзу можно было согнуть и установить надежное соединение. В свою очередь диаметр следует подогнать под твердость соединяемых материалов.
Алюминиевые заклепки чаще всего можно найти в магазинах DIY, но для более сложных работ необходимы стальные аксессуары с большей прочностью на разрыв. Как клепать стальные заклепки ? Подобно алюминиевым, и если у вас есть подходящее устройство, вы даже не заметите разницы.
Устройство - залог успеха. Если вы занимаетесь любительской работой в мастерской, достаточно портативных устройств. Ценным инструментом является заклепочник с рычагом KENNEDY, который можно использовать с любым типом заклепок.Он оснащен сменными наконечниками, подходящими для аксессуаров с несколькими основными диаметрами. Благодаря прочным рычагам и большой мощности отрыва он хорошо зарекомендовал себя даже в профессиональной работе.
Теперь, когда вы выбрали подходящий клепальный станок из ассортимента Industria24, пора приступить к работе. Как клепать с помощью ручного клепальщика Прежде всего, поместите оба соединяемых элемента в то положение, в котором они должны быть. Соединить их можно с помощью столярных зажимов.Затем необходимо просверлить отверстие диаметром, соответствующим гильзе заклепки, и вставить его внутрь. Как приклепать ? Вставьте гвоздь, торчащий из заклепки, в наконечник ручного заклепочника. Затем, крепко и динамично сжимая ручки устройства, вы сломаете заклепку, и ее нижняя сторона изогнется, образуя воротник.
Как клепать без ручного клепальщика?В сети есть вопрос о , как клепать без клепального инструмента .Если вы хорошо поработаете, вы обязательно найдете несколько способов сделать такой звонок. Некоторые разработчики рекомендуют использовать молоток и болгарку или ковырять плоскогубцами. К сожалению, ни один метод не будет более удобным и быстрым, чем клепка ручным заклепочником . В магазине Industria24 можно приобрести клепальный станок за несколько десятков злотых. Подумайте, стоит ли эта сумма попробовать рискованных способов клепки без клепальщика . .Заклепки стальные, заклепки алюминиевые, гайки глухиеЗаклепки - характеристики и технология эксплуатацииЗаклепка - это короткий металлический стержень с головкой с одной стороны и выступом с другой. Язычок - это часть, которая закрывается во время клепки. В прошлом процесс клепки основывался на забивании горячих заклепок таким образом, чтобы они заполняли отверстия, подготовленные в листах, которые необходимо соединить. Однако сегодня техника клепки изменилась. Для клепки используется заклепочник.Сегодняшние заклепки представляют собой трубку с головкой в форме гриба. Их противоположная сторона заканчивается бусиной, немного шире самой заклепки. При клепке стержень вытаскивается из отверстий с большим усилием, но буртик не проходит, создавая вздутие, известное как выступ. Это окончание (вздутие) вместе с головкой гриба на другой стороне плотно соединяет два материала. Тонкие заклепки можно обжимать холодным способом, но для более крупных конструкций и более толстых заклепок необходима теплая обжимка.Эта техника еще сильнее объединяет связанные элементы. Заклепки и действующие стандарты Заклепки, как и болты и гайки, также подпадают под действие стандартов. В этих стандартах указаны основные характеристики заклепок, которые не меняются независимо от места производства. Это дает уверенность в свойствах этого продукта.
Все они доступны в нескольких версиях. Обычно мы делаем их из стали или алюминия. Они могут быть полностью стальными (St / St), полностью алюминиевыми (AI / AI) или алюминиевыми / стальными (AI / St). Они также доступны в версии из нержавеющей стали (A2 / A2). Преимущества использования заклепок
Классификация заклепокЗаклепки классифицируются по нескольким критериям. Первый и наиболее часто используемый способ разделения заклепок связан с их использованием.Мы различаем, например,
Эта классификация также включает: заклепки закрытые, заклепки с пазами и заклепки с потайной головкой. Другой метод разделения заклепок основан на форме их головок. Вы можете указать здесь:
Здесь также можно выделить: заклепки с буртиком, с полукруглой, линзообразной и цилиндрической головкой. Заклепки и гайки для глухих заклепокГайка глухой заклепки представляет собой небольшую заклепку трубчатой формы. Отверстие под гайку заклепки обработано резьбой, позволяющей вкручивать винт. Заклепочные гайки идеально подходят для соединения тонких поверхностей. Это единственный способ получить нить из тонкого материала. .Специальное предложение на изделия для клепки Würth PolskaВнимание!Акция, наверное, закончилась. Техника клепки - один из старейших методов создания прочных соединений между двумя или более элементами. Клепальные инструменты Würth Polska теперь доступны по специальной цене. Клепка на протяжении многих лет является наиболее важным методом соединения металлических конструкций в таких областях, как судостроение, строительство мостов и павильонов.В последние годы развитие легких конструкций и соединений из разных материалов в автомобилестроении повысило интерес к заклепкам и в этой области. С начала марта, пока есть запасы, выбранные товары будут доступны для покупки по специальному ценовому предложению. Инструменты доступны в интернет-магазине: www.wurth.pl, в магазинах канцелярских товаров и у торговых представителей Würth Polska. Набор глухих заклепок с ручным инструментом Набор содержит 701 элемент, упакованный в инструментальный чемодан.Характеристики комплекта:
Акционная цена: 189 злотых нетто.  Набор стальных заклепочных гаек с заклепочником Набор содержит 506 элементов, упакованных в новую кассету ORSY системного размера 4.4.1. Инструменты изготовлены из оцинкованной стали, пассивированной в синий цвет (A2B). Цена по акции: 389 злотых нетто.  . .Заклепочник - применение - NIROSTAL ®Заклепочник профессиональный основной инструмент слесаря в промышленности и сфере услуг.
ЗаклепочникКак и любой другой инструмент, в зависимости от области применения, он доступен на рынке в вариантах профессиональных, полупрофессиональных и любительских клепальных станков. В профессиональных приложениях следует ориентироваться только на профессиональные клепальные машины, которые можно приобрести у представителей производителей, выпускающих только клепальные машины.Полупрофессиональный заклепочник и заклепочник-любитель, доступные в популярных магазинах DIY и на аукционах, конечно же, также будут клепать. Клепальщик такого типа подойдет для работы в домашних мастерских или автосервисах. Где клепка происходит спорадически. Однако только профессиональный заклепочник (например, HONSEL или VVG) позволит выполнять интенсивную промышленную клепку в производственном цехе или на строительной площадке, например, при сборке фасада.
Заклепочник, как следует из названия, используется для клепки, то есть соединения элементов конструкции заклепками.Такое подключение относится к группе постоянных подключений. Ниже мы представляем профессиональные клепальные станки от немецкой компании HONSEL, производителя клепальных станков более .90 лет. В зависимости от количества заклепок Rifbolt, заклепочных гаек или заклепочных болтов, используемых для сборки, мы можем использовать ручные клепальные машины, пневматические клепальные машины или аккумуляторные клепальные машины.
Клепальный станок ручнойИдеально подходит для заклепки небольшого количества глухих заклепок или заклепочных гаек, потому что, в зависимости от диаметра заклепки и материала, ручной заклепочник иногда требует значительного усилия, чтобы сломать заклепку.При длительном использовании это может быть довольно утомительно, поэтому процесс клепки не самый быстрый.
Ниже мы представляем примеры ручных клепальных инструментов для глухих заклепок, заклепочных гаек и универсальных заклепок:
Заклепка глухая: - Заклепочник БЗ 2 - заклепочник БЗ 6 - заклепочник БЗ 44 - заклепочник БЗ 70 - заклепочник БЗ 72 - заклепочник БЗ 58
Заклепочные гайки и заклепочные болты Rifbolt: - заклепочник ВНГ 255 - заклепочник ВНГ 371 - заклепочник ВНГ 612 - заклепочник ВНГ 152
Заклепочные заклепки, заклепочные гайки и заклепочные винты Rifbolt. - Заклепочник Multi 1 - Клепальный станок Multi 5
Клепальщик воздушныйв основном предназначен для серийного производства. Этот тип инструментов используется на всех типах сборочных линий, где требуется быстрый, эффективный и надежный процесс клепки.Заклепки глухие: - заклепочник пневматический БЗ 103А - заклепочник пневматический БЗ 123А - заклепочник пневматический БЗ 133А - заклепочник пневматический БЗ 143А
Заклепочные гайки и заклепочные винты: - заклепочник пневматический ВНГ 703 - заклепочник пневматический ВНГ 903 - заклепочник пневматический ВНГ 753
Аккумуляторный заклепочникдля глухих заклепок используется в основном при строительных работах на крышах и фасадах зданий.Отсутствие ненужного подключения питания обеспечивает большую свободу использования и неограниченный диапазон работы такого клепального инструмента. Каждый заклепочник может быть оснащен дополнительным аккумулятором, который при использовании прилагаемого устройства быстрой зарядки гарантирует непрерывную работу.Аккумуляторные клепальные машины серии RIVDOM, производимые немецкой компанией VVG, содержат инновационное технологическое решение, отвечающее таким важным конструктивным требованиям, как: долговечность, время автономной работы и быстрая зарядка, эргономичность, интуитивное управление и постоянная доступность запчастей и расходных материалов. аксессуары. Ниже мы представляем весь модельный ряд клепальных станков серии RIVDOM, разработанных для широкого спектра применений. Заклепки глухие: - Клепальный станок RIVDOM ONE 16V - Клепальный станок RIVDOM TWO 20V - клепальный станок RIVDOM TWO 2.8 20V - Клепальный станок RIVDOM ZERO 12V - Заклепочник RIVSMART 12V с базовым управлением процессом через приложение на мобильных устройствах - Заклепочник RIVSMART DMSD2G с беспроводным профессиональным управлением процессом
Весь спектр упомянутых выше профессиональных клепальных станков предлагает компания Nirostal Sp.z o.o. Единственный дистрибьютор в Польше компаний HONSEL и VVG (группа HONSEL), а также официальных местных дилеров. Мы обеспечиваем быстрое профессиональное обслуживание всех наших клепальных станков и широкий спектр дополнительных принадлежностей, поддерживающих работу в различных областях. Мы продаем клепальные машины HONSEL в Польше с 1994 года.
Приглашаем к сотрудничеству. Заклепочник «Ниросталь» - лучший выбор для каждого профессионала. . |