|
|
Что необходимо для пайки паяльникомПайка для начинающих / ХабрМои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди...». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники. К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе. Так можно собрать весьма кучерявое устройство. Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4). Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя. До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки. Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть. Экспериментальным путем я нашел несколько путей улучшить процесс:
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:
и припой c флюсом внутри:
ВСЕ! Все дело в процессе. Делать надо так:
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час. Напомню основные признаки хорошей пайки:
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них. Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет. Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В. Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось). Фаза 1 Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет». Фаза 2 Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки. Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование. Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок. Вот картинки того, что я лично успешно паял после небольшой тренировки. Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции. Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом. Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются: Но есть, конечно, предел. Вот это добро уже за пределами моих способностей. Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
Успехов в пайке! Запах канифоли — это круто! Что можно делать паяльником. Как правильно паять паяльником и что нужно для работы. Что такое пайка и в чем суть процессаПошаговое освоение навыков пайкиПеред теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять . Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки. Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка . С чего же начать? Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки. Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника. Припои. Свойства и характеристики оловянно - свинцовых припоев. В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте . Также в процессе пайки и сборки потребуется монтажный инструмент. После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть .
В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции. Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.
Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей. Выпаивание радиодеталей.Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия - THT (от англ. –Through Hole Technology). В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия. Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.
Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией. Подробнее о термовоздушной паяльной станции читайте . Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов , то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться. Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли. Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев! Лучше унция практики, чем тонны наставлений! Процесс пайки сам по себе не сложен – подготавливаем детали, обрабатываем флюсом, разогреваем, добавляем припой в зоне пайки. Но, как и в любом деле есть свои нюансы, которые необходимо знать, чтобы получить качественный результат. Что представляет собой процесс спаиванияПайка выполняется, когда необходимо соединить две детали.
Перед процессом необходимо подготовить компоненты: очистить от грязи и удалить оксидную пленку в месте спаивания, так как наличие даже небольших загрязнений или окисления помешает надежной стыковке материалов.
При выборе припоя нужно руководствоваться правилом – температурный режим плавления припоя должен быть ниже температуры плавления элементов, которые планируется соединить.
Порядок действий в технологии пайки: Поверхности деталей необходимо зачистить от грязи, ржавчины, окисной пленки и пр., так, чтобы появился блеск основного металла. Для удаления окисления и его предотвращения в дальнейшем необходимо покрыть детали в месте соединения флюсом. Нанести его можно кисточкой тонким слоем.
Альтернативой второму этапу может быть вариант обработки, называемый лужение. Используется в основном для обработки проводов. Зачищенный провод кладется на канифоль, прогревается паяльником, провод необходимо поворачивать, чтобы он весь оказался в расплавленной канифоли, далее наносится тонкий слой расплавленного припоя, который на химическом уровне соединяется с основным металлом (можно взять капельку припоя непосредственно паяльником и нанести на деталь).
Наносится дополнительно флюс, чтобы избежать окисления при нагреве. Разогретым паяльником наносится припой.
Для легкости понимания прилагаем фото-инструкцию, как правильно паять.
Виды паяльниковВ быту распространены сетевые паяльники, работающие от напряжения 220 В.
Профессионалы отдают предпочтение паяльным станциям. Основной их плюс – наличие термостата, благодаря которому стабильно обеспечивается заданная температура.
В случае с сетевыми паяльниками, температура определяется по канифоли или флюсу, когда паяльник готов к работе они начинают хорошо кипеть, но до горения доводить не стоит.
Для домашнего пользования можно приобрести два паяльника с малой (40-60 Вт) и средней мощностью (100 Вт). Маломощный паяльник предназначен для спаивания деталей в электронике.
РасходникиФлюсЭто смесь для снятия окисления с металлических деталей перед процессом спаивания. Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.
Флюсами могут быть канифоль, нашатырь, кислоты борная и ортофосфорная, таблетки обычного аспирина.
В продаже легко найти флюс для любого вида работы, и как правило, на этикетке уже указано, как и для каких материалов его использовать. Это позволяет не заниматься самодеятельностью, а использовать уже подготовленную смесь, что позволит избежать сюрпризов в виде нагара.
Канифоль – популярный флюс, отличается приятным запахом при нагревании, не токсична. Как паять паяльником с канифолью: можно взять сразу жидкий вариант канифоли, он удобнее. Если же имеем дело с твердой канифолью, то сначала нужно расплавить ее паяльником и жалом нанести ее на место спаивания.
Спирто-канифольный флюс (сокращенно СКФ) – это канифоль со спиртом в пропорциях один к трем. Применяется в тех же случаях, что и обычная канифоль. Удобнее в использовании за счет жидкого состояния.
ПрипойПрипой имеет меньшую температуру плавления, чем материал соединяемых элементов, поэтому в горячем виде он обволакивает соединение, а после остывания две детали становятся единым целым. При какой температуре паять зависит от химического состава деталей и выбранного припоя.
Сплавы, используемые как припои:
На рынке чаще всего встречаются свинцово-оловянные припои ПОС. После аббревиатуры ПОС следует цифровое значение, которое указывает на количество олова. Чем оно выше, тем больше олова, что положительно отражается на прочности и электропроводности будущего соединения.
Свинец идет в качестве регулятора процесса застывания, так как олово без этого вспомогательного элемента растрескается и покроется иглами. Свинец может быть заменен индием или цинком (бессвинцовые припои).
Для алюминия нужно будет выбрать специализированные флюс (Ф-61А, Ф-34А) и припой (есть разные варианты).
Жала паяльникаПрактически все жала делаются из меди, бывают с покрытием и без. Хромированные и никелированные жала более жаростойкие, долговечные и не подвержены окислению.
Жала без покрытия требуют постоянной зачистки, так как окислившись они перестают качественно работать (припой не прилипает). А в ходе чистки жало довольно быстро стачивается.
Выбор формы жала зависит от поставленной задачи, но универсальными считаются в форме шила и лопаточки.
Завершение работыПосле того как работа с паяльником завершена, необходимо очистить жало от припоя, и можно уже выключить паяльник. Горячее жало нужно ввести в твердую канифоль и подождать остывания, вынуть жало, излишки канифоли стекут и уже полностью остывший паяльник можно убрать на место.
Вооружившись хорошими теоретическими знаниями, как правильно паять паяльником, на практике можно добиться успехов в этом деле.
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт. Что нужно для пайки паяльникомКроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи. Канифоль и флюсыЧтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку. И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой. Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки. Вспомогательные материалыДля того чтобы нормально паять паяльником провода нужны еще:  Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна. Процесс пайки электропаяльникомВся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:  Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п. После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть. Отличия технологии при использовании флюсаЕсли используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ. Особенности пайки многожильных проводовОписанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить» Можно ли паять медный провод с алюминиевымСоединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют. Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно , но болтовое — наиболее простое и надежное. Для начинающих разбирали уже и как обозначаются радиодетали, и как определить выводы микросхем. Но а теперь коснемся вопроса, что нужно для паяния , так как он всегда актуальный. Паяльник Первое что нам понадобиться, это конечно же паяльник.Оптимальный вариант и по цене и по мощности, это паяльник мощностью 60 Вт. Канифоль Канифоль, в идеале - проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль. Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже… Приобрести все необходимые компоненты можно в ближайшем магазине радиотоваров. Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой (особенно если он новый) его нужно специальным образом подготовить - залудить, иначе паять не будет. Что это такое «залудить», сейчас разберём. Как залудить паяльник?Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим. После этого разогретое жало опускаем в канифоль и сразу в припой (в олово). Прилипать припой к жалу почти не будет, поэтому сразу же после этой процедуры прикладываем жало к небольшой дощечке, желательно природного происхождения (не ДСП) лучше еловой или кедровой (смолянистой), но в принципе сойдёт и любая, только возиться придется дольше. Итак, повторяем эту процедуру (канифоль → припой → дощечка) до тех пор, пока подготовленный предварительно напильником срез жала из жёлто – с переливом сизого цвета разогретой меди, не станет серебристым и блестящим от покрывающего его равномерно припоя. Вот это и называется «залудить», в данном случае паяльник. Примерно так должно выглядеть залуженное жало паяльника. Теперь мы будем учиться припаивать проводок (предварительно его, залудив) к латунной жестянке, тоже залудив её с начала. Окунаем жало паяльника в канифоль , потом в припой, и сразу же, плоскостью жала параллельно плоскости подносим вплотную к нашей латунной подопытной, не дав испариться канифоли, прижимаем, потом притираем, елозим, в общем – лудим. Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем. Если материал чистый или без сильных окислов, то подобное лужение происходит быстро. Если используется проволочный припой, то прислоняем жало паяльника к жестянке, а к точке их контакта подносим кончик проволочного припоя, стараясь больше прикасаться к залуженной части паяльника, и трём ею об эту часть, чтобы олово с канифолью обогатило собою место контакта. Как залудить провод?Теперь лудим проводок. Аккуратно снимаем изоляцию ровно настолько, чтобы нам хватило места для пайки, и для расположения термоусадочной трубки, (или другого изолятора) чтобы потом не возникло каких-нибудь «коротышей» (коротких замыканий)… Провод лудить проще, т.к. обычно, под изоляцией металл чистый, не окисленный. Его мы окунаем в канифоль, приложив сверху него жало разогретого паяльника и по-потихоньку вытаскиваем провод из под паяльника наружу, после того, как канифоль расплавится и задымится. Это делается, как наверное поняли, для того, чтобы расплавленная канифоль обволокла контактную часть провода. Теперь обогащаем жало паяльника припоем, коснувшись олова, подносим жало к налипшей на проводке канифоли. Если провод медный и чистый – лужение произойдёт сразу же. Если нет, то придется, возможно, операцию повторить или воспользоваться вместо канифоли паяльной пастой – специальным химическим веществом, (типа паяльной кислоты, если кто знаком) позволяющей лудить, к примеру, даже железо. Так выглядит паяльная паста. Как припаять провод?Есть у нас залуженная подопытная латунная жестянка и залуженный проводок, которые теперь мы обязаны соединить, запечатлеть разогретым припоем и потом остудить, чтобы навсегда сохранить их электрическую связь, что мы и делаем, поднеся залуженную часть провода к залуженной части жестянки. К месту их контакта подносим обогащённое припоем жало паяльника так, чтобы припой качественно обволок залуженные части припаиваемых деталей. Этому будет способствовать участвующая в процессе канифоль. Если что-то не ладится - окунайте в неё. После того, как детали оказались в расплавленном припое, постарайтесь их больше не шевелить. Можно слегка подуть на место пайки, пока блеск припоя слегка не потемнеет, что будет свидетельствовать о затвердевании пайки. Всё, поздравляю! У Вас получилось. Пинцет Во время пайки не стоит забывать что все элементы подвергаются высокой температуре. Что бы избежать ожогов,и достичь наибольшего комфорта, мы пользуемся пинцетом. Любому начинающему радиолюбителю, так или иначе связанным с электроникой, приходится решать задачу, как научиться паять паяльником с нуля. На первый взгляд в этом нет ничего сложного, но, это распространенное заблуждение всех начинающих электронщиков, поскольку без практических навыков невозможно обеспечить надежное и качественное соединение методом пайки. Что такое пайка и в чем суть процессаКонечным результатом пайки является соединение между собой двух металлических элементов. Сам процесс спаивания обеспечивается независимым металлом с гораздо более низкой температурой плавления. Именно этот металл выполняет функцию припоя. Каждый способ пайки основывается на принципе прогрева металлических элементов в точке соединения. Температура прогрева должна превышать температуру, при которой плавится металл, используемый для припоя. В подобном режиме металл припоя, будучи расплавленным, свободно затекает в промежутки и щели между деталями, проникая частично даже в саму металлическую структуру. После застывания в данном месте происходит образование механической связи и электрического контакта. Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
Медь и ее сплавы хорошо соединяются традиционными припоями. Они годятся для стали, алюминия и других металлов. Единственным серьезным ограничением считается пайка крупных металлических деталей из-за невозможности их прогрева до нужных температур. Чаще всего припой состоит из оловянно-свинцового сплава, в котором может содержаться различное количество олова. Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя - 235 градусов, а для второго - 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.
Другим важным компонентом являются флюсы, с помощью которых металлические поверхности очищаются от окисей в виде пленок. Наибольшее распространение получила канифоль, защищающая нагретый металл от соприкосновения с воздухом. Выбор флюсов и припоевПоскольку качество соединений при пайке во многом зависит от правильного выбора флюсов и припоев, эти материалы следует рассмотреть более подробно. В настоящее время существует большое количество этих компонентов, подходящих практически для всех видов пайки. Основной функцией является протравливание металлических деталей, удаление оксидной пленки и последующая защита поверхности от коррозии. Покрытие флюсом гарантирует ее чистоту, хорошее смачивание и растекание олова.
Флюсы подбираются в соответствии с металлами и сплавами, которые требуется соединить. В состав любого флюса входят металлические соли, щелочи и кислоты, активно реагирующие на повышение температуры. В связи с этим, существует условное деление этих материалов на два типа. Первый из них является активным, его основой служат соляная, хлорная и другие неорганические кислоты. Их агрессивное воздействие на металл требует быстрой смывки по окончании работы. Это единственный недостаток таких флюсов, зато с их помощью можно соединять практически любые металлы. Они выпускаются в жидком виде и считаются более удобными для нанесения. В них добавляются спирт или глицерин, которые полностью испаряются при нагревании. Второй тип флюсов состоит из канифоли и применяется для соединения цветных металлов. Для стальных деталей они считаются менее эффективными. По окончании работы канифоль необходимо смыть, поскольку со временем она вызывает коррозию и становиться проводников электротока при длительном нахождении во влажной среде.
Припой для работы подбирается легче. В основном используются соединения из свинца и олова с маркировкой ПОС. Процент содержания олова обозначается цифрами, идущими после букв. Большее содержание олова в припое обеспечивает более высокую механическую прочность и электропроводность соединений. Одновременно снижается и температура плавления припоя с высокой долей олова. Добавление свинца нормализует застывание и не дает олову растекаться. Некоторые современные припои выпускаются без свинца (БП), вместо которого добавляется цинк или индий. Они отличаются более высокой температурой плавления, но соединения получаются более прочными и устойчивыми к коррозии. И, наоборот, существуют припои из легких сплавов, способные растекаться, начиная от 90-110 градусов. С их помощью выполняется соединение компонентов, обладающих повышенной чувствительностью к перегреву. Выбор паяльникаСуществует несколько типов паяльников, используемых в домашних условиях. Они рассчитаны на разное напряжение и могут работать от 12, 220 и 380 вольт.
Мощность того или иного паяльника выбирается исходя из выполняемых работ:
Как правило, у домашних мастеров имеется два паяльника - малой и средней мощности, способные решать практически все задачи. Обучение можно проходить на любом из них. Толстостенные детали рекомендуется паять на профессиональном оборудовании. Подготовка к пайкеПри самом первом подключении паяльника к сети, он будет обязательно дымить. В этот момент происходит выгорание заводской смазки. После того как выделение дыма прекратится, паяльник надо выключить и дать ему остыть. Затем перед тем как паять, нужно выполнить заточку жала. Жало паяльника изготовлено в виде стержня цилиндрической формы. Материалом служит медный сплав. Фиксация осуществляется прижимным винтом. В большинстве случаев жало идет без заточки, и поэтому его следует подготовить. Изменить форму можно с помощью молотка, напильника или наждачной бумаги.
ля каждого типа работ необходима своя конфигурация кончика:
При отсутствии защитного покрытия жало инструмента необходимо подвергнуть лужению. На поверхность рабочей части наносится тонкий слой олова. Эта процедура выполняется во время первого включения, когда уже нет выделения дыма. После того как инструмент готов - учимся паять. Способы пайки деталей и компонентовПайка проводов считается самой легкой процедурой. В растворенный флюс окунаются концы каждого провода, после чего по ним необходимо пройтись паяльником, жало которого также хорошо смочено флюсом. Во время самого лужения весь лишний припой рекомендуется стряхивать. В процессе соединения постепенно формируется скрутка. Она прогревается, а все свободное место заполняется оловом. В другом случае концы вымачиваются во флюсе, а пайка производится сразу же, без лужения. Данный способ часто применяется в соединениях тонких проводников или много проволочных жил. При хорошем флюсе и мощном паяльнике обеспечивается качественное и надежное соединение. Работа с электроникой значительно сложнее. Здесь уже требуются определенные знания и практические навыки. Однако, несложные действия по ремонту схемы может выполнить и начинающий мастер:
Правильная пайка паяльником и феном с нуля для начинающихРубрика: Все про пайку Опубликовано 02.09.2019 · Комментарии: 0 · На чтение: 16 мин · Просмотры:Post Views: 11 451 Хорошая пайка – это залог качественного и долговечного контакта деталей друг с другом. Нужно научиться понимать теорию, долго и упорно заниматься практикой. У радиолюбителей и электронщиков в процессе работ вырабатывается свой стиль пайки, методы и решение проблем.
Пайка состоит из трех основных компонентов:
Тонкости хорошей пайкиЧтобы припаять деталь к плате, нужно: 1) Нанести флюс на поверхность пайки; Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат.
Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру? Что нужно для надежного контактаОсновные критерии:
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат. С чего начатьДля начала, необходимо определиться с какой целью нужна пайка. Для радиолюбительства это начальный уровень, для пайки проводки и простого уровня нужны более профессиональные инструменты. А для ремонта и пайки SMD, BGA микросхем придется выучить все азы пайки и приобрести специальные инструменты и расходники. Правильный выбор набора для пайкиПрипои бывают разных типов и диаметров. Набор для начинающихДля радиолюбителей магазины продают сразу все в одной пачке. Такие наборы дешевле всего, так как по отдельности все будет стоить дороже. Например, есть наборы с паяльником и жалами, а также пинцетами.
Паяльник или станцияДля пайки радиоконструкторов и проводов достаточно самого простого паяльника с медным жалом. А вот для более продвинутой пайки уже понадобится станция. Паяльная станция состоит в основном как правило из фена и паяльника. С помощью фена можно паять SMD компоненты, и получится лучше прогревать плату.
Лучше всего начать с паяльника и выбрать тот, у которого доступна регулировка температуры и смена жал. Жала паяльникаСуществует арсенал жал для паяльников. Конус, плоское, топорик, волна и т.п. Они все могут быть различной площади и формы.
Выбор паяльного жалаДля начинающих отлично подойдет мини волна. Такое жало проще всего лудится, и способно на большой спектр задач. Особенности примененияДля пайки проводов это массивные жала, а для планарных контактов это, как правило, конусные и изогнутые жала. Например, чтобы опаять шлейф от платы, лучше всех подойдет топорик. Этот тип обладает широкой рабочей поверхностью, которая позволяет массивно прогреть большую поверхность платы. Вечные жала и правила их использованияГлавное правило использование вечных жал — всегда на жале должен быть припой или флюс. Если игнорировать это правило, на жале начнут появляться черные точки, которые со временем перейдут на всю поверхность. Почему паяльник начал плохо паятьЕсли паяльник плавит припой, однако не берет его на свою рабочую поверхность, то его нужно залудить. Он сильно окислен, но его не стоит выкидывать. Подготовка к работеПосле включения паяльника в сеть, нужно дождаться его нагрева. Вся подготовка сводится к чистке нагара с рабочей поверхности и нанесения припоя. При работе с жалами нельзя использовать режущие инструменты. Нельзя удалять нагар с паяльника лезвиями или другими острыми предметами. Лужение паяльникаЛужение паяльника происходит поэтапно:
Черная поверхность жала удаляется с помощью долгого залуживания. Делается это с помощью комка припоя и флюса. Жало топится в припое до тех пор, пока оно не будет чистым. Периодически оно должно обмокать в припое. И затем снова чиститься с помощью губки. В этом случае лучше всего использовать медную стружку, она удаляет окислы и нагар намного лучше. Мокрая губка только удаляет припой, но не нагар. Если вышеперечисленные методы не помогают, то придется использовать активатор жал или паяльную кислоту. Сопла фенаУ паяльного фена тоже существую свои насадки. Они бывают разного диаметра, формы и крепления. Все зависит от того, какие работы проводятся.
Выбор паяльного флюсаПаяльные работы обладают большим спектром. И для разных задач нужны свои материалы. Например, для пайки проводов ни что не сравниться с обычной канифолью. Канифоль дешевая, практичная и удобная в работе. А для микросхем нужен иной подход. Пастообразный флюс и шприц для точечной дозировки флюса к SMD компонентам. Чем отмывается флюс после пайкиС помощью бензина «Калоша» или спирта.
Рабочее место и дополнительные инструментыДля рабочего места подойдет деревянный стол. Если не хочется портить поверхность стола, то можно воспользоваться деревянной дощечкой. Дерево мало впитывает тепло и не действует как радиатор. А если нет такой дощечки, то можно приобрести силиконовый термостойкий коврик. В таком коврике есть удобная площадка для разборки электроники, различные карманы и места для инструментов. Коврик можно чистить обычным спиртом после работы, если остались какие-либо пятна или следы припоя. Пинцеты и лопаткиС помощью пинцетов можно двигать детали при пайке, позиционировать и устанавливать детали. Они также изготавливаются из разных материалов, бывают угловыми, прямыми, с фиксацией и т.п.
Оптика и микроскопыЛупы не очень удобны, поэтому намного удобнее и практичнее использовать микроскопы. Лучше всего начать с бюджетного варианта. Например, простой USB микроскоп позволит оценить результат пайки на экране компьютера.
Конечно, частота кадров не позволяет нормально работать под ним, но он позволяет без вреда для зрения рассматривать мелкие детали платы.
Вентиляция помещения и правила безопасностиПомещение должно быть с хорошей вентиляцией. При паяльных работах нужно держать дистанцию, и не приближаться близко, чтобы припой не попал на лицо. После паяльных работ обязательно проветрить помещение, и помыть руки и лицо с мылом. Нельзя употреблять пищу при пайке, ибо на слизистых поверхностях остаются осадки от дыма. Простая пайка проводовПервый пример это припаивание проводов. Что потребуетсяДля снятия изоляции с проводов понадобится стриппер. Для пайки проводов подойдет жидкая канифоль, или ФКЭТ. Какое жало лучше выбратьДля проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало. Пошаговый процессСтриппером снимаем изоляцию, скручиваем провода. Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их. Ремонт наушниковОсновная проблема при ремонте наушников это стойкая изоляция проводов. Особенности залуживания проводовЧтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки. Лужение эмалированной проволокиЭмалированная медная проволока теплоемкая и трудно поддается лужению. Пайка светодиодной лентыСветодиодная лента так же теплоемкая, как и толстый провод. Она имеет в своем составе медную подложку, которая забирает тепло при нагреве. Лужение самодельной платыРадиолюбители часто сталкиваются с тем, что изготовленная плата с помощью ЛУТ плохо поддается лужению. Для хорошего лужения платы достаточно удалить окислы на медных дорожках при помощи наждачной бумаги. Важно использовать только самую мягкую и бархатную бумагу, чтобы не повредить дорожки. После этого дорожки хорошо паяются обычной канифолью. Как выпаять микросхемуСледующий уровень мастерства — это пайка микросхем. Разбор примера пайки феном. Ликбез для начинающихДля выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C. Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702. Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C. В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.
Как все-таки без ущерба паять детали? Нужно проанализировать место пайки и оборудование:
Как правильно паять феномНужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.
Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.
Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке. Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха. Далее, спустя около минуты следует плавно повысить нагрев. Как понять, что деталь уже выпаиваетсяНа контактах появляется блик. С помощью пинцета следует аккуратно подтолкнуть микросхему. Если она двигается легко и плавно из стороны в сторону, то ее уже можно снимать, если нет – греем дальше.
Эту технику необходимо индивидуально подстраивать под каждую пайку и паяльную станцию. Например иногда придется дольше греть плату, а в порой и около 240 °C хватит. Метод паяльных работ зависит от случая. Сплав РозеЧтобы уменьшить риск перегрева, можно использовать сплав Розе. Он поможет снизить нагрев до 120 °C. Таким способом можно выпаять деталь из опасных и чувствительных участков. После лужения контактов, деталь легко выпаивается. Нужно аккуратно выпаивать контакты, они могут легко повредиться из-за резкого движения. Комбинированный методЕще одна очень эффективная техника. Если во время пайки деталь плохо паяется или не выпаивается – это следствие низкокачественного припоя, флюса или недостаточного прогрева платы.
Для этого во время работы паяльником, необходимо сверху помогать паяльным феном. Фен следует ставить до 200°C. Так нагрев будет происходить быстрее, и температура на контактах стабилизируется, окружающий воздух будет меньше забирать тепло. В каких случаях паять феном не получитсяПаяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы. С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади. Это все равно что вскипятить стакан воды с помощью одной спички. Повышать температуру тоже не вариант, это уничтожит как саму деталь, так и плату.Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя. Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей). Перепайка разъемовВ целом техника аналогична пайке микросхем, но есть небольшие отличия. Выпаивание деталей из плат одним паяльникомМалогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты. Пайка оплеткойОплетка представляет собой жилки тонких медных проводов.
Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую. Вакуумный шприц и иглыВакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.
Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала. Жидкое жало и его плюсыЖидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах. Наносим припой на жало. SMD детали:паяльник vs фенДля массивной пайки SMD деталей фен незаменим. Например, нужно припаять 40 SMD деталей. С помощью паяльника это будет невыносимо долго, а вот с помощью фена это другое дело. Достаточно нанести паяльную пасту на контакты платы, разместить с помощью пинцета детали и феном нагреть плату. Поток воздуха минимальный. Паяльная паста расплавится, и детали с помощью поверхностного эффекта сами встанут на нужные места. Такой метод прост и не требует много времени. Дополнительная тренировкаДля дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.
СеткаВ качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
КонструкторыТак же отлично помогают радиоконструкторы.
Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.
Пайка кислотойКислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты. Полезные видеоPost Views: 11 451 учимся паять Как правильно надо паятьВсе знают, что такое паяльник, и для чего он нужен, но не все умеют им пользоваться. А инструмент это весьма полезный не только в телевизионной мастерской, но и в домашнем хозяйстве. С его помощью можно качественно восстановить оборванный кабель, отремонтировать электроинструмент, бытовую технику и многое другое. Однако паяльником надо уметь орудовать, а также надо уметь правильно подобрать расходные материалы. Если речь не идет о пайке микросхем и высоковольтного оборудования, то сам процесс не представляет какой-либо сложности. Большинство бытовых задач можно выполнить самостоятельно, не обращаясь к специалисту. Устройство паяльникаЭлектрический паяльник обязательно имеет нагреватель. Нагреватель может быть нихромовым или керамическим. Керамические нагреватели по-своему хороши, но они довольно требовательны к условиям работы. Поэтому для домашнего хозяйства лучше всего подойдут электрические паяльники со спиральным нагревателем (ЭПСН). Это довольно неприхотливые и, что немаловажно, недорогие приборы. Рабочей частью паяльника является жало. Нагреватель доводит его до высокой температуры, позволяющей плавить оловянный припой, которым ведется пайка. На корпусе паяльника обычно имеется винт, который фиксирует жало и с помощью которого можно регулировать его вылет. Ручка паяльника имеет расширение или отдельный фартук, который не дает руке даже случайно соскользнуть на разогретую часть.
В последние годы появились компактные газовые паяльники, сразу составившие конкуренцию паяльникам электрическим. Заправляются они очищенным бутаном, точно таким же, который используется для заправки зажигалок. Пайка газовым паяльником происходит за счет воздействия открытого пламени миниатюрного сопла. Температура пламени может регулироваться в пределах 750-1200°С. На одной заправке паяльник может работать 60-90 минут в зависимости от настройки. Такой инструмент способен полностью заменить электрический паяльник мощностью 150 Вт. Для бытовых нужд его более чем достаточно, если, конечно, речь не идет о пайке труб или кастрюль. Выбор паяльникаПрежде всего, надо определить, для каких целей приобретается паяльник. Для дома обычно берут прибор, которым можно спаять кабели, провода, починить штекеры аппаратуры и т.д. Для этих целей подойдет прибор мощностью 25 Вт. Более мощные приборы применяются при пайке массивных деталей, а это уже промышленное применение. В то же время не стоит покупать слишком маломощные паяльники на 5-15 Вт. Они предназначены для пайки микросхем и тонкой аппаратуры, например для ремонта мобильных телефонов. Обращают внимание при покупке паяльника для дома и на его входящее напряжение. Необходимо, чтобы это был прибор, работающий от 220 В, а не от 12 или 24…. Желательно чтобы у паяльника была вилка европейского образца. Современные дома уже все чаще оснащаются заземлением, которое в данном случае исключит электротравму при пробое на корпус. Если жало в паяльнике извлекается, значит, при необходимости его можно заменить. Узнать это очень просто - паяльники со сменным жалом имеют болт (болты) фиксации на корпусе. Болт позволяет регулировать длину вылета, а она в свою очередь влияет на температуру открытой части. Жала бывают медными и никелированными. Последние не обгорают, поэтому практически не нуждаются в уходе. Однако они несколько дороже. Красномедные жала время от времени необходимо чистить от припоя и править напильником. Никаких сложностей в этих операциях нет - берется напильник и с его помощью жалу придается требуемая форма. Желательно делать это при снятом жале, зажатом в тисках. Что касается формы паяльников, то кроме классической «ручечной» формы в продаже можно встретить так называемые «пистолеты». Разница между ними только в форме ручки. Пистолетными бывают также быстроразогревающиеся паяльники с трансформатором, но они уже относятся к приборам профессионального класса. Многие специалисты считают, что классическая форма паяльника удобнее в работе.
Расходники для пайкиПрипой . Соединение деталей при помощи пайки подразумевает использование припоя - сплава олова со свинцом. Процесс пайки можно сравнить с горячим склеиванием. Клеем в таком случае выступает припой. Пропорции олова и свинца в припоях могут быть разными. Производители наносят маркировку, где цифрой обозначается процент олова, например ПОС-61 - припой оловянно-свинцовый, в котором содержание олова составляет 61%. Припой из такого сплава будет плавиться при температуре 180°С. Это намного меньше, чем температура плавления меди или алюминия, паять которые приходится чаще всего. Изменения соотношения свинца и олова отражается и на температуре плавления припоя. Например, если олова в припое 40%, то температура плавления у такого сплава составит 240°С, а если олова 90%, то сплав начинает плавиться только при 310°С. Маркировка припоев импортного производства отличается от отечественной. Чтобы понять, что за сплав перед вами, необходимо заглянуть в сопроводительные документы или поискать расшифровку маркировки в сети Интернет. Однако при бытовой пайке сплав припоя особого значения не имеет. Самый тугоплавкий припой плавится при 300°С, что также ниже t(пл.) меди или алюминия. Но работать легче всего с легкоплавкими припоями, поэтому следует отдавать предпочтение сбалансированным припоям, где олова и свинца примерно одинаково.
Удобнее всего пользоваться припоем в виде проволоки диаметром 1-3 мм. В продаже встречаются припои в виде трубки, заполненной флюсом. Такой припой - на любителя; многие специалисты отдают предпочтение простому проволочному припою, который оставляет возможность точнее дозировать припой и флюс. Флюс необходим для защиты металлических деталей от теплового окисления. Медное жало паяльника быстро окисляется, в результате чего на нем образуется неметаллическая пленка, к которой плохо пристает припой. Флюс удаляет пленку окислов и способствует равномерному распределению припоя. Обработка деталей и контактов флюсом называется лужением.
Встречаются два вида флюсов - кислотные и некислотные. Кислотные флюсы чаще всего используют при пайке железных сплавов (чугун, сталь). После работы с кислотным флюсом необходимо удалить его остатки, чтобы кислота не разъедала металл. Работать с кислотными флюсами нужно очень осторожно, т.к. кислота легко разъедает кожу. Из некислотных флюсов наиболее распространена канифоль - очищенная сосновая сера. Для большинства бытовых задач канифоли вполне достаточно. Качественная канифоль прозрачна и имеет янтарный цвет; она не так быстро пачкает жало и не сильно дымит. Можно также иметь под рукой ортофосфорную кислоту для случаев, когда окисление значительное. Технология пайки
Когда нужно припаять одну деталь к другой, спаять контакт или концы проводов, наша задача заключается в том, чтобы закрепить спайку припоем.
Вот собственно и вся технология. Как видите, она нехитрая. Главное - соблюсти несколько простых правил и понимать, что для чего делается и в каком порядке. Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше. В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата… Выбрать надо тот, Который удобно «лежит» в руке Выбор мощностиМощность паяльника выбирается в зависимости от характера работы:  В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт. Подготовка к работеКогда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Заточка жалаДалее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение). Лужение паяльникаЕсли жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться. Первый способ лужения жала паяльника:
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова. Технология пайки паяльникомПрактически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа. Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий. Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:  На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать. Подготовка к пайкеСначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять. Обработка флюсом или лужениеПри пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
ЛужениеДля обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя. Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.
Лужение проводов — обязательный этап при пайке При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек. Обработка флюсомТут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота. Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:  Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота». Разогрев и выбор температурыЕсли хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала. При использовании паяльной станции исходят из таких правил:  То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура. Внесение припояКогда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях. В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно. Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.
Приспособление для более удобной пайки — третья рука Как научиться паять паяльникомДля начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте. Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками). Нормальная пайка означает:  После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета. Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее. После завершения пайкиЕсли обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают. О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки. На первый взгляд – спаять провода самая простая задача. Однако, существует ряд нюансов, которые необходимо знать как начинающему, так и опытному радиолюбителю. Прежде всего, рассмотрим технологию пайки: Соединение пайкой – не что иное, как диффузия, то есть проникновение частиц металла друг в друга. Это свойство соединяемых материалов обеспечивает как высокую прочность, так и электропроводность соединения. Разумеется, для взаимного проникновения, хотя бы один из металлов должен перейти в жидкое агрегатное состояние, то есть расплавиться. Чтобы обеспечить адгезию – металлы должны подходить друг к другу, а их поверхность очищена от загрязнений и окислов. Для качественного соединения необходимо выполнить три правила:
Начнем с третьего пункта. Сразу оговоримся, что греть металл и плавить припой можно при помощи газовой горелки или строительного фена. Но это – тема других публикаций. Итак, как выбрать паяльник для пайки проводовВ качестве примера рассмотрим обычные провода, сечением 0,8 – 3,5 квадратов, что является самым распространенным размером при бытовых монтажных работах. Более тонкие провода применяются при сборке монтажных плат, и для работы с ними подходит паяльник для микросхем. Более толстые проводники применяются в энергоснабжении, там несколько иная технология пайки. Мощность паяльникаПрежде всего, паяльник подбирается по мощности, а не по температуре жала. Провода, особенно медные, имеют высокую теплопроводность. Когда вы касаетесь кончиком паяльника места пайки, часть тепловой мощности моментально рассеивается по проводнику. Это необходимо учитывать, зная толщину жилы. Паяльник для проводов должен иметь мощность 40-60 Вт. Меньшая мощность будет распределяться по кабелю, и вам придется затрачивать много времени на разогрев места соединения. Во-первых, качество пайки ухудшится. Во-вторых – от продолжительного нагрева повредится изоляция. Слишком высокая мощность моментально выпарит флюс и также расплавит изоляцию. Неправильно подобранная температура доставляет дискомфорт радиолюбителю. Как правило, один из спаиваемых проводов приходится удерживать руками. Если он разогревается по всей длине – можно обжечь пальцы. Мощность считается достаточной, если на спайку уходит не более 2-3 секунд. Разумеется, при условии полного расплавления припоя и растекании его по металлу проводника. ВАЖНО! Лучше выбрать более «холодный», но мощный паяльник с толстым жалом, чем маломощный но «горячий». Правильное жалоИдеальный вариант для соединения проводов – медное жало с расплющенным концом. Медь позволит накопить достаточно тепловой энергии, чтобы она не рассеивалась по проводам. А плоский конец обеспечит широкое пятно контакта. Недостаток медного наконечника – склонность к окислению. Даже тончайший слой окисла становится теплоизолирующей прокладкой, ухудшая нагрев рабочей зоны. Можно паять и современными коническими жалами из композитных материалов или керамики. Разница лишь в методике. Такое жало необходимо прижимать не поперек, а вдоль, что не всегда удобно. Паяльный пистолет мгновенного нагреваНеплохой вариант для пайки проводов. Высокая температура наконечника и протекающий ток от трансформатора моментально прогревают место спайки, не успевая расплавить изоляцию. Если жало имеет форму петли – можно охватывать спайку со всех сторон, повышая эффективность нагрева. Однако такие паяльники стоят дороже обычных. Правильный набор для пайкиС основным инструментом определились. Кроме собственно паяльника, необходим определенный набор сопутствующих материалов и приспособлений.
Наиболее удачный вариант – банальная сосновая канифоль. Единственный недостаток – слабая текучесть (в нашем случае должна проникать в скрутку), и при перегреве образуется нагар. Многие пользуются т.н. паяльным салом. Отдать предпочтение какому-то варианту бессмысленно. Всякий кто знает, как работать с паяльником – имеет в арсенале любимый флюс.  Подготовка проводов и паяльника к работеЭто покажется странным, но многие радиолюбители не знают, как правильно облудить паяльник. Мало того, как залудить провода – тоже знают немногие. Сразу оговоримся – лудить необходимо только медные наконечники. Жала из керамики или композитных материалов достаточно очистить без использования абразива.Для начала, жало извлекают из нагревательной трубки. Напильником или надфилем придают ему необходимую форму кончика. Затем зачищают наждачной бумагой (мелкой) до блеска. Обработке подлежит вся поверхность жала, а лужению – только кончик. После этого, в баночку с канифолью кладут кусок припоя, и помещают нагретый паяльник под олово. Видео урок пайки проводов с применением обычной канифоли. ВАЖНО! Температура не должна превышать 300 градусов, в противном случае жало моментально покроется окислом. Расплавленная канифоль очистит медь, а припой растечется по поверхности. Есть еще способ, используемый во время работ. На деревяшку (лучше хвойных пород) кладется кусочек канифоли и припоя. Кончиком разогретого паяльника надо энергично растереть эту смесь по дереву. Происходит одновременно механическая очистка и лужение. Провода перед пайкой надо лудить обязательно. Иначе вы потратите много времени на прогрев, изоляция расплавится, а пайка получится некачественной. Исключение делается в случае, когда необходимо сделать скрутку из многожильных проводов. Тогда лужение и пайку можно совместить. В остальных случаях, кончики соединяемых проводников должны быть пропитаны расплавленным припоем.
Кончик провода разделывается, механическим способом удаляется лаковое покрытие, и немедленно производится очистка флюсом. После чего, на паяльник набирается капелька припоя, и провод покрывается оловом от края к изоляции. Можно проделать это прямо в баночке с канифолью, просто будет больше дыма. После подготовительных процедур, приступаем к соединению. Как правильно паять проводаНесмотря на то, что при хорошем качестве припоя можно делать пайку внахлест, лучше будет предварительно сделать скрутку. Так и прочность, и электрический контакт будут надежней. Варианты скруток на схеме: Если провод одножильный, после облуживания делается скрутка и производится пайка. Многожильный провод можно сразу после зачистки скрутить, а затем спаять. Жало паяльника должно иметь контакт с проводом, максимально возможной площади, для обеспечения прогрева. Хорошая пайка получается, если соединение греется паяльником, а припой подается в рабочую зону отдельно. Тогда не придется отрывать жало от места нагрева для забора очередной порции олова. Как только вы увидите «закипание» припоя, и он заполнит все полости – можно убирать паяльник. ВАЖНО! Нельзя перемещать провода до появления матового налета на олове, свидетельствующем о «схватывании» спайки. Качественно пропаянное соединение выглядит так:
Нигде не видно голого металла, поверхность припоя гладкая, без раковин, ровного матового оттенка. ВАЖНО! По окончании пайки не забудьте изолировать провода. obinstrumente.ru Технология правильной пайки проводов электрическим паяльникомСреди многих способов соединения электропроводов пайка является наиболее надежным методом. Работа с паяльником требует усидчивости, понимания технологического процесса и определенных навыков. Ознакомиться с тем, как правильно паять провода можно по приведенным в статье видео, фото.
Технологические особенностиВ процессе пайки припой заполняет пространство между электропроводами. Плавление самого припоя при этом происходит при температуре намного ниже, чем металлических проводов. Качество электрического контакта напрямую зависит от чистоты соединяемых элементов и их хорошего обволакивания припоем. Перед тем как паять проводку проводится очистка поверхности от окислительной пленки и жиров. Для этого используются специальные флюсы. Они повышают качество растекания расплавленной массы, а также снижают поверхностное натяжение. Что необходимо для пайкиПайка проводов требует наличия соответствующего инструмента, а также некоторых материалов. Комплект для спайки жил электропроводов включает:
ПаяльникПри помощи этого инструмента проводится нагрев соединяемых деталей. Паяльник может использоваться газовый, термовоздушный, электрический. Наиболее практичны при работе дома электрические инструменты. Они состоят из ручки, нагревательного устройства, а также рабочего наконечника. Электропаяльник подключается к электросети и через некоторое время температура его жала достигает порядка 300 градусов. Этого вполне достаточно для плавления припоя и соединения элементов.
ПрипойДанный металлический сплав имеет пониженную температуру своего плавления и хорошую текучесть. В него включают свинец, медь, а также олово, серебро, никель, кадмий. Спайка медных проводников проводится припоем ПОС-60. Эта марка показывает, что сплав состоит из олова со свинцом. В данном случае на оловянную составляющую приходится 60 %. Наиболее удобным материалом является чистое олово, однако оно имеет весьма высокую стоимость. Выпускается припойный материал в виде пасты, гранул, порошка, проволоки, слитков или же фольге. Учтите, что для спайки алюминиевых электропроводов требуется применять специальные сплавы на цинковой основе. Для этих целей отлично подойдут такие материалы, как ЦА-15 и ЦО-12. ФлюсПеред тем как припаять провод, проводится обработка места соединения специальным материалом. В состав флюса входит смесь специальных веществ органического и неорганического происхождения. При помощи данного вещества проводится подготовка места соединения перед спаиванием. К наиболее применяемым флюсам относится ортофосфорная или ацетилсалициловая кислота, канифоль, соль бура и нашатырь. Сосновая смола весьма удобна при проведении паяльных работ, однако требует выполнения некоторых манипуляций. Нанесение кислоты на соединяемые детали и микросхемы проводится с помощью небольшой кисточки. Некоторые фирмы производители выпускают особую проволоку (припой) с имеющейся внутри канифолью. Это значительно ускоряет паяльный процесс и не требует отдельной обработки каждой жилы. Вспомогательные принадлежностиК дополнительным принадлежностям для паяльных работ относится рабочее место, которое не будет бояться случайных капель расплавленного флюса или же припоя, подставка для электропаяльника, небольшой напильник. Помимо этого, понадобится губка (влажная ткань) для протирки паяльного наконечника, нож для зачистки соединяемых жил, шлифовальная шкурка, пассатижи, спирт, а также изолента. Правильное соединение электропроводов для пайкиПеред тем как паять провода паяльником выполняется подготовка соединительных проводников. Для этого их жилы освобождаются от изоляционного слоя, зачищаются и обезжириваются. Соединение их вместе можно выполнять любым из известных способов. К наиболее распространенным методам относится механическая скрутка двух и более проводников. Учтите, что нельзя соединять вместе алюминиевые и медные жилы. Для этого используются специальные переходные клеммники.
Подготовка к работеДля того чтобы понять, как паять правильно электрические провода, необходимо ознакомиться с самим процессом работы, а также провести подготовительный этап. Он предполагает выполнение непосредственной подготовки рабочего места. Для этого на столике для пайки располагаются все необходимые инструменты, материалы. Помещение, в котором будет проводиться пайка должно быть хорошо проветриваемым. Электропаяльник должен находиться на специальной подставке недалеко от розетки. Следите, чтобы его кабель не касался горячего корпуса, а также жала. После выполнения данной подготовки проводится зачистка соединяемых жил от изоляции на расстоянии порядка 40 мм и удаляется оксидная пленка. Это можно выполнить при помощи наждачной бумаги мелкозернистого типа. Зачищенные жилы должны иметь блестящий металлический вид. Заранее позаботьтесь о наличии изоленты или же термоусадочной трубки. Технология луженияПосле выполнения подготовительных процедур проводится лужение зачищенных поверхностей. Это необходимо выполнить перед соединением между собой. Для этого нагревается паяльник, прогревается конец проводника. Нагретая жила погружается в канифоль, после чего припойным сплавом с жала паяльника проводится по очищенному участку. Для ускорения процедуры можно слегка проворачивать электропровод. После окончания данной процедуры жила будет иметь равномерный серебристый вид. Этот процесс повторяется для всех соединяемых электрических проводников.
Работа с припоемПрипойный сплав имеет определенную температуру плавления. При нагреве паяльником он переходит из твердого состояния в жидкое и растекается по соединяемым поверхностям. В этот момент происходят физические и химические процессы, обеспечивающие необходимую надежность соединения. Учтите, что хорошее покрытие припоем достигается исключительно на чистых поверхностях, освобожденных от оксидной пленки, а также жировых загрязнений. Использование припоев с входящей в их состав канифолью значительно ускоряет процедуру пайки. Процесс пайкиДалее непосредственно рассмотрим, как правильно паять паяльником провода? Держа в одной руке пассатижи, выполняется скрутка проводов. При соединении жил небольшого сечения и малой длине спаиваемого места проводить скручивание вовсе не обязательно. В этом случае электрические проводники плотно прижимаются друг к другу. Во вторую руку берется предварительно нагретый электропаяльник, набирается на его наконечник небольшое количество припоя. Прижимая с небольшим усилием жало к месту соединения проводников, разогреваются их концы. Дождавшись, когда нанесенная канифоль начнет плавиться, участок покрывается расплавленным припойным материалом. После его растекания и проникновения во все зазоры по жилам, соединительное место оставляют остывать. После этого выполняют изолирование соединенных жил при помощи изоленты или же термоусадочной трубки. Чтобы полностью разобраться, как правильно паять электрические провода паяльником уделите особое внимание хорошему прогреву участка спайки. При недостаточной температуре припой не сможет провести необходимое смачивание поверхности перед застыванием. Это приведет к ухудшению качества спайки и снижению ее прочности. Такой процесс имеет название «ложной» или «холодной» пайки. Во время застывания припойного материала нельзя трогать соединяемые элементы. Они должны находиться в неподвижном состоянии до полного остывания припоя. На заключительном этапе спаянное место протирается спиртом для очищения от остатков флюса. Чтобы надежно заизолировать соединение, необходимо намотать на запаянные жилы 3-4 слоя изоляционной ленты. При использовании термоусадочной трубки следует заранее ее надеть на один из концов провода. Длина этого изолятора должна быть на 20 мм длиннее неизолированного места. После спайки она натягивается на соединенный участок, нагревается с помощью обычной зажигалки или же фена. Полученное электрическое соединение будет заключено в герметичную изоляцию. Хитрости пайкиПеред тем как соединять электрическим паяльником провода необходимо следить, чтобы его жало было в чистом виде. Это будет повышать теплопроводность и прочность соединения. Для очистки наконечника применяют влажную ткань. При использовании флюса активного типа зачищенная жила проводника обрабатывается составом, прогревается электропаяльником с припоем в небольшом количестве, а далее – по стандартной технологии. При пайке скруток допускается пропустить процедуру лужения, а сразу обработать место соединения флюсом, после чего приступить к пайке скрученных проводников. В этом случае обязательно протирается место спайки спиртом для удаления остатков агрессивных химических материалов. Многожильные проводники распушивают перед лужением и окунают в канифоль. Нанесение припоя проводится весьма тщательно, чтобы каждый проводник был им полностью покрыт. По окончании остывания жилы соединяются и пропаиваются электропаяльником с оловом. Изучив основные технологические процессы и просмотрев видео, можно научиться свободно соединять электропровода методом пайки и даже переходить к более сложным работам. oxmetall.ru Учимся паять провода – рассмотрение всех нюансов пайкиГлавная / Статьи / Учимся паять провода – рассмотрение всех нюансов пайки Пайка проводов паяльником не представляет ничего сложного, поэтому с таким способом соединения медных жил может справиться даже неопытный электрик. Далее мы расскажем, как правильно паять провода в распределительной коробке – месте, где выполняется разводка электропроводки по комнатам. Технология будет предоставлена пошагово, с картинками и видео примерами, чтобы Вам было более понятно, как спаивать два проводка между собой. Сразу же обращаем Ваше внимание на то, что мы будет рассказывать, как спаять жилы из меди. Это связано с тем, что алюминиевые проводники в домашних условиях уже практические не используются. Стандартами ГОСТ соединение разных цветных металлов (алюминиевых и медных проводников) рекомендуется обходить стороной, поэтому единственный безопасный вариант для частного дома и квартиры – спаивание медных жил кабеля. Шаг 1 – Подготавливаем инструментДля начала Вам нужно подготовить паяльник к пайке проводов своими руками. Все, что требуется – тщательно очистить жало от остатков припоя либо других возможных загрязнений. Для этого можете использовать обычный напильник. Помимо этого Вы должны подготовить припой и флюс, без которых не получиться паять провода паяльником. Что касается припоя, для того, чтобы спаять жилы, можно использовать либо сплав олова и свинца, либо специальную нить, как показано на фото ниже. Флюс необходим для того, чтобы во время пайки припой равномерно покрыл спаиваемые материалы. Помимо этого флюс избавляет медные жилы от оксидной пленки, которая значительно ухудшает надежность соединения. В качестве флюса Вы можете использовать либо канифоль, либо специальную паяльную кислоту. И тот и другой вариант пользуется популярностью у мастеров. Еще один важный этап подготовки – создание подходящего рабочего места. У Вас должна быть рядом розетка и подставка для паяльника, чтобы технология пайки проводов своими руками была безопасной. Кстати, Вы можете сделать паяльник своими руками, что не займет много времени и сил. Самодельный аппарат прослужит Вам довольно долго, в чем Вы сами сможете убедиться! Шаг 2 – Выполняем лужениеИтак, если Вам нужно спаять два силовых провода между собой, то первым делом Вы должны снять полиэтиленовую изоляцию и залудить оголенные жилы, особенно если они очень тонкие. Многожильный проводник перед пайкой сначала скручивается, после чего обрабатывается флюсом, поверх которого наносится тонкий слой разогретого припоя. Обязательно перед тем, как паять, подготовьте жало паяльника – окуните его в флюс (в ту же канифоль, как показывается на фото), а после этого в олово, чтобы кончик был покрыт небольшим слоем припоя. Лужение проводов для пайки выполнить довольно просто – сначала Вы должны положить оголенную жилу на канифоль, потом прогреть это место паяльником, чтобы проводок погрузился во флюс. После этого его нужно достать и равномерно со всех сторон обработать припоем. Чтобы хорошо нанести разогретый сплав олова и свинца на поверхность, в руках прокручивайте провод во время лужения. Если Вам необходимо соединить жилы в распределительной коробке, для удобства вместо канифоли можете использовать кислоту. Ее достаточно просто нанести кисточкой на поверхность, которую Вам нужно спаять. Если жилы большого сечения (толстые), лужение выполняется аналогичным образом. Отличие лишь в том, что не нужно предварительно скручивать жилы, как у многопроволочного проводника. После того, как Вы выполните лужение, можно переходить к процессу пайки. Сразу же обращаем Ваше внимание на то, что выполнять работы необходимо только при отключенном электричестве. Паять провода под напряжением категорически запрещается! Шаг 3 – Спаиваем жилыНу и последнее, что осталось – спаять два подготовленных провода в распредкоробке. Все, что нужно – скрутить либо наложить жилы друг на друга и разогреть место соединения паяльником. Припой расплавиться и после того, как застынет – надежно соединит электрические проводники. Важный момент – во время пайки не двигайте жилы, иначе соединение будет не достаточно надежным. Следует также отметить, что предварительное лужение можно и не выполнять, а просто скрутить проводки а распаечной коробке, обработать их флюсом и как следует пропаять. Однако так паять мы Вам не рекомендуем, потому что в этом случае соединение будет на порядок хуже. Последний штрих – изоляция остывшей области. О том, как изолировать провода мы Вам рассказывали. Лучше всего по отдельности заизолировать каждую жилу изолентой, а поверх нее использовать термоусадочную трубку. На видео ниже Вы можете просмотреть подробно весь порядок пайки: Важно знать!Выше мы рассказали, как правильно паять провода в распределительной коробке, однако такой порядок действий не подойдет, если Вам необходимо спаять контакты с диодной лентой либо вообще на плате (микросхеме). Итак, предоставляем краткий обзор возможных технологий пайки: На этом технология самостоятельной пайки заканчивается. Надеемся, что теперь Вы знаете, как правильно паять провода большого и маленького сечения в домашних условиях! Учимся паять провода паяльником Видео урок по ремонту наушников с микрофоном и штекером 3.5 Фотогалерея (6 фото)gopb.ru Как самостоятельно припаять провод к проводу?
Для того, чтобы припаять провод к проводу, нужно приобрести сразу несколько инструментов и материалов, таких как:
При пайке проводов следует соблюдать ряд правил, которые помогут грамотно и быстро спаять провода:
Если все правила соблюдены и инструменты собраны, то можно переходить к процессу подготовки:
Пошаговая инструкция процесса пайкизалуженное жало паяльника Рассмотрим инструкцию процесса пайки на примере скрепления 2 проводов из меди. Если все этапы подготовки выполнены, то можно переходить непосредственно к процессу пайки:
если провод чистый и сделан из меди, то лужение произойдет моментально Как отпаять провод?Инструкция:
Данный процесс не несет в себе никаких сложностей, единственное, что требуется – это следовать указаниям инструкции, процесс распайки не сильно отличается от процесса спайки двух проводов. Выбор паяльника
Электрические паяльники делятся на 2 типа:
Также, прибор подразделяется по мощности:
В основном, опытные пайщики используют паяльные станции, так как они оснащены регулируемым диапазоном нагрева и способны поддерживать постоянную температуру. Паяльная станция в руках мастера намного ускоряет и улучшает процесс работы, но новичок, к сожалению, не сможет ощутить преимущества. Существует определенный ряд характеристик, по которым отличаются паяльники:
Нельзя забывать о такой важной вещи, как подставка для паяльника. Он нагревается до трехсот градусов и при какой-либо оплошности может привести к немедленному возгоранию легковоспламеняющихся материалов. Необходимо очень ответственно выбирать необходимую подставку, которая полностью подходит к имеющемуся паяльнику. Назначение и классификация проводовПровод – это изделие электротехники, которое состоит из 2 или более металлических проволок, покрытых обмоткой из какой-либо неметаллической ткани. Служит для связи источника тока с потребителем. Провод состоит из 2 частей. Первая это жила – часть, проводящая ток. Вторая часть – это изоляция, то есть то, что ограждает жилу от внешних раздражителей. В качестве жилы обычно используется проволоки из меди и алюминия, изоляция делается из бумаги, резины, лакового покрытия. Есть определенная классификация проводов:
Пайка считается очень удобным и хорошо проверенным способом соединения проводников и радиодеталей. С её помощью также можно припаять провод к плате с расположенными на ней электрическими контактами. Качеством пайки, в конечном счёте, определяется надёжность образовавшегося соединения, так что перед началом работ рекомендуется ознакомиться с особенностями этой не совсем простой процедуры. Для того чтобы присоединить проводник к плате в первую очередь потребуется паяльник с мощностью, зависящей от толщины самого провода. Обычно для этих целей используются паяльные устройства с рабочей мощностью в пределах от 25-ти до 40 Ватт. Помимо этого, необходимо будет запастись комплектом расходного материала, заметно облегчающего условия пайки (припой, канифоль и флюс). Желательно также подготовить инструмент для отвода тепла, посредством которого можно защитить саму плату от сильного перегрева. Подготовка проводов
Для получения качественного соединения крайне важно правильно подготовить провод к пайке, для чего необходимо проделать следующие обязательные операции:
Установка теплоотводаДля того чтобы не перегреть и не повредить расположенный на плате контакт рекомендуется к месту пайки прикладывать какой-нибудь металлический предмет, который в данном случае выполняет функцию теплоотвода.
Для обеспечения надёжного застывания расплавленного припоя необходимо на некоторое время зафиксировать проводник в зоне пайки (обездвижить его). В противном случае паяльную процедуру придётся повторить. По завершении соединения отдельных проводников временное приспособление для отвода тепла удаляется из рабочей зоны.
Пайка шлейфа
Как правило, в шлейфе дорожки проводников очень тонкие и располагаются вплотную одна от другой, что накладывает на паяльные работы следующие ограничения:
Нередко приходится соединять два тонких провода между собой (для устранения их обрыва в шлейфе, образованном из нескольких проводников). В этом случае сначала необходимо зачистить оборванные концы, а затем туго скрутить их между собой. С целью изоляции места соединения на один из них перед этим натягивается подходящая по диаметру пластиковая трубочка (кембрик). По завершении пайки места скрутки изолирующая трубка с небольшим натягом перемещается в зону соединения. Можно ли обойтись без паяльникаПрипаять без паяльника провода к плате – вполне выполнимая задача. Для этого следует взять небольшую по размерам металлическую ёмкость (типа плошки) и заполнить её мелко нарубленным мягким припоем, смешанным с тщательно растолчённой канифолью. Для этих целей удобнее всего использовать металлическую крышку от стандартной банки кофе. Затем ёмкость с твёрдой паяльной смесью разогревается любым доступным способом до момента перехода последней в жидкую фазу. Все последующие операции должны выполняться очень быстро, чтобы не допустить остывания готового состава. Нужно окунуть в расплавленный припой конец подпаиваемого проводника, а затем осторожно капнуть жидким составом на контакт платы. Быстро прижать конец провода к ещё не застывшей капле расплавленного припоя, и дождаться остывания зоны соединения. В заключение обзора отметим, что в современных электронных устройствах обрыв проводника в контактной точке платы – это самая распространённая неисправность. Так что после освоения технического приёма их соединения без паяльника можно будет легко восстановить любое повреждённое электронное изделие (такое, например, как клавиатура персонального компьютера). Пайка – это процесс при котором создается соединение металлических частей, за счет химической реакции, которая происходит между металлом и расплавленным припоем. При этом не происходит механического повреждения кристаллической структуры материала соединяемых частей. Что к чему можно паять?Не получится паять алюминий или ржавый металл, хромированные объекты, так как на поверхности элементов формируется оксидная пленка, которая будет препятствовать процессу соединения. Выполнять пайку подготовленных поверхностей можно из:
Как производится пайка стали?Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка). Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
Типы нагревателейВыбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите. Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника. Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки. Выбор припояПрипой – это сплав олова и свинца в определенном соотношении. Соотношение пропорций сплава определяет температуру плавления и вязкость получаемого сплава. Припой подбирается согласно требуемым характеристикам соединения и видам соединяемых материалов. При пайке стали следует использовать без флюсовые припои, а флюс наносить отдельно.
Как паять трубы? - Вдохновение и советыПайка является одним из самых популярных методов соединения металлов с присадочным металлом. Он позволяет соединять сплавы с различными свойствами, обеспечивая неразрывное соединение. Для пайки мы используем электрические или пламенные паяльники. Этот метод часто используется для соединения небольших электронных компонентов (SMD). Из-за небольшого размера элементов место пайки покрыто паяльной пастой, в состав которой входят мельчайшие шарики цинка.Пайка также используется для соединения медных труб в водопроводных или газовых установках. В зависимости от соединяемых материалов различают 2 метода пайки: мягкую и жесткую. Мягкая пайка Это метод, в котором мы используем легкоплавкий припой, который сплавляет две металлические детали. Связующее представляет собой сплав олова со свинцом или кадмием. Чистое олово используется для пайки посуды, потому что другие материалы обладают ядовитыми свойствами. Благодаря удобной форме палочек легко расплавить небольшое количество связующего, необходимого для пайки.Перед пайкой очистите соединяемую поверхность, чтобы на ней не было ржавчины или краски. Для очистки используется хлорид цинка, который мы наносим кистью. Когда элементы очищены и обезжирены, давайте проверим, ровны ли соединяемые детали и подходят ли они друг к другу. При пайке важна точность, от нее зависит качество соединения — спаянные элементы лучше всего удерживать пассатижами или в тисках, чтобы они не двигались. После нагревания паяльника натрите жало хлоридом аммония, чтобы обезжирить его, а затем коснитесь им палочки.Нанесите каплю растворенного припоя на соединение. Когда материал остынет, удалите излишки припоя скребком или напильником. Пайка В отличие от мягкой пайки, он более прочный, и мы используем латунный или серебряный сплав. Некоторые наполнители содержат флюсы — химические вещества, очищающие металл и облегчающие пайку. Не забудьте правильно выбрать связующее и флюс, которые зависят от типа соединяемых элементов.Используйте паяльную лампу или горелку для соединения медных труб. Горелка лучше подходит для склеивания крупных элементов, так как у нее больше мощности, чем у лампы, и она быстрее нагревает материал. Во избежание коррозии склеиваемых деталей воспользуемся паяльной пастой. Пайка происходит при очень высокой температуре плавления. Как и в случае с мягким методом, зачищаем все связанные элементы. Вставьте конец трубы в гнездо соединителя или другую трубу, а затем соедините их тонкой проволокой так, чтобы они не двигались.Прогреваем место пламенем паяльной лампы. Когда пламя синее, припой будет расплавлен. После остывания можно подпилить место соединения и зачистить все наждачной бумагой. Помните, что нельзя перегревать трубы, так как это ухудшит их качество.
.90,000 6 правил успешной пайки - Вдохновение и советы При пайке важны свойства связующего и соединяемых поверхностей, а также условия, в которых будет проходить весь процесс. Наиболее важные правила успешной пайки: 1. Точная установка и соблюдение правильного расстояния между припаиваемыми деталями. Наиболее выгодным будет расстояние около 0,04 мм, но дополнительно стоит учитывать тепловое расширение элементов, которое можно варьировать (например,пайка стали с латунью, которая расширится намного больше, чем сталь). Соблюдение соответствующего расстояния необходимо для надлежащего проникновения связующего (т. е. другого расплавленного металла) в соединяемые металлы и обеспечения надлежащего сцепления. 2-е Хорошее Предварительная очистка Предварительная очистка металлических поверхностей и Обезжиривание . Все остатки ржавчины, краски, жиров и масел следует удалить специальными препаратами. Оставление загрязненных поверхностей приведет к неравномерному распределению флюса по ним, неравномерному нагреву и неправильному распределению вяжущего.Это также может привести к окислению металла при нагревании. 3. Использование подходящего флюса , то есть химиката, который необходимо нанести на спаянные поверхности перед соединением. Флюс обеспечит гораздо большую эффективность пайки, так как создает защитный слой, препятствующий окислению металлов при контакте с кислородом воздуха (при нагреве). Образовавшиеся оксиды металлов затрудняют заполнение швов расплавленным связующим и препятствуют надлежащему и прочному склеиванию поверхностей.Флюс растворяется при нагреве и затем поглощает все мешающие пайке оксиды металлов. Флюс следует тщательно нанести на все соединяемые поверхности. В некоторых случаях припои доступны сразу со встроенным флюсом, что облегчает пайку и обеспечивает правильное дозирование. Традиционно применяемый флюс лучше всего наносить на соединяемые поверхности непосредственно перед пайкой, чтобы он не засыхал и не стирался в процессе работы. Лучше всего правильно подобрать флюсы в зависимости от свойств соединяемых материалов и требуемой температуры. Флюс следует использовать в количестве, достаточном для поглощения любых образующихся оксидов. Преимуществом флюса также является защита от перегрева соединяемых материалов. 4. Правильное размещение паяных элементов - правильно подготовленные, очищенные и покрытые флюсом элементы должны располагаться в наиболее удобном положении. Можно использовать специальные формы или подставки.Однако следует помнить, что все несущие устройства изготавливаются из изоляционных материалов, плохо проводящих тепло (например, из керамики). 5. Настройка правильной температуры во время процесса пайки . Нагрев должен быть равномерным и ограничиваться в основном местами подключения. В случае небольших поверхностей все можно нагреть до точки плавления припоя. Для больших поверхностей также используются газовые горелки для нагрева более широкой области вокруг стыка.Ручным инструментом, наиболее часто используемым для пайки, является электрический паяльник 6. Очистите соединение после пайки. Сначала мы удаляем остатки флюса, например, погружая соединяемые элементы в теплую воду (до того, как они остынут). Тогда флюс будет трескаться и отслаиваться. Вы также можете удалить лишний флюс проволочной щеткой во время замачивания. Однако, когда остатки флюса становятся зелеными или черными, это означает, что они стали слишком насыщенными оксидами.Такие налеты удаляем кислотными растворами, например, соляной (помните об особой осторожности). Использование азотной кислоты не рекомендуется, так как она вступает в реакцию с серебром, содержащимся в приманках. После очистки мест пайки от окислов - соединяемые элементы уже можно использовать. При желании их можно обработать, например, электролизом, или защитить антикоррозионным защитным слоем, например, маслом.
. Пайка электрических проводов - как паять кабели?Пайка электрических проводов и кабелей - метод неразъемного соединения металлических элементов с использованием связующего, т.е. февраль. При пайке температура плавления присадочного металла должна быть ниже температуры плавления соединяемых деталей. Выполнение пайки не слишком сложно. Однако следует помнить о нескольких правилах, которые помогут эффективно спаять детали. Пайка кабелей и проводовПайка кабелей и проводов производится с помощью паяльника и припоя.Перед началом процесса пайки припой должен быть доведен до жидкого состояния. Однако припаиваемые компоненты не меняют своего состояния. Другой принцип, определяющий успех пайки, заключается в поддержании более низкой температуры присадочного металла по сравнению со спаиваемыми деталями. Как паять электрические кабели?Для пайки кабелей и проводов могут использоваться следующие типы паяльников: - паяльник электрический пистолетный - оснащен узким и длинным жалом, имеет керамическое жало, позволяет паять даже очень тонкие провода, - паяльник сопротивления - имеет регулировку температуры в пределах 200-450 градусов Цельсия.С, заостренный наконечник и удлиненная форма, - паяльник трансформаторный - самый удобный в использовании, за счет легкости имеет лампочку, подсвечивающую место пайки, позволяет паять с очень высокой точностью. Пайка идет рука об руку с использованием соответствующих принадлежностей, которые облегчают правильную пайку отсоединенных частей. К ним относятся: съемник изоляции, жестяная банка, термоусадочная трубка, зажигалка, канифоль и щипцы.В следующей статье описана пошаговая пайка электрических проводов.Пайка кабелей и проводов должна выполняться очень осторожно, чтобы кабели были правильно подключены. Соединение с припоем должно быть ровным, без впадин и выпуклостей. Цвет припоя должен быть светлым, серебристым и блестящим. Серый и тусклый припой следует удалить и припаять во второй раз. Плохо сделанная пайка будет мало прочной. Ниже мы покажем вам, как паять электрические провода шаг за шагом. 1. Обрежьте края проводов, которые вы хотите припаять. 2. С помощью инструмента для зачистки проводов снимите оболочку с краев кабелей (около 2 см с обеих сторон). 3. Начать разогрев паяльника. 4. Поместите концы проводов в емкость с канифолью. 5. Прикоснитесь жалом горячего паяльника к кабелю на 2-4 секунды. 6. Коснитесь формы и переместите ее, чтобы равномерно распределить.Проделайте то же самое с другим кабелем. 7. Соедините и скрутите концы проводов. 8. Затем захватите один кабель плоскогубцами. Придерживая кабель с другой стороны рукой, оплавьте олово паяльником. 9. Когда олово расплавится, соедините концы проволоки вместе. Закрепление спаянных кабелей и проводовЗакрепление спаянных кабелей является последним этапом пайки. Для эффективной защиты припаянных электрических проводов следует сделать термоусадочную оболочку.Стоит подготовить его перед пайкой и нанести на провода ниже подготовленных к пайке мест. После соединения проводов и остывания припоя термоусадочную оболочку следует переместить на место паяного соединения кабелей. Как следует из названия, этот корпус имеет свойства, позволяющие ему сжиматься при воздействии тепла. Поэтому, поставив его на место пайки, нужно прогреть его огнём, например, от зажигалки. Под воздействием тепла от огня термоусадочная оболочка даст усадку и эффективно защитит припой, подстраиваясь под поверхность ремонтируемого электропровода. In the following articles we have described: Transformer soldering iron Soldering iron Soldering iron - types, price, application Flux Gas soldering iron Газовая пайка 15 Изоляция электрических проводов .90 000 инструментов для пайки труб - Vademecum для студентов техникума Инструментдля пайки медных труб будет рассмотрен в этой статье. На практике также можно паять оцинкованные трубы, стальные листы, медные и оцинкованные желоба и т. д. Каждое из применений и методов пайки имеет в этом случае свои специфические решения. Инструменты для подготовки концов труб и муфтМягкая и твердая пайка требует, чтобы конец трубы и внутренняя часть раструба медного фитинга не содержали оксидов.Удаление оксидов может быть выполнено абразивными материалами, обычно синтетической шерстью или металлическими щетками. Синтетическая шерсть продается в виде чистящих средств прямоугольной формы. У Rothenberger это, например, чистящие средства ROVLIES (рис.).
Вместо очистителя шерсти можно использовать наружные щетки, выполненные в виде кольца, подогнанного под определенный диаметр медной трубы. Это гораздо более дорогое решение, но, безусловно, более долговечное.
Внутренние щетки используются для очистки внутренней поверхности раструбов паяных фитингов. Паяльные лампыЭто простейший инструмент для пайки труб, выполненный в виде горелки с прикрепленным газовым баллоном. Термин «паяльная лампа» связан с формой инструмента. Паяльные лампыобычно подходят только для мягкой пайки, не обеспечивая достаточно высокой температуры пламени. Они используют бутан. Лампы обычно имеют автоматический пьезоэлектрический запальник, что избавляет от необходимости зажигать спички на стройплощадке.В зависимости от мощности вставки и настройки пламени их можно паять в течение 30-60 минут. на рынке мы можем найти устройства следующих фирм: TOPEX, ROTHENBERGER, DEXTER и др. Картриджи по 190 г с бутаном.
СУПЕР ОГОНЬ 4Горелка Ротенбергера, установленная на цилиндре с завихрителем пламени, позволяющая получить очень высокую температуру для такого оборудования, около 950°С. Можно использовать для пайки. Пьезоэлектрический воспламенитель, блокировка управления, позволяющая легко управлять пламенем.
Кабельный фонарик со сменными наконечниками Это уже профессиональный инструмент для многих приложений. его можно использовать как для мягкой пайки, так и для нагрева рубероида, обжига и т.д. Под горелкой TURBOPROP от rothenberger с завихрителем пламени в смесительной камере. горелка имеет инжектор, который всасывает воздух для горения, что позволяет точно регулировать температуру пламени. При использовании пропана можно достичь температуры выше 1600С.
Другие инструменты
В качестве вспомогательных материалов или инструментов для пайки следует указать следующее: - Огни пламени - коврики защитные Отражатели пламени способствуют пайке, отражая пламя в сторону трубы, ускоряя нагрев соединения и защищая стену. Рефлектор снижает расход газа, ускоряет пайку, позволяет получить более высокую температуру в месте пайки за счет концентрации пламени.Защитные маты защищают стены из горючих материалов от повреждения открытым пламенем. они обычно изготавливаются из асбеста и выдерживают температуру до 1000С.
Электрические паяльники
Мягкая и твердая пайка также может выполняться с помощью электрических паяльников. При этом пайка происходит без открытого пламени, что может быть важно в случае мест с горючими материалами. Электропаяльники для изготовления штекерных соединений подразделяются на: - трансформатор - бестрансформаторный Бестрансформаторные паяльники - подключаются напрямую к сети, работают тихо, легкие и экономичные.Они снабжены губками и кабелем с вилкой к розетке. Нагрев чашки довольно медленный, как и во всех приборах этого типа. Пример инструмента REMS под торговой маркой Hot Dog 2 предварительно нагревается в течение примерно 5 минут, после чего он готов к непрерывному использованию. Время пайки одной чашки, в зависимости от ее диаметра, составляет уже 10-30 с. REMS Хот Дог 2 имеет двойную губку, переднюю для труб 10-16мм и заднюю 18-28мм. Он продается в комлите с мягким припоем и флюсом.Электрическая мощность 440Вт.
Трансформаторные паяльники - обычно имеют большую мощность, чем бестрансформаторные, что позволяет паять медные трубы большего диаметра, даже до 54мм. Мощность паяльников здесь достигает нескольких кВт. на рынке вы найдете как минимум две модели: ROTHENBERGER Rotherm 2000 с электрической мощностью 2000 Вт, REMS Контакт 2000 с такой же мощностью. Оба предназначены для мягкой пайки труб диаметром до 54мм. Они имеют трансформатор на 24 В и обеспечивают температуру 900С.Например, время пайки (REMS) для трубы диаметром 18 мм составляет всего 18 с. Рис (сверху). Паяльник-трансформер, передние паяльные губки с охладителями для защиты рукоятки от перегрева, соединительный кабель длиной 2 м и паяльные кабели 4 м. Справа паяльник трансформаторный 2кВт фирмы REMS Контакт 2000. Вес обоих устройств составляет 10,5 и 12,9 кг соответственно. Паяльники в наборах могут иметь паяльные губки разных типов: призматические, стержневые и т.д. Наиболее быстрый нагрев трубчатых поверхностей достигается с призматическими губками. Ниже представлена конструкция паяльника-трансформера. Идент. 1. Призматический электрод 2 Стержневой электрод 3 Переключатель 4 Пинцет 5 Винты 6 Призматический держатель электрода 7 Винт с головкой. . Пайка – необходимые инструменты и принадлежностиПайка — это способ соединения металлических деталей. Для этого необходимы специальные инструменты и приспособления. Что конкретно? Что такое пайка - определение всего процессаВ самом начале стоит отметить, что пайка требует от людей, желающих соединить металлические элементы, не только необходимости использования специализированного оборудования, но и большого терпения и навыков, приобретенных со временем.Тот, кто хоть раз пробовал что-то паять, должен знать, что первые собранные детали могут выглядеть довольно неказисто - практика нарабатывается регулярной практикой. Чтобы лучше объяснить, что такое пайка на самом деле, можно привести конкретный пример — это может быть любое устройство, содержащее в своей схеме печатную плату. Присмотревшись, можно увидеть характерные стыки, мелкие и более крупные точки. Они крепятся именно методом пайки. Как припаиваются компоненты печатных плат и другие детали?Как уже было сказано, пайка заключается в соединении выбранных элементов. Это связано с плавлением основного металла - припоя. Обычно это сплав металлов, состоящий из олова и свинца или других элементов, в зависимости от версии продукта. Припой расплавляется за счет нагрева провода устройства за счет электричества. Это происходит при температуре около 315°С. Затем поверхность охлаждается, и создается постоянное, газонепроницаемое и водонепроницаемое соединение с отличной электропроводностью. Инструменты, необходимые для пайкиАссортимент инструментов, которые можно использовать для пайки, достаточно широк. Это связано с разнообразием электронной и промышленной промышленности. Однако можно перечислить продукты, которые используются как на профессиональных предприятиях, так и в быту. Ручной паяльник без контроля температурыПервый - это стандартный ручной паяльник без терморегулятора.Это инструмент, который станет хорошим выбором для тех, кто хочет начать свое приключение с пайки, а также для профессионалов, которым важна высокая точность. Ручные паяльники доступны в широком диапазоне классов производительности и размеров. Для них характерен небольшой размер. Паяльные пистолеты - благодаря им вы можете быстро реагироватьВторым инструментом, который можно использовать для пайки, являются паяльные пистолеты. Эти устройства настолько популярны, что их можно найти практически в каждом наборе инструментов.Они идеально подходят для пайки, когда требуется быстрое реагирование, например, при обрыве проводки или плохом соединении проводов. Благодаря мощным нагревательным элементам паяльник за короткое время достигает высоких температур. Паяльные станции обеспечивают универсальную работуПоследним наиболее часто используемым типом паяльного инструмента является паяльник с регулируемой температурой. Его оценят как люди, не имеющие слишком большого опыта в сращивании отдельных элементов, так и те, кто занимается пайкой ежедневно.Паяльные станции универсальны, так как к ним можно подобрать любой тип жала. Дополнительные принадлежности для пайкиПри комплектации набора для сращивания отдельных элементов не стоит забывать о дополнительных принадлежностях, таких как, например, паяльная паста , жестяной пылесос или губка для паяльника. В первом случае паяльная паста представляет собой специальную смесь паяльного порошка и флюса.Чаще всего используется для пайки устройств поверхностного монтажа, а также при производстве электронных компонентов. Паста для пайки может использоваться как для мягкого, так и для жесткого соединения деталей. Оловянный пылесос удаляет излишки припоя с поверхностей металлических деталей. Таким образом, соединение может быть сохранено в случае, если припой допустит ошибку. Также стоит выбрать губку. С помощью этого продукта вы можете очистить наконечник ваших паяльных инструментов и избавиться от загрязнений и коррозии. .Пайка Goldpin - Академия NettigoМногим нравится идея Arduino и домашней электроники в лучшем виде, но самым большим препятствием для начала является пайка. Некоторые люди просто боятся этого — у них трясутся руки. В этом посте я хочу разочароваться в пайке. Некоторые электронные компоненты в виде печатных плат с ходовой сборкой (модули) имеют готовые сигнальные выводы в отверстиях на плате. Им не хватает только разъемов или проводов.Для использования в Arduino лучшим решением будет припаять «золотой штифт» к этим отверстиям. Goldpinпредставляет собой вилку с расположенными в ряд штырями. В большинстве случаев расстояние между выводами и отверстиями в печатной плате стандартное и составляет 2,5 мм. Goldpin очень хорошо подходит для прототипирования с помощью макетной платы. В этом посте мы займемся пайкой золотого штифта к ультразвуковому датчику расстояния. Для пайки нам понадобится: Паяльник Если вы любитель электроники, вам не нужно покупать сложные и дорогие инструменты.Сам давно пользуюсь простым и дешевым паяльником на 40Вт, продается в магазинах электроники за десяток злотых. Конечно, я рекомендую паяльник. Пистолетные паяльники больше подходят для пайки проводов, чем мелких деталей, поэтому, отказавшись от них, вы избежите множества неприятностей.
Олово для припоя Олово представляет собой проволоку из сплава свинца и цинка, смешанную с соответствующими химическими веществами. Олово обычно можно приобрести в виде катушки - с проволокой разного диаметра. Золотая булавка Goldpins доступны в различных конфигурациях (от одного до нескольких рядов). Нам достаточно 1 ряда. Обычно они продаются в ряд по 50 PIN-кодов.
Отверстия и места пайки можно очистить от смазки тряпкой, смоченной в спирте, растворителе или воде. Большинство производителей рекомендуют последнюю меру, но будьте осторожны, так как вода легко вызывает короткое замыкание и долго испаряется из труднодоступных зазоров, таких как места под интегральными схемами.
Собственно, можно было бы начинать паять, если бы не тот факт, что нам не хватает "третьей руки". Сложно удерживать элемент на месте, когда в одной руке паяльник, а в другой олово. Элемент на основе золотника нельзя припаивать прямо (т.е. под углом 90°). Многое было придумано для решения этой проблемы. Самыми популярными решениями являются увеличительные стекла с «крокодильчиками», привинченными к столу.Однако, идя по пути тотального дилетантства, я использовал...
... Малые тиски Пластины нельзя вкручивать непосредственно в тиски. Это может повредить его. Кроме того, она не будет держаться стабильно. Поэтому предлагаю заполнить хомуты тисков чем-то вроде пенопластовой губки, используемой для изоляции труб. Что делать, если из тарелки выпала золотая булавка? Пайка заключается в размещении горячего наконечника рядом с местом пайки.Затем к заточенному кончику жала приложите олово, которое должно затекать к месту пайки и заполнять его.
Помните, что нельзя слишком долго ставить паяльник на одну точку. Производители рекомендуют максимум 2..3 с. Правильно припаянный конец имеет коническую форму.
Чтобы окончательно развеять страх перед пайкой, я решил записать видео моей пайки золотых штифтов.
Как видите, дорогой читатель, это совсем не сложно. .Обучение пайке компонентов SMD - Gotronik.comGotronik.com Обучение пайке компонентов SMD У нас есть отличное предложение для начинающих электронщиков. Вы уже освоили пайку сквозных компонентов THT , но пайка компонентов SMD - это пока черная магия? Мы покажем вам, как паять и что использовать, чтобы сделать вашу работу проще и эффективнее. Для прохождения практического курса вам понадобится учебная доска.В магазине GOTRONIK мы подготовили два варианта: BTE-388 или BTE-389 . Помимо пластины, вам понадобятся еще несколько инструментов и несколько опциональных. Мы подготовили такой список. Вы найдете его ниже. Список предметов первой необходимости:Список дополнительных элементов:Теперь рассмотрим предлагаемые комплекты BTE-388 и BTE-389 . 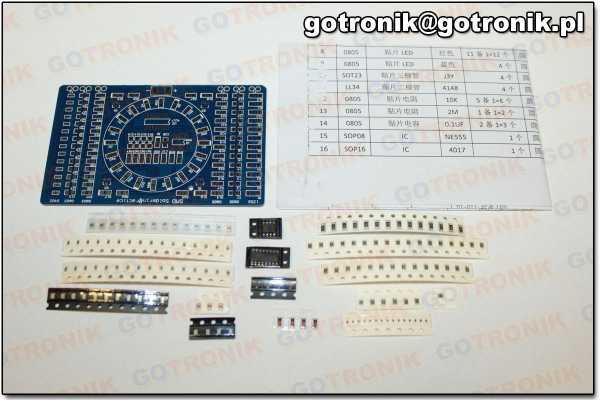 БТЭ-389 БТЭ-388 Как паять?Есть много способов хорошо паять.Любой, кто набирается опыта в пайке, может модифицировать свою технику — самое главное — правильный конечный результат. В начале мы покажем вариант, не требующий паяльной пасты, а затем обсудим вариант с использованием паяльной пасты (упрощает сборку, но требует последующей очистки и промывки пластины). SMD-компонентыможно паять обычным паяльником или с помощью паяльной станции. Следует иметь в виду, что даже самая лучшая в мире паяльная станция не обеспечит полного успеха в пайке - необходимы опыт и сноровка, которые можно приобрести только на практике.Для новичков в электронике рекомендуем купить паяльную станцию с регулировкой температуры. Если печатная плата некачественная и припаянный элемент слишком долго нагревается, то медный токопроводящий тракт может отслаиваться от слоя ламината. В критической ситуации печатная плата может быть повреждена. Использование паяльной станции дает нам возможность регулировать температуру жала. Наиболее распространенные стандартные сплавы олова паяют в диапазоне температур от 350°С до 420°С. Чем выше температура, тем быстрее происходит процесс пайки.Поэтому, по самому широкому мнению, начинающему электронщику следует выставлять температуру около 360-370°С. В результате процесс пайки будет медленнее и останется больше времени на возможные исправления. Другой способ сборки SMD-компонентов — использование станции для пайки горячим воздухом, широко известной как HOT-AIR. Сначала вручную наносим паяльную пасту (флюс, смешанный с мелко «перетертым» оловом. Затем пинцетом размещаем электронные компоненты SMD на те места, где была нанесена паяльная паста.Затем направляем струю горячего воздуха от станции HOT-AIR к ранее расставленным элементам. Паяльная паста плавится. Поверхностное натяжение расплавленной пасты будет соответствующим образом «позиционировать» SMD-элемент между контактными площадками печатной платы. Теоретически процесс очень прост, но требует от припоя некоторой практики и может вызвать затруднения поначалу при нанесении пасты. SMD-компоненты могут сдуться с печатной платы и т. д. Поэтому для новичков при пайке отдельных SMD-компонентов рекомендуем процедуру, описанную ниже. Следующий шаг:1.) Возьмите паяльник и нагрейте примерно до 380 градусов Цельсия. Температуру подбирают в зависимости от типа плитки. Прикладываем горячий наконечник к одной площадке и ставим олово. 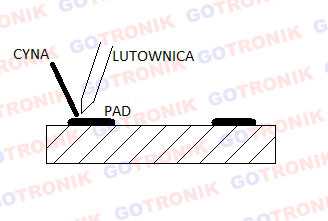 Шаг 1 2.) Таким образом мы наносим небольшое количество олова на паяльную площадку. 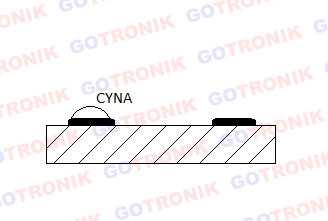 Шаг 2 3.) С помощью пинцета переместите элемент SMD и поместите его в то место, куда мы хотим его припаять. Расположите его ровно, а затем прижмите сверху пинцетом.Теперь прикладываем жало паяльника к предварительно залуженной площадке для припоя, пока олово не расплавится и берем жало. 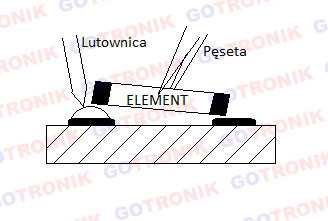 Шаг 3 4.) Теперь мы можем взять пинцет. 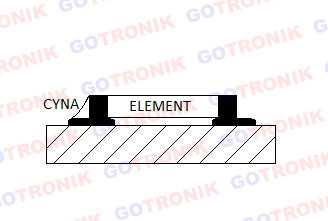 Шаг 4 5.) Приложите олово и наконечник к другому концу элемента. 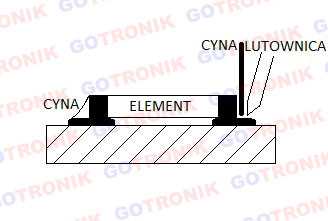 Шаг 5 6.) Только теперь мы можем исправить первое число Feb. Готовый. 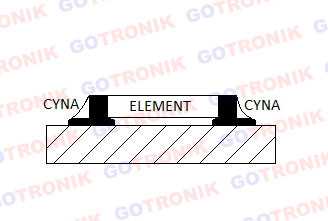 Шаг 6 Если вы хотите использовать паяльную пасту, вы должны нанести ее на контактные площадки (небольшое количество).Пинцетом укладываем элемент SMD , который теперь не двигается благодаря пасте. Ставим олово и припаиваем. В отдельных статьях мы подготовили описание порядка и расположения напаянных элементов на учебных платах. БТЭ-389 - ЗДЕСЬ
Аналог. |






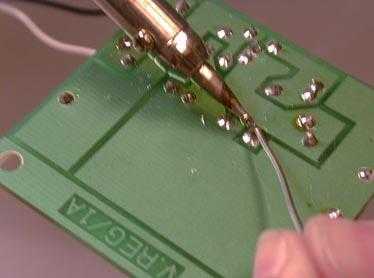
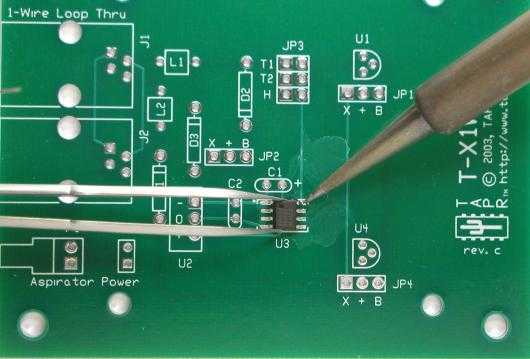






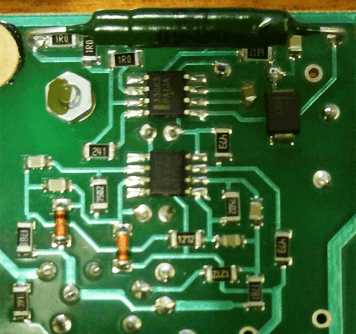









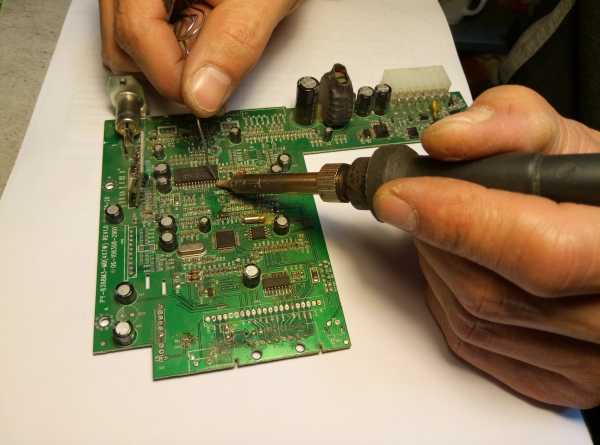


















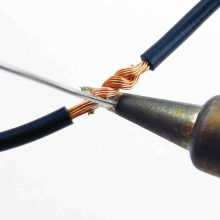






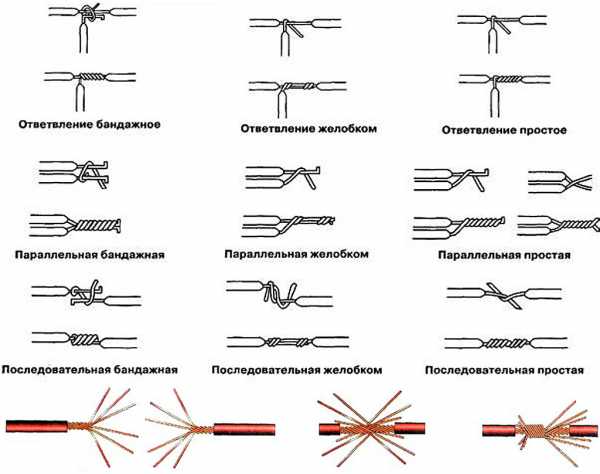







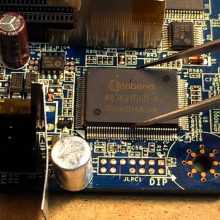


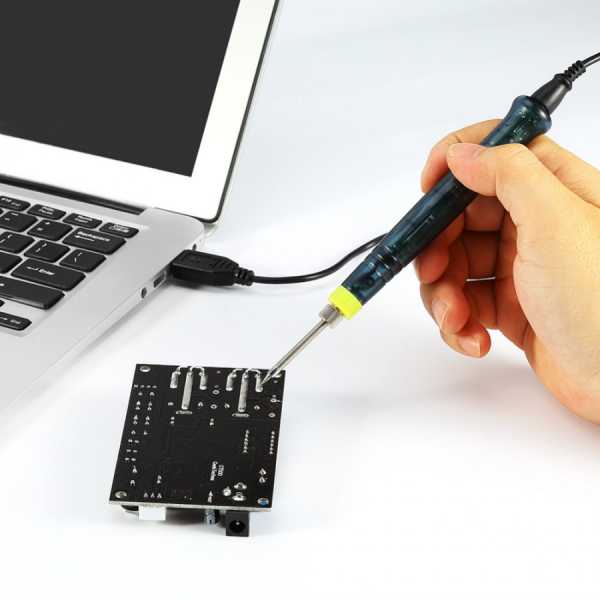
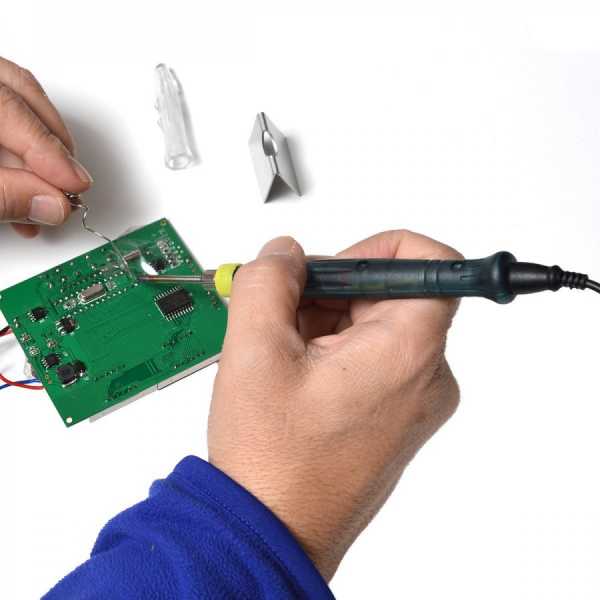












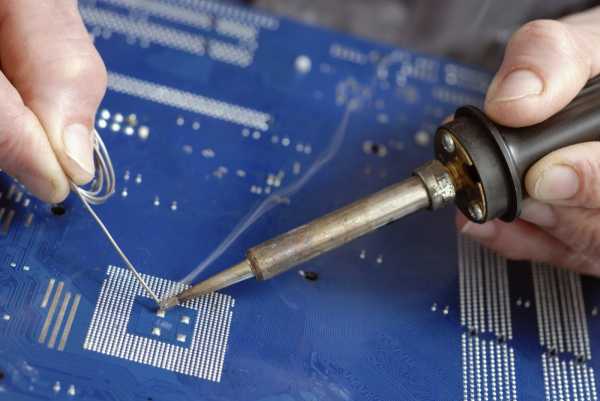
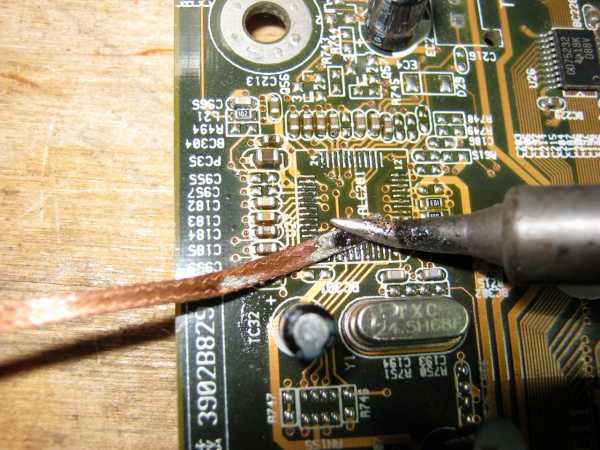

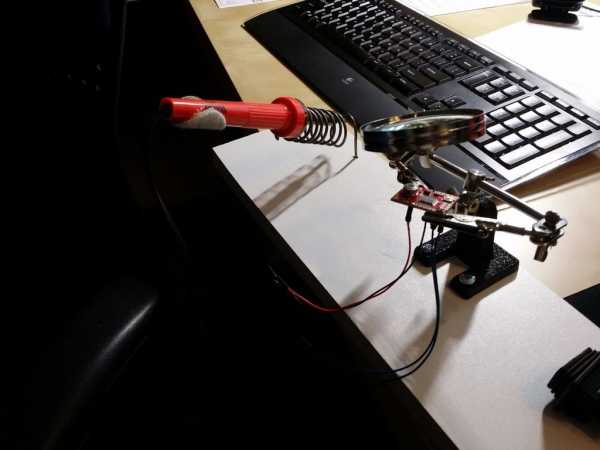








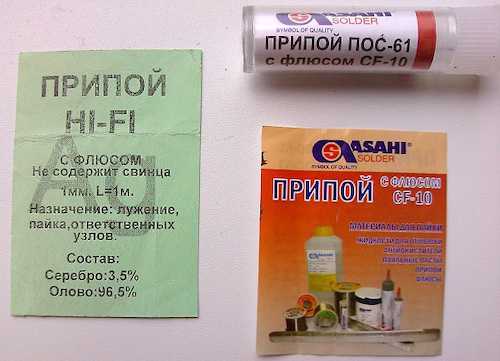

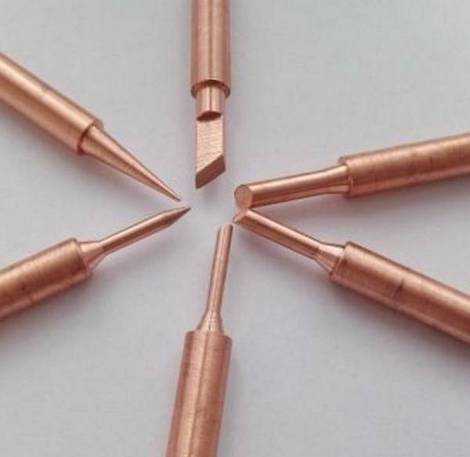
 В этой статье обзор методов пайки, анализ ошибок и на что следует обратить внимание начинающим.
В этой статье обзор методов пайки, анализ ошибок и на что следует обратить внимание начинающим.


























 Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C. На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур. 400 °C и микросхема начинает зажариваться.
400 °C и микросхема начинает зажариваться.



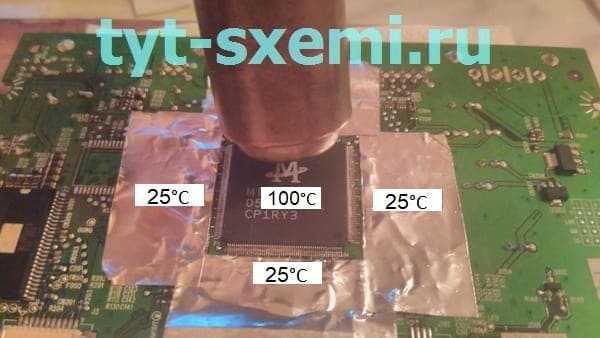
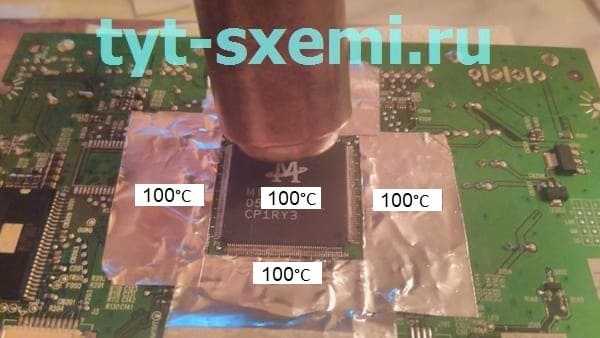
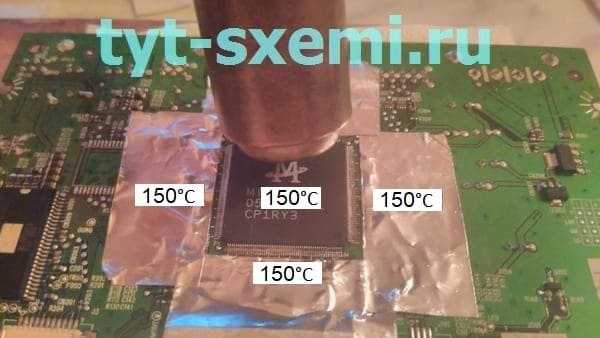
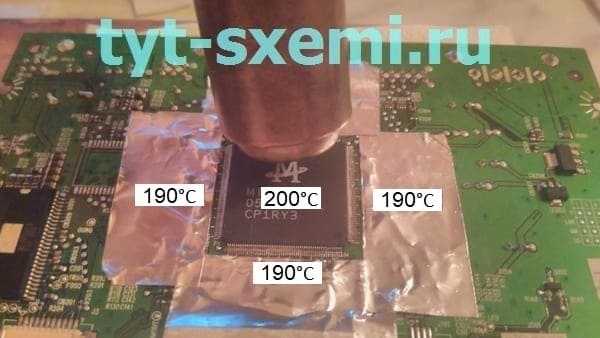
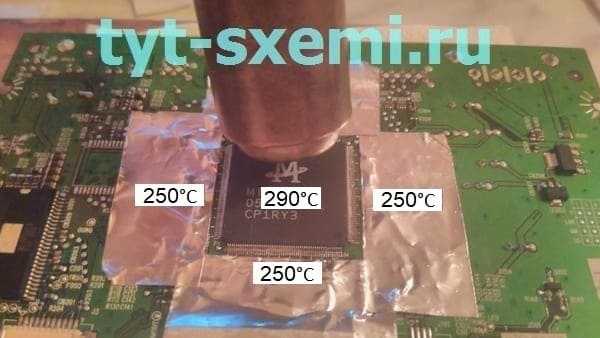

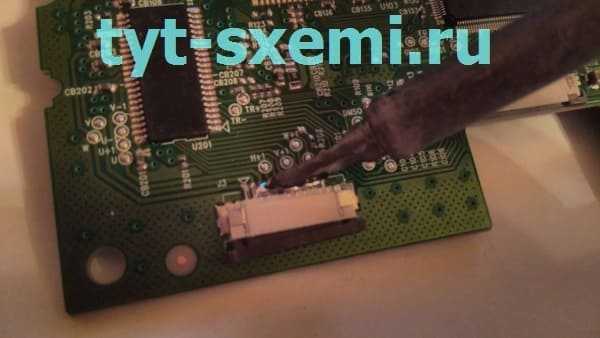





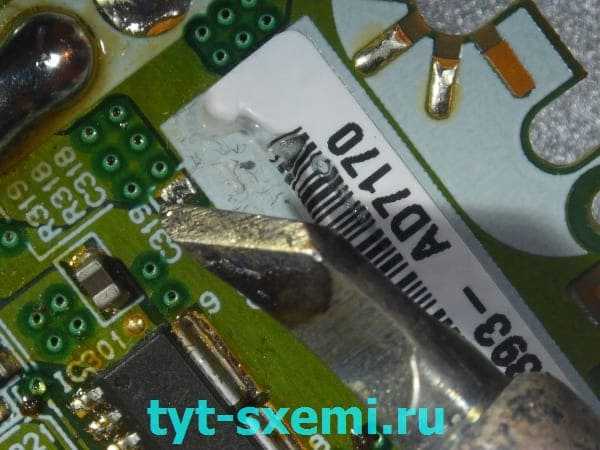

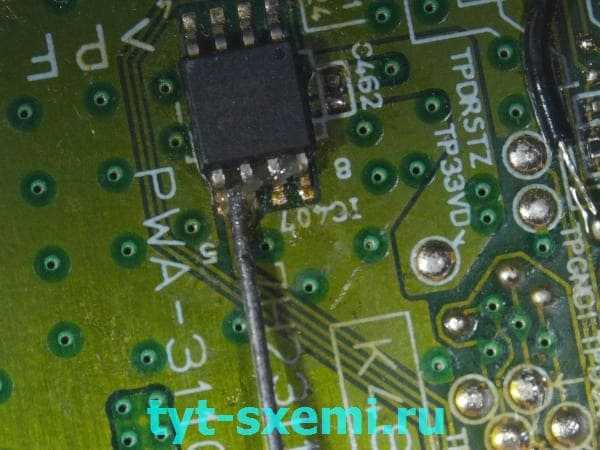
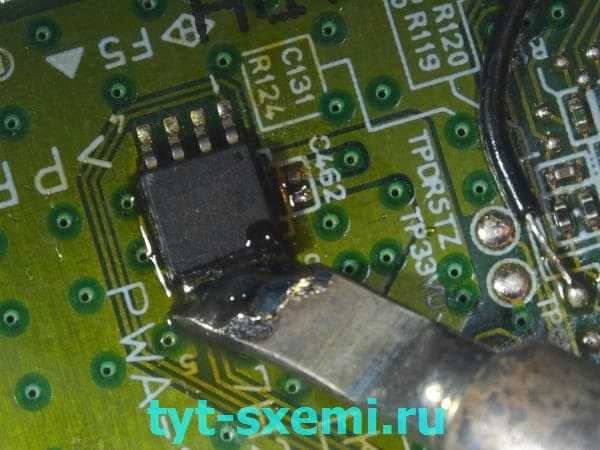


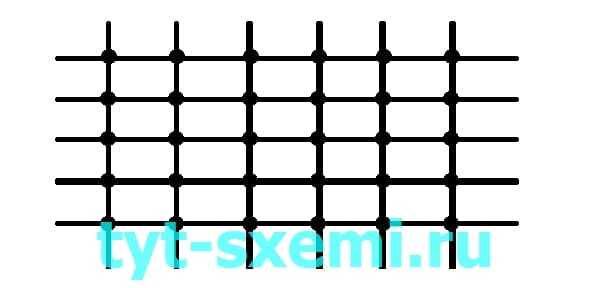






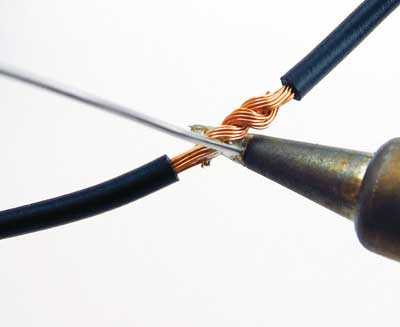






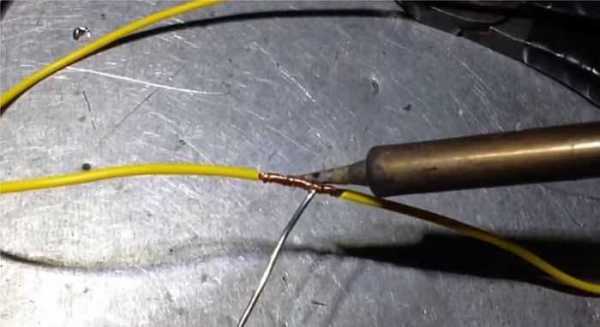







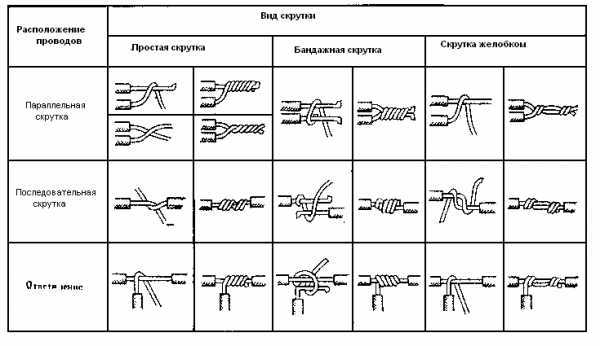





 Итак, начнем с того, что паяльник – это самая основная часть процесса пайки. От правильного выбора этого инструмента зависит скорость и удобство выполнения работы.
Итак, начнем с того, что паяльник – это самая основная часть процесса пайки. От правильного выбора этого инструмента зависит скорость и удобство выполнения работы.

 Гибкие шлейфы из тонких проводников уже давно применяются в современной бытовой аппаратуре. Их можно встретить в обычном мобильном телефоне, а также в любом образце компьютерной техники, в которой имеются многожильные соединения.
Гибкие шлейфы из тонких проводников уже давно применяются в современной бытовой аппаратуре. Их можно встретить в обычном мобильном телефоне, а также в любом образце компьютерной техники, в которой имеются многожильные соединения.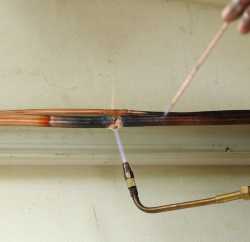 Металлические элементы соединяем припоем - связующим, представляющим собой олово. Правильная температура заставляет металлические части нагреваться, чтобы соединиться с плавящимся связующим. За счет хорошей адгезии припоя и соединяемых материалов создается неразрывное соединение с функциональными свойствами. Пайка отличается от сварки тем, что в первом случае плавится только связующее вещество, а во втором нагреваются концы труб.
Металлические элементы соединяем припоем - связующим, представляющим собой олово. Правильная температура заставляет металлические части нагреваться, чтобы соединиться с плавящимся связующим. За счет хорошей адгезии припоя и соединяемых материалов создается неразрывное соединение с функциональными свойствами. Пайка отличается от сварки тем, что в первом случае плавится только связующее вещество, а во втором нагреваются концы труб.
 Основные принципы
Основные принципы  . Если при нагреве плавкий предохранитель меняет свой вид, становится однородным - значит, элементы прогрелись равномерно, то следует приблизить палочку или проволоку припоя и подержать так, чтобы он расплавился, заполняя стыки. Если мы заметим, что флюса недостаточно, мы можем добавить его, окунув в него конец припоя. Добавление в припой нового слоя флюса повысит его текучесть и проникающую способность.В процессе пайки важно следить за тем, чтобы жидкий припой не затекал в места, отличные от тех, которые вы хотите соединить.
. Если при нагреве плавкий предохранитель меняет свой вид, становится однородным - значит, элементы прогрелись равномерно, то следует приблизить палочку или проволоку припоя и подержать так, чтобы он расплавился, заполняя стыки. Если мы заметим, что флюса недостаточно, мы можем добавить его, окунув в него конец припоя. Добавление в припой нового слоя флюса повысит его текучесть и проникающую способность.В процессе пайки важно следить за тем, чтобы жидкий припой не затекал в места, отличные от тех, которые вы хотите соединить.